Anti-Wear Design of the Knot-Tripping Mechanism and Knot-Tying Test for the Knotter

Abstract
:1. Introduction
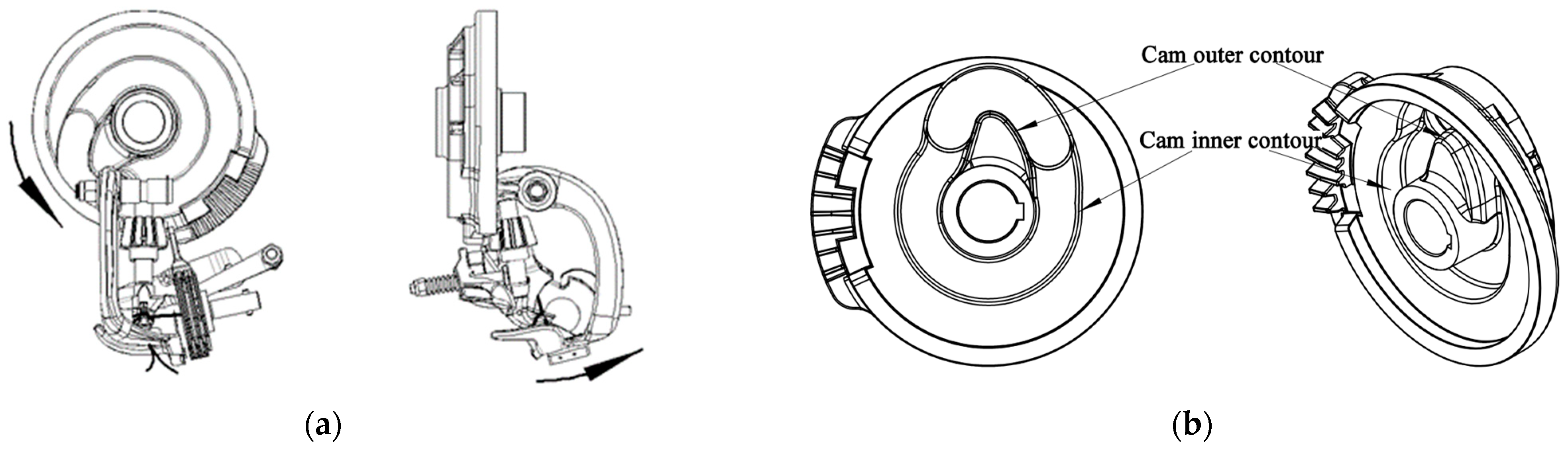
2. Structure and Working Process of the Knot-Tripping Mechanism
3. Establishment of the Prediction Model for Cam-Roller Wear
3.1. Establishment of the Calculation Model for Cam Wear
3.2. Replacement of Worn Cam Profile
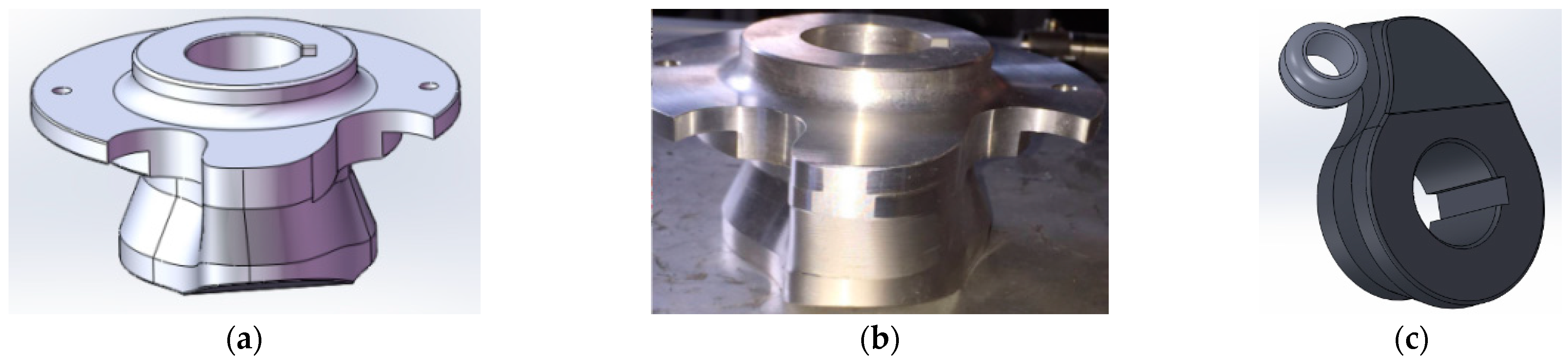
