History Reduction by Lumping for Time-Efficient Simulation of Additive Manufacturing



Abstract
:1. Introduction
2. Materials and Methods
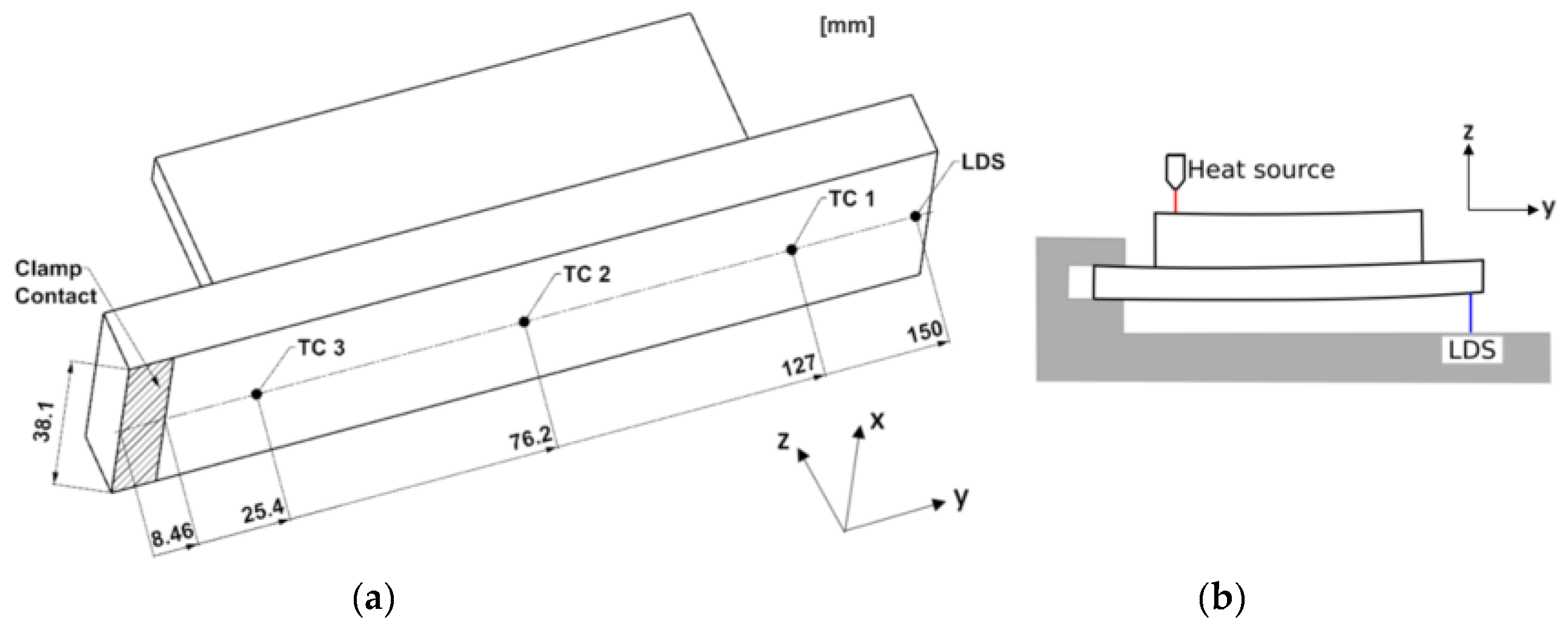
2.1. Experimental Set Up
2.2. Computational Set Up
2.2.1. Material Models
2.2.2. Addition of Material
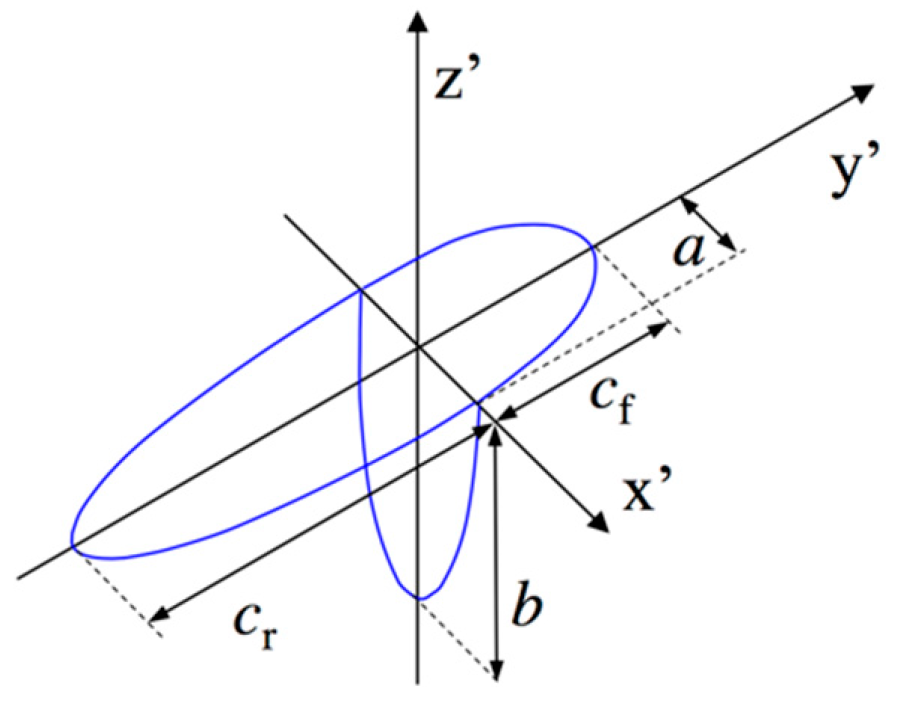
2.2.3. Heat Source Model
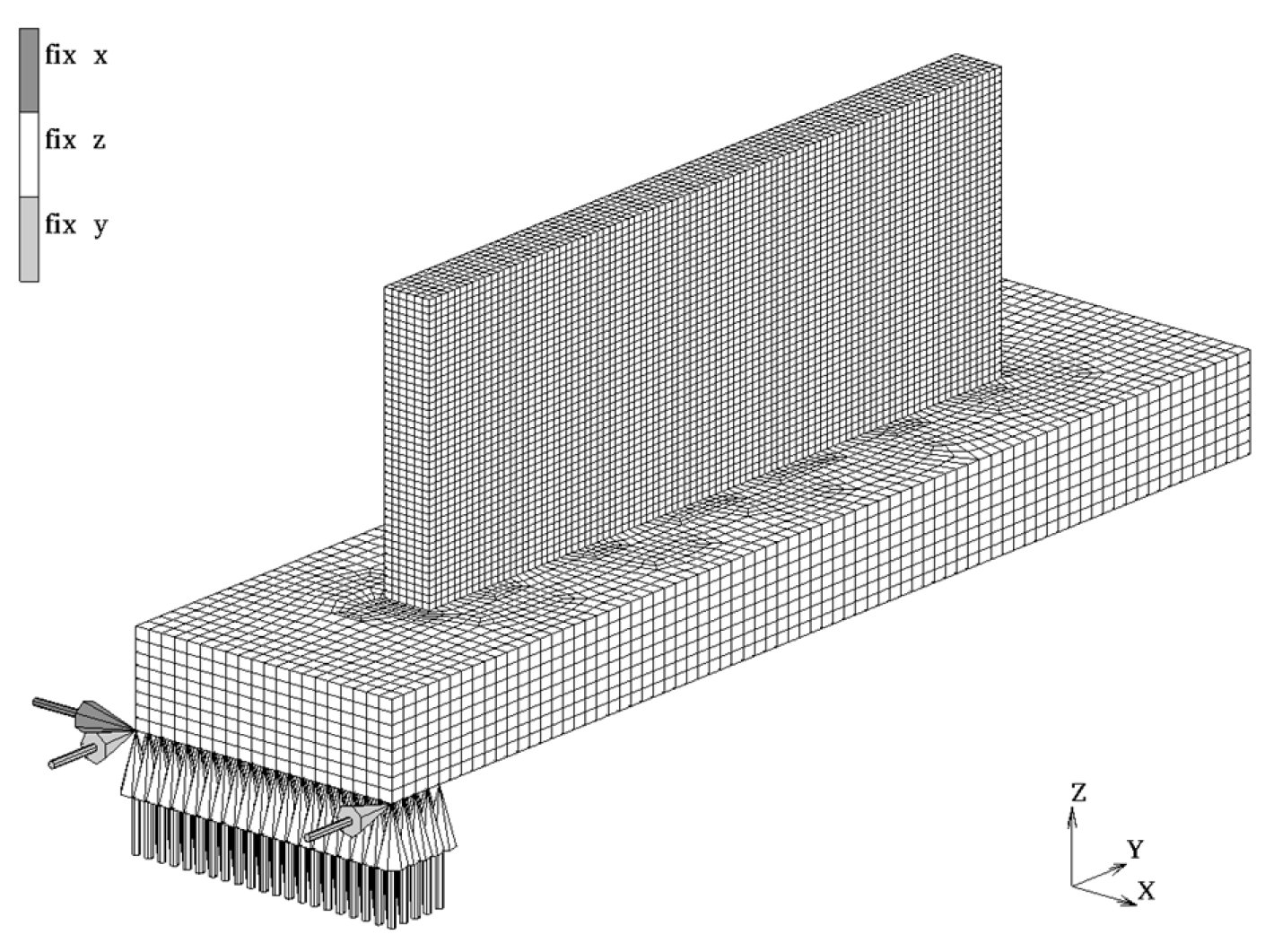
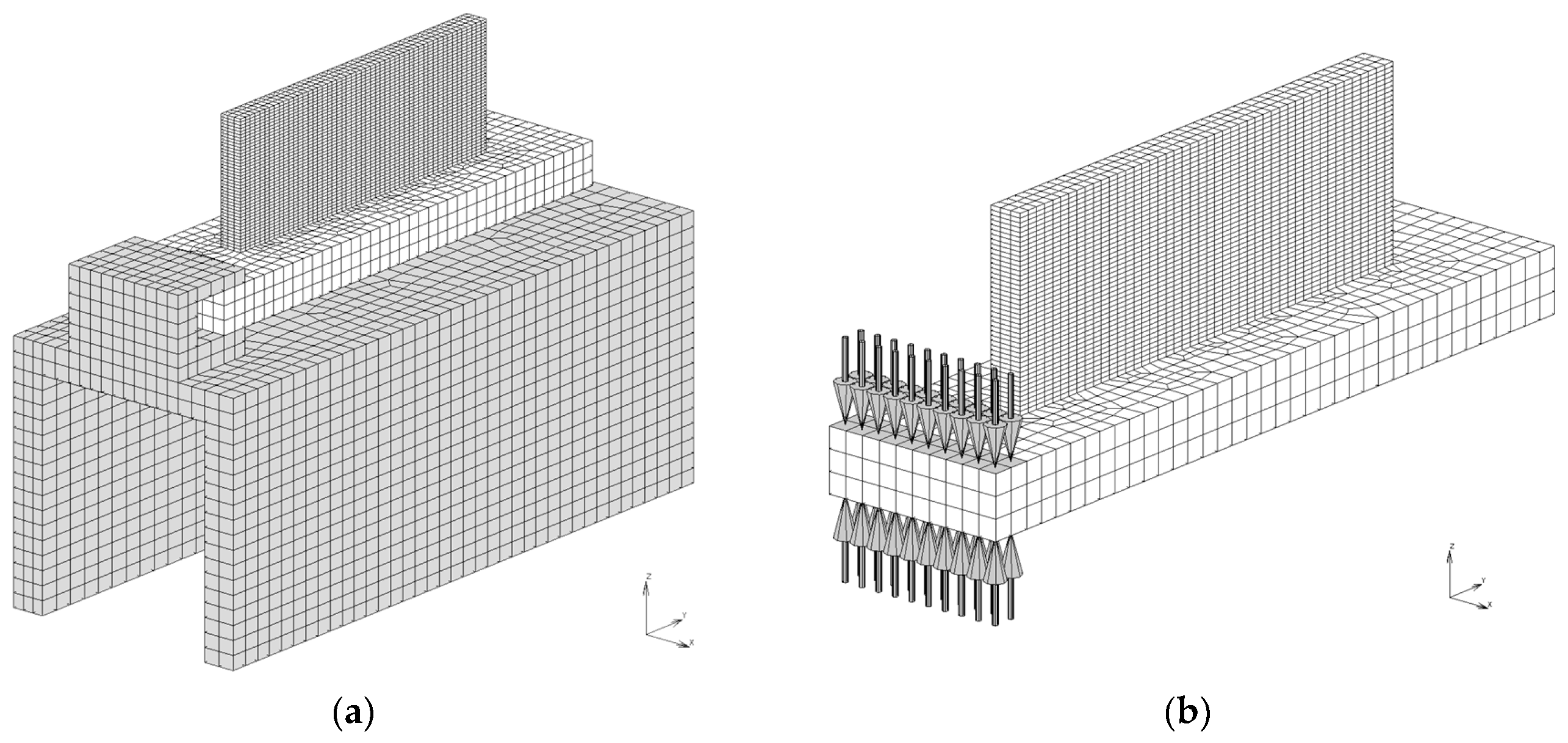
2.2.4. Simulation Models
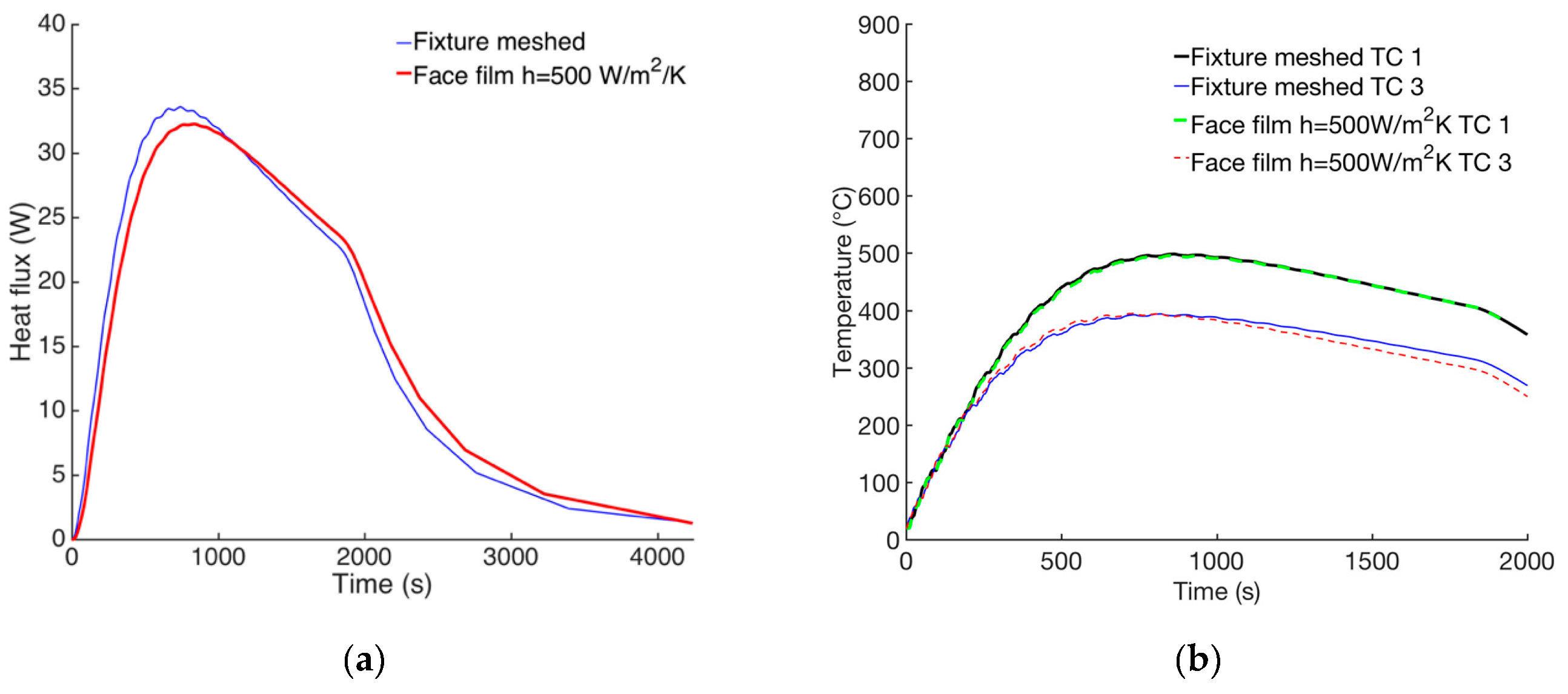
2.2.5. Heat Transfer Through Fixture
2.2.6. Calibrated Parameters
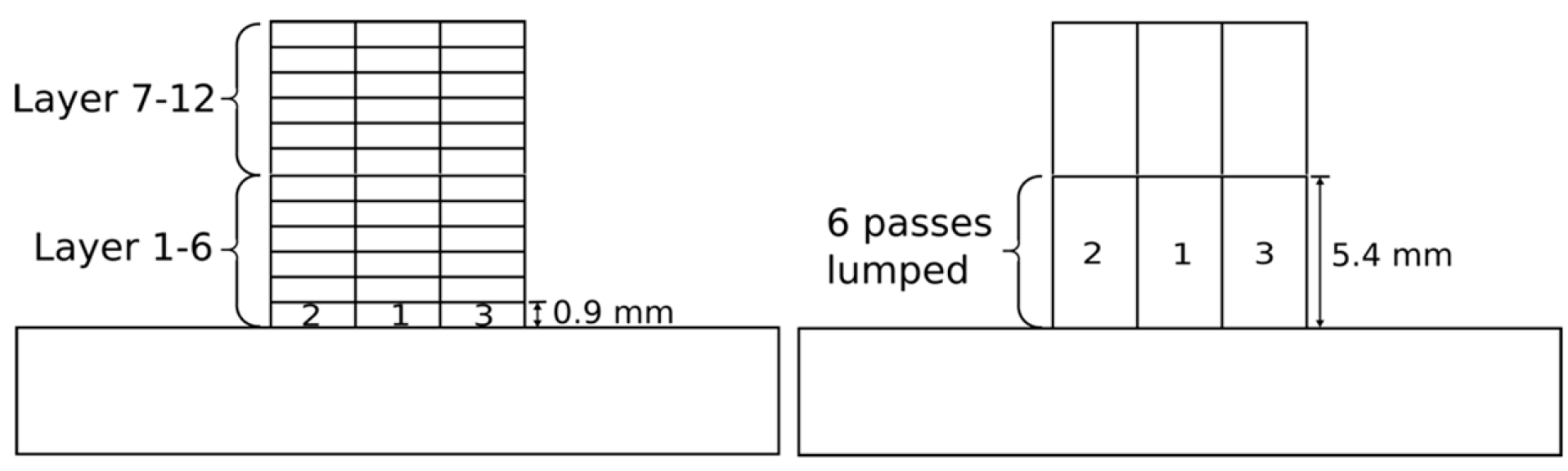
2.2.7. Lumping of Passes in AM Simulations
3. Results
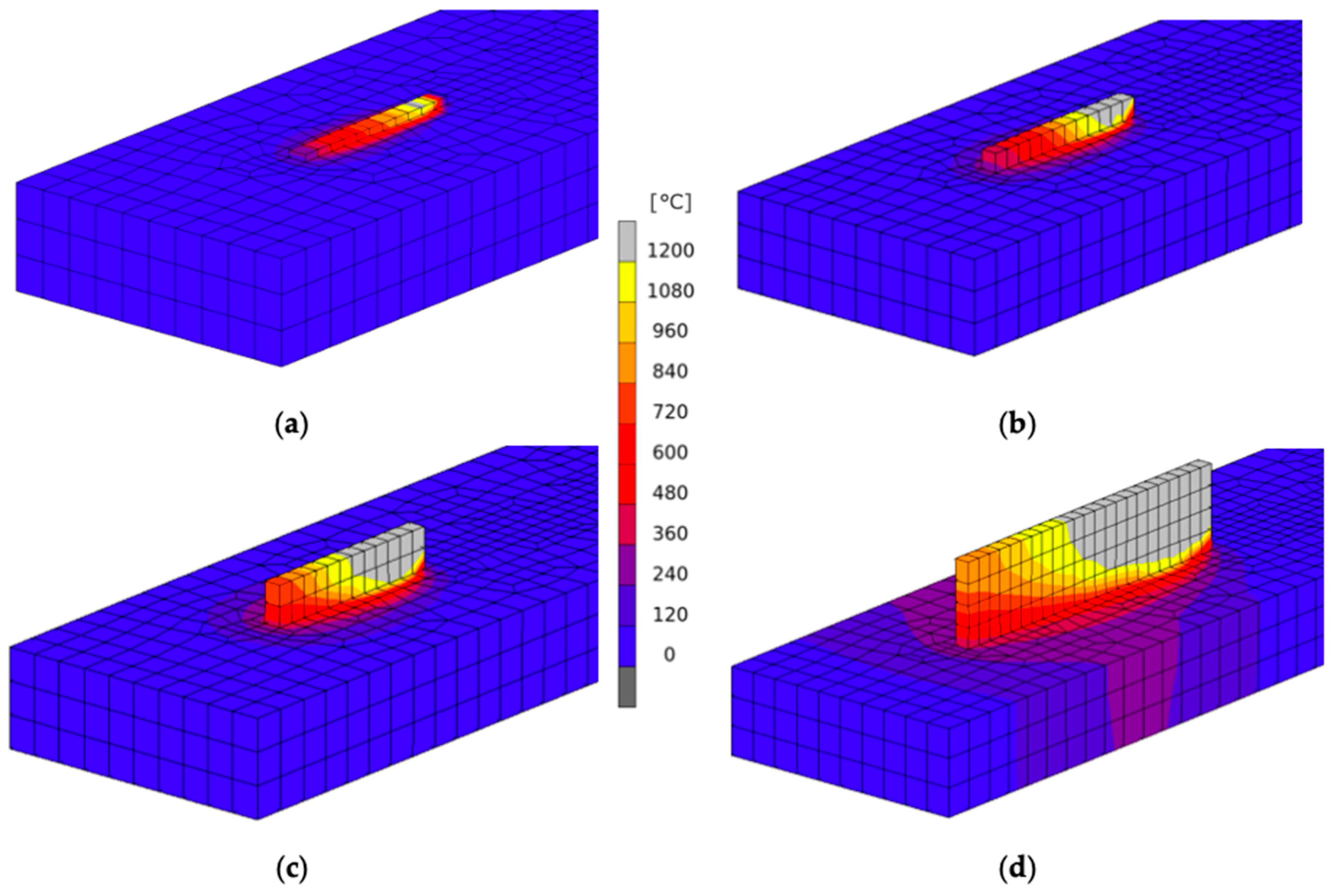
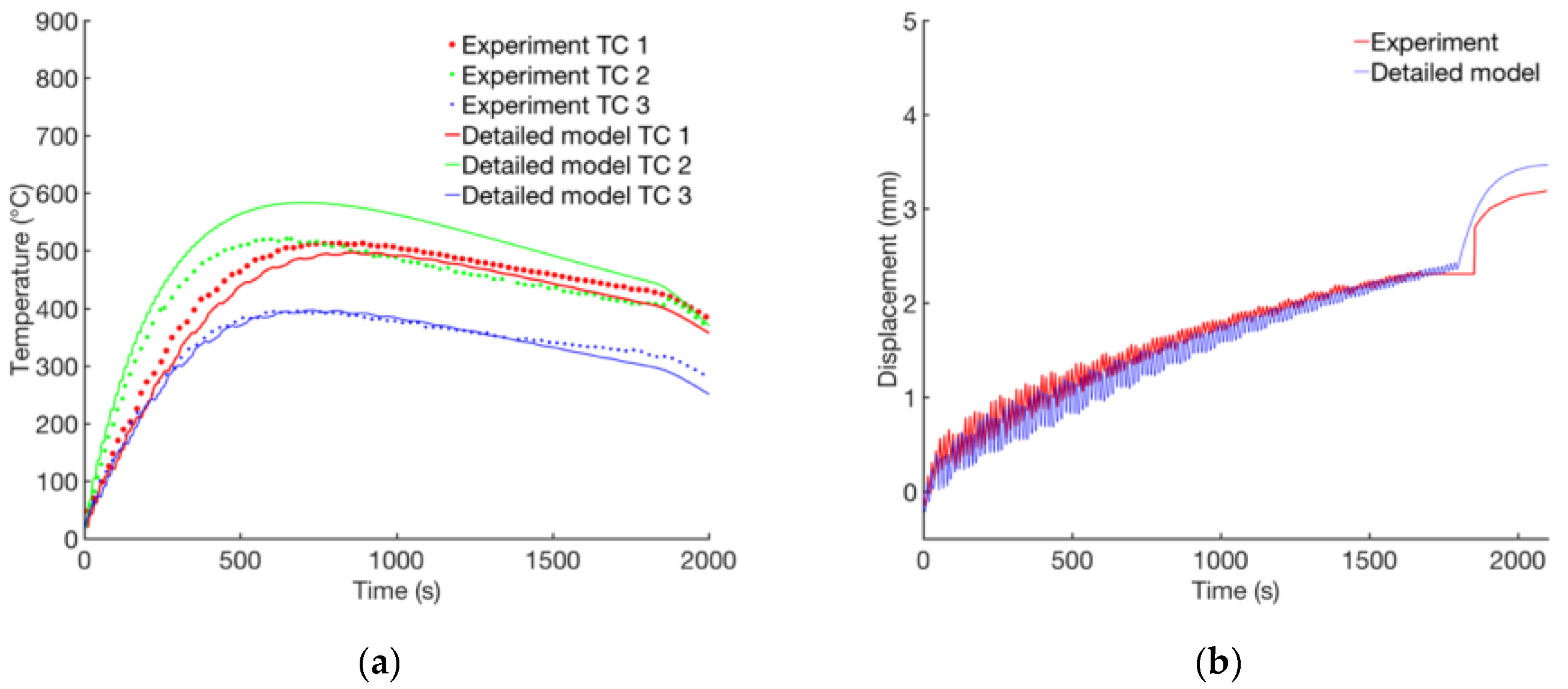
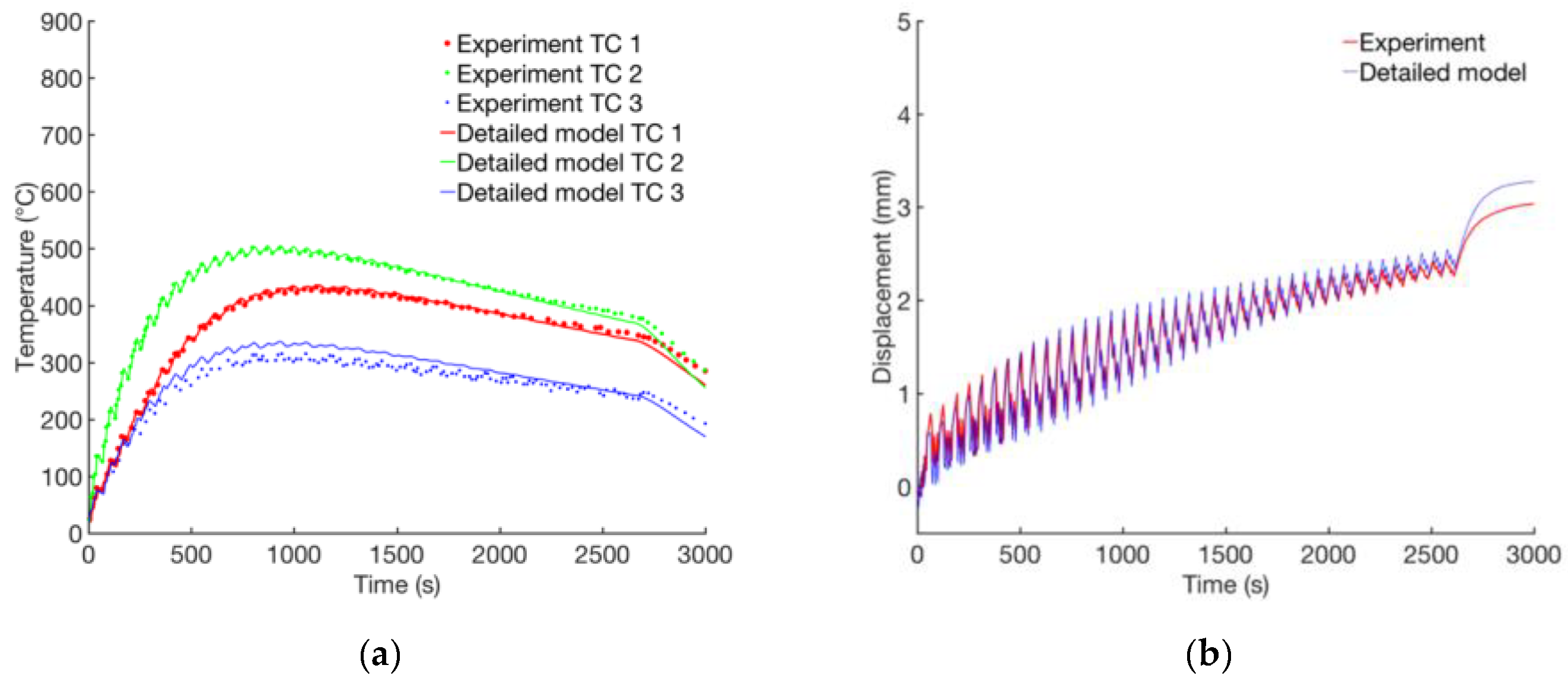
3.1. Results for Reference Model
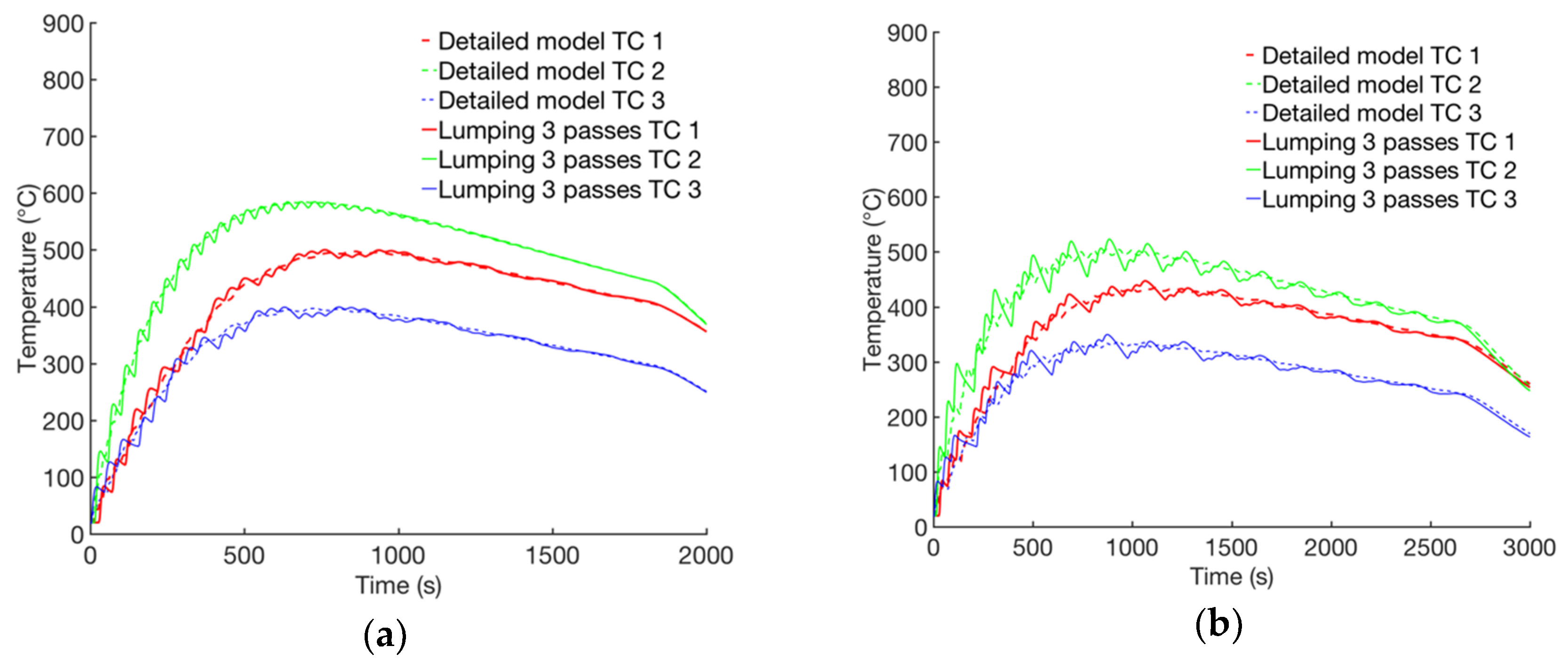
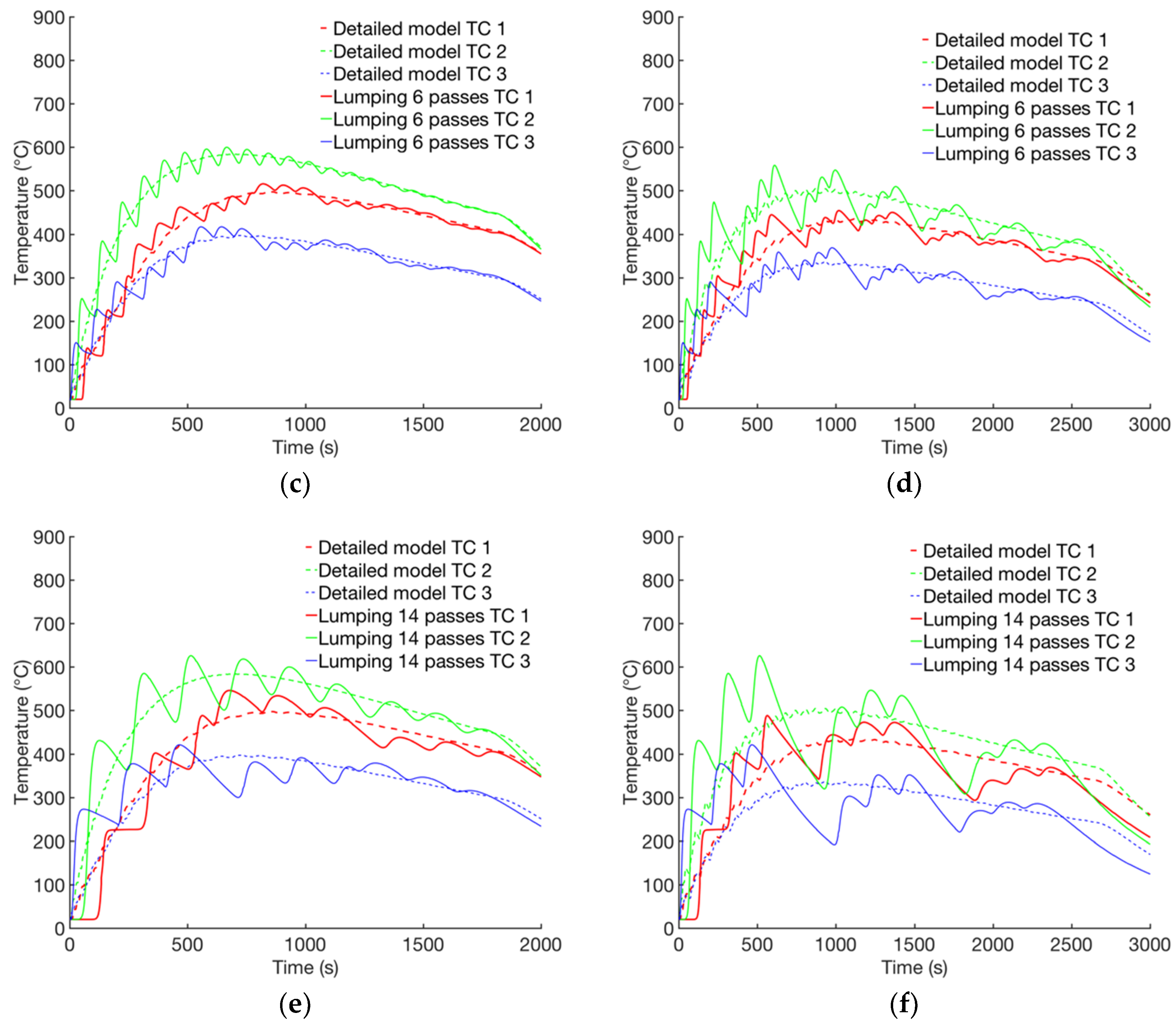
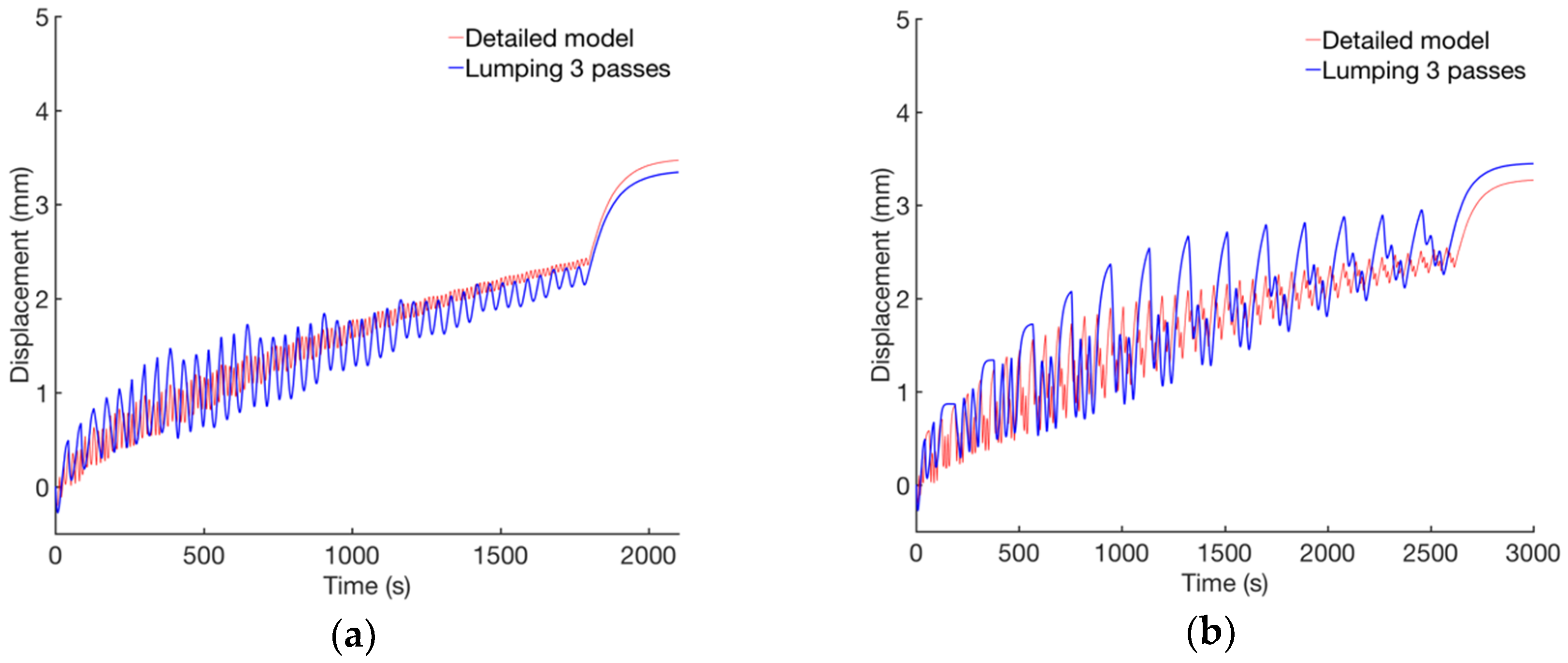
3.2. Result for Lumped Models
3.3. Computation Times
4. Discussion
5. Conclusions
- Lumping of welds can reduce the computational time considerably, owing to the reduction in number of time steps and the reduction of number of elements required in the model.
- Lumping of welds is a viable option when the main scope is to capture the overall residual states, such as stresses and deformations, of an AM-produced component.
- The heat source parameters do not have to be re-calibrated for the different lumping cases. The velocity is the only parameter that changed. The velocity is divided by the number of lumped layers to get a correct input of energy per length unit.
