Improvement in the Hard Milling of AISI D2 Steel under the MQCL Condition Using Emulsion-Dispersed MoS2 Nanosheets

 ,
,  , and
, and
Abstract
:
1. Introduction
2. Materials and Methods
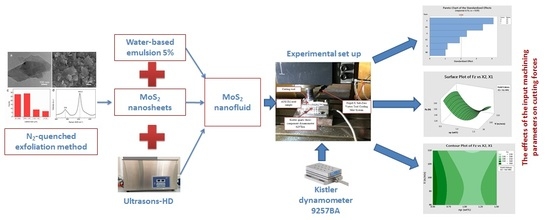
2.1. The Production of MoS2 Nanoparticles
2.2. Experimental Set Up
2.3. Experiment Design
3. Results and Discussion
The Effects of Input Machining Parameters on Cutting Forces
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Std Order | Run Order | PtType | Blocks | Input Machining Parameters | Response Variables | ||||
|---|---|---|---|---|---|---|---|---|---|
| x1 (wt.%) | x2 (m/min) | x3 (HRC) | Fx (N) | Fy (N) | Fz (N) | ||||
| 1 | 20 | 2 | 1 | 0.5 | 90 | 56 | 60.50 | 116.70 | 179.90 |
| 2 | 30 | 2 | 1 | 1.5 | 90 | 56 | 62.70 | 101.30 | 135.70 |
| 3 | 7 | 2 | 1 | 0.5 | 110 | 56 | 43.70 | 99.80 | 131.83 |
| 4 | 41 | 2 | 1 | 1.5 | 110 | 56 | 53.10 | 90.08 | 136.40 |
| 5 | 4 | 2 | 1 | 0.5 | 100 | 52 | 45.40 | 125.24 | 157.80 |
| 6 | 39 | 2 | 1 | 1.5 | 100 | 52 | 47.90 | 103.10 | 129.80 |
| 7 | 32 | 2 | 1 | 0.5 | 100 | 60 | 52.60 | 73.20 | 120.48 |
| 8 | 14 | 2 | 1 | 1.5 | 100 | 60 | 45.77 | 69.90 | 137.90 |
| 9 | 16 | 2 | 1 | 1 | 90 | 52 | 41.40 | 90.70 | 98.37 |
| 10 | 29 | 2 | 1 | 1 | 110 | 52 | 37.45 | 82.60 | 97.70 |
| 11 | 22 | 2 | 1 | 1 | 90 | 60 | 72.20 | 86.30 | 168.90 |
| 12 | 18 | 2 | 1 | 1 | 110 | 60 | 45.04 | 76.90 | 149.53 |
| 13 | 23 | 0 | 1 | 1 | 100 | 56 | 57.40 | 90.10 | 140.85 |
| 14 | 43 | 0 | 1 | 1 | 100 | 56 | 50.00 | 77.90 | 134.94 |
| 15 | 19 | 0 | 1 | 1 | 100 | 56 | 53.70 | 83.95 | 137.90 |
| 16 | 11 | 2 | 1 | 0.5 | 90 | 56 | 61.50 | 170.10 | 178.70 |
| 17 | 21 | 2 | 1 | 1.5 | 90 | 56 | 50.40 | 103.10 | 136.00 |
| 18 | 13 | 2 | 1 | 0.5 | 110 | 56 | 55.40 | 120.96 | 173.52 |
| 19 | 37 | 2 | 1 | 1.5 | 110 | 56 | 52.20 | 100.20 | 142.79 |
| 20 | 38 | 2 | 1 | 0.5 | 100 | 52 | 42.80 | 79.70 | 151.65 |
| 21 | 33 | 2 | 1 | 1.5 | 100 | 52 | 52.40 | 105.10 | 145.79 |
| 22 | 12 | 2 | 1 | 0.5 | 100 | 60 | 54.30 | 80.45 | 154.08 |
| 23 | 9 | 2 | 1 | 1.5 | 100 | 60 | 62.59 | 87.80 | 171.50 |
| 24 | 28 | 2 | 1 | 1 | 90 | 52 | 43.10 | 83.96 | 92.85 |
| 25 | 45 | 2 | 1 | 1 | 110 | 52 | 47.60 | 99.50 | 112.40 |
| 26 | 10 | 2 | 1 | 1 | 90 | 60 | 40.40 | 68.53 | 141.90 |
| 27 | 2 | 2 | 1 | 1 | 110 | 60 | 37.30 | 80.83 | 134.87 |
| 28 | 15 | 0 | 1 | 1 | 100 | 56 | 65.70 | 94.90 | 145.03 |
| 29 | 36 | 0 | 1 | 1 | 100 | 56 | 50.40 | 84.60 | 130.40 |
| 30 | 27 | 0 | 1 | 1 | 100 | 56 | 58.05 | 89.75 | 137.50 |
| 31 | 6 | 2 | 1 | 0.5 | 90 | 56 | 46.20 | 151.90 | 160.10 |
| 32 | 17 | 2 | 1 | 1.5 | 90 | 56 | 58.60 | 102.50 | 138.70 |
| 33 | 5 | 2 | 1 | 0.5 | 110 | 56 | 58.60 | 124.90 | 163.76 |
| 34 | 3 | 2 | 1 | 1.5 | 110 | 56 | 56.40 | 114.70 | 140.28 |
| 35 | 35 | 2 | 1 | 0.5 | 100 | 52 | 43.50 | 65.80 | 112.00 |
| 36 | 25 | 2 | 1 | 1.5 | 100 | 52 | 52.60 | 77.00 | 141.55 |
| 37 | 42 | 2 | 1 | 0.5 | 100 | 60 | 61.90 | 90.95 | 145.90 |
| 38 | 1 | 2 | 1 | 1.5 | 100 | 60 | 48.90 | 70.10 | 132.25 |
| 39 | 31 | 2 | 1 | 1 | 90 | 52 | 40.77 | 87.90 | 126.20 |
| 40 | 26 | 2 | 1 | 1 | 110 | 52 | 40.50 | 57.20 | 84.78 |
| 41 | 8 | 2 | 1 | 1 | 90 | 60 | 52.60 | 76.70 | 142.50 |
