Implementation of Sustainable Vegetable-Oil-Based Minimum Quantity Cooling Lubrication (MQCL) Machining of Titanium Alloy with Coated Tools

 ,
,  ,
, 
Abstract
:1. Introduction
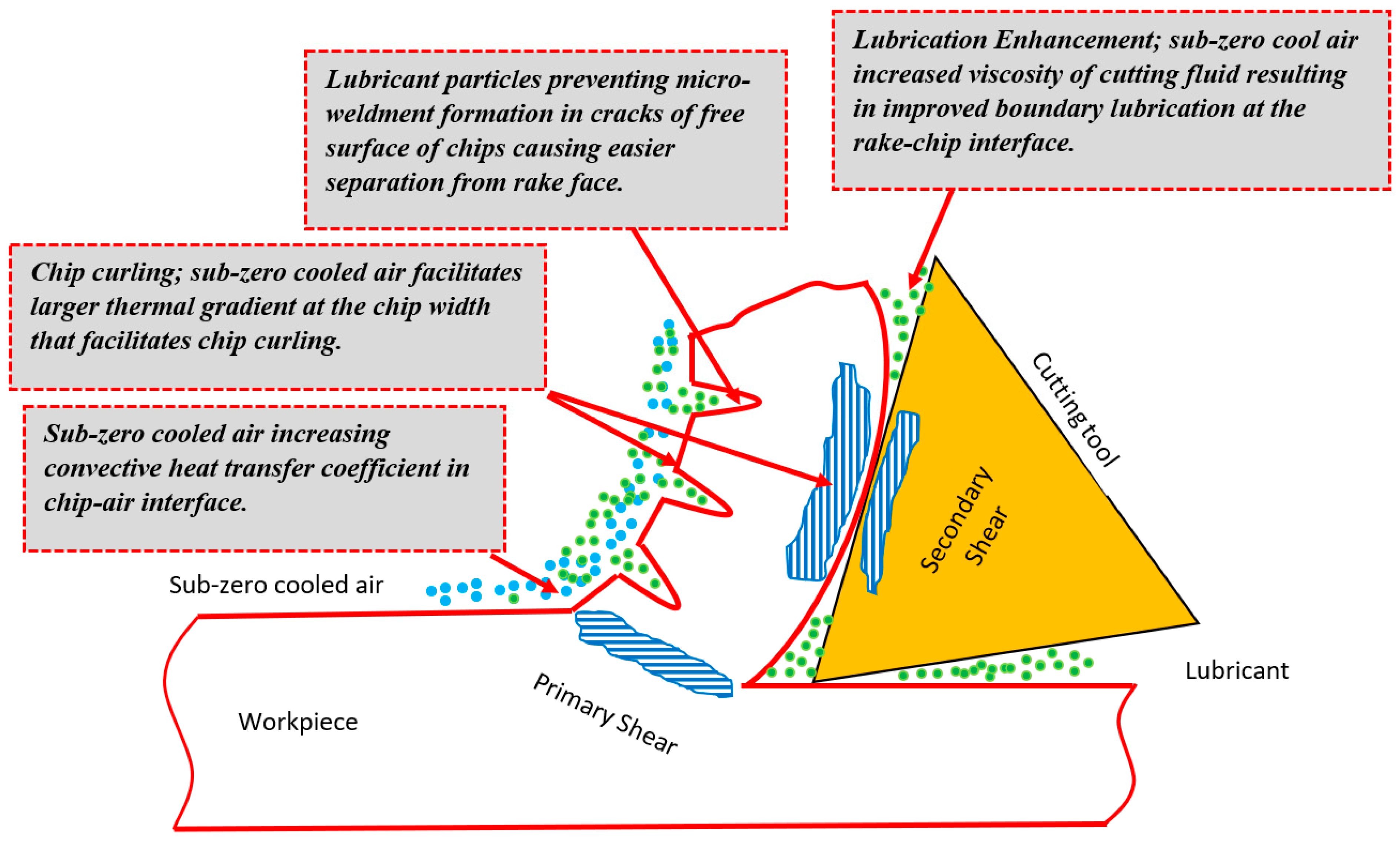
2. Minimum Quantity Cooling Lubrication Mechanisms