- History-dependent results, such as microstructure evolution, cannot be predicted when applying the lumping technique, since the local thermal history is not captured.
Author Contributions
Funding
Conflicts of Interest
References
- Herderick, E. Additive manufacturing of metals: A review. In Proceedings of the Materials Science and Technology 2011, Columbus, OH, USA, 16–20 October 2011; Volume 2, pp. 1413–1425. [Google Scholar]
- Lundbäck, A.; Lindgren, L.-E. Modelling of metal deposition. Finite Elem. Anal. Des. 2011, 47, 1169–1177. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Michaleris, P. Effect of stress relaxation on distortion in additive manufacturing process modeling. Addit. Manuf. 2016, 12, 51–59. [Google Scholar] [CrossRef] [Green Version]
- Montevecchi, F.; Venturini, G.; Scippa, A.; Campatelli, G. Finite element modelling of wire-arc-additive-manufacturing process. Procedia CIRP 2016, 55, 109–114. [Google Scholar] [CrossRef] [Green Version]
- Zhao, H.; Zhang, G.; Yin, Z.; Wu, L. Three-dimensional finite element analysis of thermal stress in single-pass multi-layer weld-based rapid prototyping. J. Mater. Process. Technol. 2012, 212, 276–285. [Google Scholar] [CrossRef]
- Chiumenti, M.; Cervera, M.; Salmi, A.; Agelet de Saracibar, C.; Dialami, N.; Matsui, K. Finite element modeling of multi-pass welding and shaped metal deposition processes. Comput. Methods Appl. Mech. Eng. 2010, 199, 2343–2359. [Google Scholar] [CrossRef]
