1. Introduction
White Etching Crack (WEC) failures have posed a significant challenge in the field of bearing technology. Although much as this topic has attracted researchers worldwide, until today, a concise understanding of this failure mode is still missing. It is reasonable to assume that even before WEC gained widespread recognition, it was a latent phenomenon present in the past, though not at the forefront of attention for many years. The first observation of “White Etching” was reported in 1966 [
1]. Following a prolonged period of relative silence, a series of research activities commenced in the early 1980s and 1990s. However, during that time, researchers were not yet aware of White Etching Cracks. Prior studies primarily focused on material and surface breakdown under boundary lubrication, considering the mechanical impact in the contact and the emergence of thin-film lubrication (see, for example, [
2]). Nevertheless, a very detailed study on the material response versus different scenarios of load, e.g., contact pressure and tangential slip, that showed the appearance of subsurface crack networks—although not decorated by white etching matter reaching the surface—was published in [
3]. As the failures started to impact more and more upon the industry, WEC has become an important research topic in the material science community. However, the tendency to associate WEC with contact mechanics was still very strong. The change in the perception of WEC began in the midst of the 1990s by the steep increase in wind power installation, especially the generator bearings, and later the planetary stage and main bearings. Nevertheless, WEC came up at the same time as a wave in automotive applications, namely in the belt tensioner and generator bearings, but also the wheel bearings. Numerous trials were made to bring the phenomenon down to parameter test rigs, especially those reflecting the dimension used in reality. Early WEC creation under rolling contact conditions are reported by [
4,
5,
6,
7,
8,
9]. Years after [
3], the mechanical impact on WEC was discussed by [
10]. A numerical approach was published by [
11]. The authors in [
12,
13,
14,
15] gave a broad overview on the status of WEC research related to wind turbine gearboxes. The search for the root cause of WEC is split in various approaches, mainly to identify parameters leading to WEC from the perspective of contact mechanics by the use of test rigs, as expressed for example in [
10,
11,
16,
17,
18,
19]. The specific influence of electrical current in conjunction with contact mechanics has been reported by [
20,
21,
22].
The relationship between lubricant chemistry and WEC has been reported in numerous studies [
18,
19,
23,
24,
25,
26,
27,
28,
29,
30,
31,
32,
33]. According to these studies, lubricant chemistry plays a significant role in WEC creation, and specific additives, such as zinc dithiophosphate (ZDDP), have been shown to have a particularly important influence [
23,
26,
29]. Overbased calcium sulfonates and their combinations with ZDDP are also reported [
7,
26,
28,
29,
32]. Additional combinations with ZDDP, such as sodium–calcium sulfonates, boric acid esters, and polyacrylates, are described in references [
18,
19,
25,
27]. Dicyclohexylamine’s significant impact on WEC creation, particularly in combination with ZDDP, is documented in [
23,
34]. Interestingly, this substance plays a crucial role in the bearing industry, notably as a corrosion inhibitor.
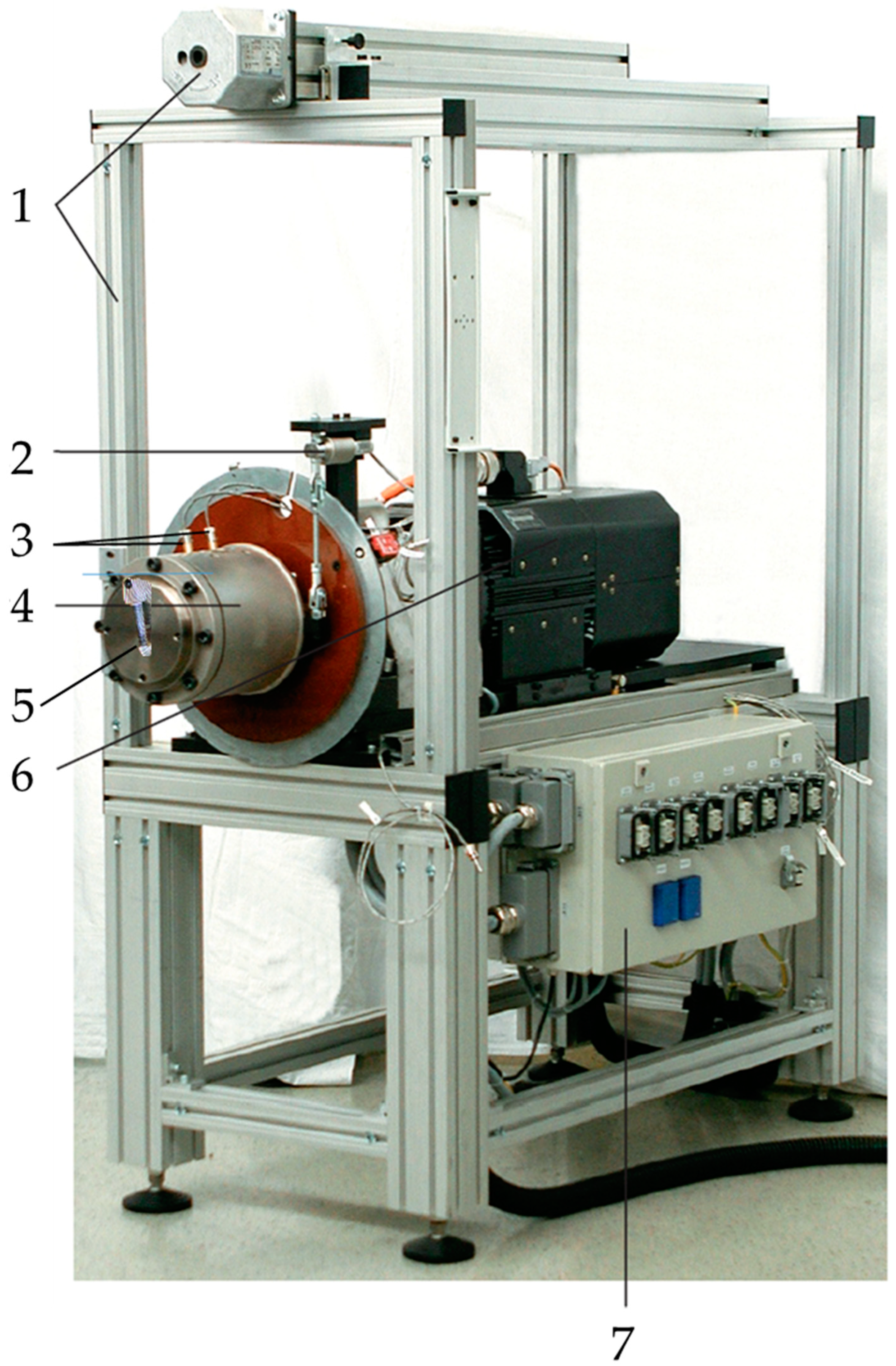
To understand the mechanism of WEC initiation and the role of chemistry in this process, we have used an FE8 test rig following the DIN 51819 standard, building on our previous work [
23]. Drawing parallels with recent findings reported in [
33], we analysed test specimens after testing using specific low and high reference lubricants (detailed in [
23]). We intentionally focussed on identifying chemical reaction products arising under these specific FE8 test conditions. This study investigated the influence of chemistry on the WEC formation, including the role of test rig materials.
4. Discussion
The FE8 test rig is capable to replicate the WEC damage as demonstrated by numerous studies (refer to
Table A1 for an overview). The authors of this study also demonstrated that WEC creation arises by the use of a simple low reference lubricant containing the three chemicals (PAO, ZDDP, DCHA) but also two components combining simply PAO and ZDDP [
23], albeit requiring an extended running time to WEC failure.