3. Experimental Investigations
3.1. Material Preparation
3.2. Machine and Cutting Tool
3.3. Responses and Measurement
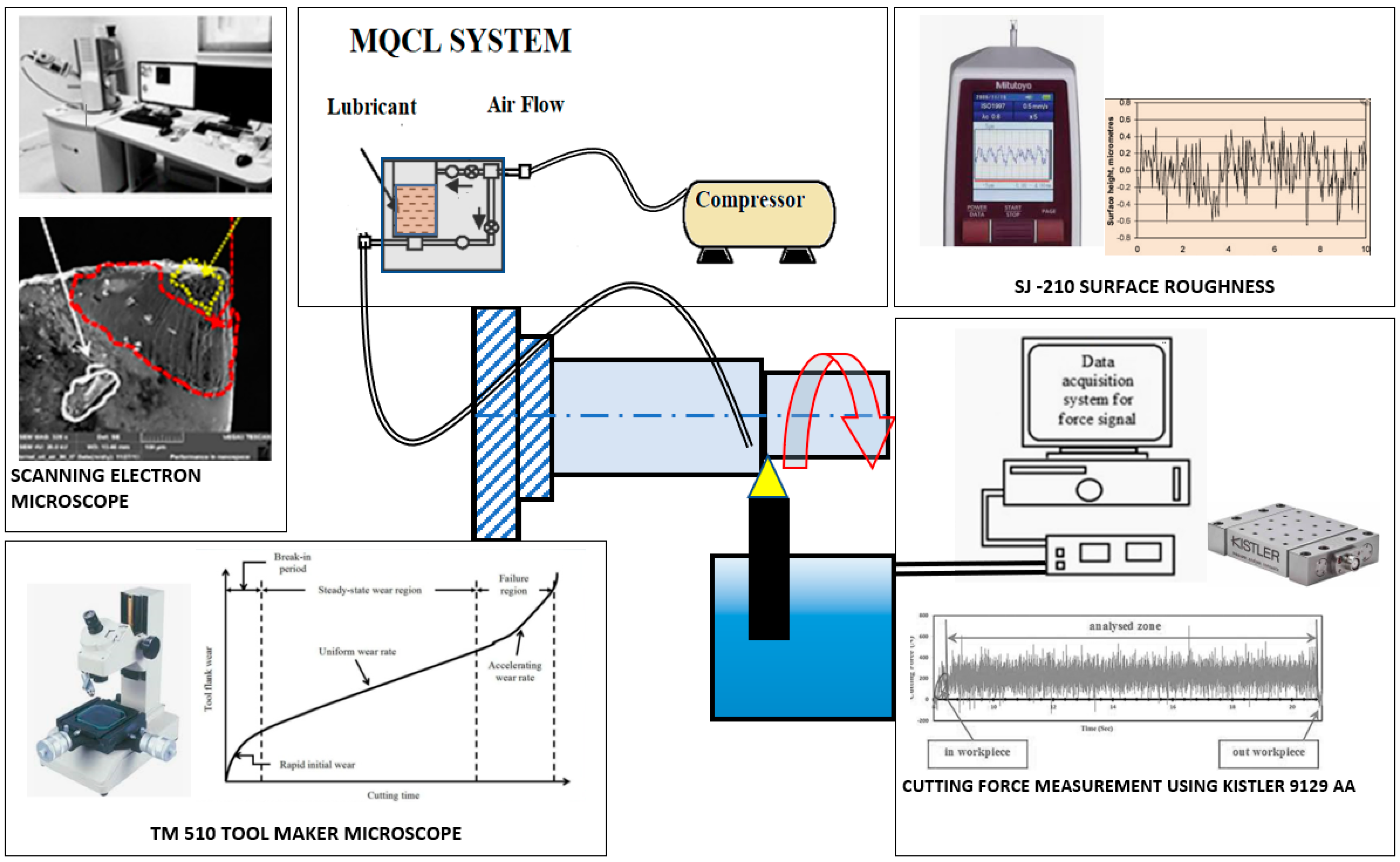
3.4. MQCL System Details
3.5. Design of Experiment
4. Results and Discussion
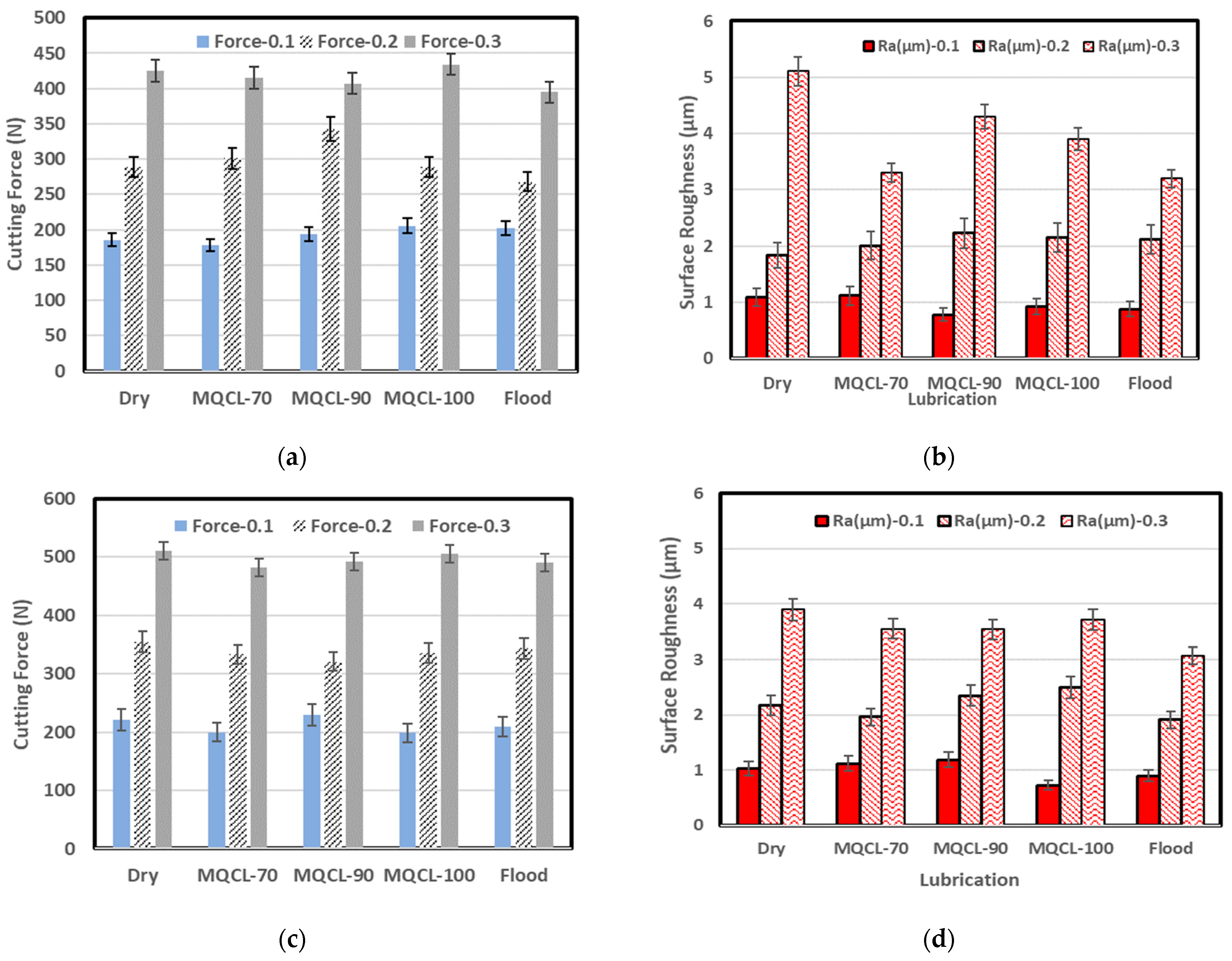
