Effect of a Metal Conditioner on the Physicochemical Properties and Tribological Performance of the Engine Oil SAE 5W-30 API SN

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Lubricant Characterization
- Metal Conditioner (MC);
- Fully formulated commercial engine oil SAE 5W-30 API SN (5W-30);
- Mixture: Engine oil + Metal Conditioner in proportion 20:1—5% v/v of MC—(m5W-30): This mixture is recommended by the manufacturer of the MC for vehicle engines.
2.2. Tribological Characterization
3. Results
3.1. Thermal Properties
3.2. Functional Group Analysis
3.3. Rheological Properties
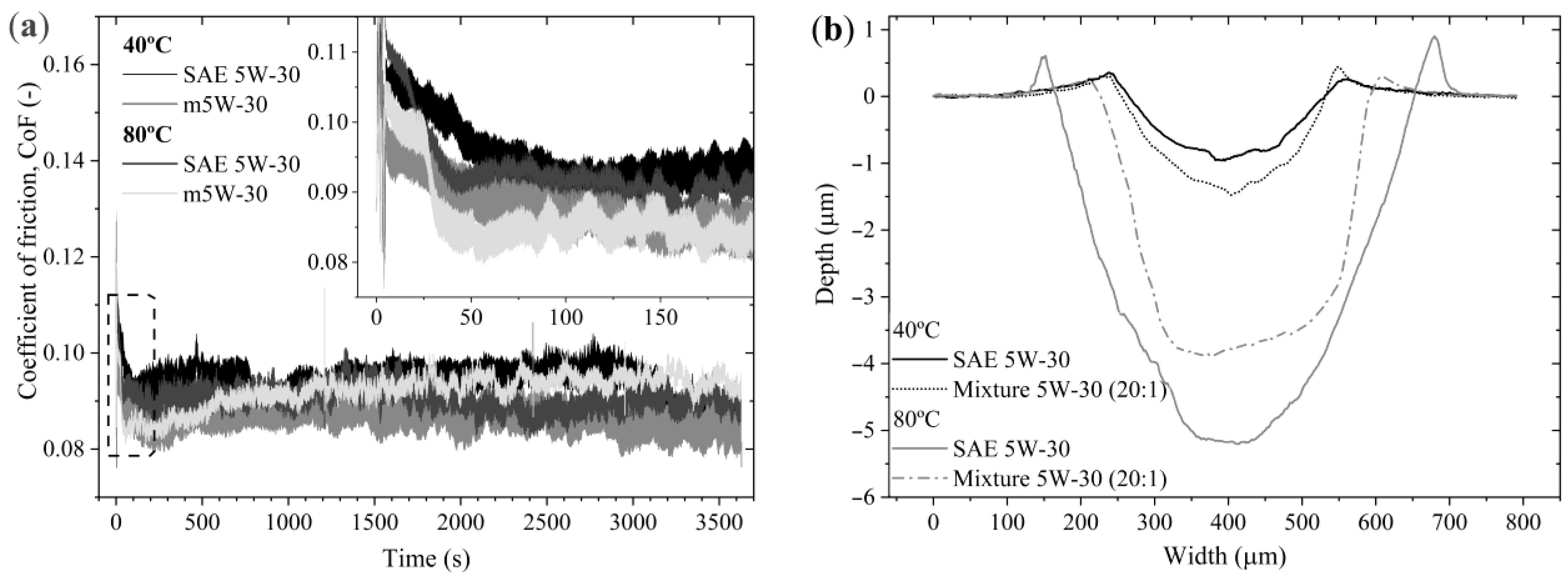
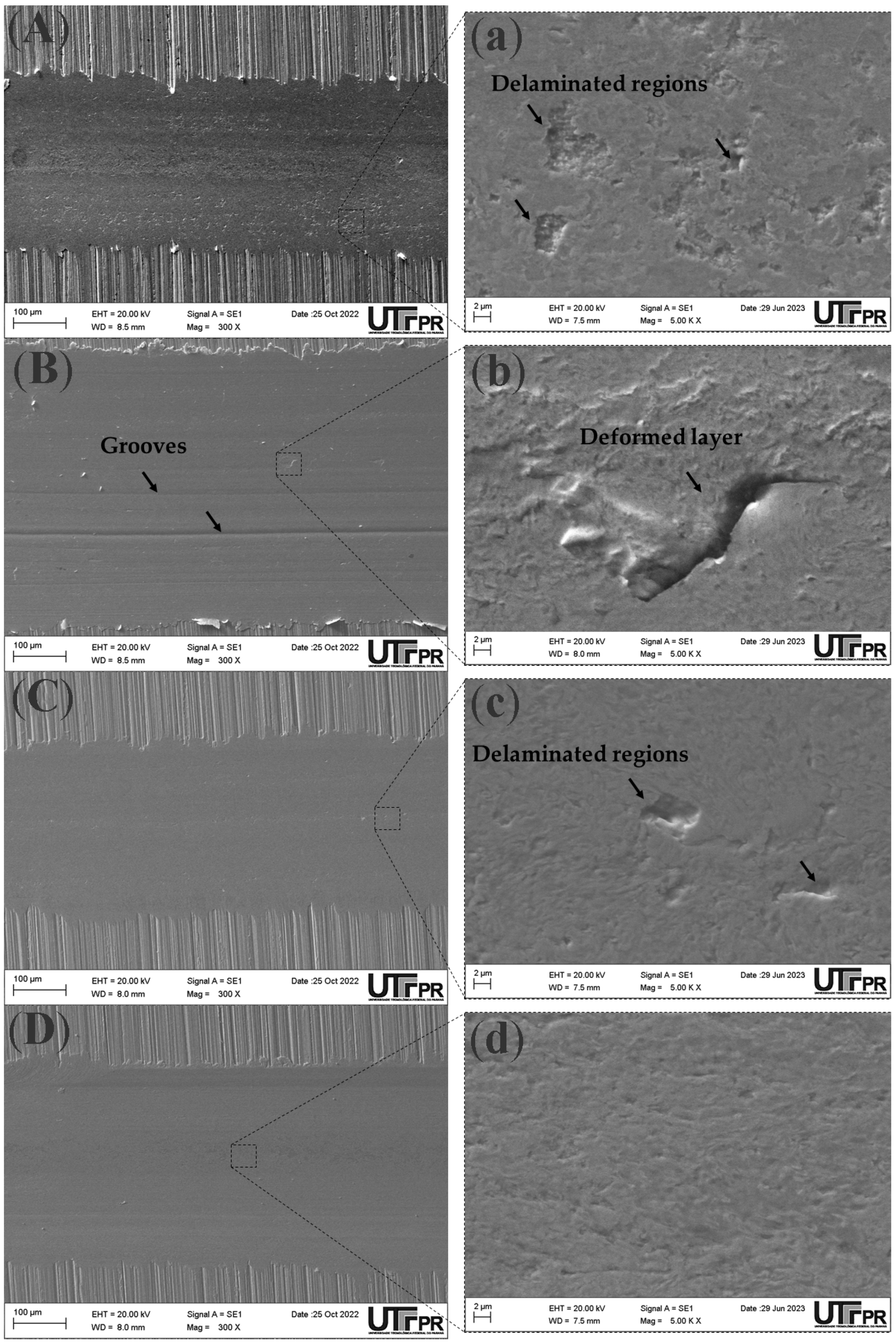
3.4. Tribological Characterization
4. Discussion
4.1. Effect of the Metal Conditioner in the Degradation and Rheological Properties
4.2. Effect of the Metal Conditioner in the Tribological Properties at 40 °C
4.3. Effect of the Temperature in the Tribological Properties
4.4. Effect of the Metal Conditioner in the Tribological Properties at 80 °C
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lyu, B.; Zhang, L.; Xianghui, M.; Chengen, W. A Boundary Lubrication Model and Experimental Study Considering ZDDP Tribofilms on Reciprocating Friction Pairs. Tribol. Lett. 2022, 70, 65. [Google Scholar] [CrossRef]
- Li, H.; Zhang, Y.; Li, C.; Zhou, Z.; Nie, X.; Chen, Y.; Cao, H.; Liu, B.; Zhang, N.; Said, Z.; et al. Extreme Pressure and Antiwear Additives for Lubricant: Academic Insights and Perspectives. Int. J. Adv. Manuf. Technol. 2022, 120, 1–27. [Google Scholar] [CrossRef]
- Totten, G.; Westbrook, S.; Shah, R. Fuels and Lubricants Handbook: Technology, Properties, Performance, and Testing, 2nd ed.; Totten, G.E., Shah, R.J., Forester, D.R., Eds.; ASTM International: Minneapolis, MN, USA, 2019; ISBN 9780803170896. [Google Scholar]