| 42 | 40 | 2 | 1 | 1 | 110 | 60 | 66.00 | 80.06 | 136.51 |
| 43 | 44 | 0 | 1 | 1 | 100 | 56 | 64.60 | 94.80 | 142.85 |
| 44 | 24 | 0 | 1 | 1 | 100 | 56 | 44.76 | 84.39 | 140.22 |
| 45 | 34 | 0 | 1 | 1 | 100 | 56 | 54.68 | 89.60 | 141.37 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 6 | 1133.64 | 188.941 | 2.93 | 0.019 |
| Linear | 3 | 580.91 | 193.638 | 3.00 | 0.042 |
| x1 | 1 | 0.00 | 0.001 | 0.00 | 0.997 |
| x2 | 1 | 37.70 | 37.700 | 0.58 | 0.449 |
| x3 | 1 | 543.21 | 543.211 | 8.42 | 0.006 |
| Square | 3 | 552.73 | 184.244 | 2.85 | 0.050 |
| x1*x1 | 1 | 62.22 | 62.218 | 0.96 | 0.332 |
| x2*x2 | 1 | 59.71 | 59.706 | 0.93 | 0.342 |
| x3*x3 | 1 | 415.56 | 415.558 | 6.44 | 0.015 |
| Error | 38 | 2452.38 | 64.536 | ||
| Lack-of-Fit | 6 | 185.94 | 30.989 | 0.44 | 0.848 |
| Pure Error | 32 | 2266.45 | 70.827 | ||
| Total | 44 | 3586.03 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 6 | 12,556.1 | 2092.7 | 8.47 | 0.000 |
| Linear | 3 | 2569.2 | 856.4 | 3.47 | 0.025 |
| x1 | 1 | 1748.0 | 1748.0 | 7.07 | 0.011 |
| x2 | 1 | 352.4 | 352.4 | 1.43 | 0.240 |
| x3 | 1 | 468.9 | 468.9 | 1.90 | 0.176 |
| Square | 3 | 9986.9 | 3329.0 | 13.47 | 0.000 |
| x1*x1 | 1 | 3557.1 | 3557.1 | 14.39 | 0.001 |
| x2*x2 | 1 | 1682.2 | 1682.2 | 6.81 | 0.013 |
| x3*x3 | 1 | 4069.9 | 4069.9 | 16.47 | 0.000 |
| Error | 38 | 9391.8 | 247.2 | ||
| Lack-of-Fit | 6 | 2198.1 | 366.4 | 1.63 | 0.171 |
| Pure Error | 32 | 7193.7 | 224.8 | ||
| Total | 44 | 21,947.9 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 6 | 12,281.2 | 2046.9 | 6.91 | 0.000 |
| Linear | 3 | 7035.7 | 2345.2 | 7.91 | 0.000 |
| x1 | 1 | 1684.4 | 1684.4 | 5.68 | 0.022 |
| x2 | 1 | 379.6 | 379.6 | 1.28 | 0.265 |
| x3 | 1 | 4971.7 | 4971.7 | 16.78 | 0.000 |
| Square | 3 | 5245.4 | 1748.5 | 5.90 | 0.002 |
| x1*x1 | 1 | 3453.8 | 3453.8 | 11.66 | 0.002 |
| x2*x2 | 1 | 298.5 | 298.5 | 1.01 | 0.322 |
| x3*x3 | 1 | 1094.3 | 1094.3 | 3.69 | 0.062 |
| Error | 38 | 11,259.9 | 296.3 | ||
| Lack-of-Fit | 6 | 2278.0 | 379.7 | 1.35 | 0.263 |
| Pure Error | 32 | 8981.9 | 280.7 | ||
| Total | 44 | 23,541.1 |
References
- Nagimova, A.; Perveen, A. A review on Laser Machining of hard to cut materials. Mater. Today Proc. 2019, 18, 2440–2447. [Google Scholar] [CrossRef]
- Davim, J.P. Machining of Hard Materials; Springer: London, UK, 2011. [Google Scholar]
- Zhang, K.; Deng, J.; Meng, R.; Gao, P.; Yue, H. Effect of nano-scale textures on cutting performance of WC/Co-based Ti55Al45N coated tools in dry cutting. Int. J. Refract. Met. Hard Mater. 2015, 51, 35–49. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Zhao, J.; Zhang, G.; Zhang, K. Cutting performance and wear mechanism of nanoscale and microscale textured Al2O3/TiC ceramic tools in dry cutting of hardened steel. Int. J. Refract. Met. Hard Mater. 2014, 43, 46–58. [Google Scholar] [CrossRef]
- Bouacha, K.; Yallese, M.A.; Mabrouki, T.; Rigal, J.-F. Statistical analysis of surface roughness and cutting forces using response surface methodology in hard turning of AISI 52100 bearing steel with CBN tool. Int. J. Refract. Met. Hard Mater. 2010, 28, 349–361. [Google Scholar] [CrossRef]