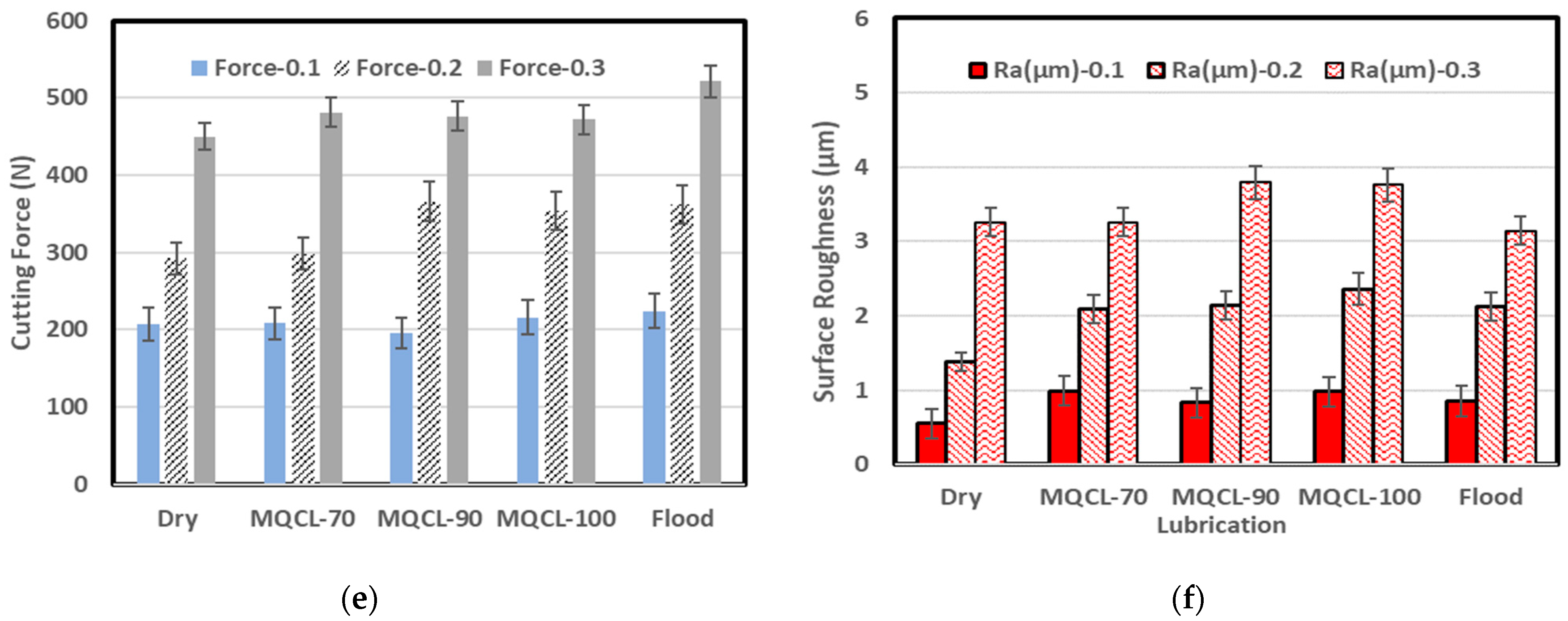
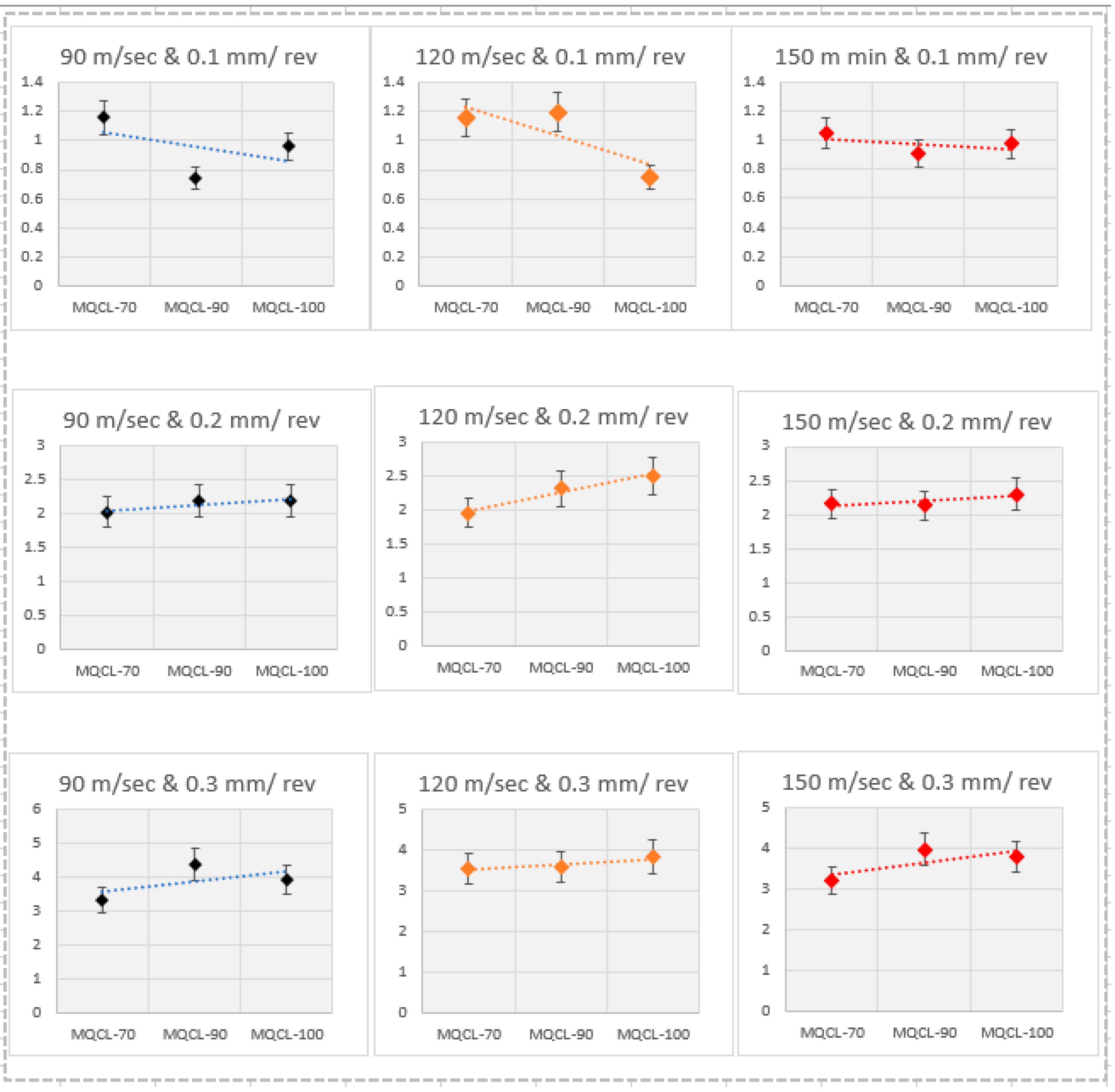
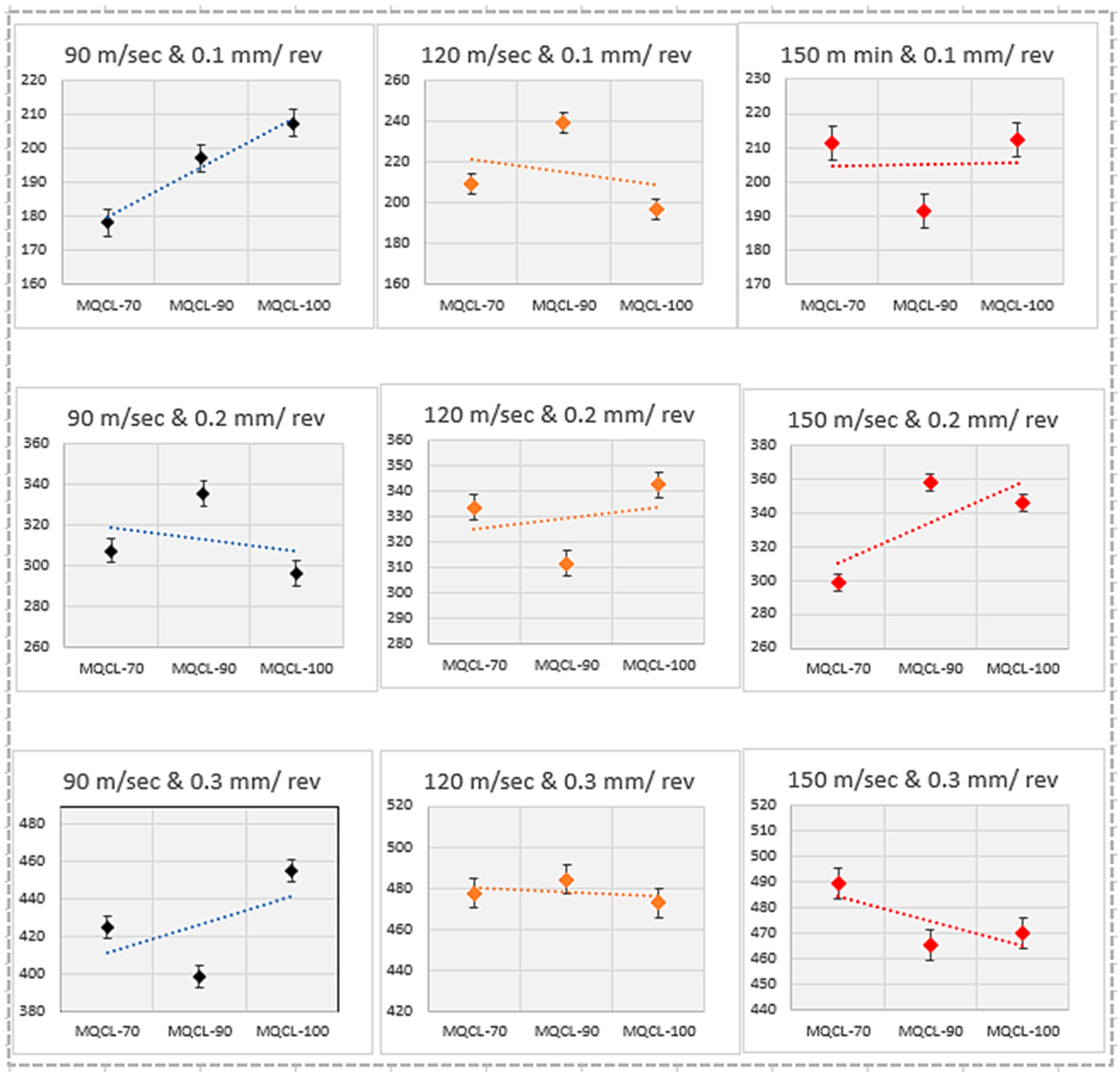
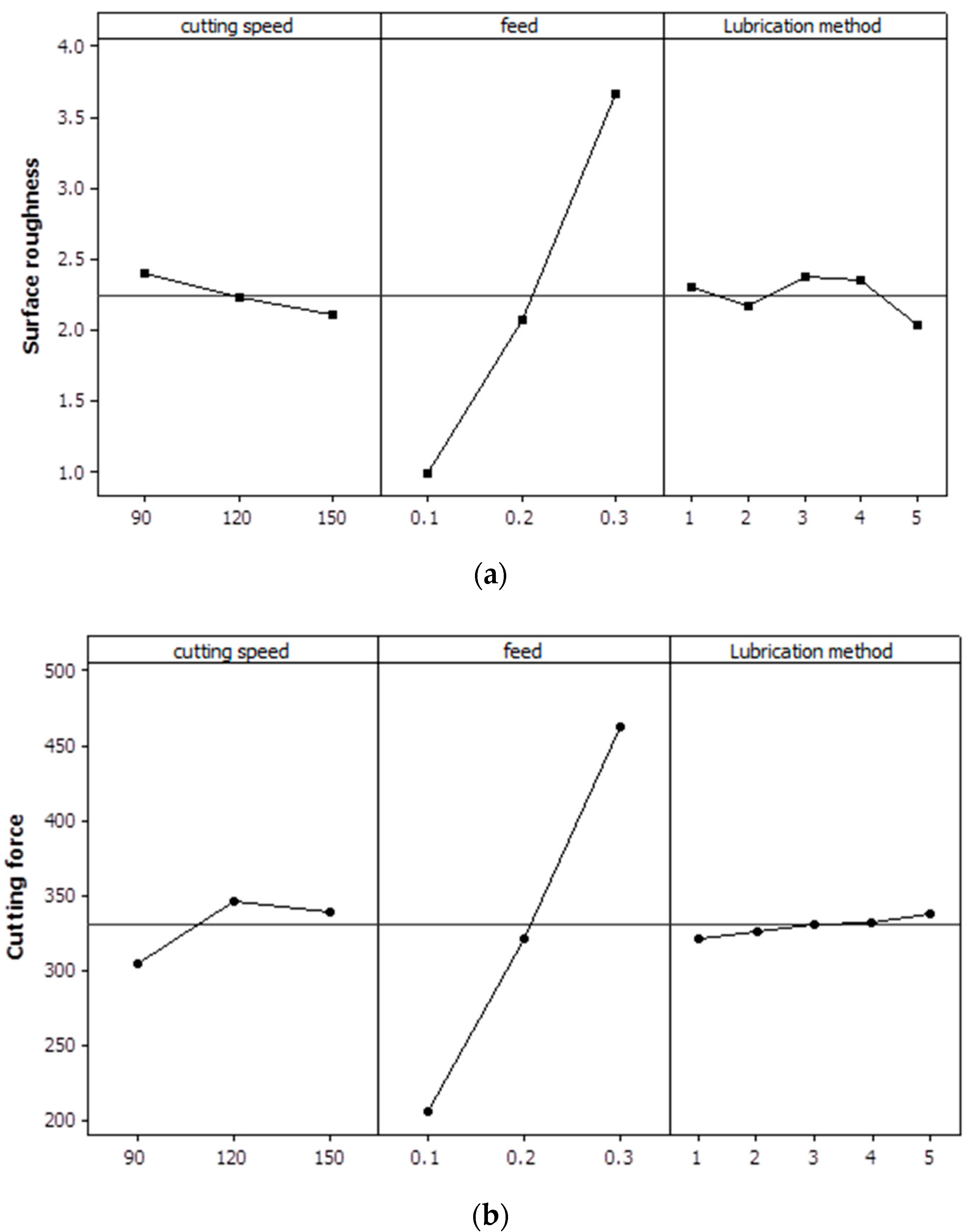
4.1. Cutting Force and Surface Roughness
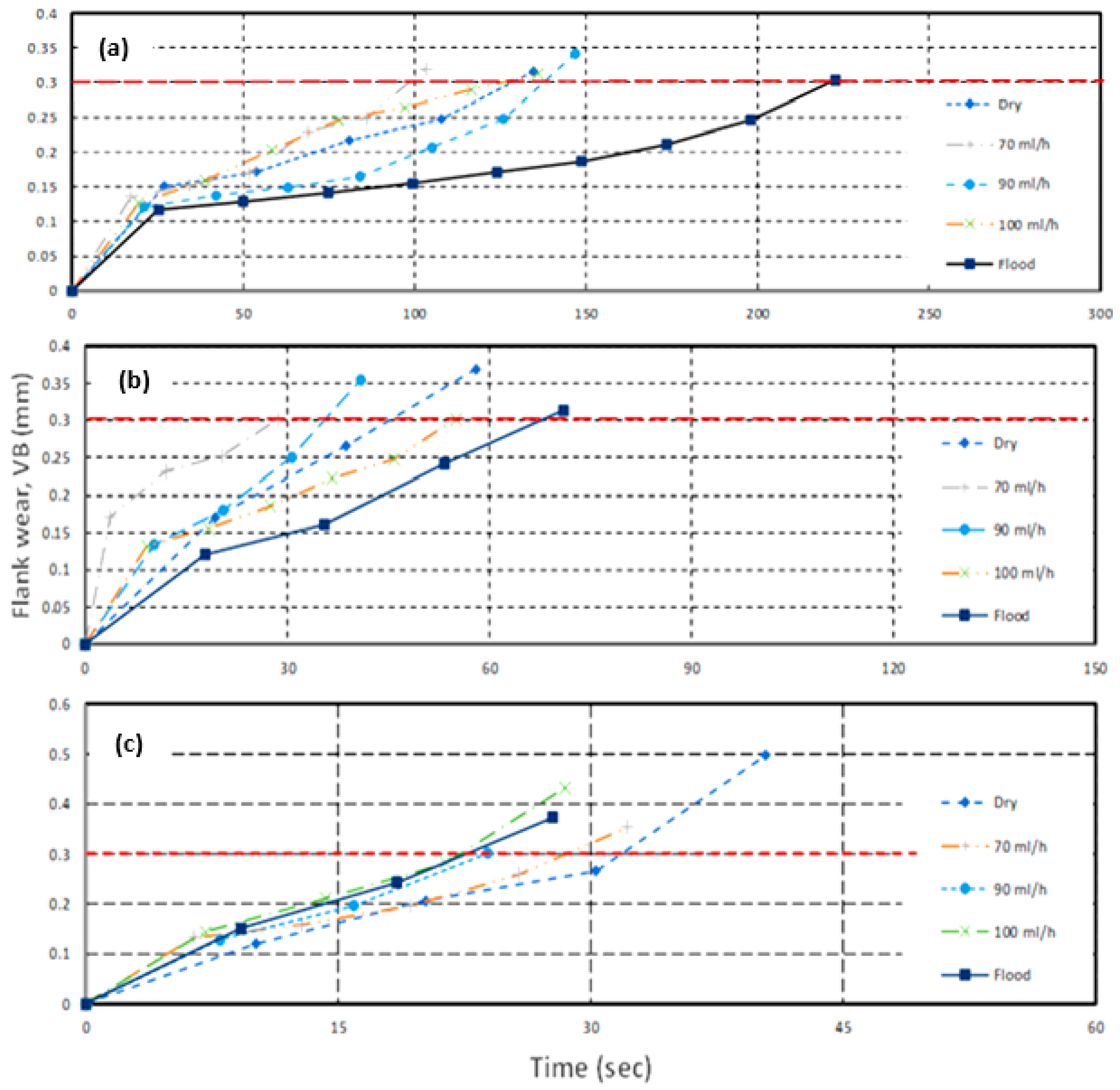
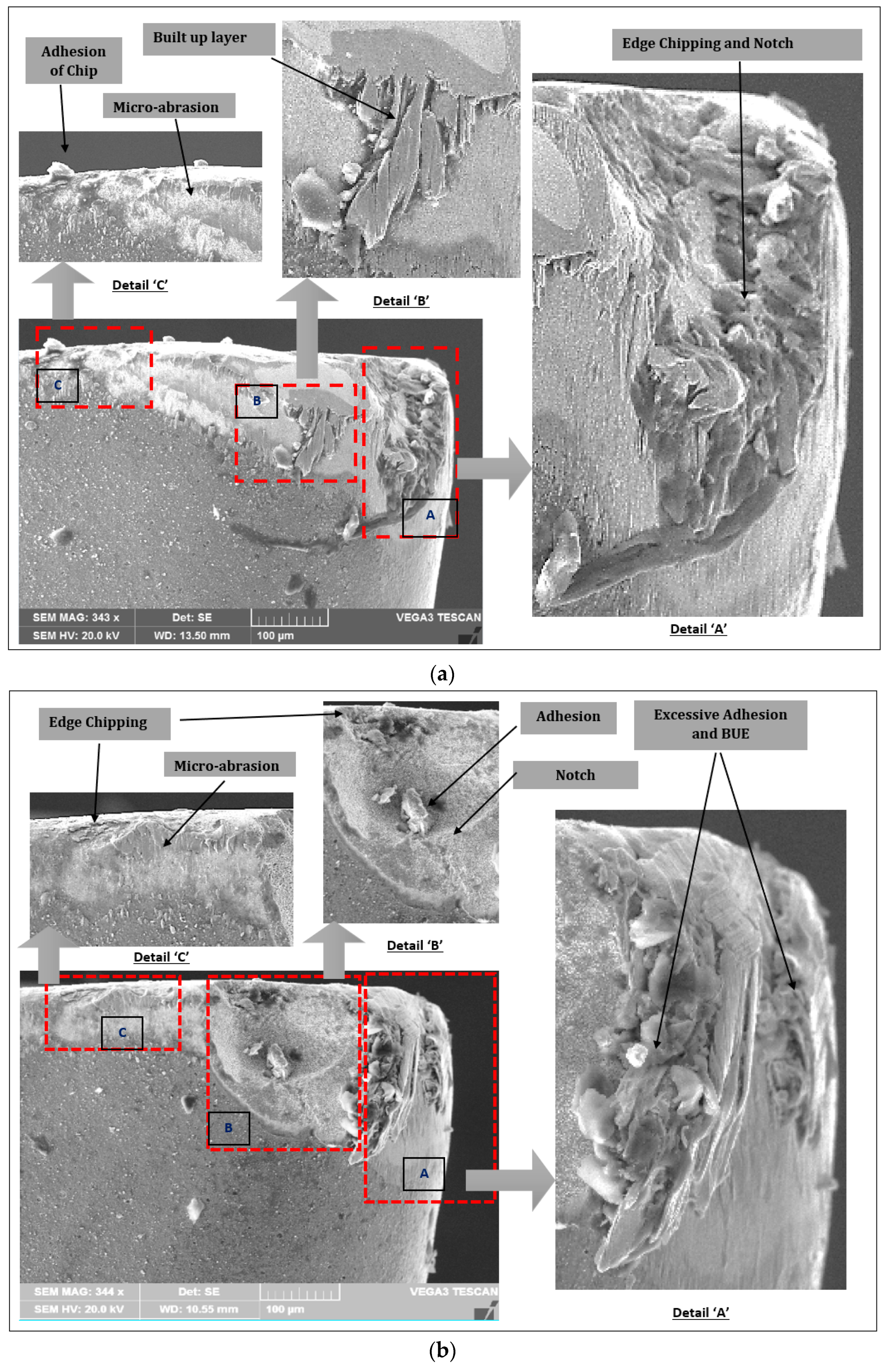
