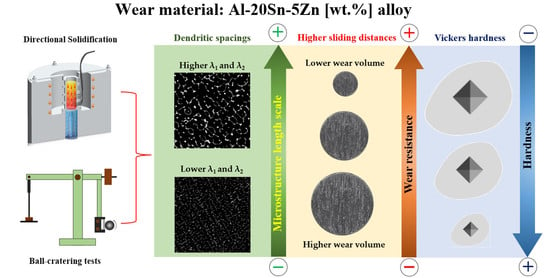
Dry Sliding Wear Features of an Al-20Sn-5Zn Alloy Affected by Microstructural Length Scales

 , ,
, ,
Abstract
:
1. Introduction
- Experimental determination of mathematical relations permitting to describe the coarsening of dendritic arms of an Al-20Sn-5Zn [wt.%] alloy during transient solidification;
- A better understanding of the wear features of the Al-20Sn-5Zn [wt.%] alloy, with a focus on the microstructure length scale;
- Proposal of Multiple Linear Regression (MLR) fits for the prediction of the wear features from microstructural parameters.
2. Materials and Methods
2.1. Solidification Experiments
2.2. Metallographic Examination and Chemical Analysis
2.3. Wear and Hardness Tests
3. Results and Discussion
3.1. Solidification Experiments
3.2. Microstructure Features and Their Relationship with Solidification Thermal Parameters
3.3. Wear Behavior
3.4. Effects of the Dendritic Arm Spacings on Wear Features
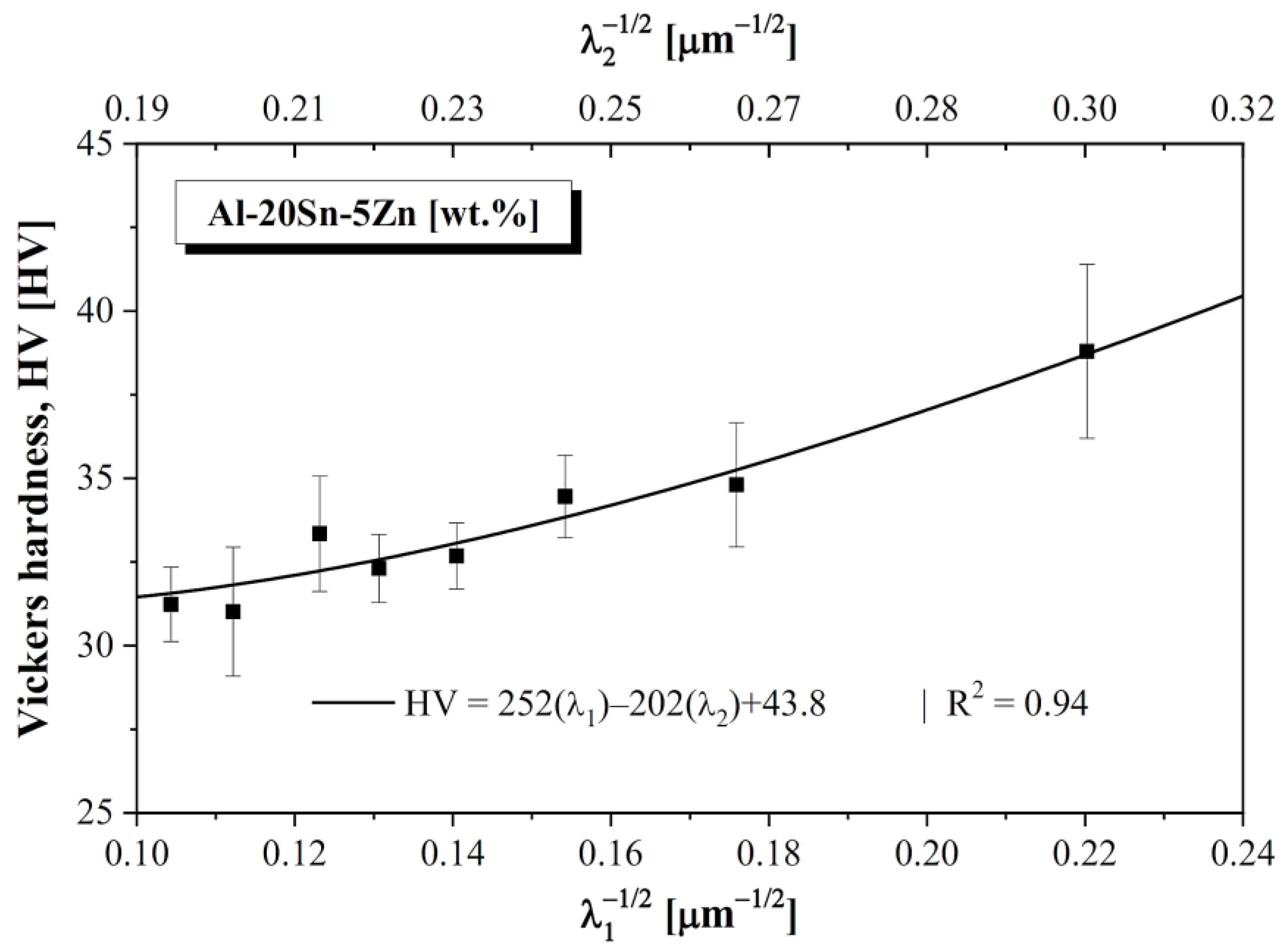
3.5. Inverse Relationship between Wear Resistance and Hardness
4. Conclusions
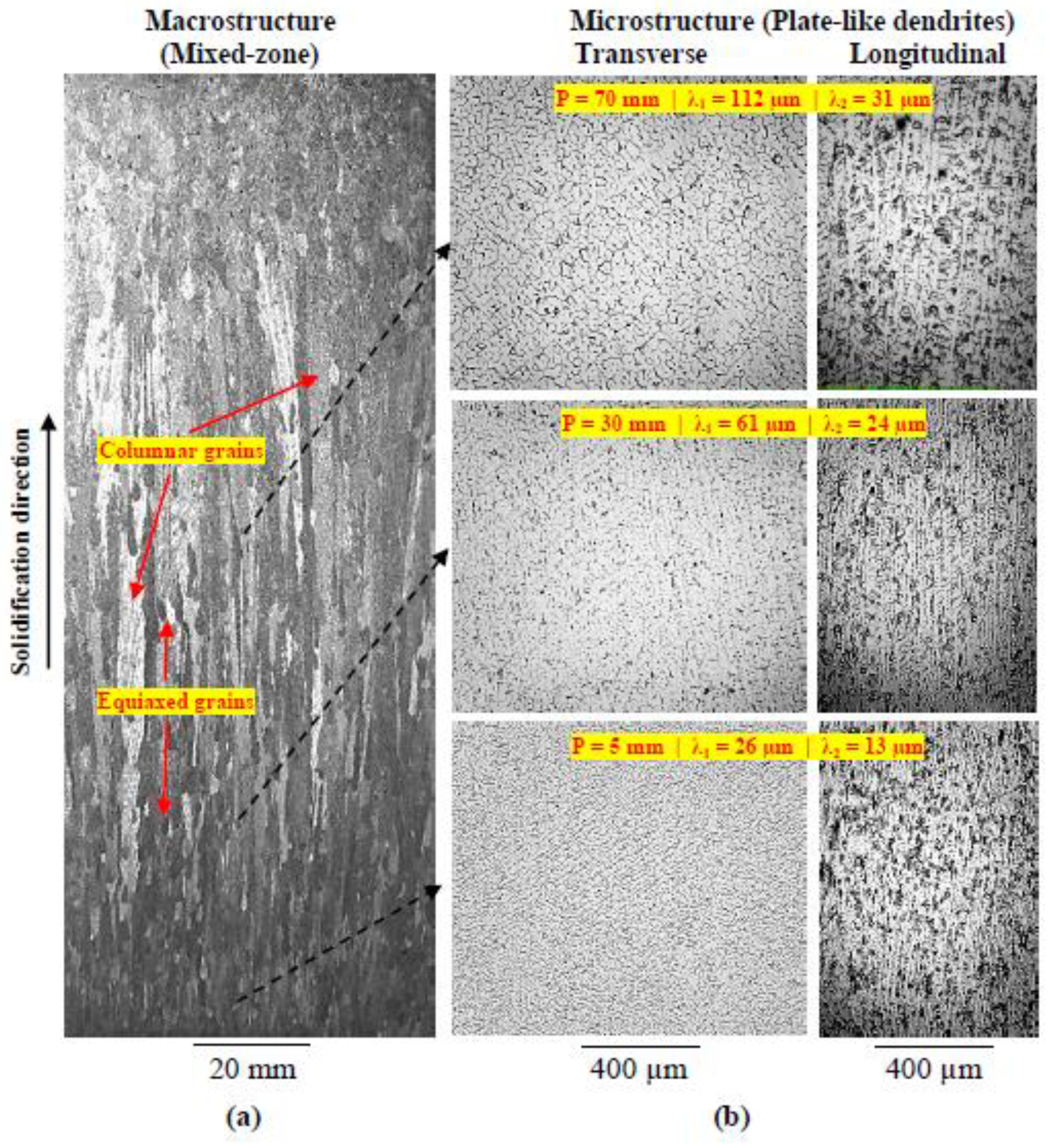
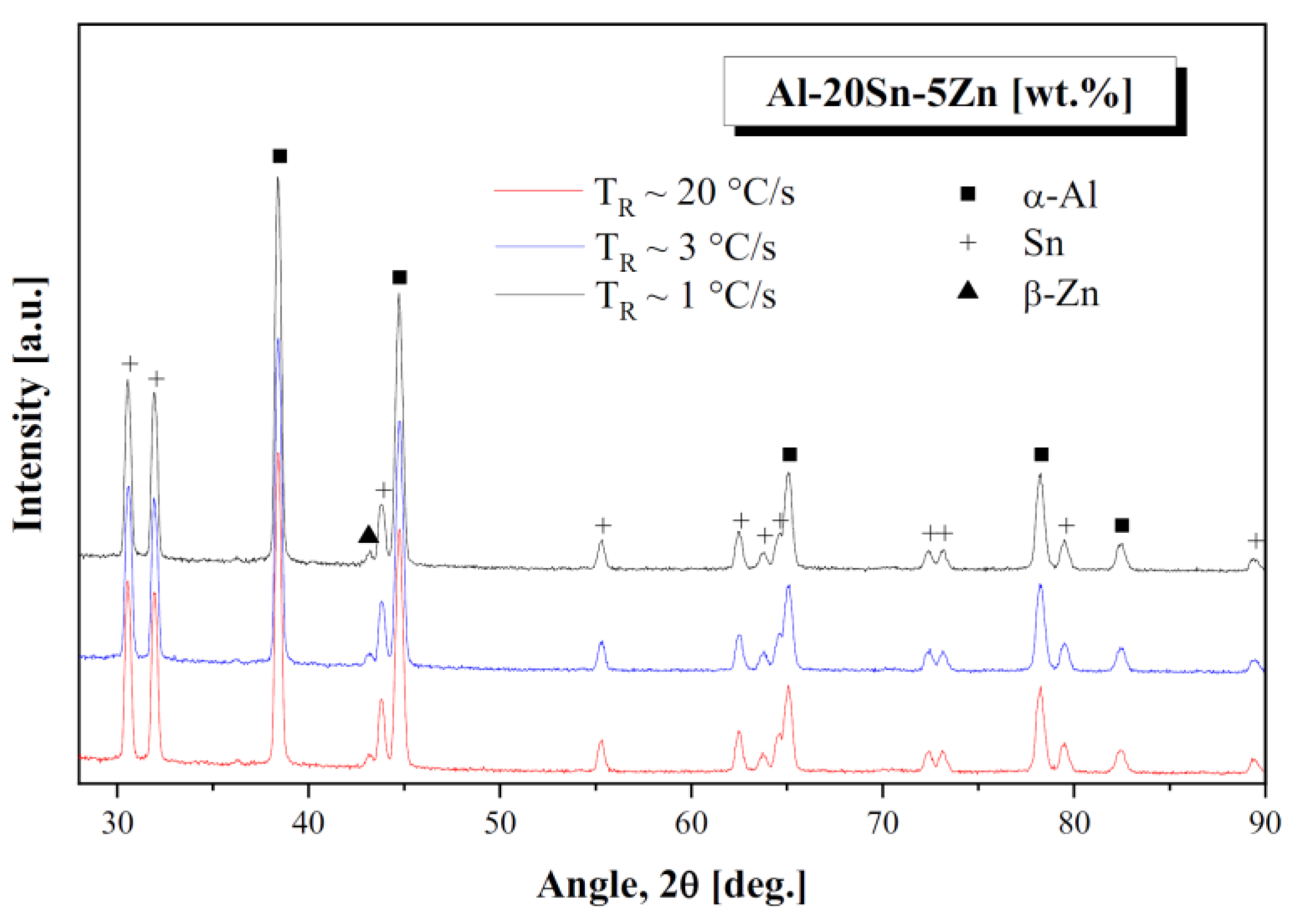