- Umer, U.; Ameen, W.; Abidi, M.H.; Moiduddin, K.; Alkhalefah, H.; Alkahtani, M.; Al-Ahmari, A. Modeling the effect of different support structures in electron beam melting of titanium alloy using finite element models. Metals 2019, 9, 806. [Google Scholar] [CrossRef] [Green Version]
- Denlinger, E.R.; Irwin, J.; Michaleris, P. Thermomechanical modeling of additive manufacturing large parts. J. Manuf. Sci. Eng. 2014, 136, 061007. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Gouge, M.; Irwin, J.; Michaleris, P. Thermomechanical model development and in situ experimental validation of the Laser Powder-Bed Fusion process. Addit. Manuf. 2017, 16, 73–80. [Google Scholar] [CrossRef]
- Lindwall, J.; Malmelöv, A.; Lundbäck, A.; Lindgren, L.-E. Efficiency and accuracy in thermal simulation of powder bed fusion of bulk metallic glass. JOM 2018, 70, 1598–1603. [Google Scholar] [CrossRef]
- Patil, N.; Pal, D.; Khalid Rafi, H.; Zeng, K.; Moreland, A.; Hicks, A.; Beeler, D.; Stucker, B. A generalized feed forward dynamic adaptive mesh refinement and derefinement finite element framework for metal laser sintering—Part I: Formulation and algorithm development. J. Manuf. Sci. Eng. 2015, 137, 041001. [Google Scholar] [CrossRef]
- Pal, D.; Patil, N.; Kutty, K.H.; Zeng, K.; Moreland, A.; Hicks, A.; Beeler, D.; Stucker, B. A generalized feed-forward dynamic adaptive mesh refinement and derefinement finite-element framework for metal laser sintering—Part II: Nonlinear thermal simulations and validations 2. J. Manuf. Sci. Eng. 2016, 138, 061003. [Google Scholar] [CrossRef]