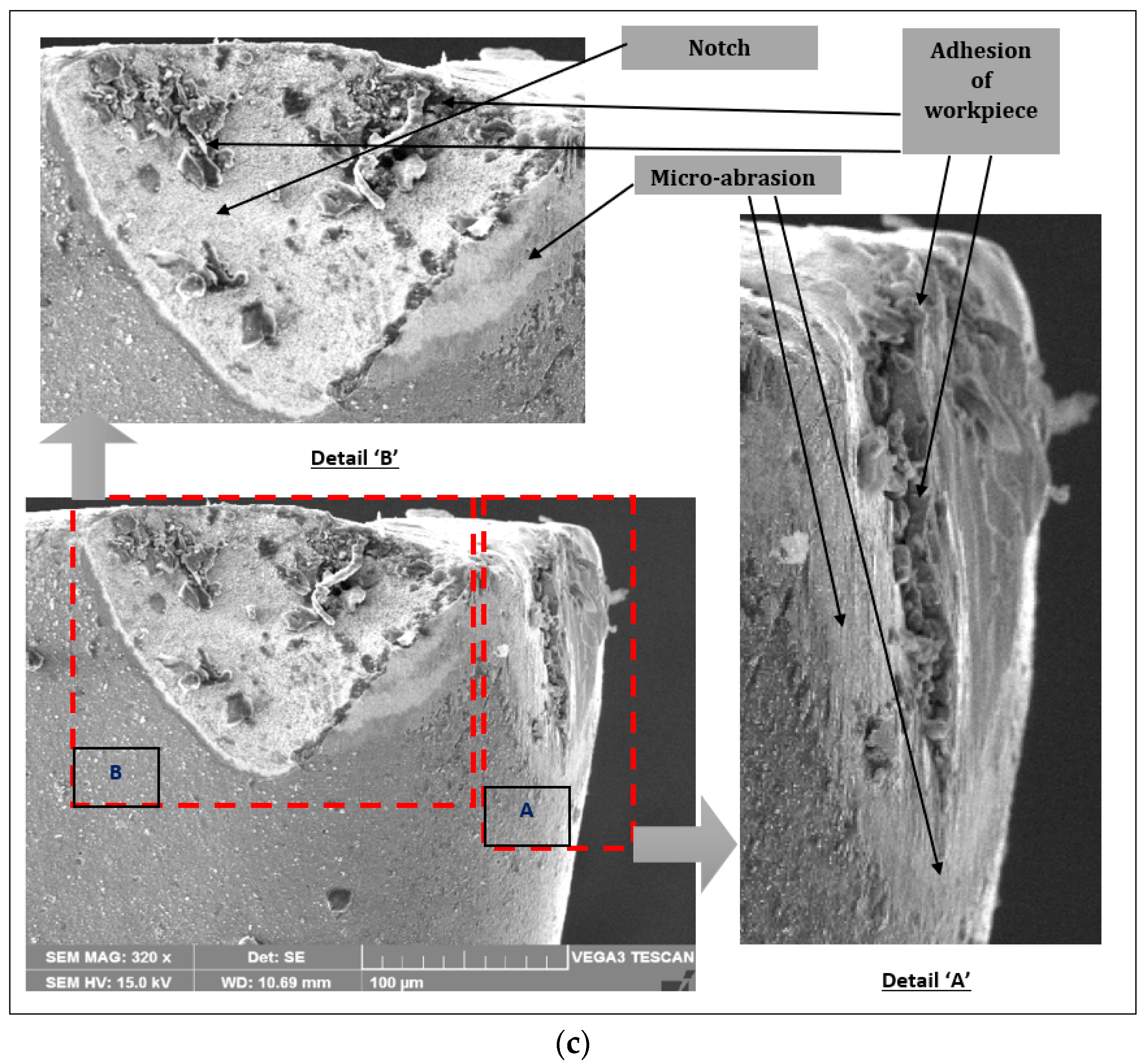
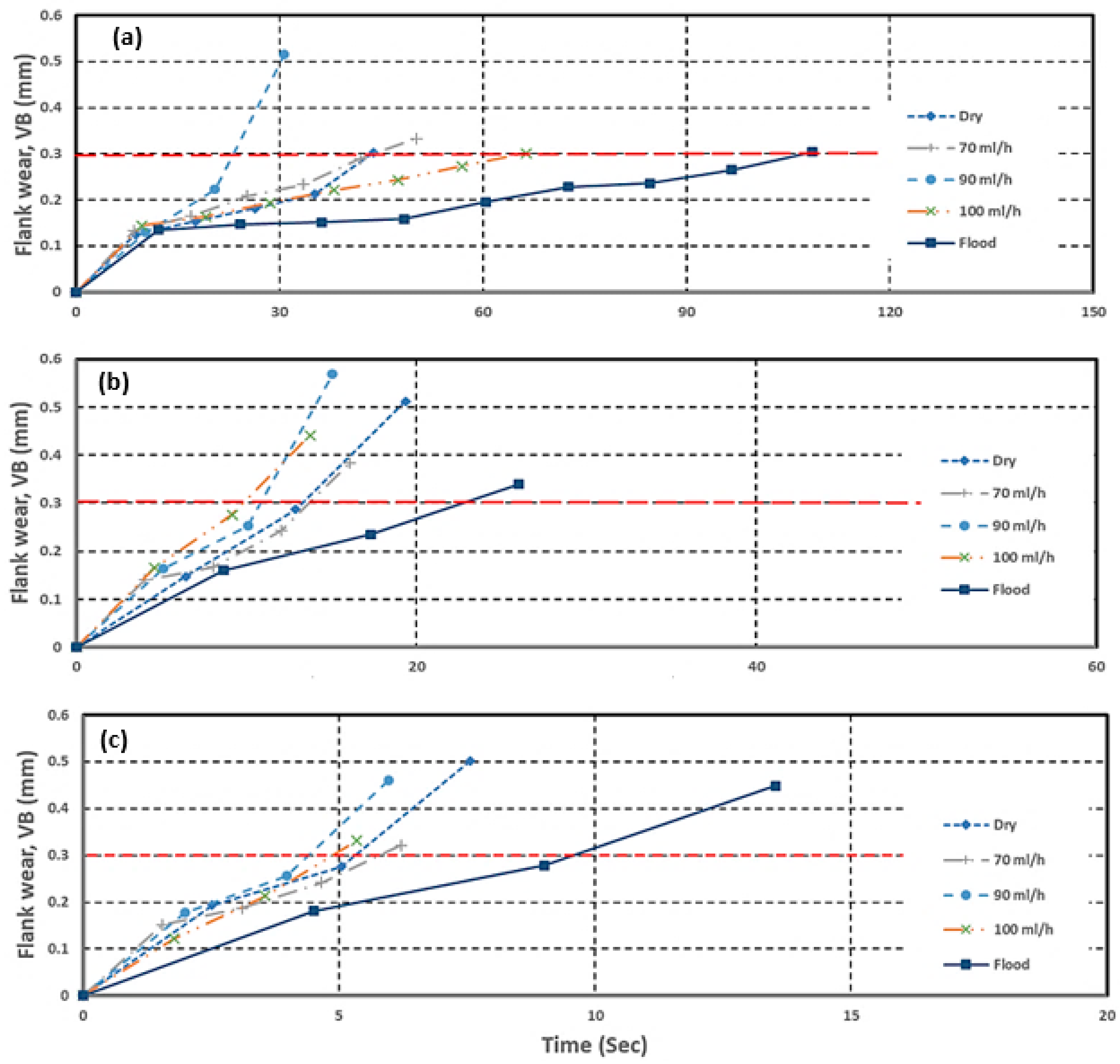
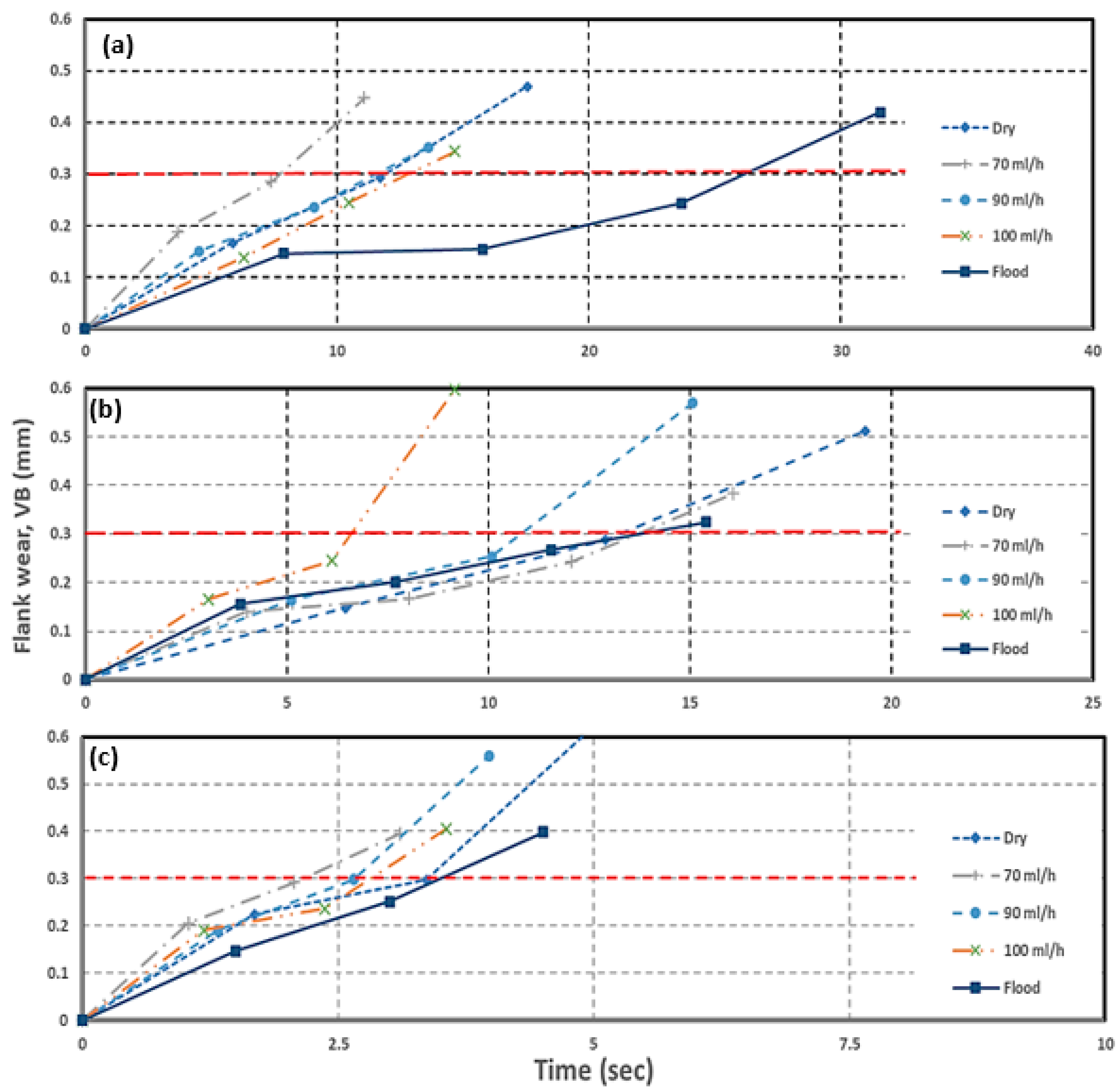
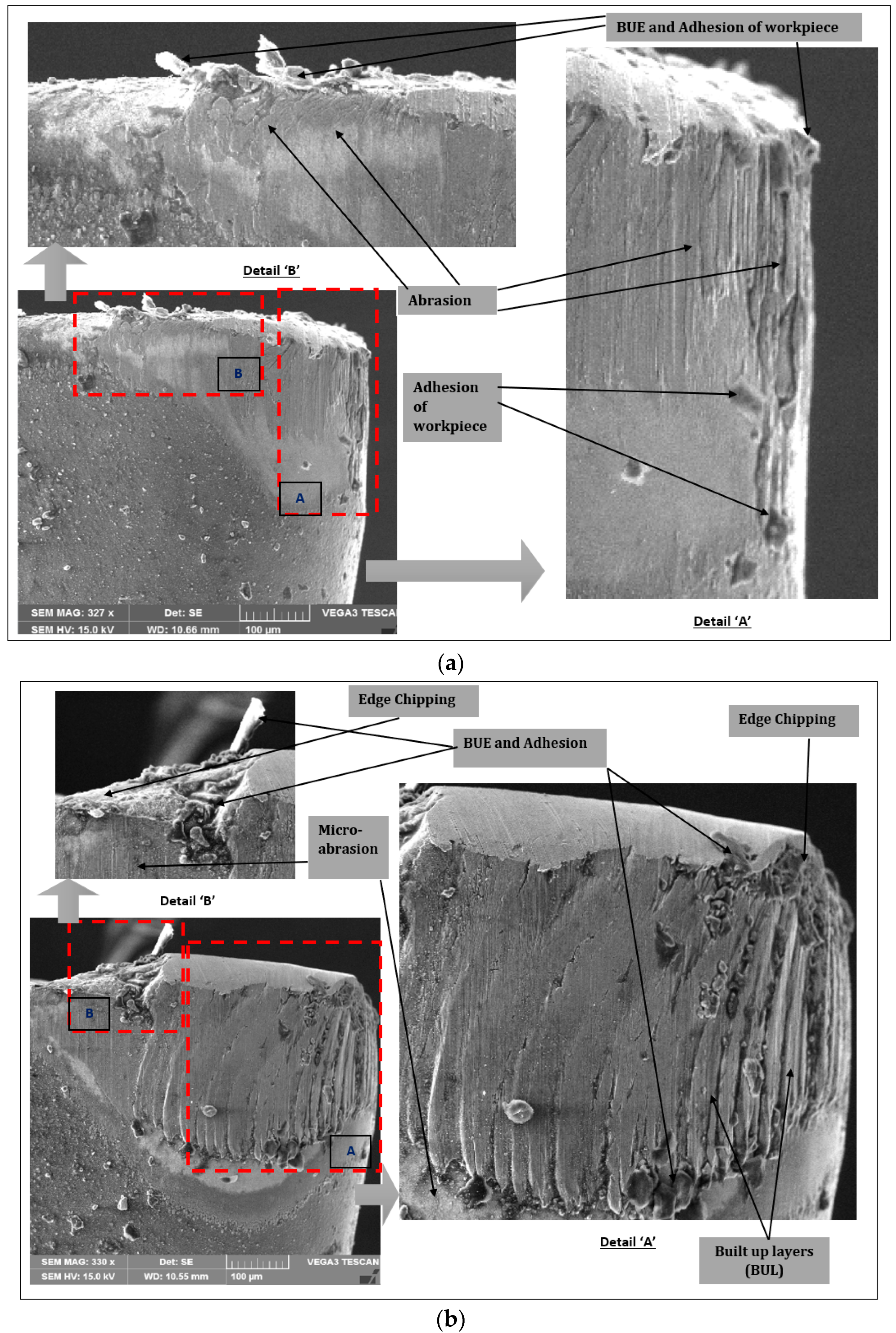
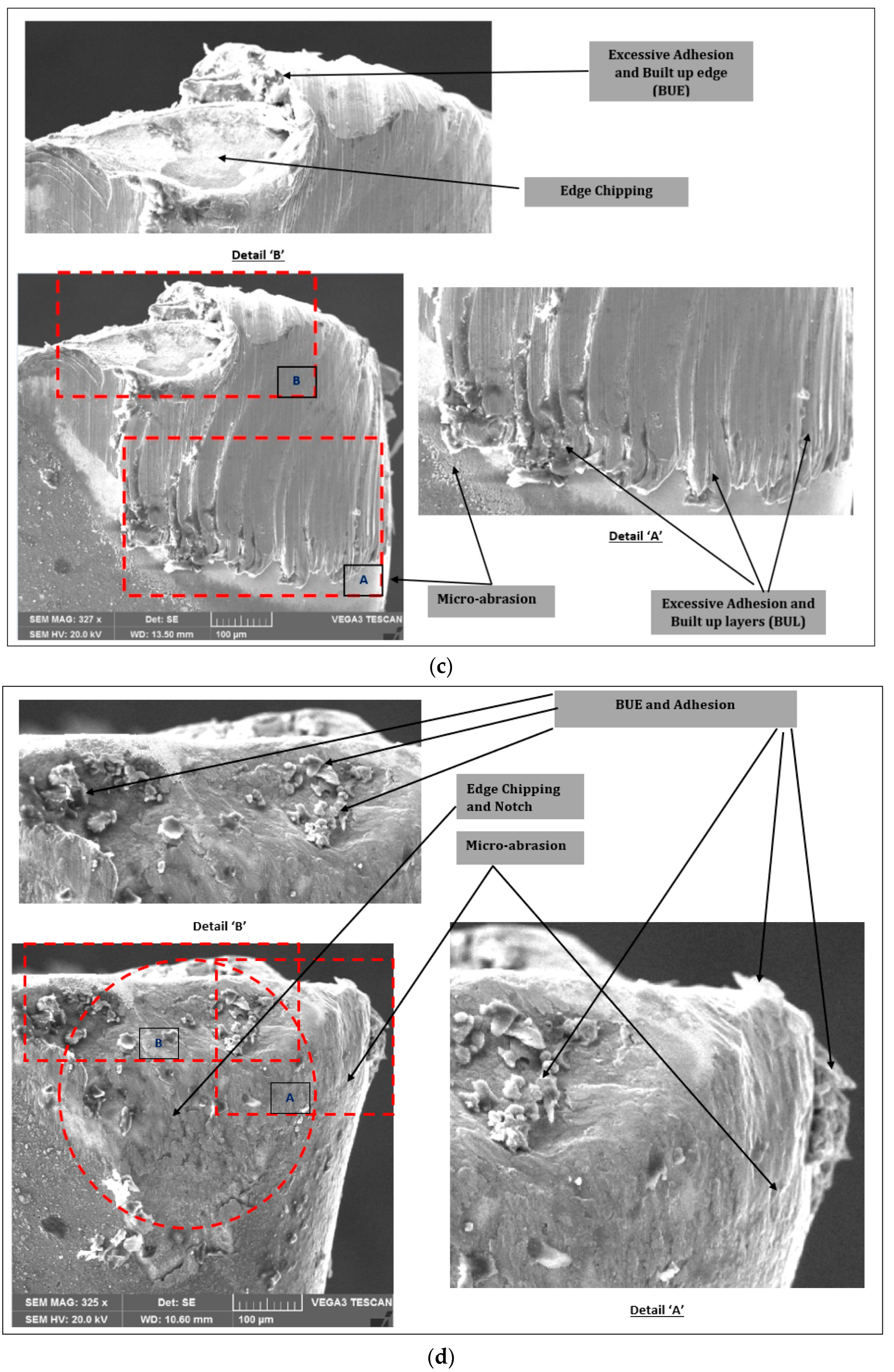
4.2. Tool Wear and Observed Tool Wear Mechanisms
5. Conclusions
- Lubrication during the metal cutting process is a very complex phenomenon due to the physical characteristics and chemical interactions. The MQCL approach showed encouraging performance due to its ability to improve lubrication by increasing the viscosity and dissipate heat by effective convective heat transfer, but its optimal performance at different oil flow rates highly fluctuated. this is because of the fact that when the machining interactive aspects (cutting conditions) varied, it became crucial for the lubricant to access the relevant locations of interactions.