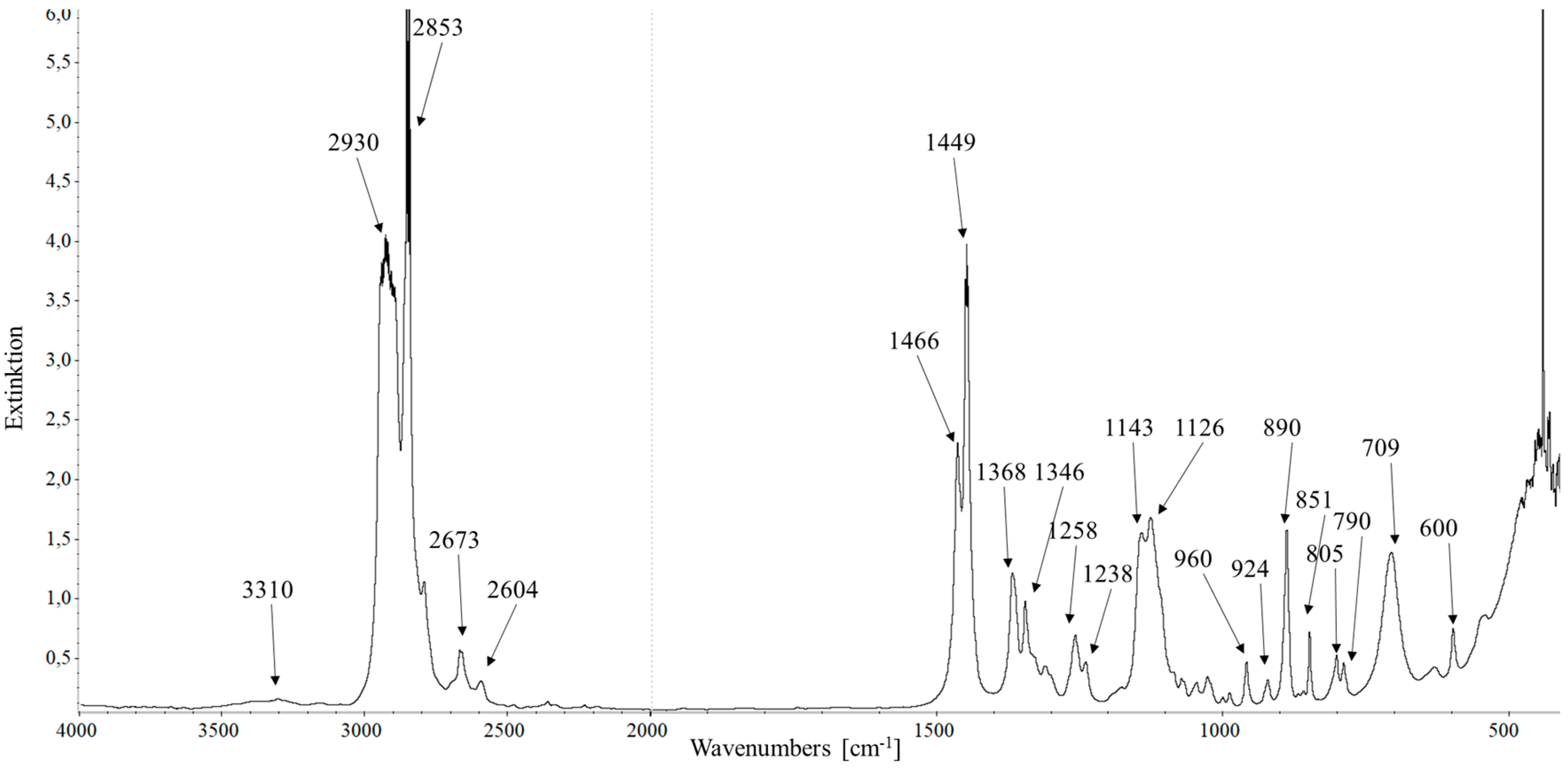
Both washers from low reference as well high reference washers show depositions of polyamide, most likely as a consequence of leaching them from the lubricant supply hoses. The relevance of deposits from auxiliary materials on WEC creation is not yet described in the literature. This is especially of interest, as the corresponding standard for the FE8 does not describe auxiliary materials, such as lubricant supply hoses, in detail [
38]. Furthermore, other polyamide components, such as rolling element cages made out of polyamide, seem to be preferably used in FE8 test runs to study WEC (see
Table A1). In this context, the repetitive finding of WEC through the use of polyamide hosing material in combination with the low reference lubricant is a novelty. In the same sense, the finding that the use of silicone or stainless steel hosing does not lead to WEC sheds a new light on the creation of WEC in industrial and automotive applications. The terminology of low and high reference lubricants in WEC-affected applications should be reconsidered.