- Lindgren, L.-E. Finite element modeling and simulation of welding. Part 3: Efficiency and integration. J. Therm. Stress. 2001, 24, 305–334. [Google Scholar] [CrossRef]
- Lindgren, L.-E. Computational Welding Mechanics. Thermomechanical and Microstructural Simulations; Woodhead Publishing in Materials: Cambridge, UK, 2007. [Google Scholar]
- Chiumenti, M.; Lin, X.; Cervera, M.; Lei, W.; Zheng, Y.; Huang, W. Numerical simulation and experimental calibration of additive manufacturing by blown powder technology. Part I: Thermal analysis. Rapid Prototyp. J. 2017, 23, 448–463. [Google Scholar] [CrossRef] [Green Version]
- Prabhakar, P.; Sames, W.J.; Dehoff, R.; Babu, S.S. Computational modeling of residual stress formation during the electron beam melting process for Inconel 718. Addit. Manuf. 2015, 7, 83–91. [Google Scholar] [CrossRef] [Green Version]
- Keller, N.; Neugebauer, F.; Xu, H.; Ploshikhin, V. Thermo-mechanical simulation of additive layer manufacturing of titanium aerospace structures. In Proceedings of the LightMAT Conference, Bremen, Germany, 3 September 2013. [Google Scholar]
- Neugebauer, F.; Keller, N.; Ploshikhin, V.; Feuerhahn, F.; Köhler, H. Multi scale fem simulation for distortion calculation in additive manufacturing of hardening stainless steel. In Proceedings of the International Workshop on Thermal Forming and Welding Distortion, Bremen, Germany, 9–10 April 2014. [Google Scholar]