- Stachowiak, G.W.; Batchelor, A.W. Boundary and Extreme Pressure Lubrication. In Engineering Tribology; Butterworth-Heinemann: Waltham, MA, USA, 2014; pp. 371–428. [Google Scholar]
- Eickworth, J.; Aydin, E.; Dienwiebel, M.; Rühle, T.; Wilke, P.; Umbach, T.R. Synergistic Effects of Antiwear and Friction Modifier Additives. Ind. Lubr. Tribol. 2020, 72, 1019–1025. [Google Scholar] [CrossRef]
- Huynh, K.K.; Tieu, K.A.; Pham, S.T. Synergistic and Competitive Effects between Zinc Dialkyldithiophosphates and Modern Generation of Additives in Engine Oil. Lubricants 2021, 9, 35. [Google Scholar] [CrossRef]
- Pereira, G.; Lachenwitzer, A.; Kasrai, M.; Bancroft, G.M.; Norton, P.R.; Abrecht, M.; Gilbert, P.U.P.A.; Regier, T.; Blyth, R.I.R.; Thompson, J. Chemical and Mechanical Analysis of Tribofilms from Fully Formulated Oils Part 1—Films on 52100 Steel. Tribol. Mater. Surf. Interfaces 2007, 1, 48–61. [Google Scholar] [CrossRef]
- Umer, J.; Morris, N.; Rahmani, R.; Balakrishnan, S.; Rahnejat, H. Nanoscale Frictional Characterisation of Base and Fully Formulated Lubricants Based on Activation Energy Components. Tribol. Int. 2020, 144, 106115. [Google Scholar] [CrossRef]
- Militec Brasil Importação e Comércio Ltda Perguntas Frequentes—FAQ—Militec Brasil—Condicionador de Metais. Available online: https://militecbrasil.com.br/perguntas-frequentes/ (accessed on 29 May 2022).
- Bardahl Conheça as Funções Do Condicionador de Metais. Available online: https://blog.bardahl.com.br/conheca-as-funcionalidades-do-condicionador-de-metais/ (accessed on 13 January 2023).