4. Design of the Knot-Tripping Mechanism with the Curved Cam
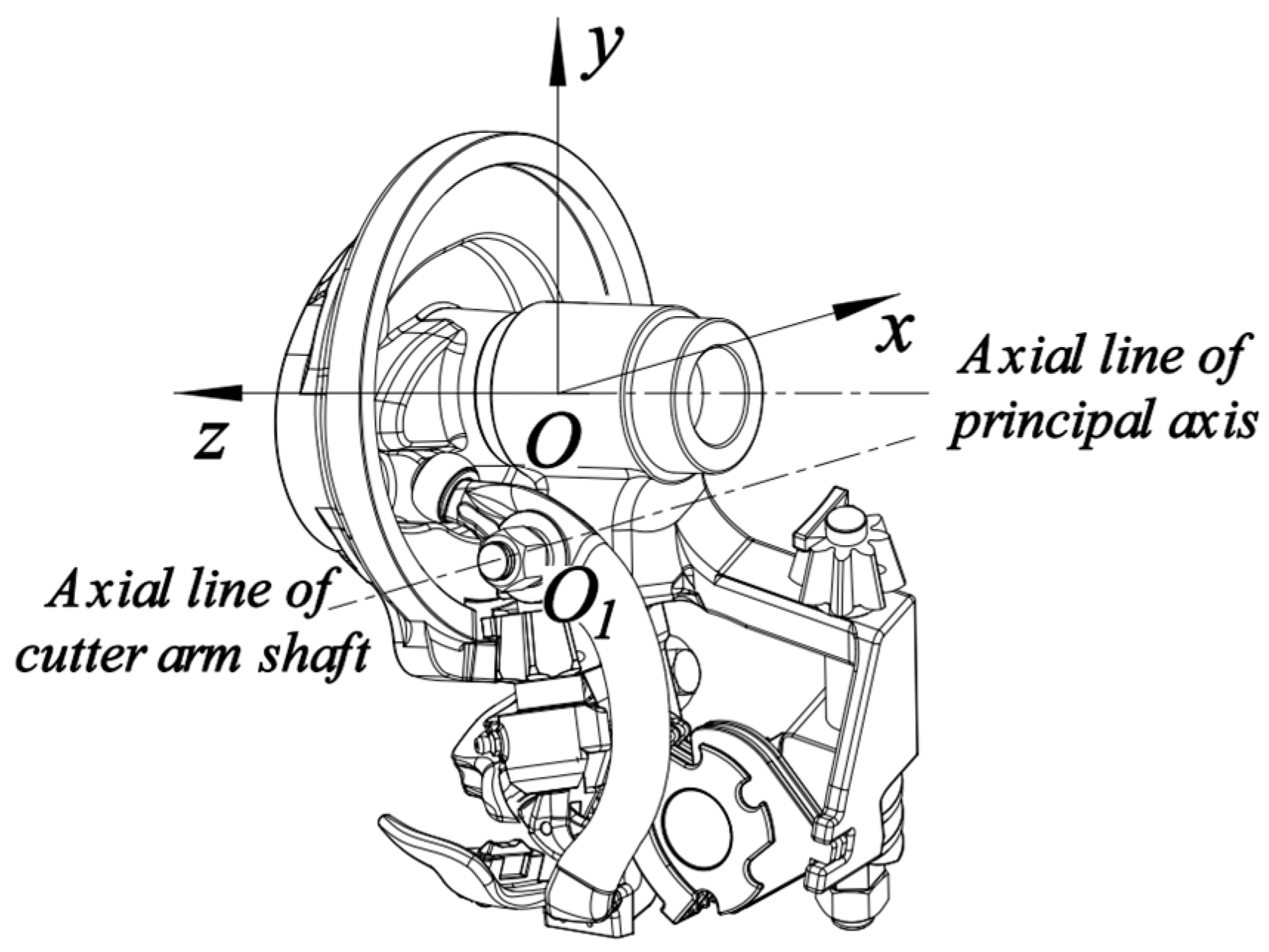
4.1. Establishment of the Coordinate System of the Roller Motion
4.2. Establishment of Theoretical Contour Equation for Curved Cam
4.3. The Comparison of Mechanical Properties between the Knot-Tripping Mechanism with Planar Cam and the Knot-Tripping Mechanism with Curved Cam