- At the cutting interface, the penetration ability of the MQCL-based strategy was linked with the lubrication-specific parameters such as oil flow rates and air pressure, whilst at the same time was a function of the relative tool–workpiece movement (cutting conditions) and chip formation. This points out the complex selection involved in the MQCL-assisted strategy to attain optimal machining performance.
- At the cutting speed of 90 m/min and feed rate 0.1 mm/rev, MQCL at 90 mL/h provided the optimum performance. For the cutting speed of 120 m/min and feed rate 0.2 mm/rev, MQCL at 90 mL/h provided better performance. In both cases, said MQCL strategies were the second best behind flood cooling. A likely reason here can be linked with achieving an appropriate wettability using the MQCL method to dissipate heat efficiently from the cutting zone.
- At the higher cutting speed of 150 m/min, dry cutting emerged as a good option with the highest tool life and was verified with lower cutting forces and better roughness. A possible explanation could be that the higher temperature triggered thermal softening, which reduced the cutting forces and extended the tool life.
- At a higher speed and feed of 150 m/min and 0.3 mm/rev, MQCL with various oil flow rates did not provide reasonable tool life. SEM-assisted examination of MQCL at 100 mL/h showed excessive edge chipping and the presence of a notch at the cutting edge.
- A generic trend was observed in the oil flow rate under the MQCL strategy. Increasing the oil flow rate from 70 mL/h to 100 mL/h improved surface finish and reduced thermal softening at a low feed rate of 0.1 mm/rev. For the feed rates, the effect of increasing the oil flow rate was not evident. this means that, at low feed rates, the possibility of lubricant particles reaching the cutting interface/chip fissures was higher, resulting in better chip up-curling and reduction in the contact length. However, more dedicated studies for chip formation and morphology are required to investigate this phenomenon.
- When machining Ti6Al4V with TiAlN-coated cutting inserts, tool wear comprised different combinations of wear mechanisms such as edge chipping or flaking, adhesion, BUE, and BUL can be found to be the dominant tool wear mechanisms. However, adhesion, BUE, and BUL were found in most of the cases.
6. Future Recommendations
- BUE formation is very complex in nature and can be affected by the experimental setup involved. In order to understand the BUE formation mechanism, there is a need to perform orthogonal machining on Ti6Al4v using a quick-stop device (QSD) setup.
- Residual stress formation is an important parameter that can significantly control the functionality of the parts being machined. It is important to study the influence of residual stresses during MQCL-based machining.
- MQCL-based machining simulation is an important tool, and the role of several MQCL-based parameters should be investigated further by developing a computational fluid dynamics (CFD)-assisted simulation model of MQCL.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Machado, A.R.; Wallbank, J. Machining of Titanium and Its Alloys—A Review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1990, 204, 53–60. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M.; Machado, A.R. The machinability of nickel-based alloys: A review. J. Mater. Process. Technol. 1999, 86, 1–16. [Google Scholar] [CrossRef]
- Sharma, V.S.; Singh, G.; Sørby, K. A Review on Minimum Quantity Lubrication for Machining Processes. Mater. Manuf. Process. 2014, 30, 935–953. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Effects of Minimum Quantity Lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: A comprehensive review. J. Clean. Prod. 2016, 127, 1–18. [Google Scholar] [CrossRef]
- Chetan; Ghosh, S.; Rao, P.V. Application of sustainable techniques in metal cutting for enhanced machinability: A review. J. Clean. Prod. 2015, 100, 17–34. [Google Scholar] [CrossRef]
- Su, Y.; He, N.; Li, L.; Iqbal, A.; Xiao, M.; Xu, S.; Qiu, B. Refrigerated cooling air cutting of difficult-to-cut materials. Int. J. Mach. Tools Manuf. 2007, 47, 927–933. [Google Scholar] [CrossRef]
- Pervaiz, S.; Deiab, I.; Darras, B. Power consumption and tool wear assessment when machining titanium alloys. Int. J. Precis. Eng. Manuf. 2013, 14, 925–936. [Google Scholar] [CrossRef]
- Pervaiz, S.; Rashid, A.; Deiab, I.; Nicolescu, C.M. An experimental investigation on effect of minimum quantity cooling lubrication (MQCL) in machining titanium alloy (Ti6Al4V). Int. J. Adv. Manuf. Technol. 2016, 87, 1371–1386. [Google Scholar] [CrossRef]
- Pereira, O.; Català, P.; Rodríguez, A.; Ostra, T.; Vivancos, J.; Rivero, A.; López-de-Lacalle, L.N. The Use of Hybrid CO2+MQL in Machining Operations. Procedia Eng. 2015, 132, 492–499. [Google Scholar] [CrossRef]
- Sartori, S.; Ghiotti, A.; Bruschi, S. Solid Lubricant-assisted Minimum Quantity Lubrication and Cooling strategies to improve Ti6Al4V machinability in finishing turning. Tribol. Int. 2017, 118, 287–294. [Google Scholar] [CrossRef]
- Hegab, H.; Darras, B.; Kishawy, H. Sustainability Assessment of Machining with Nano-Cutting Fluids. Procedia Manuf. 2018, 26, 245–254. [Google Scholar] [CrossRef]
- Yuan, Y.; Wang, C.; Yang, J.; Zheng, L.; Xiong, W. Performance of supercritical carbon dioxide (scCO2) mixed with oil-on-water (OoW) cooling in high-speed milling of 316L stainless steel. Procedia CIRP 2018, 77, 391–396. [Google Scholar] [CrossRef]
- Lv, T.; Huang, S.; Liu, E.; Ma, Y.; Xu, X. Tribological and machining characteristics of an electrostatic minimum quantity lubrication (EMQL) technology using graphene nano-lubricants as cutting fluids. J. Manuf. Process. 2018, 34, 225–237. [Google Scholar] [CrossRef]
- Maruda, R.W.; Krolczyk, G.M.; Feldshtein, E.; Pusavec, F.; Szydlowski, M.; Legutko, S.; Sobczak-Kupiec, A. A study on droplets sizes, their distribution and heat exchange for minimum quantity cooling lubrication (MQCL). Int. J. Mach. Tools Manuf. 2016, 100, 81–92. [Google Scholar] [CrossRef]
- Fernandes, F.; Danek, M.; Polcar, T.; Cavaleiro, A. Tribological and cutting performance of TiAlCrN films with different Cr contents deposited with multilayered structure. Tribol. Int. 2018, 119, 345–353. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.; Yamamoto, K.; Beake, B.; Kovalev, A.; Aguirre, M.; Veldhuis, S.; Dosbaeva, G.; Wainstein, D.; Biksa, A.; Rashkovskiy, A. Emergent behavior of nano-multilayered coatings during dry high-speed machining of hardened tool steels. Surf. Coat. Technol. 2010, 204, 3425–3435. [Google Scholar] [CrossRef]
- Pervaiz, S.; Deiab, I.; Rashid, A.; Nicolescu, M. Minimal quantity cooling lubrication in turning of Ti6Al4V: Influence on surface roughness, cutting force and tool wear. J. Eng. Manuf. 2015, 231, 345–353. [Google Scholar] [CrossRef]