- Kusch, K. Halogenated Extreme Pressure Lubricant and Metal Conditioner. U.S. Patent US-6028038-A, 22 February 2000. [Google Scholar]
- Stewart, C.L. Non-Halogenated Metal Conditioner and Extreme Pressure Lubricant. U.S. Patent US-2004/0144952-A1, 29 July 2004. [Google Scholar]
- Roberts, J. Synthetic Anti-Friction & Extreme Pressure Metal Conditioner Composition and Method of Preparation. U.S. Patent US-2016/0272918-A1, 22 September 2016. [Google Scholar]
- Coppini, N.L.; Ferreira, S.S.; dos Santos, I.A.; Baptista, E.A.; Costa, E.M. Drilling Analysis of Cemented Carbide Drills after Chemical Treatment under Low Heating. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 3581–3589. [Google Scholar] [CrossRef]
- Calabokis, O.P.; Nuñez de la Rosa, Y.; Borges, P.C.; Cousseau, T. Effect of an Aftermarket Additive in Powertrain Wear and Fuel Consumption of Small-Capacity Motorcycles: A Lab and Field Study. Lubricants 2022, 10, 143. [Google Scholar] [CrossRef]
- Lopes, W.A.; Fascio, M. Flow Chart for Infrared Spectra Interpretation of Organic Compounds. Química Nova 2004, 27, 670–673. [Google Scholar] [CrossRef]
- Santos, J.C.O.; Lima, L.N.; Santos, I.M.G.; Souza, A.G. Thermal, Spectroscopic and Rheological Study of Mineral Base Lubricating Oils. J. Therm. Anal. Calorim. 2007, 87, 639–643. [Google Scholar] [CrossRef]
- Piras, F.M.; Rossi, A.; Spencer, N.D. Combined in Situ (ATR FT-IR) and Ex-Situ (XPS) Study of the ZnDTP-Iron Surface Interaction. Tribol. Lett. 2003, 15, 181–191. [Google Scholar] [CrossRef]
- ASTM E2412-10; ASTM Standards Standard Practice for Condition Monitoring of Used Lubricants by Trend Analysis Using Fourier Transform Infrared (FT-IR) Spectrometry. ASTM Standards: West Conshohocken, PA, USA, 2018.