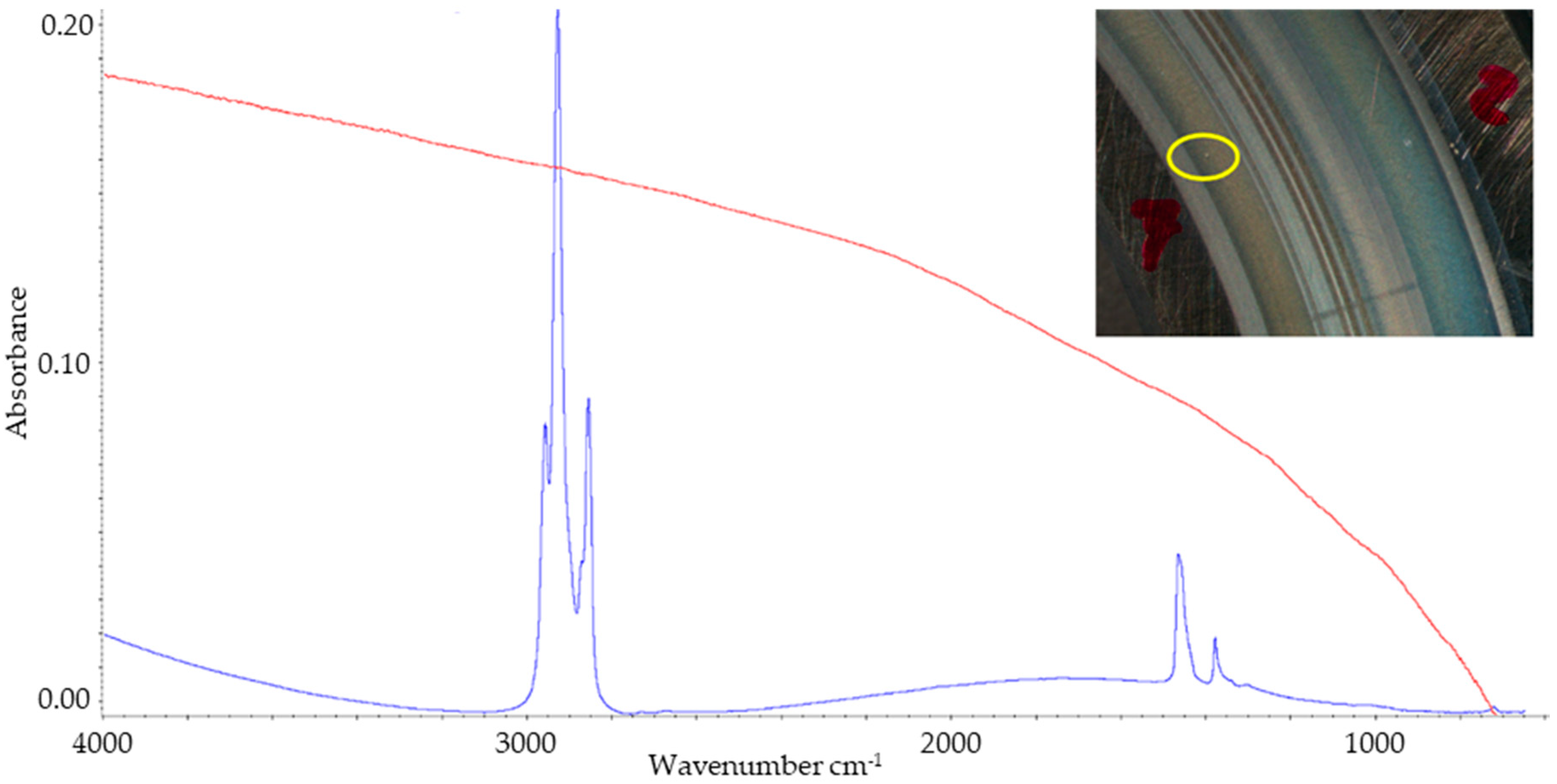
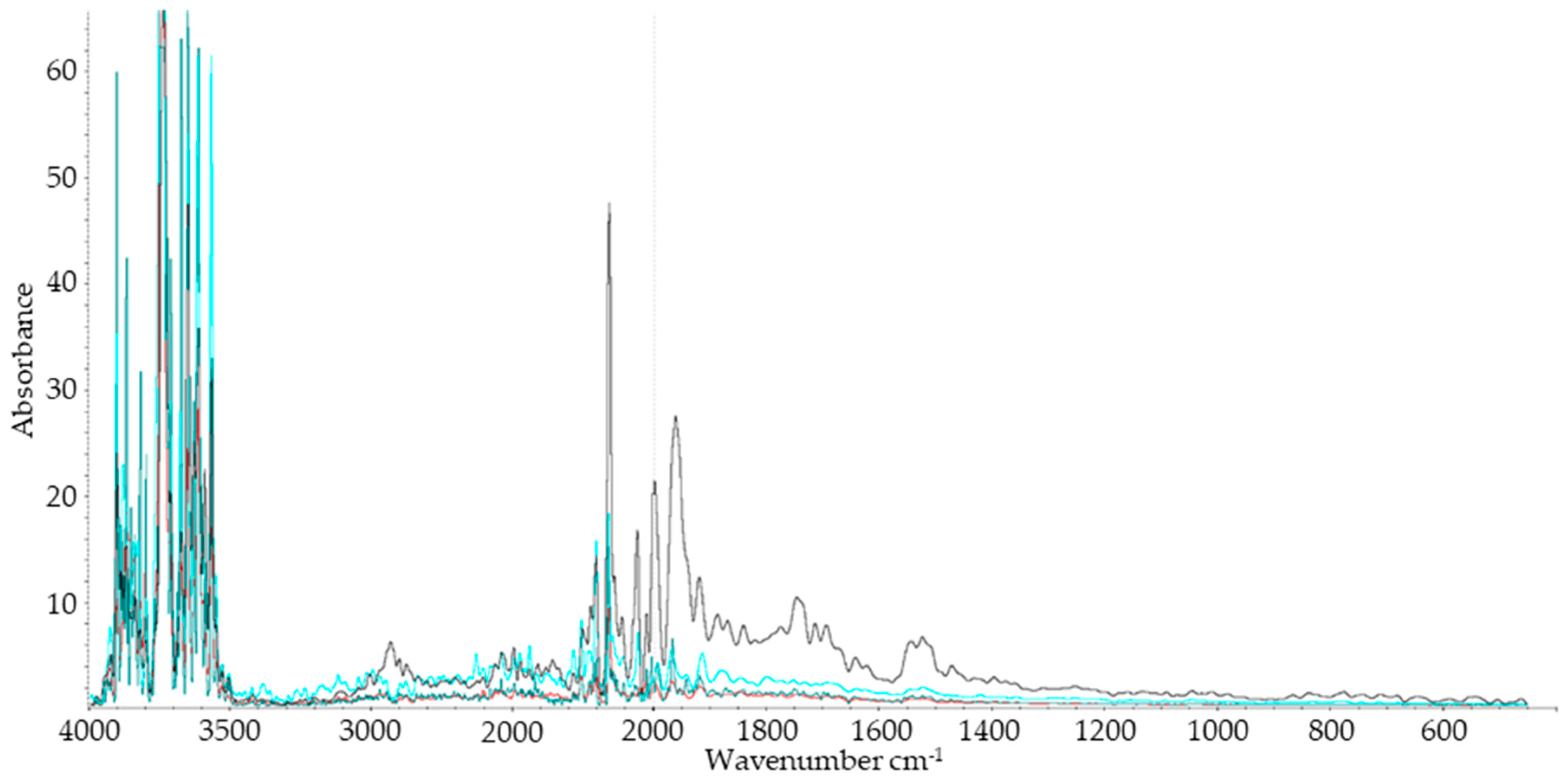
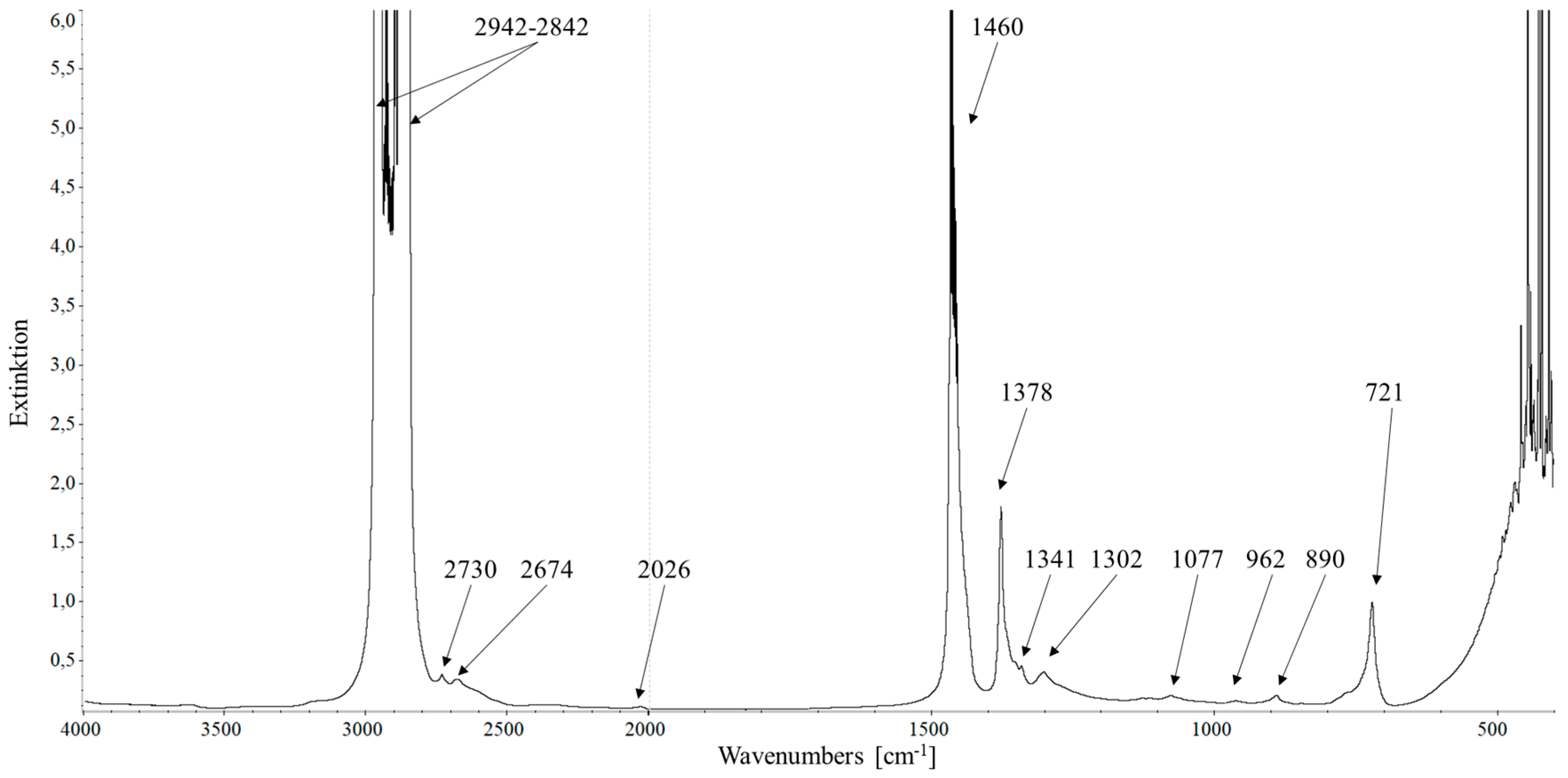
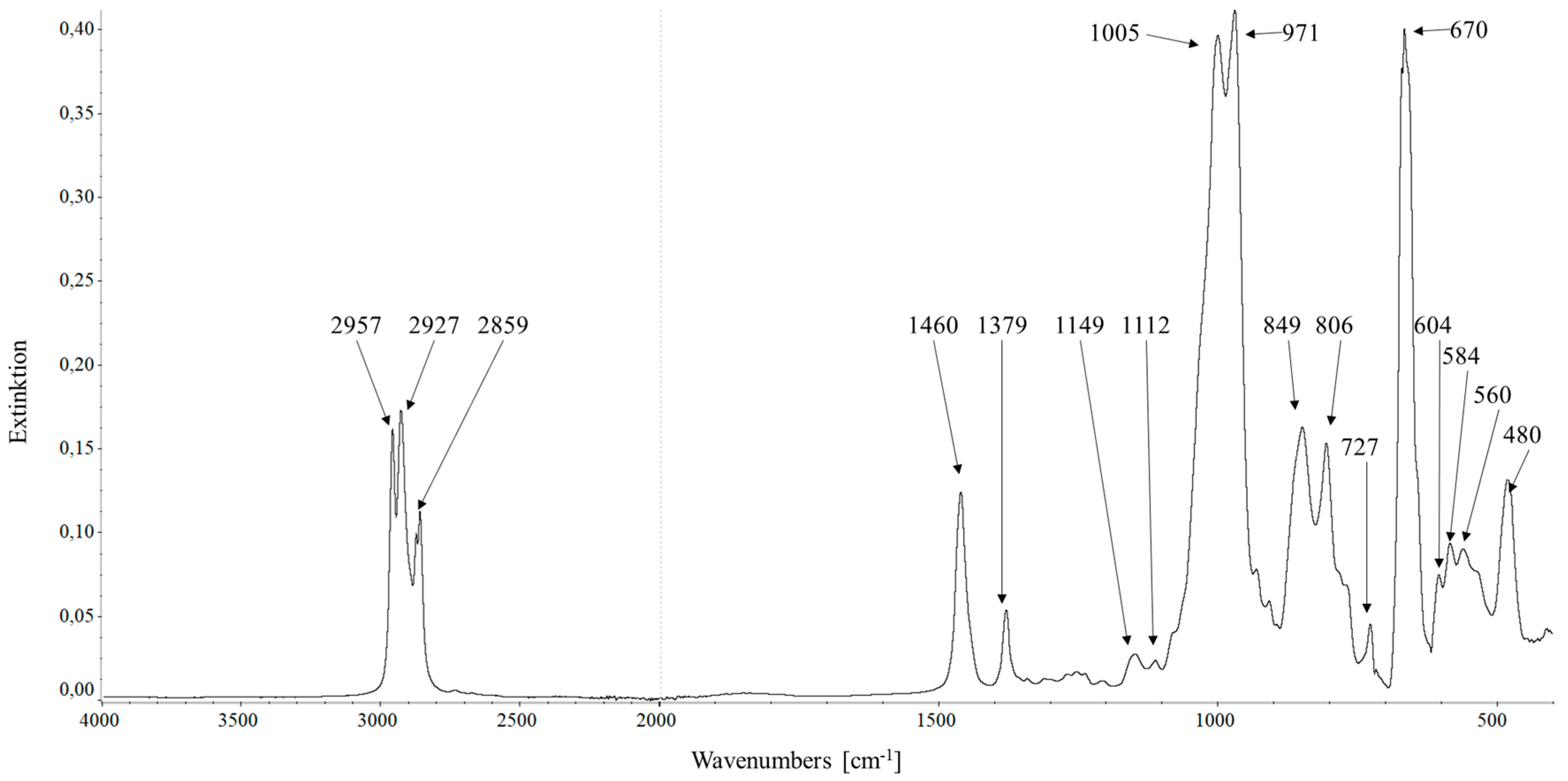
The bearing washers from both low and high reference oil-lubricated test runs exhibit a broad variety of functional groups at the surface, as identified with IR analysis (refer to
Table 4 for an overview). The formation of a large share of the identified functional groups, such as alcohols, ketones, carboxylic acids, esters, and anhydrides, can be explained by hydrocarbon oxidation. Hydrocarbon oxidation, which is a free radical reaction, follows three primary stages: a relatively slow initiation phase, a propagation step, and eventual termination [
44,
45]. The initiation step starts with the formation of an R● –radical, most likely supported in this case by the presence of traces of transition metal ions (e. g. Fe, Cr, Cu). The active peroxide radical (R-OO●) is formed by a reaction with oxygen. The latter reacts with alkanes R-H to form alkane hydroperoxide (R-OOH) and alkyl free radicals (R●), thus maintaining the chain