- Keller, N.; Ploshikhin, V. New method for fast prediction of residual stress and distortion of AM parts. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 4–6 August 2014; pp. 1229–1237. [Google Scholar]
- Liang, X.; Chen, Q.; Cheng, L.; Yang, Q.; To, A. A modified inherent strain method for fast prediction of residual deformation in additive manufacturing of metal parts. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 2017; pp. 2539–2545. [Google Scholar]
- Ueda, Y.; Yuan, M. Prediction of residual stresses in butt-welded plates using inherent strain. ASME J. Eng. Mater. Technol. 1993, 115, 417–423. [Google Scholar] [CrossRef]
- Ueda, Y. Predicting and measuring methods of two- and three-dimensional welding residual stresses by using inherent strain as a parameter. In Modeling in Welding, Hot Powder Forming and Casting; ASM International: Cleveland, OH, USA, 1997; pp. 91–113. [Google Scholar]
- Murakawa, H.; Luo, Y.; Ueda, Y. Inherent strain as an interface between computational welding mechanics and its industrial application. In Mathematical Modelling of Weld Phenomena 4; Institute of Materials: Graz, Austria, 1998; pp. 597–619. [Google Scholar]
- Li, C.; Fu, C.; Guo, Y.; Fang, F. A multiscale modeling approach for fast prediction of part distortion in selective laser melting. J. Mater. Process. Technol. 2016, 229, 703–712. [Google Scholar] [CrossRef]
- Li, C.; Fu, C.H.; Guo, Y.B.; Fang, F.Z. Fast prediction and validation of part distortion in selective laser melting. Procedia Manuf. 