- ASTM D7889-13; ASTM Standards Standard Test Method for Field Determination of In-Service Fluid Properties Using IR Spectroscopy. ASTM Standards: West Conshohocken, PA, USA, 2013; pp. 1–8.
- Stachowiak, G.W.; Batchelor, A.W. Physical Properties of Lubricants. In Engineering Tribology; Butterworth-Heinemann: Waltham, MA, USA, 2014; pp. 12–50. ISBN 978-0-12-397047-3. [Google Scholar]
- ASTM E1858-08; ASTM Standards Standard Test Method for Determining Oxidation Induction Time of Hydrocarbons by Differential Scanning Calorimetry 1. ASTM Standards: West Conshohocken, PA, USA, 2015; pp. 1–6.
- Cousseau, T.; Ruiz Acero, J.S.; Sinatora, A. Tribological Response of Fresh and Used Engine Oils: The Effect of Surface Texturing, Roughness and Fuel Type. Tribol. Int. 2016, 100, 60–69. [Google Scholar] [CrossRef]
- Cousseau, T.; Gonçalves Passos, A. Methodology for Wear Mapping Error Quantification. Ind. Lubr. Tribol. 2020, 72, 1043–1050. [Google Scholar] [CrossRef]
- Stachowiak, G.A.; Batchelor, A.W. Elastohydrodynamic Lubrication. In Engineering Tribology; Butterworth-Heinemann: Waltham, MA, USA, 2014; pp. 293–370. [Google Scholar]
- Taylor, R.I.; Brown, M.A.; Thompson, D.M.; Bell, J.C. The Influence of Lubricant Rheology on Friction in the Piston Ring-Pack. SAE Int. 1994, 103, 1390–1399. [Google Scholar] [CrossRef]
- Moore, A.J.; Cooper, D.; Robinson, T.M. Rheological Properties of Engine Crankcase and Gear Oil Components in Elastohydrodynamic Oil Films. SAE Int. 1994, 15, 941977. [Google Scholar] [CrossRef]
- Meunier, C.; Mazuyer, D.; Vergne, P.; Fassi, M.E.; Obiols, J. Correlation between the Film Forming Ability and Rheological Properties of New and Aged Low Sulfated Ash, Phosphorus and Sulfur (Low SAPS) Automotive Lubricants. Tribol. Trans. 2009, 52, 501–510. [Google Scholar] [CrossRef]
- De Rosso, N.; Negrão, C.O.R. Numerical Simulation of Non-Colloidal Suspension Flows in a Parallel-Plate Geometry. Rheol. Acta 2022, 61, 69–86. [Google Scholar] [CrossRef]
- Asadauskas, S.J.; Biresaw, G.; McClure, T.G. Effects of Chlorinated Paraffin and ZDDP Concentrations on Boundary Lubrication Properties of Mineral and Soybean Oils. Tribol. Lett. 2010, 37, 111–121. [Google Scholar] [CrossRef]
- Stachowiak, G.W.; Batchelor, A.W. Measurement of Friction and Wear. In Experimental Methods in Tribology; Elsevier Science: Amsterdam, The Netherlands, 2004; Volume 44, pp. 79–102. [Google Scholar]
- Azam, A.; Dorgham, A.; Parsaeian, P.; Morina, A.; Neville, A.; Wilson, M.C.T. The Mutual Interaction between Tribochemistry and Lubrication: Interfacial Mechanics of Tribofilm. Tribol. Int. 2019, 135, 161–169. [Google Scholar] [CrossRef] [Green Version]