reaction. The reaction possibilities in the course of alkane oxidation are manifold, and some of the mechanisms were not fully understood until now. Possible pathways resulting in the identified functionalities summarized in
Table 4 are presented in the following Equations. Alcohols can be achieved in two main ways: through a propagation reaction as presented in Equation (1), or via a combination of two peroxyl radicals as shown in Equation (2), together with the formation of a ketone [
45].
It is also described that the alkyl hydroperoxides rearrange into a semi-acetal, which then produces an alcohol and an aldehyde (3) [
44].
The aldehyde formed according to (3) reacts with oxygen to a peracid (4), and forms a very labile adduct with another aldehyde molecule (5) [
44].
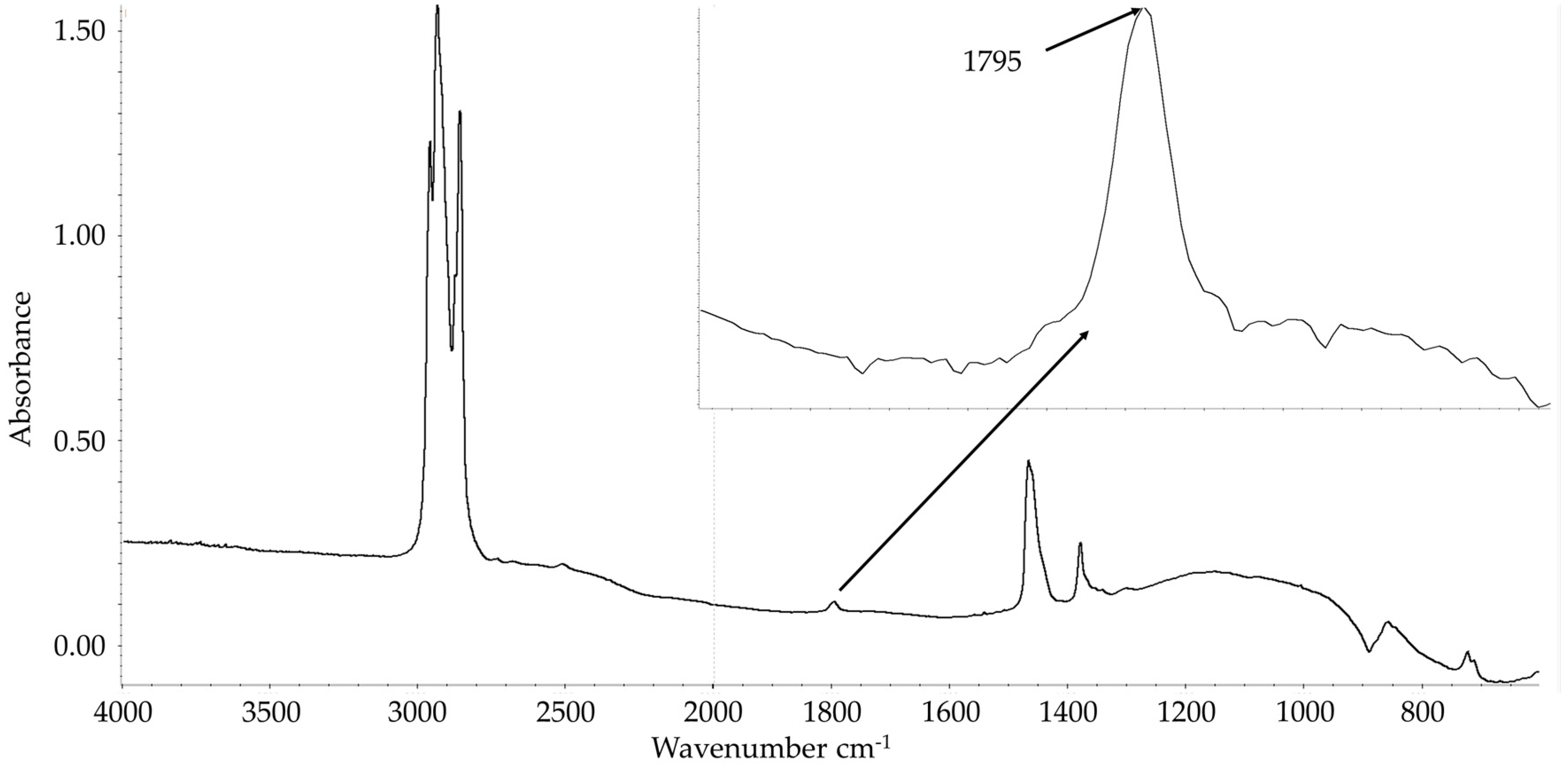
In the presence of water, the product resulting from (5) would be transformed into two molecules of fatty acids. Without water, which is the case in the test runs and the static test, one molecule of fatty acid anhydride and two molecules of fatty acid are formed (6) [
44].