4.3.1. The Comparison of Pressure Angle of the Knot-Tripping Mechanism
4.3.2. The Comparison of Cam-Roller Contact Force
5. Calculation Results and Test Verification of the Knot-Tripping Mechanism
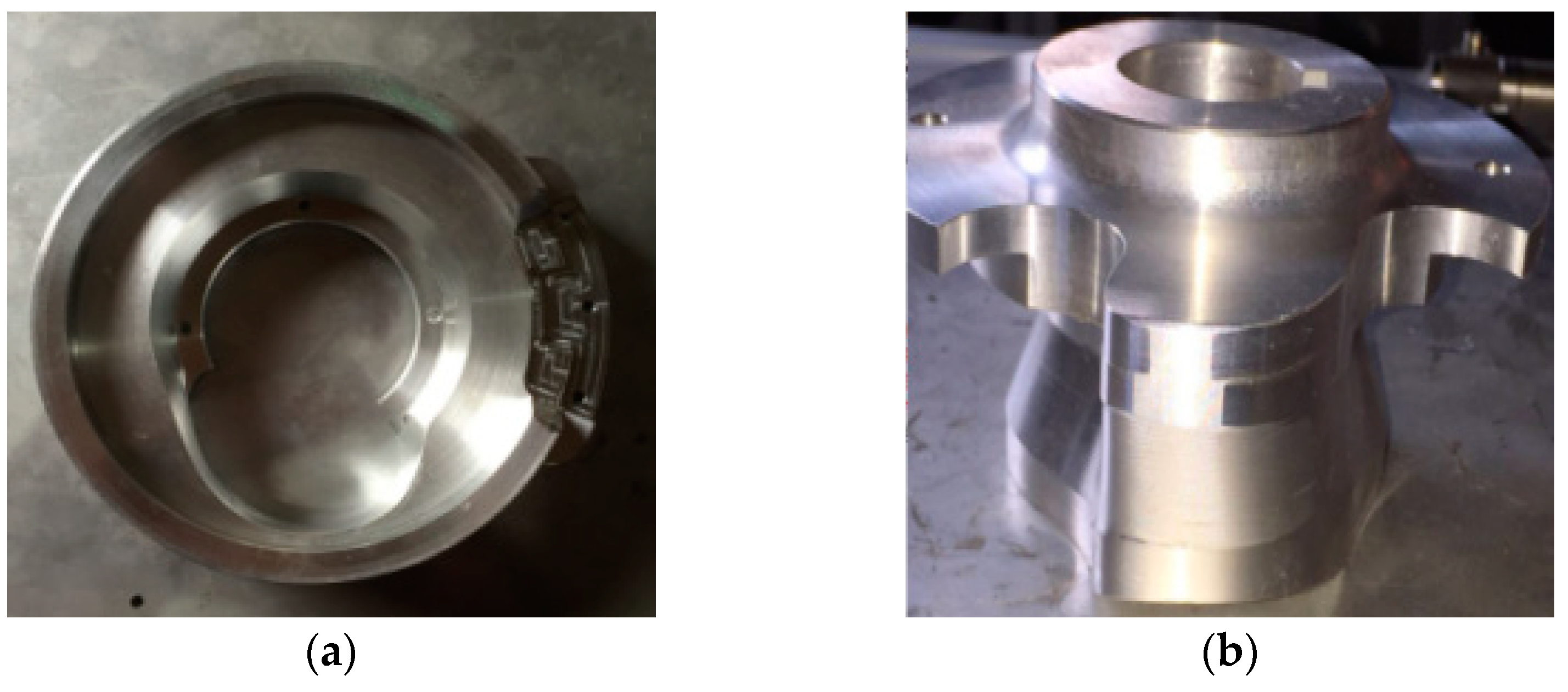
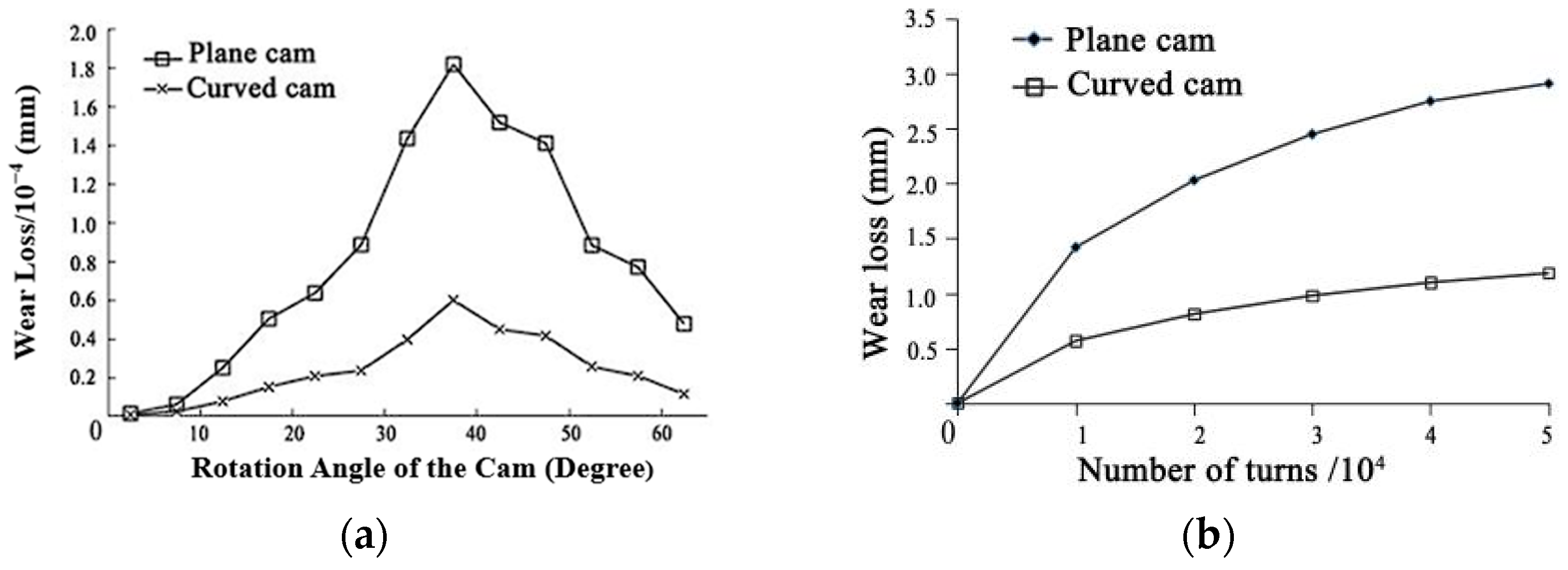
5.1. The Calculation Results of the Wear Model and Wear Test
5.2. Comparison and Analysis of the Wear Model Calculation Results and the Test Tesults
6. Conclusions
- (1)
- A kinematic model of the spatial knot-tripping mechanism is established, and a line-contact curved cam mechanism with the cutter arm swinging according to the sinusoidal acceleration is designed, which significantly reduces the contact force between the planar cam and the spherical roller of the original knot-tripping mechanism and eliminates the impact between the roller and the cam.