- For solidification under transient heat flow conditions, plate-like dendrites were shown to characterize the microstructural morphology of the Al-20Sn-5Zn [wt.%] alloy. In addition, the growth of the dendritic arm spacings (λ1 and λ2) as a function of solidification thermal parameters can be represented by experimental expressions with classical exponents proposed in the literature. Furthermore, the addition of 5 wt.% Zn to the Al-20 wt.% Sn alloy induced higher λ1, while λ2 remained almost unaffected;
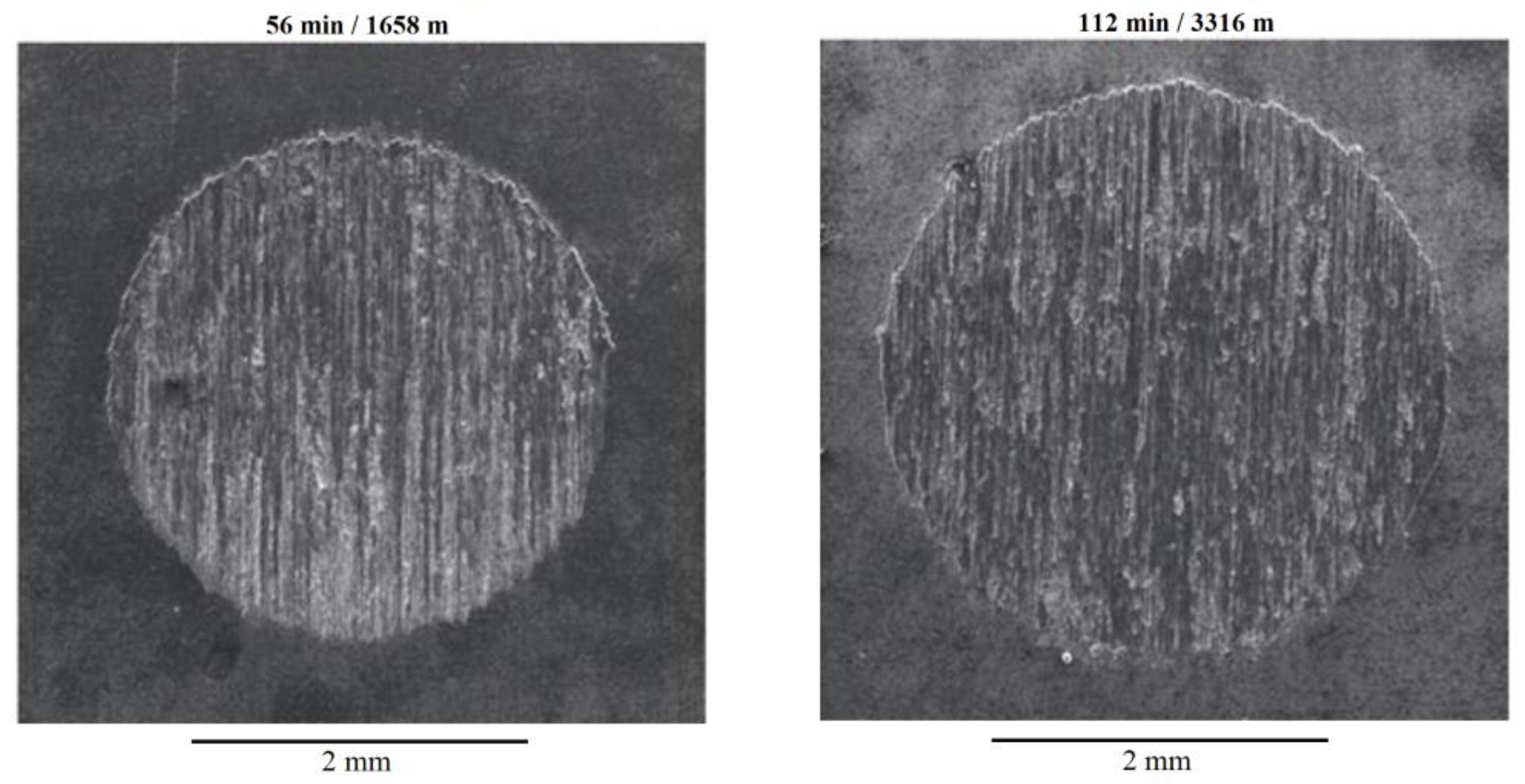
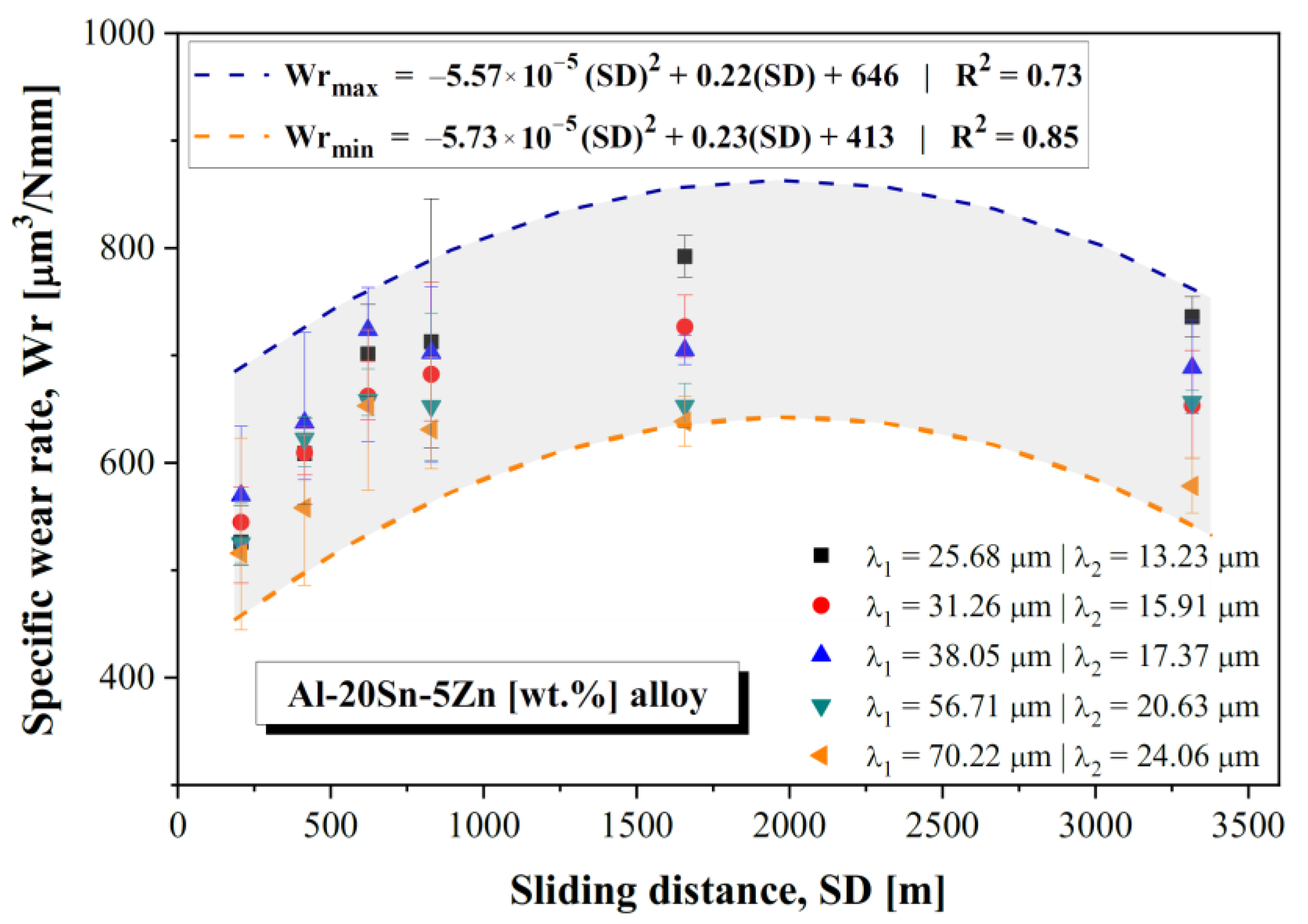
- The microstructure length scale was shown to influence the wear performance of the studied Al-Sn-Zn alloy. Especially for longer sliding distances, finer microstructures, i.e., regions with smaller dendrite arm spacings and with a more homogenous dispersion of Sn, were shown to be associated with comparatively lower wear resistance;
- For the sliding dry conditions adopted in this work, the Al-20Sn-5Zn [wt.%] alloy revealed an inverse relationship between wear resistance and hardness. This is justified by the more complex phenomena involved in wear, especially the lubricant action of Sn, oxidation process, and propensity to plastic deformation during wear;
- The addition of 5 wt.% Zn to the Al-20 wt.% Sn alloy was able to improve the wear resistance. In fact, the specific wear rates found for the studied alloy are compatible with that of other studies from the literature for other alloys, including Al-Si-Mg and Al-Bi-Ni;