The esters identified on the washers are described in the literature as being formed through a Baeyer–Villiger oxidation, which begins with a peracid and a ketone (7) [
44,
45]. Alternatively, the formation of esters could occur through the reaction of a carboxylic acid with an alcohol.
Soap formation is described in the literature by attacking the metal surface with alkyl peroxy radicals or alkyl hydroperoxide, as shown in (8). The resulting ferrous oxide (in (8), FeO is shown as one representative of several oxides on the surface) forms soaps by a reaction with carboxylic acids (9) [
46,
47].
The presence of free carboxylic acids on the low reference washer in contrast to the high reference washers indicates fewer possibilities for the carboxylic acid to react with iron oxide in the low reference test run according to the mechanism presented in (8) and (9). Compared to the static test, exposing PAO to Fe, Cu, and Zn-powder at an elevated temperature of 100 °C, reactions within the FE8-tribocontact take place much faster and with a broader variety of reaction products. The authors in [
47] showed that exposure to tribological stress reduces the inception time of alkane oxidation by three times for the appearance of a carboxyl-IR-peak. This refers to the field of mechanochemistry. In mechanochemistry, mechanical work is used to modify chemical reactions. Mechanical work can be concentrated onto a certain part of a solid, leading to the breakage of inter-atomic bonds and introducing defects around it, enhancing the activity. Through this activation, a part of the activation energy necessary for a chemical reaction is supplied by mechanical work. It could also be the case that the actual activation energy needed is decreased by mechanical work. The application of mechanochemistry to the lubrication of a solid contact is called tribochemistry and tribocatalysis [
48,
49].
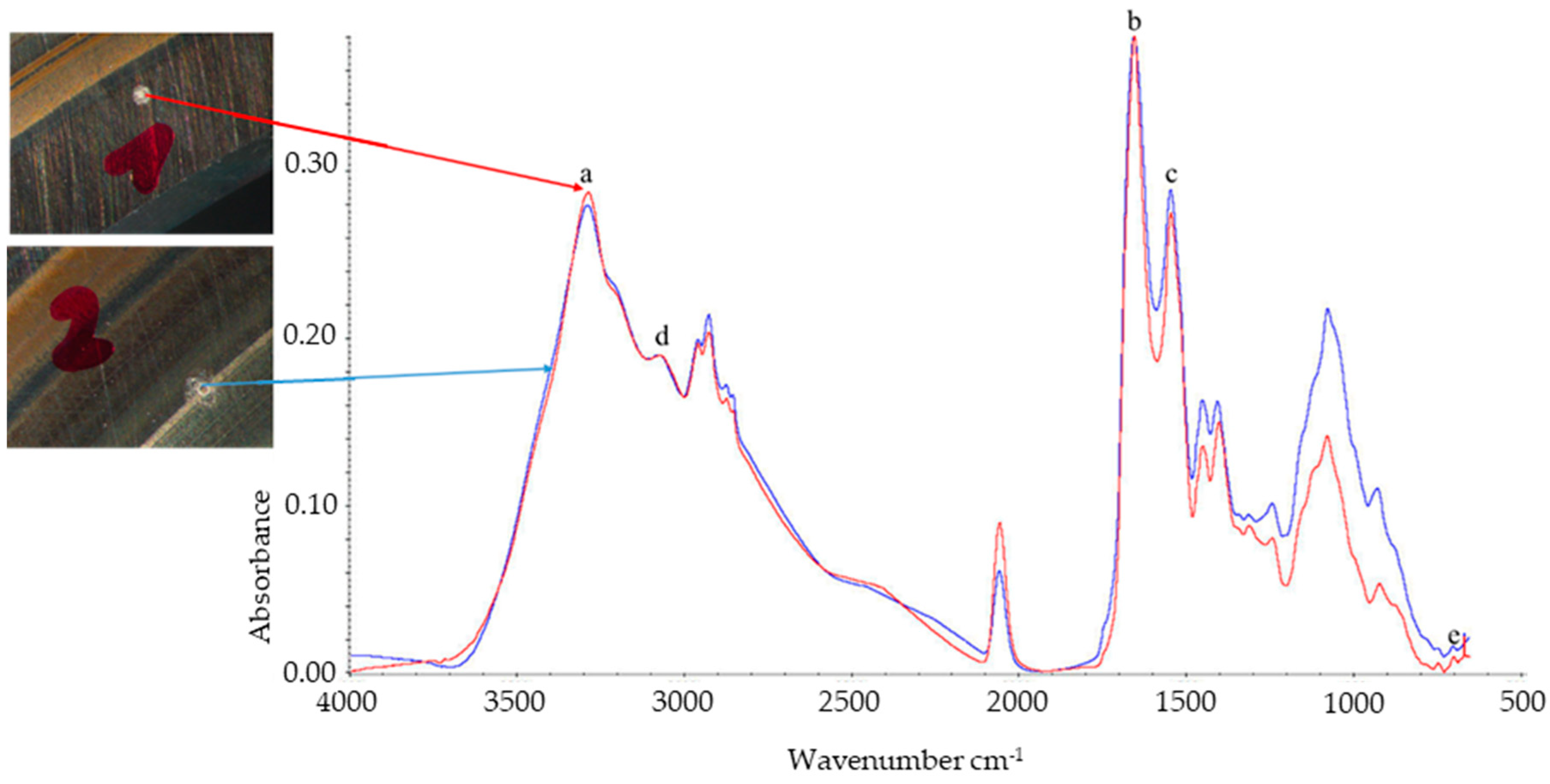
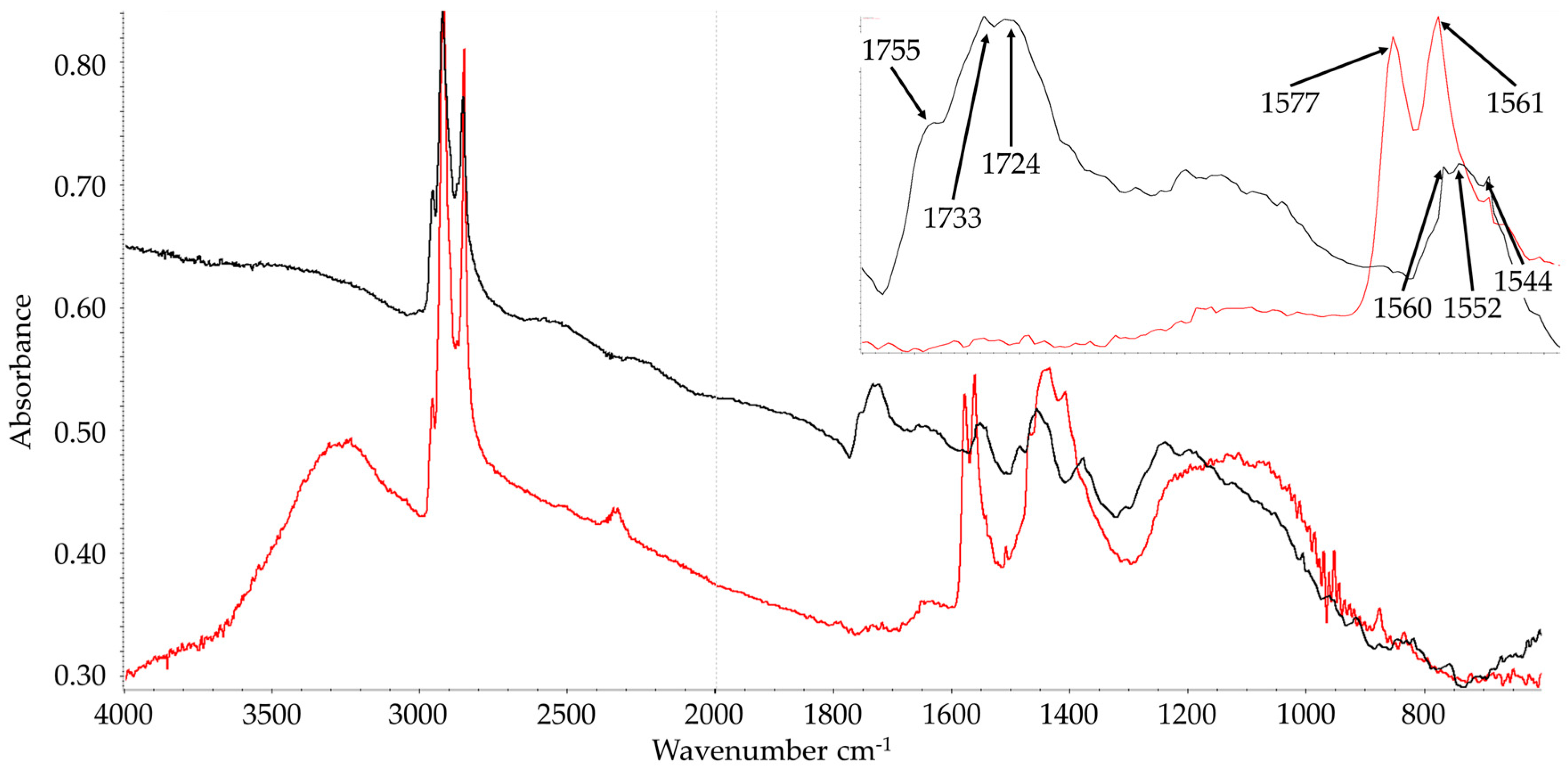
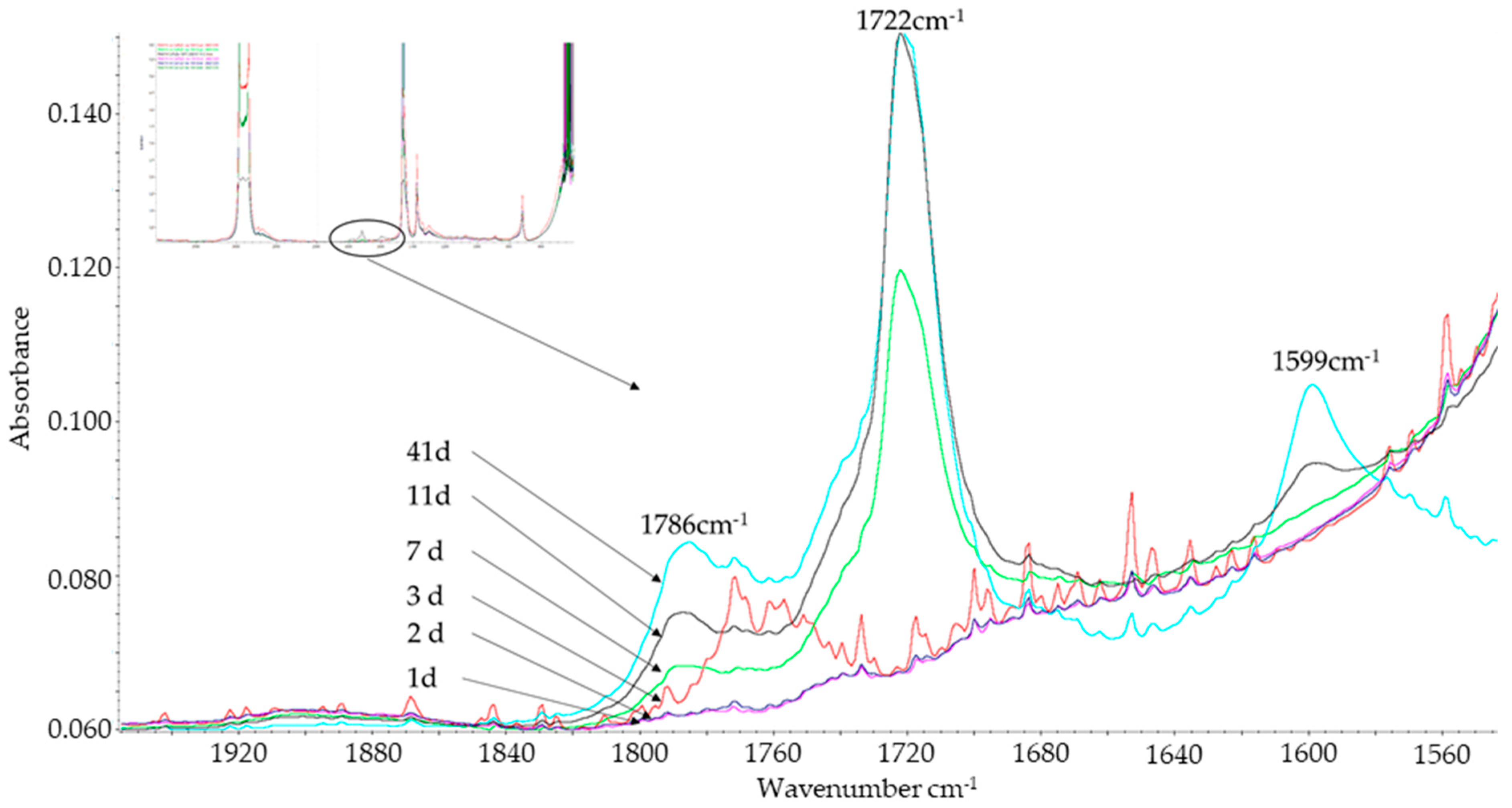
Within both the high reference test runs and the static tests, copper carboxylates are most likely seen as a peak at approx. 1600 cm
−1. This peak is not found in the low reference case (PAO/ZDDP/DCHA). Copper is known to form stable complexes with amines. Despite the fact that the complex stability for secondary amines is lower compared to primary amines [
50], it is quite likely that the dicyclohexylamine forms a complex with copper ions blocking the copper soap formation. As another possibility for the absence of copper soaps, an exchange of Zn by Cu is reasonable [
51,
52,
53].