- Jech, M.; Miranda-Medina, M.L.; Wopelka, T.; Tomastik, C.; Gachot, C. Effect of Sliding on the Relation of Tribofilm Thickness and Wear. Lubricants 2023, 11, 72. [Google Scholar] [CrossRef]
- Pham, S.T.; Tieu, A.K.; Sencadas, V.; Lei, W.; Liu, D.; Wan, S.; Hao, J. Smart-Responsive Colloidal Capsules as an Emerging Tool to Design a Multifunctional Lubricant Additive. ACS Appl. Mater. Interfaces 2021, 13, 7714–7724. [Google Scholar] [CrossRef] [PubMed]
- Saini, V.; Bijwe, J.; Seth, S.; Ramakumar, S.S.V. Augmenting the Lubrication Performance of Nano-Oils through Synergistic Co-Functioning of Nanoparticles. Tribol. Int. 2023, 182, 108332. [Google Scholar] [CrossRef]
- Hansen, J.; Björling, M.; Larsson, R. A New Film Parameter for Rough Surface EHL Contacts with Anisotropic and Isotropic Structures. Tribol. Lett. 2021, 69, 37. [Google Scholar] [CrossRef]
- Petrushina, I.M.; Christensen, E.; Bergqvist, R.S.; Moller, P.B.; Bjerrum, N.J.; Hoj, J.; Kann, G.; Chorkendorff, I. On the Chemical Nature of Boundary Lubrication of Stainless Steel by Chlorine- and Sulfur-Containing EP-Additives. Wear 2000, 246, 98–105. [Google Scholar] [CrossRef]
- Costa, H.L.; Evangelista, K.S.; Cousseau, T.; Acero, J.S.R.; Kessler, F. Use of XANES and XPS to Investigate the Effects of Ethanol Contamination on Anti-Wear ZDDP Tribofilms. Tribol. Int. 2021, 159, 106997. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technical Properties | Metal Conditioner | SAE 5W-30 API SN |
|---|---|---|
| Kinematic viscosity 40 °C (ASTM D445) (cSt) | 43.84 | 54 |
| Kinematic viscosity 80 °C (ASTM D445) (cSt) | 5.883 | 9.6 |
| Relative density (g/cm3) | 1.098 | 0.84 |
| Condition | Description |
|---|---|
| Non-isothermal scanning in different atmospheres [17,21] | |
| Scan rate | 5 °C/min |
| Temperature | From room temperature (22 ± 5 °C) to 425 °C. |
| Gas flow and type | Flow rate: 50 mL/min: (1) Oxidizing atmosphere: synthetic air flow; (2) Inert atmosphere: nitrogen flow. |
| Isothermal scanning in an oxidizing atmosphere according to ASTM E1858 [22] | |
| Gas flow and type | Flow rate: 50 ± 2 mL/min//Oxidizing atmosphere: synthetic air flow |
| Heating cycle | Step 1: Heating rate of 40 °C/min from room temperature (22 ± 5 °C) to 195 ± 0.4 °C; Step 2: Maintain at 195 ± 0.4 °C (isothermal heating) and record the heat flux as a function of time; Step 3: Stop the heating when the exothermic oxidation peak is observed or until an inflection point is observed and the total displacement from the initial baseline exceeds 3 mW/g. Oxidation Induction Time (OIT) is the total time from the start of the experiment at room temperature in oxygen to the extrapolated onset time of the exothermic process. |
| Band (cm−1) | Sample | Probable Functional Groups |