- Khanna, N.; Shah, P.; de Lacalle, L.N.L.; Rodríguez, A.; Pereira, O. In pursuit of sustainable cutting fluid strategy for machining Ti-6Al-4V using life cycle analysis. Sustain. Mater. Technol. 2021, 29, e00301. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Barreiro, J.; Fernández-Abia, A.I.; De Lacalle, L.N.L. Nozzle design for combined use of MQL and cryogenic gas in machining. Int. J. Precis. Eng. Manuf. Technol. 2017, 4, 87–95. [Google Scholar] [CrossRef]
- Yang, M.; Li, C.; Zhang, Y.; Jia, D.; Li, R.; Hou, Y.; Cao, H.; Wang, J. Predictive model for minimum chip thickness and size effect in single diamond grain grinding of zirconia ceramics under different lubricating conditions. Ceram. Int. 2019, 45, 14908–14920. [Google Scholar] [CrossRef]
- Yang, M.; Li, C.; Zhang, Y.; Jia, D.; Zhang, X.; Hou, Y.; Li, R.; Wang, J. Maximum undeformed equivalent chip thickness for ductile-brittle transition of zirconia ceramics under different lubrication conditions. Int. J. Mach. Tools Manuf. 2017, 122, 55–65. [Google Scholar] [CrossRef]
- Yin, Q.; Li, C.; Dong, L.; Bai, X.; Zhang, Y.; Yang, M.; Jia, D.; Li, R.; Liu, Z. Effects of Physicochemical Properties of Different Base Oils on Friction Coefficient and Surface Roughness in MQL Milling AISI 1045. Int. J. Precis. Eng. Manuf. Technol. 2021, 8, 1629–1647. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Shanmugan, S.; Muthuramalingam, T.; Thakur, A.K.; Essa, F.A.; Ibrahim, A.M.M.; Mosleh, A.O. A comprehensive review on residual stresses in turning. Adv. Manuf. 2021, 10, 287–312. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Muthuramalingam, T.; Shanmugan, S.; Ibrahim, A.M.M.; Ramesh, B.; Khoshaim, A.B.; Moustafa, E.B.; Bedairi, B.; Panchal, H.; Sathyamurthy, R. Fine-tuned artificial intelligence model using pigeon optimizer for prediction of residual stresses during turning of Inconel 718. J. Mater. Res. Technol. 2021, 15, 3622–3634. [Google Scholar] [CrossRef]
- Elsheikh, A.; Guo, J.; Huang, Y.; Ji, J.; Lee, K.-M. Temperature field sensing of a thin-wall component during machining: Numerical and experimental investigations. Int. J. Heat Mass Transf. 2018, 126, 935–945. [Google Scholar] [CrossRef]
- Khoshaim, A.B.; Elsheikh, A.H.; Moustafa, E.B.; Basha, M.; Mosleh, A.O. Prediction of residual stresses in turning of pure iron using artificial intelligence-based methods. J. Mater. Res. Technol. 2021, 11, 2181–2194. [Google Scholar] [CrossRef]
- Padhan, S.; Das, S.R.; Das, A.; Alsoufi, M.S.; Ibrahim, A.M.M.; Elsheikh, A. Machinability Investigation of Nitronic 60 Steel Turning Using SiAlON Ceramic Tools under Different Cooling/Lubrication Conditions. Materials 2022, 15, 2368. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Elaziz, M.A.; Das, S.R.; Muthuramalingam, T.; Lu, S. A new optimized predictive model based on political optimizer for eco-friendly MQL-turning of AISI 4340 alloy with nano-lubricants. J. Manuf. Process. 2020, 67, 562–578. [Google Scholar] [CrossRef]
- Nouzil, I.; Eltaggaz, A.; Pervaiz, S.; Deiab, I. Toxicity Analysis of Nano-Minimum Quantity Lubrication Machining—A Review. Lubricants 2022, 10, 176. [Google Scholar] [CrossRef]
- Benjamin, D.M.; Sabarish, V.N.; Hariharan, M.; Raj, D.S. On the benefits of sub-zero air supplemented minimum quantity lubrication systems: An experimental and mechanistic investigation on end milling of Ti-6-Al-4-V alloy. Tribol. Int. 2018, 119, 464–473. [Google Scholar] [CrossRef]
- Gnanadurai, R.R.; Varadarajan, A.S. Investigation on the effect of an auxiliary pulsing jet of water at the top side of chip during hard turning of AISI 4340 steel with minimal fluid application. Int. J. Precis. Eng. Manuf. 2014, 15, 1435–1441. [Google Scholar] [CrossRef]
- Savenko, V.; Shchukin, E. New applications of the Rehbinder effect in tribology. A review. Wear 1996, 194, 86–94. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Meyer, D.; Huesmann-Cordes, A.; Herrmann, C. Metalworking fluids—Mechanisms and performance. CIRP Ann. 2015, 64, 605–628. [Google Scholar] [CrossRef]
- Smith, T.; Naerheim, Y.; Lan, M. Theoretical analysis of cutting fluid interaction in machining. Tribol. Int. 1988, 21, 239–247. [Google Scholar] [CrossRef]
- Accu-Svenska, A.B. ECOLUBRIC E200L, Material Safety Data Sheet. Available online: http://www.accu-svenska.se/ecolubric-vegetablebased-lubricant (accessed on 1 May 2022).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Property | Value |
|---|---|
| Tensile strength | 993 MPa |
| Yield strength | 830 MPa |
| Elongation | 14 |
| Poisson’s ratio | 0.342 |
| Modulus of elasticity | 114 GPa |
| Hardness (HRC) | 36 |
| Cutting Tool Information | |
 | CCMT CoroTurn®107 Turning Inserts feature an 80° rhombic shape ideal for external and internal machining.
|
| Chemical Description | Ignition Point | Flash Point | Density | Dynamic Viscosity |
|---|---|---|---|---|
| A fraction of natural triglycerides, easily biodegradable substances | 365 °C | 325 °C | At 0 °C = 0.9273 g/cm3 At −4 °C = 0.9297 g/cm3 | At 0 °C = 2.881 Ns/m2 At −4 °C = 3.652 Ns/m2 |
| Parameters | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 |
|---|---|---|---|---|---|
| Cooling/Lubrication method | MQCL-70 mL/h | MQCL-90 mL/h | MQCL-100 mL/h | Dry | Flood |
| Cutting Speed, vc (m/min) | 90 | 120 | 150 | -- | -- |
| Feed, f (mm/rev) | 0.1 | 0.2 | 0.3 | -- | -- |
| Depth of cut, DoC (mm) | 0.8 mm | -- | -- | -- | -- |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | Percentage Contribution |
|---|---|---|---|---|---|---|---|
| Cutting Speed, vc (m/min) | 2 | 0.642 | 0.642 | 0.321 | 2.11 | 0.136 | 1.0 |
| Feed, f (mm/rev) | 2 | 54.08 | 54.08 | 27.04 | 177.6 | 0.000 | 88.8 |
| Cooling/Lubrication method | 4 | 0.727 | 0.727 | 0.182 | 1.19 | 0.330 | 1.2 |
| Error | 36 | 5.483 | 5.483 | 0.152 | 9 | ||
| Total | 44 | 60.93 | |||||
| S = 0.390246 | R-Sq = 91.00% | R-Sq (adj) = 89.00% | |||||
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | Percentage Contribution |
|---|---|---|---|---|---|---|---|
| Cutting Speed, vc (m/min) | 2 | 14,918 | 14,918 | 7459 | 13.66 | 0.000 | 2.8 |
| Feed, f (mm/rev) | 2 | 496,610 | 496,610 | 248,305 | 454.6 | 0.000 | 93.2 |
| Cooling/Lubrication method | 4 | 1423 | 1423 | 356 | 0.65 | 0.630 | 0.2 |
| Error | 36 | 19,663 | 19,663 | 546 | 3.8 | ||
| Total | 44 | 532,614 | |||||
| S = 23.3710 | R-Sq = 96.31% | R-Sq (adj) = 95.49% | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pervaiz, S.; Ahmad, N.; Ishfaq, K.; Khan, S.; Deiab, I.; Kannan, S. Implementation of Sustainable Vegetable-Oil-Based Minimum Quantity Cooling Lubrication (MQCL) Machining of Titanium Alloy with Coated Tools. Lubricants 2022, 10, 235. https://doi.org/10.3390/lubricants10100235
Pervaiz S, Ahmad N, Ishfaq K, Khan S, Deiab I, Kannan S. Implementation of Sustainable Vegetable-Oil-Based Minimum Quantity Cooling Lubrication (MQCL) Machining of Titanium Alloy with Coated Tools. Lubricants. 2022; 10(10):235. https://doi.org/10.3390/lubricants10100235
Chicago/Turabian StylePervaiz, Salman, Naveed Ahmad, Kashif Ishfaq, Sarmad Khan, Ibrahim Deiab, and Sathish Kannan. 2022. "Implementation of Sustainable Vegetable-Oil-Based Minimum Quantity Cooling Lubrication (MQCL) Machining of Titanium Alloy with Coated Tools" Lubricants 10, no. 10: 235. https://doi.org/10.3390/lubricants10100235