Small IR peaks from low reference bearing washers after a test run of 18 h indicate the presence of alkenes. Alkene formation apart from catalytically degradation is described to take place above 350 °C by dehydrogenation when accompanied by hydrogen liberation, shown in Equation (10), or chain splitting, shown in Equation (11) [
44].
A mechanism of stepwise cleavage of carbon chains is suggested by the authors of [
54]. According to their findings in a study with a pin-on-disc tribometer and a paraffinic lubricant at room temperature, a mechanism is suggested that uses an alkene formation on a nascent steel surface followed by a further cleavage of the hydrocarbon chain into smaller molecules and carbon deposits, with each step accompanied by hydrogen liberation.
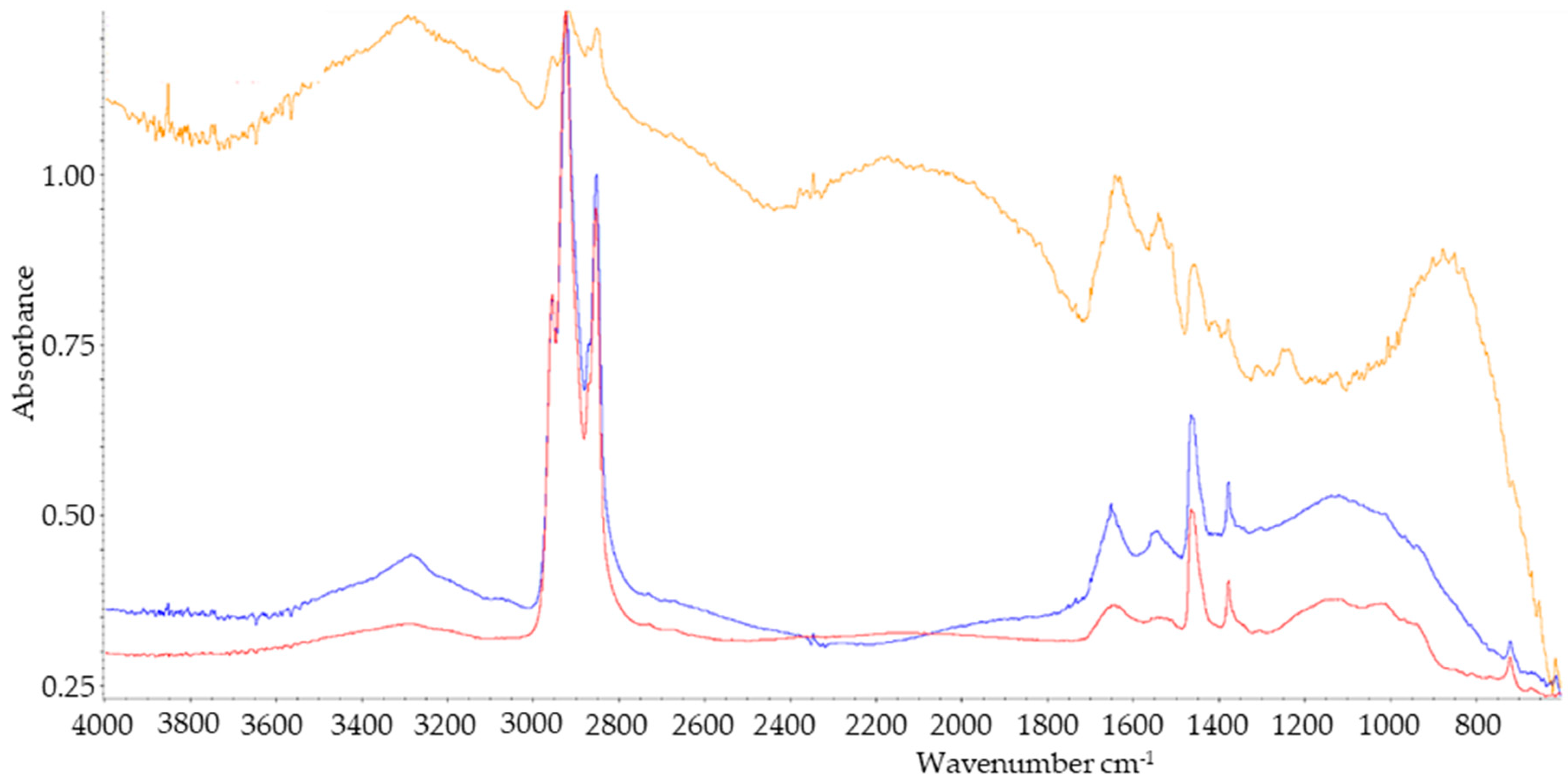
The presence of an amide functionality on the bearing washer is indicated even without PA-lubricant hosing in the low reference test run using a silicone hose. A formation during the test run is therefore likely. Carboxylic acids are, in general, able to form amides at elevated temperatures with amines [
55] such as DCHA, thus explaining the formation of amide functionalities in the PAO/ZDDP/DCHA test run.
In the test runs without polyamide lubricant hosing and the usage of silicon hoses, no amide functionality occurred on the high reference bearing washers. Instead, both washers show infrared peaks indicating the presence of Si-C or inorganic Si-O functionalities [
39], repeatedly indicating that auxiliary components are interacting significantly.
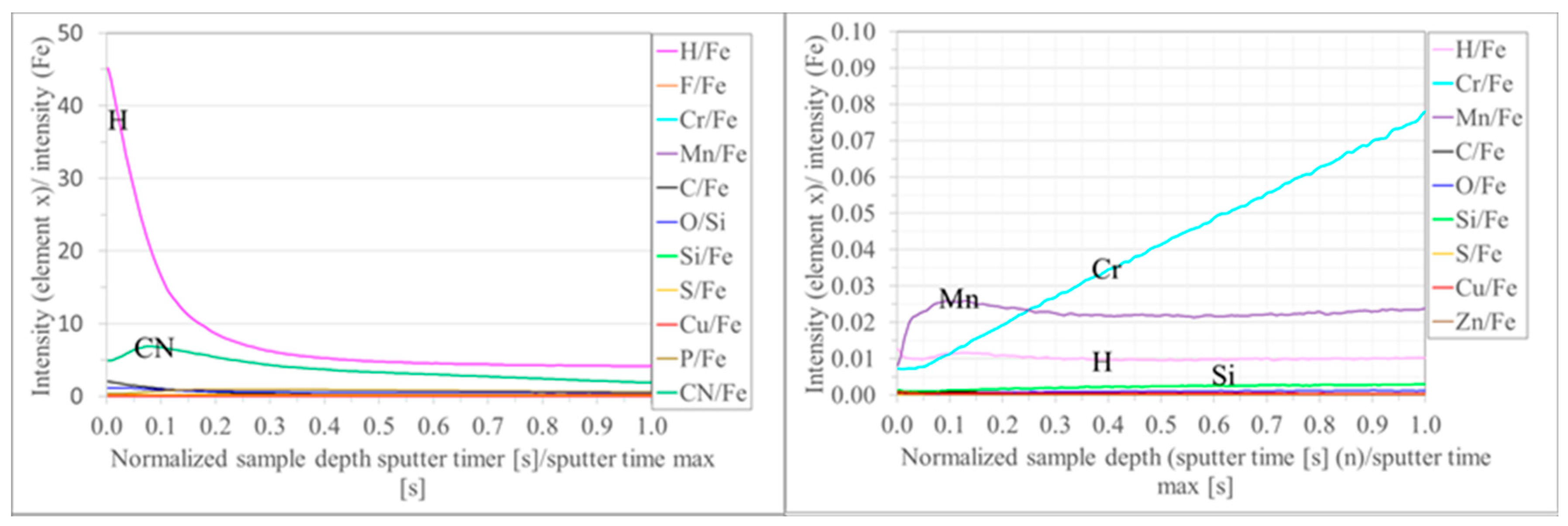