- Experimental equations were proposed, permitting determination of the possible spectrum of specific wear rates in terms of the sliding distance, considering different microstructure length scales. MLR equations were shown to be able to determine a possible range of wear volume and wear coefficient according to the dendritic arm spacings.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, X.; Wang, D.; De Andrade, V.; Jiang, Y.; Wang, W.; Wen, S.; Gao, K.; Huang, H.; Chen, S.; Nie, Z. Dry Sliding Wear of Microalloyed Er-containing Al–10Sn–4Si–1Cu Alloy. J. Mater. Res. Technol. 2020, 9, 14828–14840. [Google Scholar] [CrossRef]
- Zeng, M.Q.; Hu, R.Z.; Song, K.Q.; Dai, L.Y.; Lu, Z.C. Enhancement of Wear Properties of Ultrafine-Structured Al–Sn alloy-embedded Sn nanoparticles through in situ synthesis. Tribol. Lett. 2019, 67, 84. [Google Scholar] [CrossRef]
- Liu, X.; Zeng, M.Q.; Ma, Y.; Zhu, M. Wear Behavior of Al–Sn alloys With Different Distribution of Sn Dispersoids Manipulated by Mechanical Alloying and Sintering. Wear 2008, 265, 1857–1863. [Google Scholar] [CrossRef]
- Li, S.; Li, Y.; Guo, H.; Wen, Z.; Zhu, Z. Effect of Electromagnetic Stirring Frequency on Tribological Performance and Corrosion Resistance of Al-Sn Bearing Alloy. Mater. Today Commun. 2022, 32, 103898. [Google Scholar] [CrossRef]