- Su, Y.; Li, Z.; Li, L.; Wang, J.; Gao, H.; Wang, G. Cutting performance of micro-textured polycrystalline diamond tool in dry cutting. J. Manuf. Process. 2017, 27, 1–7. [Google Scholar] [CrossRef]
- Vignesh, M.; Ramanujam, R. Laser-assisted high Speed Machining of Inconel 718 Alloy; Elsevier BV: Amsterdam, The Netherlands, 2020; pp. 243–262. [Google Scholar]
- Venkatesan, K. Optimization of Surface Roughness and Power Consumption in laser-assisted machining of Inconel 718 by Taguchi based Response Surface Methodology. Mater. Today Proc. 2018, 5, 11326–11335. [Google Scholar] [CrossRef]
- Duc, M.T.; Long, T.T. Investigation of MQL-Employed Hard-Milling Process of S60C Steel Using Coated-Cemented Carbide Tools. J. Mech. Eng. Autom. 2016, 6, 128–132. [Google Scholar]
- Joshi, K.K.; Kumar, R. Anurag An Experimental Investigations in Turning of Incoloy 800 in Dry, MQL and Flood Cooling Conditions. Procedia Manuf. 2018, 20, 350–357. [Google Scholar] [CrossRef]
- Sani, A.S.A.; Rahim, E.A.; Sharif, S.; Sasahara, H. Machining performance of vegetable oil with phosphonium- and ammonium-based ionic liquids via MQL technique. J. Clean. Prod. 2019, 209, 947–964. [Google Scholar] [CrossRef]
- Minh, D.T.; The, L.T.; Bao, N.T. Performance of Al2O3 nanofluids in minimum quantity lubrication in hard milling of 60Si2Mn steel using cemented carbide tools. Adv. Mech. Eng. 2017, 9, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Hegab, H.; Umer, U.; Soliman, M.; Kishawy, H.A. Effects of nano-cutting fluids on tool performance and chip morphology during machining Inconel 718. Int. J. Adv. Manuf. Technol. 2018, 96, 3449–3458. [Google Scholar] [CrossRef]
- Hegab, H.; Kishawy, H.A. Towards Sustainable Machining of Inconel 718 Using Nano-Fluid Minimum Quantity Lubrication. J. Manuf. Mater. Process. 2018, 2, 50. [Google Scholar] [CrossRef] [Green Version]
- Tran, M.-D.; Long, T.T.; Chien, T.Q. Performance Evaluation of MQL Parameters Using Al2O3 and MoS2 Nanofluids in Hard Turning 90CrSi Steel. Lubricants 2019, 7, 40. [Google Scholar] [CrossRef] [Green Version]
- Duc, T.M.; Long, T.T.; Dong, P.Q. Effect of the alumina nanofluid concentration on minimum quantity lubrication hard machining for sustainable production. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 5977–5988. [Google Scholar] [CrossRef]
- Dong, P.Q.; Duc, T.M.; Long, T.T. Performance Evaluation of MQCL Hard Milling of SKD 11 Tool Steel Using MoS2 Nanofluid. Metals 2019, 9, 658. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Zhang, Y.; Wang, Y.; Jia, D.; Yang, M.; Zhang, Y.; Wu, Q.; Han, Z.; Sun, K. Heat transfer performance of MQL grinding with different nanofluids for Ni-based alloys using vegetable oil. J. Clean. Prod. 2017, 154, 1–11. [Google Scholar] [CrossRef]
- Pashmforoush, F.; Bagherinia, R.D. Influence of water-based copper nanofluid on wheel loading and surface roughness during grinding of Inconel 738 superalloy. J. Clean. Prod. 2018, 178, 363–372. [Google Scholar] [CrossRef]