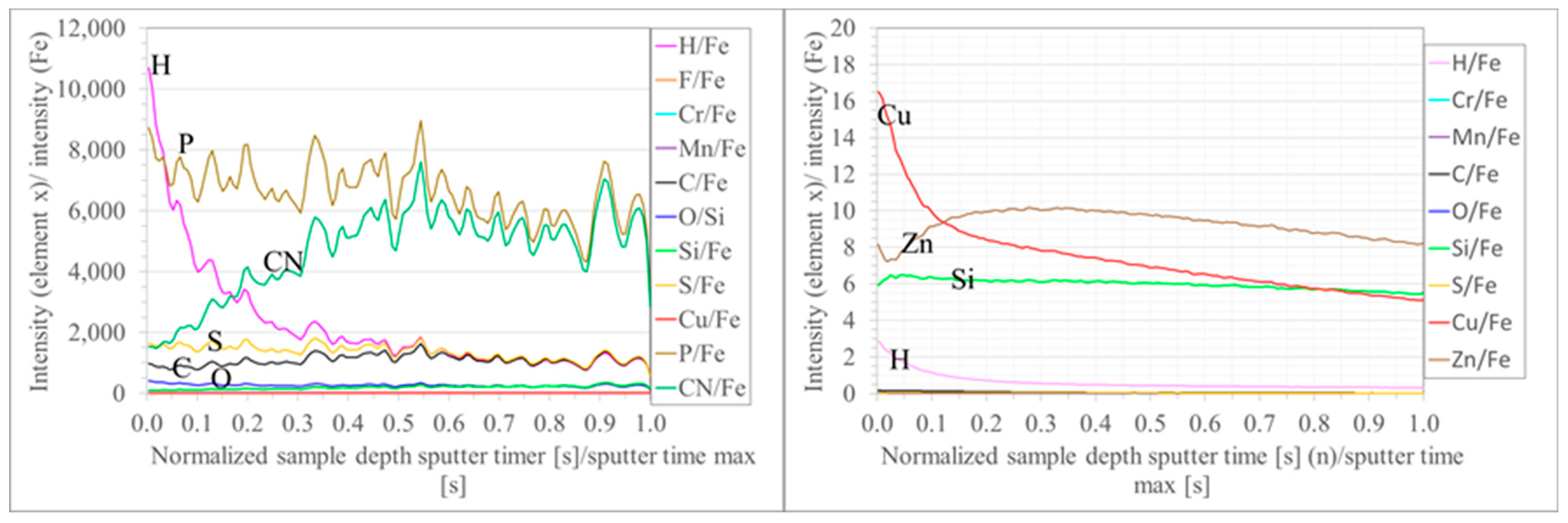
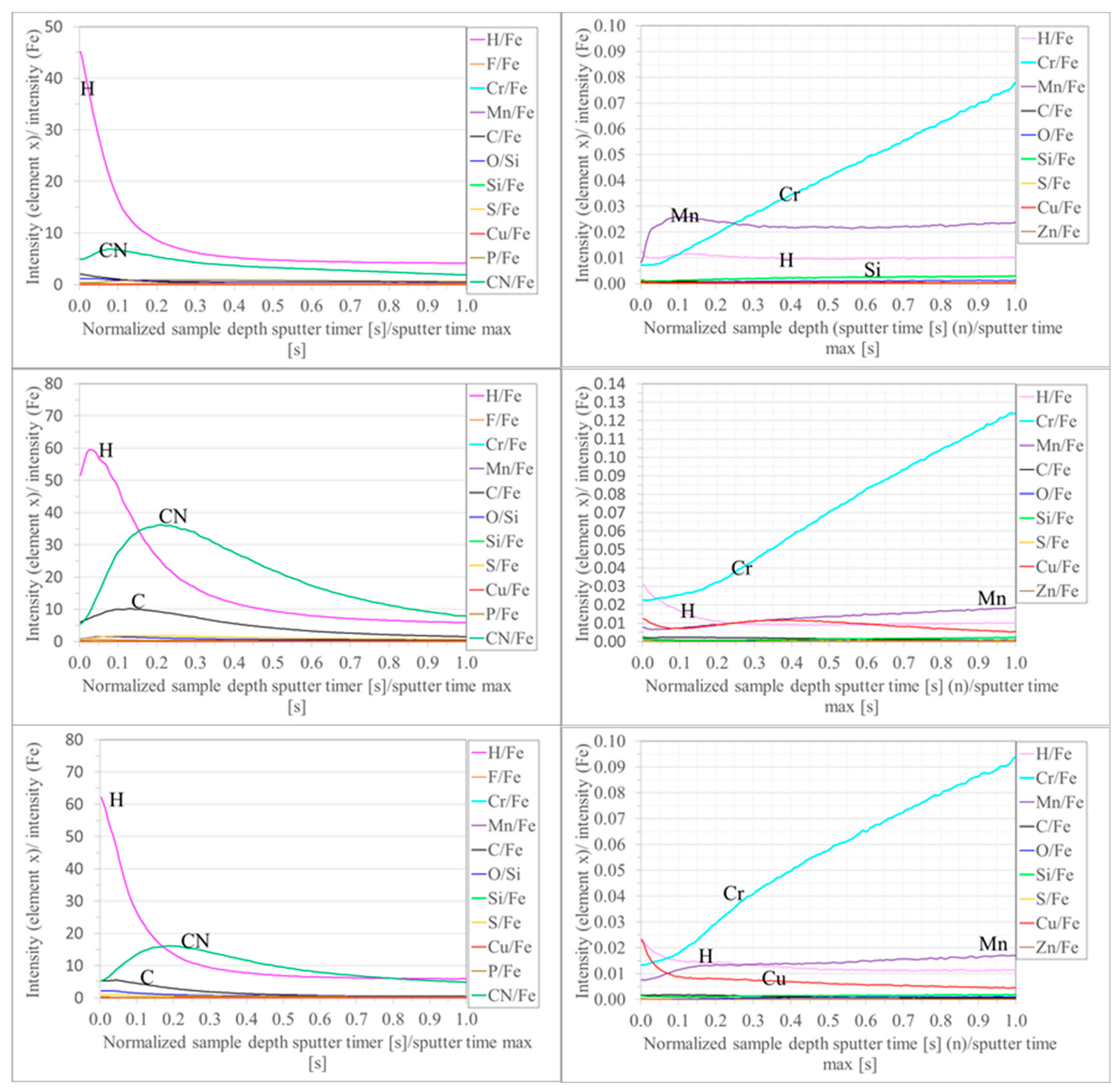
A comparison of TOF-SIMS signals from a cleaned, unused bearing washer and a washer after the test run lubricated with the low reference oil and a silicone supply hose is provided in
Table 3. This comparison highlights a substantial rise in the signal of the element Si with a factor of approx. 1800, alongside anticipated increases in S, P, Zn, and C. Hints for the deposition of a silicon hosing material on the bearing washer were already given with infrared reflection spectrometry. The notably increased Si signal aligns well with this indication, providing further evidence of additional auxiliary material deposition, apart from the deposition of polyamide. Interestingly, the signal for copper is clearly elevated as well. This gives evidence that copper is present, despite the fact that no copper soaps were detected in the low reference case through infrared spectrometry. Since the removal of a potential copper-DCHA complex during the cleaning procedure before TOF-SIMS measurement is quite likely, a central atom exchange of ZDDP as presented in [
51,
52,
53] becomes highly probable. Remarkably, the signals for CN were also significantly elevated by a factor of 1200 compared to an unused bearing washer. This finding is most likely explained by a characteristic of the TOF-SIMS measurement method. According to [
42], signals for CN
− will be found if any species within the sample has N bound to a C, which is the case for the DCHA in the low reference lubricant.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
