- (2)
- The wear test results of the knot-tripping mechanism of the aluminum cam show that, when the twine tension is 120 N and the spindle speed is 60 rpm, the wear of the curved cam is reduced by 43%, 56%, 46%, and 37%, respectively, compared with the planar cam for 200, 600, 1300, and 2000 knots. The errors between the calculated and measured wear values of the curved cam are 9.48%, 6.01%, 7.27%, and 9.95%, respectively. The effectiveness of the spatial cam-roller wear model and the correctness of the curved cam design are verified.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gao, Z. Quantity and Utilization of Crop Straw Resources in China. IOP Conf. Ser. Earth Environ. Sci. 2020, 598, 012103. [Google Scholar] [CrossRef]
- Zhou, D.; Li, M.; Li, Y.; Qi, J.; Liu, K.; Cong, X.; Tian, X. Detection of ground straw coverage under conservation tillage based on deep learning. Comput. Electron. Agric. 2020, 172, 105369. [Google Scholar] [CrossRef]
- Cui, X.; Guo, L.; Li, C.; Liu, M.; Wu, G.; Jiang, G. The total biomass nitrogen reservoir and its potential of replacing chemical fertilizers in China. Renew. Sustain. Energy Rev. 2021, 135, 110215. [Google Scholar] [CrossRef]
- McAfee, J.R.; Shinners, K.J.; Friede, J.C. Twine tension in high-density large square bales. Appl. Eng. Agric. 2018, 34, 515–525. [Google Scholar] [CrossRef]
- Askey, J.C. Advanced Bale Weighing with Integrated Mass Yield System for Large Square Balers; Lowa State University: Ames, IA, USA, 2018. [Google Scholar]
- Flick, D.E.; Nigon, C.M.; Shinners, K.J.; Friede, J.C. Control system for a continuous compaction large square baler. Comput. Electron. Agric. 2019, 165, 104969. [Google Scholar] [CrossRef]
- Ferraresi, C.; Franco, W.; Quaglia, G. Designing Human Powered Balers for Straw Bale Construction in Developing Countries: The Case of Haiti. In Mechanisms, Transmissions and Applications, Proceedings of the Fourth MeTrApp Conference 2017, Jeju-si, Republic of Korea, 19–22 March 2017; Springer: Cham, Switzerland, 2017. [Google Scholar]
- Tang, Z.; Zhang, B.; Liu, X.; Ren, H.; Li, X.; Li, Y. Structural model and bundling capacity of crawler picking and baling machine for straw wasted in field. Comput. Electron. Agric. 2020, 175, 105622. [Google Scholar] [CrossRef]
- Zhang, J.; Feng, B.; Guo, L.; Kong, L.; Zhao, C.; Yu, X.; Luo, W.; Kan, Z. Performance test and process parameter optimization of 9FF type square bale straw crusher. Int. J. Agric. Biol. Eng. 2021, 14, 232–240. [Google Scholar] [CrossRef]
- Yin, J.; Li, S.; Li, Y. Kinematic simulation and time series analysis of D-knotter and its ancillary mechanisms. Nongye Jixie Xuebao/Trans. Chin. Soc. Agric. Mach. 2011, 42, 103–107. [Google Scholar]
- Zhang, A.; Feng, Y.; Dong, H.; Zhang, S.; Han, L. Parameter Analysis of Spatial Angle about Rope-cliping and Hook of D-knotter. Nongye Jixie Xuebao/Trans. Chin. Soc. Agric. Mach. 2018, 49, 100–109. [Google Scholar] [CrossRef]
- Xiong, Y.; Li, H.; Chen, L.; Zhang, S.; Wei, W.; Han, L. Analysis and modification of interaction between wiper mechanism and billhook mechanism for knotter. Nongye Jixie Xuebao/Trans. Chin. Soc. Agric. Mach. 2016, 47, 44–50. [Google Scholar] [CrossRef]
- Li, H.; Xiong, Y.; Chen, L.; Zhang, S.; Li, X.; Han, L. Wear research and improved design of D-knotter wiper mechanism. Nongye Jixie Xuebao/Trans. Chin. Soc. Agric. Mach. 2015, 46, 118–124. [Google Scholar] [CrossRef]
- The Newfoundland circular knotter won the gold medal at the Edison Invention Award in 2021(2021). Agric. Mach. 2021, 8, 36. [CrossRef]
- Feuerborn, B. Krone Ballenpressen neuer Knoter ohne Schnipsel [EBOL]. 25 February 2022. Available online: https://www.agrarheute.com/technik/krone-ballenpressen-neuer-knoter-ohne-schnipsel-590703 (accessed on 20 October 2023). (In German).