2015, 1, 355–365. [Google Scholar] [CrossRef] [Green Version]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T.A. Effect of inter-layer dwell time on distortion and residual stress in additive manufacturing of titanium and nickel alloys. J. Mater. Process. Technol. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- De Oliveira, M.M.; Couto, A.A.; Almeida, G.F.C.; Reis, D.A.P.; De Lima, N.B.; Baldan, R. Mechanical behavior of inconel 625 at elevated temperatures. Metals 2019, 9, 301. [Google Scholar] [CrossRef] [Green Version]
- Anam, M.A.; Pal, D.; Stucker, B. Modeling and experimental validation of nickel-based super alloy (Inconel 625) made using selective laser melting. In Proceedings of the 24th International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2013; pp. 463–473. [Google Scholar]
- Haynes 625 Alloy Brochure. Available online: http://haynesintl.com/docs/default-source/pdfs/new-alloy-brochures/high-temperature-alloys/brochures/625-brochure.pdf?sfvrsn=12 (accessed on 5 November 2019).
- INCONEL alloy 625—Special Metals. Available online: https://www.specialmetals.com/assets/smc/documents/alloys/inconel/inconel-alloy-625.pdf (accessed on 5 November 2019).
- Tinoco, J.; Fredriksson, H. Solidification of a modified inconel 625 alloy under different cooling rates. High Temp. Mater. Process. 2004, 23, 13–24. [Google Scholar] [CrossRef]
- Hu, Y.L.; Lin, X.; Yu, X.B.; Xu, J.J.; Lei, M.; Huang, W.D. Effect of Ti addition on cracking and microhardness of Inconel 625 during the laser solid forming processing. J. Alloys Compd. 2017, 711, 267–277. [Google Scholar] [CrossRef]