- Cruz, K.S.; Meza, E.S.; Fernandes, F.A.; Quaresma, J.; Casteletti, L.C.; Garcia, A. Dendritic Arm Spacing Affecting Mechanical Properties and Wear Behavior of Al-Sn and Al-Si alloys Directionally Solidified Under Unsteady-State Conditions. Metall. Mater. Trans. A 2010, 41, 972–984. [Google Scholar] [CrossRef]
- Wang, D.; Wu, X.; Gao, K.; Wen, S.; Wu, H.; Qiu, J.; Wei, W.; Huang, H.; Zhou, D.; Nie, Z. Study on The Microstructure and Wear Behavior of Mg-containing Al–12Sn–4Si Alloys. J. Mater. Res. Technol. 2022, 18, 338–351. [Google Scholar] [CrossRef]
- Bertelli, F.; Freitas, E.S.; Cheung, N.; Arenas, M.A.; Conde, A.; de Damborenea, J.; Garcia, A. Microstructure, Tensile Properties and Wear Resistance Correlations on Directionally Solidified Al-Sn-(Cu; Si) Alloys. J. Alloys Compd. 2017, 695, 3621–3631. [Google Scholar] [CrossRef]
- Lu, Z.C.; Gao, Y.; Zeng, M.Q.; Zhu, M. Improving Wear Performance of Dual-scale Al–Sn alloys: The Role of Mg Addition in Enhancing Sn Distribution and Tribolayer Stability. Wear 2014, 309, 216–225. [Google Scholar] [CrossRef]
- Costa, T.A.; Dias, M.; Freitas, E.S.; Casteletti, L.C.; Garcia, A. The Effect of Microstructure Length Scale on Dry Sliding Wear Behaviour of Monotectic Al-Bi-Sn Alloys. J. Alloys Compd. 2016, 689, 767–776. [Google Scholar] [CrossRef]