- Osman, T.; Velex, P. Static and dynamic simulations of mild abrasive wear in wide-faced solid spur and helical gears. Mech. Mach. Theory 2010, 45, 911–924. [Google Scholar] [CrossRef]
- Kahraman, A.; Bajpai, P.; Anderson, N.E. Influence of Tooth Profile Deviations on Helical Gear Wear. J. Mech. Des. 2005, 127, 656–663. [Google Scholar] [CrossRef]
- Janakiraman, V.; Li, S.; Kahraman, A. An investigation of the impacts of contact parameters on wear coefficient. J. Tribol. 2014, 136, 69–74. [Google Scholar] [CrossRef]
- Flodin, A.; Andersson, S. Simulation of mild wear in spur gears. Wear 1997, 207, 16–23. [Google Scholar] [CrossRef]
- Liu, R.; Li, D.Y. Modification of Archard’s equation by taking account of elastic/pseudo elastic properties of materials. Wear 2001, 251, 956–964. [Google Scholar] [CrossRef]
- Wen, S.-C.; Huang, P.; Tian, Y.; Ma, L. Principles of Tribology, 5th ed.; Tsinghua University Press: Beijing, China, 2018. [Google Scholar]
- Liu, B.; Bruni, S.; Lewis, R. Numerical calculation of wear in rolling contact based on the Archard equation: Effect of contact parameters and consideration of uncertainties. Wear 2021, 490–491, 204188. [Google Scholar] [CrossRef]
- Qin, W.; Duan, L. Wear predictions for cams in line contacts based on multidisciplinary simulation. Ind. Lubr. Tribol. 2015, 67, 159–165. [Google Scholar] [CrossRef]
- Heinstein, M.W.; Mello, F.J.; Attaway, S.W.; Laursen, T.A. Contact-impact modeling in explicit transient dynamics. Comput. Methods Appl. Mech. Eng. 2000, 187, 621–640. [Google Scholar] [CrossRef]
- Kahraman, A.; Ding, H. A Methodology to Predict Surface Wear of Planetary Gears Under Dynamic Conditions. Mechanics Based Des. Struct. Mach. Int. J. 2010, 38, 493–515. [Google Scholar] [CrossRef]
- Chen, H.; Xu, H.; Zhang, L.; Zhou, F.; Zou, T. Investigation on Theoretic Profile Curve of the Spherical Cam Transmission Mechanism in a Twin-Rotor Piston Engine; College of Artificial Intelligence, National University of Defense Technology: Changsha, China, 2019; p. 410073. [Google Scholar]
- Wang, H. Straw/spring teeth interaction analysis of baler picker in smart agriculture via an adams-dem coupled simulation method. Machines 2021, 9, 296. [Google Scholar] [CrossRef]
- Zhou, M.; Xu, J.; Tong, J.; Yu, G.; Zhao, X.; Xie, J. Design and experiment of integrated automatic transplanting mechanism for taking and planting of flower plug seedlings. Nongye Gongcheng Xuebao/Trans. Chin. Soc. Agric. Eng. 2018, 37, 44–51. [Google Scholar]
- Yin, J.; Gao, Q.; Chen, Y. Virtual knotting method of knotter based on rigid-flexible contact dynamics. Nongye Jixie Xuebao/Trans. Chin. Soc. Agric. Mach. 2016, 47, 85–92. [Google Scholar] [CrossRef]
- Waterman, N.A. Wear Control Handbook; Peterson, M.B., Winer, W.O., Eds.; Tribology International: Bristol, UK, 1981; Volume 14, p. 246. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of Knots | 200 | 600 | 1300 | 2000 |
|---|---|---|---|---|
| Calculated wear of planar cam (mm) | 0.489 | 0.965 | 1.391 | 1.753 |
| Measured wear of planar cam (mm) | 0.444 | 0.850 | 1.166 | 1.419 |
| The deviation between the calculated wear value and the measured wear value of planar cam (%) | 9.65 | 12.67 | 17.60 | 21.59 |
| Calculated wear of curved cam (mm) | 0.231 | 0.355 | 0.583 | 0.812 |
| Measured wear of curved cam (mm) | 0.254 | 0.377 | 0.627 | 0.897 |
| The deviation between the calculated wear value and the measured wear value of curved cam (%) | 9.48 | 6.01 | 7.27 | 9.95 |
| Reduced wear of curved cams relative to planar cams (%) | 43 | 56 | 46 | 37 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, S.; Chen, Y.; Yin, J.; Zhou, M.; Chen, Z. Anti-Wear Design of the Knot-Tripping Mechanism and Knot-Tying Test for the Knotter. Lubricants 2023, 11, 475. https://doi.org/10.3390/lubricants11110475
Lv S, Chen Y, Yin J, Zhou M, Chen Z. Anti-Wear Design of the Knot-Tripping Mechanism and Knot-Tying Test for the Knotter. Lubricants. 2023; 11(11):475. https://doi.org/10.3390/lubricants11110475
Chicago/Turabian StyleLv, Shiyu, Yaming Chen, Jianjun Yin, Maile Zhou, and Zefu Chen. 2023. "Anti-Wear Design of the Knot-Tripping Mechanism and Knot-Tying Test for the Knotter" Lubricants 11, no. 11: 475. https://doi.org/10.3390/lubricants11110475