- Suave, L.M.; Bertheau, D.; Cormier, J.; Villechaise, P.; Soula, A.; Hervier, Z.; Hamon, F.; Laigo, J. Impact of thermomechanical aging on alloy 625 high temperature mechanical properties. In Proceedings of the Proceedings of the 8th International Symposium on Superalloy 718 and Derivatives, Pittsburgh, PA, USA, 28 September–1 October 2014. [Google Scholar]
- Levin, B.F.; Dupont, J.N.; Marder, A.R. Robotic Weld Overlay Coatings for Erosion Control; Lehigh University, Energy Research Center: Washington, DC, USA, 1994. [Google Scholar]
- Guo, S.; Li, D.; Guo, Q.; Wu, Z.; Peng, H.; Hu, J. Investigation on hot workability characteristics of Inconel 625 superalloy using processing maps. J. Mater. Sci. 2012, 47, 5867–5878. [Google Scholar] [CrossRef]
- Murgau, C.C.; Lundbäck, A.; Akerfeldt, P.; Pederson, R. Temperature and microstructure evolution in gas tungsten arc welding wire feed additive manufacturing of Ti-6Al-4V. Materials 2019, 12, 3534. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Salsi, E.; Chiumenti, M.; Cervera, M. Modeling of microstructure evolution of Ti6Al4V for additive manufacturing. Metals 2018, 8, 633. [Google Scholar] [CrossRef] [Green Version]
- Babu, B.; Lundbäck, A.; Lindgren, L.-E. Simulation of Ti-6Al-4V additive manufacturing using coupled physically based flow stress and metallurgical model. Materials 2019, 12, 3844. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Isolthermics Nicrofer 6020 hMo—Alloy 625. Available online: http://www.isolthermics.com.au/metals/pdfs/common-tech/Alloy 625 6020hMo.pdf (accessed on 5 November 2019).