- Abu-Zeid, O.A. Tribology and Corrosion of Al-1.5wt.% Zn-5wt.% Sn Ion Platings. Wear 1990, 139, 313–318. [Google Scholar] [CrossRef]
- Zhang, F.; Edalati, K.; Arita, M.; Horita, Z. Hydrolytic Hydrogen Production on Al–Sn–Zn Alloys Processed by High-Pressure Torsion. Materials 2018, 11, 1209. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barros, A.; Cruz, C.; Garcia, A.; Cheung, N. Corrosion Behavior of an Al–Sn–Zn Alloy: Effects of Solidification Microstructure Characteristics. J. Mater. Res. Technol. 2021, 12, 257–263. [Google Scholar] [CrossRef]
- Popoola, A.P.; Fatoba, O.S.; Aigbodion, V.S.; Popoola, O.M. Tribological Evaluation of Mild Steel with Ternary Alloy of Zn-Al-Sn by Laser Deposition. Int. J. Adv. Manuf. Technol. 2017, 89, 1443–1449. [Google Scholar] [CrossRef]
- Shuai, C.; Xue, L.; Gao, C.; Peng, S.; Zhao, Z. Rod-like Eutectic Structure in Biodegradable Zn–Al–Sn Alloy Exhibiting Enhanced Mechanical Strength. ACS Biomater. Sci. Eng. 2020, 6, 3821–3831. [Google Scholar] [CrossRef]
- Manjunath, G.K.; Bhat, K.U.; Kumar, G.P. Dry Sliding Wear Behaviour of Al-5Zn-2Mg Alloy Processed by Severe Plastic Deformation. Mater. Today Proc. 2021, 46, 9232–9238. [Google Scholar] [CrossRef]
- Sadawy, M.; Metwally, H.; Abd El-Aziz, H.; Adbelkarim, A.; Mashaal, H.; Kandil, A. The Role of Sn on Microstructure, Wear and Corrosion Properties of Al-5Zn-2.5 Mg-1.6 Cu-xSn Alloy. Mater. Res. Express 2022, 9, 096507. [Google Scholar] [CrossRef]