- Lee, P.-H.; Nam, J.S.; Li, C.; Lee, S.W. An experimental study on micro-grinding process with nanofluid minimum quantity lubrication (MQL). Int. J. Precis. Eng. Manuf. 2012, 13, 331–338. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, C.; Jia, D.; Li, B.; Wang, Y.; Yang, M.; Hou, Y.; Zhang, X. Experimental study on the effect of nanoparticle concentration on the lubricating property of nanofluids for MQL grinding of Ni-based alloy. J. Mater. Process. Technol. 2016, 232, 100–115. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Sarıkaya, M.; Kıvak, T.; Şirin, Ş. The effect of addition of hBN nanoparticles to nanofluid-MQL on tool wear patterns, tool life, roughness and temperature in turning of Ni-based Inconel 625. Tribol. Int. 2019, 134, 443–456. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V. Investigation of hard turning performance of eco-friendly cooling strategies: Cryogenic cooling and nanofluid based MQL. Tribol. Int. 2020, 144, 106127. [Google Scholar] [CrossRef]
- Pervaiz, S.; Deiab, I.; Rashid, A.; Nicolescu, M. Minimal quantity cooling lubrication in turning of Ti6Al4V: Influence on surface roughness, cutting force and tool wear. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 1542–1558. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Feldshtein, E.; Nieslony, P.; Tyliszczak, B.; Pusavec, F. Tool wear characterizations in finish turning of AISI 1045 carbon steel for MQCL conditions. Wear 2017, 372, 54–67. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Feldshtein, E.; Pusavec, F.; Szydlowski, M.; Legutko, S.; Sobczak-Kupiec, A. A study on droplets sizes, their distribution and heat exchange for minimum quantity cooling lubrication (MQCL). Int. J. Mach. Tools Manuf. 2016, 100, 81–92. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Królczyk, J.B.; Legutko, S. Chip Formation Zone Analysis During the Turning of Austenitic Stainless Steel 316L under MQCL Cooling Condition. Procedia Eng. 2016, 149, 297–304. [Google Scholar] [CrossRef] [Green Version]
- Maruda, R.W.; Feldshtein, E.; Legutko, S.; Królczyk, G.M. Research on emulsion mist generation in the conditions of minimum quantity cooling lubrication (MQCL). Teh. Vjesn. Tech. Gaz. 2015, 22, 1213–1218. [Google Scholar] [CrossRef] [Green Version]
- Duc, T.M.; Long, T.T.; Van Thanh, D. Evaluation of minimum quantity lubrication and minimum quantity cooling lubrication performance in hard drilling of Hardox 500 steel using Al2O3 nanofluid. Adv. Mech. Eng. 2020, 12, 1–12. [Google Scholar] [CrossRef]
- Zeng, Z.; Yin, Z.; Huang, X.; Li, H.; He, Q.; Lu, G.; Boey, F.; Zhang, H. Single-Layer Semiconducting Nanosheets: High-Yield Preparation and Device Fabrication. Angew. Chem. Int. Ed. 2011, 50, 11093–11097. [Google Scholar] [CrossRef]
- Lee, Y.-H.; Zhang, X.; Zhang, W.; Chang, M.-T.; Lin, C.-T.; Chang, K.-D.; Yu, Y.-C.; Wang, J.T.-W.; Chang, C.-S.; Li, L.-J.; et al. Synthesis of Large-Area MoS2 Atomic Layers with Chemical Vapor Deposition. Adv. Mater. 2012, 24, 2320–2325. [Google Scholar] [CrossRef] [Green Version]
- Liu, K.-K.; Zhang, W.; Lee, Y.-H.; Lin, Y.-C.; Chang, M.-T.; Su, C.Y.; Chang, C.-S.; Li, H.; Shi, Y.; Zhang, H.; et al. Growth of Large-Area and Highly Crystalline MoS2 Thin Layers on Insulating Substrates. Nano Lett. 2012, 12, 1538–1544. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.; Li, C.; Liu, Y.; Su, L.; Zhang, Y.; Cao, L. Controlled Scalable Synthesis of Uniform, High-Quality Monolayer and Few-layer MoS2 Films. Sci. Rep. 2013, 3, 1866. [Google Scholar] [CrossRef] [PubMed]