- Michaleris, P. Modeling metal deposition in heat transfer analyses of additive manufacturing processes. Finite Elem. Anal. Des. 2014, 86, 51–60. [Google Scholar] [CrossRef]
- Contuzzi, N.; Campanelli, S.L.; Ludovico, A.D. 3D finite element analysis in the selective laser melting process. Int. J. Simul. Model. 2011, 10, 113–121. [Google Scholar] [CrossRef]
- Pavelic, V.; Tanbakuchi, R.; Uyehara, O.A.; Myers, P.S. Experimental and computed temperature histories in gas tungsten arc welding of thin plates. Weld. J. Res. Suppl. 1969, 48, 295–305. [Google Scholar]
- Lundbäck, A.; Runnemalm, H. Validation of three-dimensional finite element model for electron beam welding of Inconel 718. Sci. Technol. Weld. Join. 2005, 10, 717–724. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Lindgren, L.E.; Lundbäck, A.; Fisk, M.; Pederson, R.; Andersson, J. Simulation of additive manufacturing using coupled constitutive and microstructure models. Addit. Manuf. 2016, 12, 144–158. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temp (°C) | Conductivity (W/mK) [39] | Expansion Coefficient (×10−6/°C) | Young’s Modulus (GPa) [29] | Temp (°C) | Specific Heat 1 (J/kg/°C) [30] |
|---|---|---|---|---|---|
| 20 | 9.80 | 12.7 | 208 | −18 | 402 |
| 100 | 11.2 | 13.2 | - | 21 | 410 |
| 200 | 12.8 | 13.8 | 199 | 93 | 427 |
| 300 | 14.4 | 14.6 | 192 | 204 | 456 |
| 400 | 16.3 | 15.4 | 186 | 316 | 481 |
| 500 | 17.3 | 16.7 | 179 | 427 | 511 |
| 600 | 19.3 | 18.0 | 171 | 538 | 536 |
| 700 | 21.0 | 19.2 | 163 | 649 | 565 |
| 800 | 22.6 | 20.4 | 153 | 760 | 590 |
| 900 | 24.6 | 21.6 | 142 | 871 | 620 |
| 1000 | 26.7 | 22.9 | 126 | 982 | 645 |
| 1189 | - | 25.3 | - | 1093 | 670 |
| 1250 | - | - | 10 | 1300 | 710 |
| 1300 | 32.0 | - | - | ||
| 1350 | 230 | - | - | ||
| Temp (°C) | 20 | 400 | 650 | 950 | 1000 | 1100 | 1200 | 1260 |
| Reference | [33] | [34] | [33] | [35] | [35] | [35] | [35] | - |
| Plastic strain (−) | True stress (MPa) | |||||||
| 0 | 490 | 402 | 370 | 116 | 75.0 | 37.0 | 15.0 | 1.0 |
| 0.005 | 510 | 460 | 373 | 178 | 100 | 50.4 | 23.2 | 1.2 |
| 0.01 | 529 | 490 | 380 | 222 | 115 | 63.8 | 31.4 | 1.4 |
| 0.015 | 548 | 514 | 388 | 250 | 137 | 76.3 | 39.3 | 1.6 |
| 0.02 | 568 | 532 | 401 | 270 | 151 | 88.7 | 46.1 | 1.8 |
| 0.03 | 610 | 568 | 432 | 290 | 171 | 102 | 52.6 | 2.0 |
| 0.05 | 684 | 627 | 489 | 320 | 207 | 113 | 58.4 | 2.2 |
| 0.08 | 777 | 697 | 576 | 340 | 223 | 119 | 62.4 | 2.4 |
| 0.12 | 891 | 789 | 665 | 350 | 226 | 122 | 60.2 | 2.6 |
| 0.2 | 1096 | 951 | 797 | 349 | 229 | 120 | 54.1 | 2.8 |
| 0.28 | 1272 | 1075 | 955 | 337 | 230 | 113 | 50.5 | 3.0 |
| hfixture (W m−2 K−1) | h (W m−2 K−1) | E | η | a (m) | b (m) | cf (m) | cr (m) |
|---|---|---|---|---|---|---|---|
| 500 | 11 | 0.45 | 0.29 | 0.002 | 0.002 | 0.002 | 0.004 |
| Detailed Model | Lumping n Passes | |
|---|---|---|
| Time step | Δt | Δt* = Δt·n |
| Heat source speed | v | v* = v/n |
| Total Time for welding case | tw | tw* = tw·n |
| Total Time for cooling case | tc | tc* = tc·n |
| Number of Elements | Number of Nodes | |
|---|---|---|
| Model with fine mesh | 43,312 | 50,859 |
| Model with coarse mesh | 7683 | 10,608 |
| Lumping 3 passes | 3819 | 5344 |
| Lumping 6 passes | 3819 | 5344 |
| Lumping 14 passes | 3543 | 4968 |
| No Dwell Time Between Layers | 20s Dwell Time Between Layers | |||
|---|---|---|---|---|
| Final Displacement (mm) | Relative Deviation (%) | Final Displacement (mm) | Relative Deviation (%) | |
| Model with fine mesh | 3.61 | Reference = 0 | 3.43 | Reference = 0 |
| Lumping 3 passes | 3.50 | 3.0 | 3.59 | 4.7 |
| Lumping 6 passes | 3.69 | 2.2 | 3.95 | 15.2 |
| Lumping 14 passes | 3.74 | 3.6 | 3.88 | 13.1 |
| Residual Stress in the Welding Direction (MPa) | |
|---|---|
| Experiment | 740 |
| Model with fine mesh | 508 |
| Lumping 3 passes | 453 |
| Lumping 6 passes | 447 |
| Lumping 14 passes | 449 |
| Computation Time | Computation Time (%) | ||
|---|---|---|---|
| No dwell time between layers | Model with fine mesh | 4 d 16 h 39 min | 956 |
| Model with coarse mesh | 11 h 47 min | Reference = 100 | |
| Lumping three passes | 2 h 24 min | 20.4 | |
| Lumping six passes | 1 h 3 min | 8.9 | |
| Lumping 14 passes | 29 min | 4.1 | |
| 20s dwell time between layers | Model with fine mesh | 5 d 11 h 38 min | 961 |
| Model with coarse mesh | 13 h 42 min | Reference = 100 | |
| Lumping three passes | 2 h 25 min | 17.6 | |
| Lumping six passes | 1 h 10 min | 8.5 | |
| Lumping 14 passes | 29 min | 3.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Malmelöv, A.; Lundbäck, A.; Lindgren, L.-E. History Reduction by Lumping for Time-Efficient Simulation of Additive Manufacturing. Metals 2020, 10, 58. https://doi.org/10.3390/met10010058
Malmelöv A, Lundbäck A, Lindgren L-E. History Reduction by Lumping for Time-Efficient Simulation of Additive Manufacturing. Metals. 2020; 10(1):58. https://doi.org/10.3390/met10010058
Chicago/Turabian StyleMalmelöv, Andreas, Andreas Lundbäck, and Lars-Erik Lindgren. 2020. "History Reduction by Lumping for Time-Efficient Simulation of Additive Manufacturing" Metals 10, no. 1: 58. https://doi.org/10.3390/met10010058