- Kakitani, R.; Konno, C.; Garcia, A.; Cheung, N. The Effects of Solidification Cooling and Growth Rates on Microstructure and Hardness of Supersaturated Al-7% Si-x% Zn Alloys. J. Mater. Eng. Perform. 2022, 31, 1956–1970. [Google Scholar] [CrossRef]
- Oliveira, R.; Cruz, C.; Barros, A.; Bertelli, F.; Spinelli, J.E.; Garcia, A.; Cheung, N. Thermal Conductance at Sn-0.5 mass% Al Solder Alloy/Substrate Interface as a Factor for Tailoring Cellular/Dendritic Growth. J. Therm. Anal. Calorim. 2022, 147, 4945–4958. [Google Scholar] [CrossRef]
- Botelho, T.M.; Azevedo, H.M.; Machado, G.H.; Barbosa, C.R.; Rocha, F.S.; Costa, T.A.; Rocha, O.L. Effect of Solidification Process Parameters on Dry Sliding Wear Behavior of AlNiBi alloy. Trans. Nonferrous Met. Soc. 2020, 30, 582–594. [Google Scholar] [CrossRef]
- Azevedo, H.M.; Botelho, T.M.; Barbosa, C.R.; Sousa, A.P.; Costa, T.A.; Rocha, O.L. Study of Dry Wear Behavior and Resistance in Samples of a Horizontally Solidified and T6/Heat-Treated Automotive AlSiMg Alloy. Tribol. Lett. 2020, 68, 60. [Google Scholar] [CrossRef]
- Jung, H.; Mangelinck-Noël, N.; Nguyen-Thi, H.; Billia, B. Columnar to Equiaxed Transition During Directional Solidification in Refined Al-based Alloys. J. Alloys Compd. 2009, 484, 739–746. [Google Scholar] [CrossRef]