|---|---|---|
| 1031 | MC | AW additives (based on phosphate, mainly ZDDP) [19,20]; Hydrocarbons with bonds (νC-O): alkyl ether [16] |
| 1110 | MC | AW additives (P-O bond) [18]; Hydrocarbons with bonds (νC-O): alkyl ether [16] |
| 1160 | MC, m5W-30 | AW additives (P-O bond) [18]; Hydrocarbons with bonds (νC-O): ether [16] |
| 1243 | MC | AW additives (P-O, P=O bond) [18]; Hydrocarbons with bonds (νC-O): alkyl ether [16] |
| 1376 | All | Alkane hydrocarbons νCsp3-H: CH3 (δ-symmetric) [16,17]; alkyl halides [16] |
| 1463 | All | Alkane hydrocarbons νCsp3-H: CH2 (δ-scissor) [16] |
| 1741 | MC, m5W-30 | Hydrocarbons with bonds (νC=O): esthers [16] |
| 2854 | All | Alkane hydrocarbons νCsp3-H [16]; carboxylic acids [3] |
| 2921 | All | Alkane hydrocarbons νCsp3-H [16]; carboxylic acids [3] |
| 2958 | All | Alkane hydrocarbons νCsp3-H [16]; carboxylic acids [3] |
| Temperature | Lubricant | Average Element Composition (wt.%) | ||||
|---|---|---|---|---|---|---|
| P | S | Cl | Ca | Zn | ||
| 40 °C | 5W-30 | 0.21 ± 0.12 | 0.67 ± 0.20 | 0 | 0.80 ± 0.30 | 0.30 ± 0.14 |
| m5W-30 | 0 | 0.24 ± 0.10 | 0.21 ± 0.11 | 0.59 ± 0.27 | 0.05 ± 0.08 | |
| 80 °C | 5W-30 | 0.32 ± 0.15 | 1.01 ± 0.39 | 0 | 1.38 ± 1.48 | 0.23 ± 0.15 |
| m5W-30 | 0.27 ± 0.15 | 0.87 ± 0.30 | 0.96 ± 0.49 | 1.43 ± 0.69 | 0.19 ± 0.12 | |
| Temperature | State | Lubricant | Sq (µm) | λ |
|---|---|---|---|---|
| 40 °C | Initial | 5W-30 | 0.431 ± 0.008 | 0.064 |
| m5W-30 | 0.418 ± 0.060 | 0.066 | ||
| Final | 5W-30 | 0.172 ± 0.080 | 0.155 | |
| m5W-30 | 0.111 ± 0.023 | 0.228 | ||
| 80 °C | Initial | 5W-30 | 0.424 ± 0.044 | 0.025 |
| m5W-30 | 0.445 ± 0.020 | 0.024 | ||
| Final | 5W-30 | 0.151 ± 0.050 | 0.068 | |
| m5W-30 | 0.118 ± 0.024 | 0.085 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Calabokis, O.P.; Nuñez de la Rosa, Y.; Ballesteros-Ballesteros, V.; Borges, P.C.; Cousseau, T. Effect of a Metal Conditioner on the Physicochemical Properties and Tribological Performance of the Engine Oil SAE 5W-30 API SN. Lubricants 2023, 11, 305. https://doi.org/10.3390/lubricants11070305
Calabokis OP, Nuñez de la Rosa Y, Ballesteros-Ballesteros V, Borges PC, Cousseau T. Effect of a Metal Conditioner on the Physicochemical Properties and Tribological Performance of the Engine Oil SAE 5W-30 API SN. Lubricants. 2023; 11(7):305. https://doi.org/10.3390/lubricants11070305
Chicago/Turabian StyleCalabokis, Oriana Palma, Yamid Nuñez de la Rosa, Vladimir Ballesteros-Ballesteros, Paulo César Borges, and Tiago Cousseau. 2023. "Effect of a Metal Conditioner on the Physicochemical Properties and Tribological Performance of the Engine Oil SAE 5W-30 API SN" Lubricants 11, no. 7: 305. https://doi.org/10.3390/lubricants11070305