- Wu, S.; Huang, C.; Aivazian, G.; Ross, J.S.; Cobden, D.H.; Xu, X. Vapor–Solid Growth of High Optical Quality MoS2 Monolayers with Near-Unity Valley Polarization. ACS Nano 2013, 7, 2768–2772. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Van Thanh, D.; Pan, C.-C.; Chu, C.-W.; Wei, K.-H. Production of few-layer MoS2 nanosheets through exfoliation of liquid N2–quenched bulk MoS2. RSC Adv. 2014, 4, 15586–15589. [Google Scholar] [CrossRef]
- Nguyen, V.-T.; Yang, T.-Y.; Le, P.A.; Yen, P.-J.; Chueh, Y.-L.; Wei, K.-H. New Simultaneous Exfoliation and Doping Process for Generating MX2 Nanosheets for Electrocatalytic Hydrogen Evolution Reaction. ACS Appl. Mater. Interfaces 2019, 11, 14786–14795. [Google Scholar] [CrossRef]
- Nguyen, V.-T.; Le, P.A.; Hsu, Y.-C.; Wei, K.-H. Plasma-Induced Exfoliation Provides Onion-Like Graphene-Surrounded MoS2 Nanosheets for a Highly Efficient Hydrogen Evolution Reaction. ACS Appl. Mater. Interfaces 2020, 12, 11533–11542. [Google Scholar] [CrossRef]
- Rahmati, B.; Sarhan, A.A.; Sayuti, M. Morphology of surface generated by end milling AL6061-T6 using molybdenum disulfide (MoS2) nanolubrication in end milling machining. J. Clean. Prod. 2014, 66, 685–691. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Wojciechowski, S.; Żak, K.; Habrat, W.; Nieslony, P. Effects of extreme pressure and anti-wear additives on surface topography and tool wear during MQCL turning of AISI 1045 steel. J. Mech. Sci. Technol. 2018, 32, 1585–1591. [Google Scholar] [CrossRef]
- Applied Research of Nanofluids in MQL to Improve Hard Milling Performance of 60Si2Mn Steel Using Carbide Tools. Available online: https://wix.lamina tech.ch/img/catalog/1237.pdf (accessed on 5 June 2019).














| Chemical Composition (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cr | Mo | W | V | P | S |
| 1.4–1.6 | 0.1–0.6 | 0.1–0.6 | 0.5 | 11.0–13.0 | 0.7–1.2 | 0.2–0.5 | 0.5–1.1 | 0.03 | 0.03 |
| Control Factor | Unit | Symbol | Level | |
|---|---|---|---|---|
| Low | High | |||
| Nanoparticle concentration (np) | wt.% | x1 | 0.5 | 1.5 |
| Cutting speed (V) | m/min | x2 | 90 | 110 |
| Hardness | HRC | x3 | 52 | 60 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, P.Q.; Duc, T.M.; Tuan, N.M.; Long, T.T.; Thanh, D.V.; Truong, N.V. Improvement in the Hard Milling of AISI D2 Steel under the MQCL Condition Using Emulsion-Dispersed MoS2 Nanosheets. Lubricants 2020, 8, 62. https://doi.org/10.3390/lubricants8060062
Dong PQ, Duc TM, Tuan NM, Long TT, Thanh DV, Truong NV. Improvement in the Hard Milling of AISI D2 Steel under the MQCL Condition Using Emulsion-Dispersed MoS2 Nanosheets. Lubricants. 2020; 8(6):62. https://doi.org/10.3390/lubricants8060062
Chicago/Turabian StyleDong, Pham Quang, Tran Minh Duc, Ngo Minh Tuan, Tran The Long, Dang Van Thanh, and Nguyen Van Truong. 2020. "Improvement in the Hard Milling of AISI D2 Steel under the MQCL Condition Using Emulsion-Dispersed MoS2 Nanosheets" Lubricants 8, no. 6: 62. https://doi.org/10.3390/lubricants8060062