- Bertelli, F.; Brito, C.; Ferreira, I.L.; Reinhart, G.; Nguyen-Thi, H.; Mangelinck-Noel, N.; Cheung, N.; Garcia, A. Cooling Thermal Parameters, Microstructure, Segregation and Hardness in Directionally Solidified Al–Sn-(Si; Cu) Alloys. Mater. Des. 2015, 72, 31–42. [Google Scholar] [CrossRef]
- Lancaster, J.K. Material-Specific Wear Mechanisms: Relevance to Wear Modelling. Wear 1990, 141, 159–183. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metals | Al | Zn | Sn | Fe | Ni | Cu | Ag | Pb |
|---|---|---|---|---|---|---|---|---|
| Al | Balance | 0.005 | - | 0.073 | 0.006 | 0.01 | - | 0.006 |
| Zn | - | Balance | 0.0010 | 0.001 | 0.001 | 0.115 | - | 0.002 |
| Sn | 0.0006 | 0.0020 | Balance | 0.0025 | 0.0001 | 0.0004 | 0.0002 | 0.001 |
| Dependent Variable | Statistical Term | Statistical Values | ||
|---|---|---|---|---|
| Wv (test time = 56 min) | R2 | 0.9889 | ||
| F | 0.01102 | |||
| Intercept | λ1−1/2 | λ2−1/2 | ||
| Coefficient | 0.18389 | 0.49149 | 0.12120 | |
| p-value | 0.25127 | 0.69923 | 0.9279 | |
| Wv (test time = 112 min) | R2 | 0.7706 | ||
| F | 0.22942 | |||
| Intercept | λ1−1/2 | λ2−1/2 | ||
| Coefficient | −0.12417 | −3.99352 | 5.35635 | |
| p-value | 0.91099 | 0.71246 | 0.64975 | |
| HV | R2 | 0.9369 | ||
| F | 0.000250 | |||
| Intercept | λ1−1/2 | λ2−1/2 | ||
| Coefficient | 43.833 | 252.3641 | −202.5826 | |
| p-value | 0.01318 | 0.09887 | 0.185978 | |
| K (maximum) | R2 | 0.9765 | ||
| F | 0.02341 | |||
| Intercept | λ1−1/2 | λ2−1/2 | ||
| Coefficient | 0.0000401 | 0.000365 | -0.000293 | |
| p-value | 0.26523 | 0.282212 | 0.39030 | |
| K (minimum) | R2 | 0.8377 | ||
| F | 0.1622 | |||
| Intercept | λ1−1/2 | λ2−1/2 | ||
| Coefficient | −0.000023589 | −0.00027 | 0.0003438 | |
| p-value | 0.5939 | 0.5259 | 0.4679 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barros, A.; Cruz, C.; Botelho, T.; Silva, A.; Casteletti, L.; Garcia, A.; Cheung, N. Dry Sliding Wear Features of an Al-20Sn-5Zn Alloy Affected by Microstructural Length Scales. Lubricants 2022, 10, 352. https://doi.org/10.3390/lubricants10120352
Barros A, Cruz C, Botelho T, Silva A, Casteletti L, Garcia A, Cheung N. Dry Sliding Wear Features of an Al-20Sn-5Zn Alloy Affected by Microstructural Length Scales. Lubricants. 2022; 10(12):352. https://doi.org/10.3390/lubricants10120352
Chicago/Turabian StyleBarros, André, Clarissa Cruz, Tamires Botelho, Adrina Silva, Luiz Casteletti, Amauri Garcia, and Noé Cheung. 2022. "Dry Sliding Wear Features of an Al-20Sn-5Zn Alloy Affected by Microstructural Length Scales" Lubricants 10, no. 12: 352. https://doi.org/10.3390/lubricants10120352