
Conceptual Design of a High-Speed Wire EDM Robotic End-Effector Based on a Systematic Review Followed by TRIZ



Abstract
:1. Introduction
2. Materials and Methods
2.1. Systematic Literature Review
2.2. Combination Scenarios
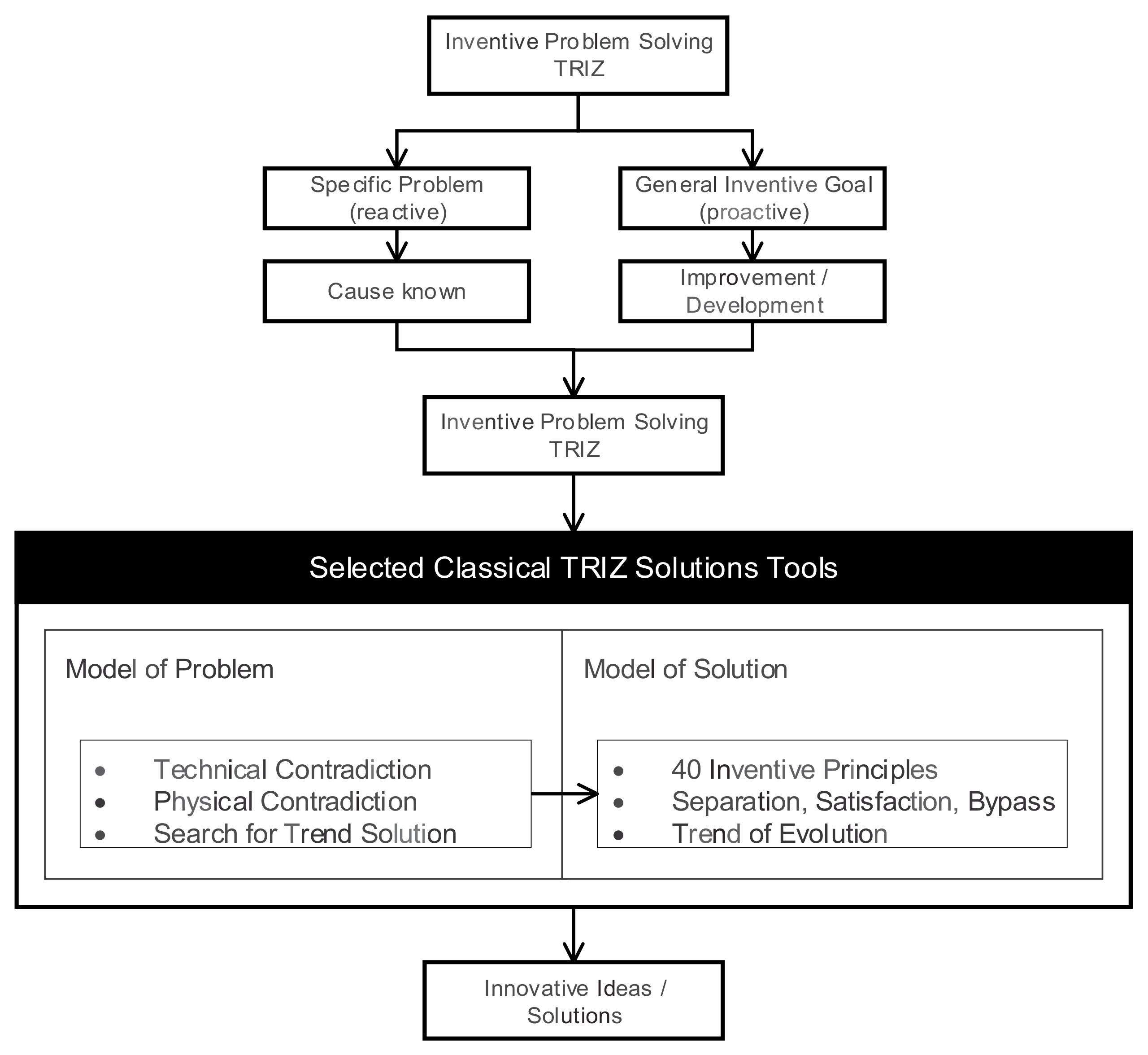
2.3. Innovative End-Effector Ideation by TRIZ
3. Results and Discussion
3.1. State of the Art in EDM Machining
3.1.1. EDM Fundamentals
3.1.2. EDM Variant Processes
- HS-WEDM refers to a new high-speed wire electrical discharge machining (HS-WEDM) and has been broadly adopted due to its cost-effectivity. It defers from conventional LS-WEDM due to the wire running faster and being reused [32]. In HS-WEDM, the wire performs a reciprocating motion with a speed up to 12 m/s, which is on average ten times more than LS-WEDM. The wire is usually made of molybdenum or tungsten molybdenum alloy with diameters from 0.08 to 0.25 mm [64]. As a drawback, while LS-WEDM can reach an MRR of 500 mm2/min, the stable MRR in HS-WEDM is usually 100 mm2/min, but no more than 200 mm2/min [63].
- Lately, cylindrical wire electrical discharge turning (CWEDT) is a particular form of WEDM where a submerged rotation spindle work as a clamping device for workpiece rotation to cylindrical machine parts [67].
3.1.3. EDM Systematic Literature Review
3.2. State of the Art in IR Machining
3.2.1. Industrial Robots (IR) Fundamentals
3.2.2. IR Systematic Literature Review
4. Narrowing Potential Combinations
4.1. Combination Plausibility Calculation and Discussions
4.2. Innovative End-Effector Ideation Based on TRIZ
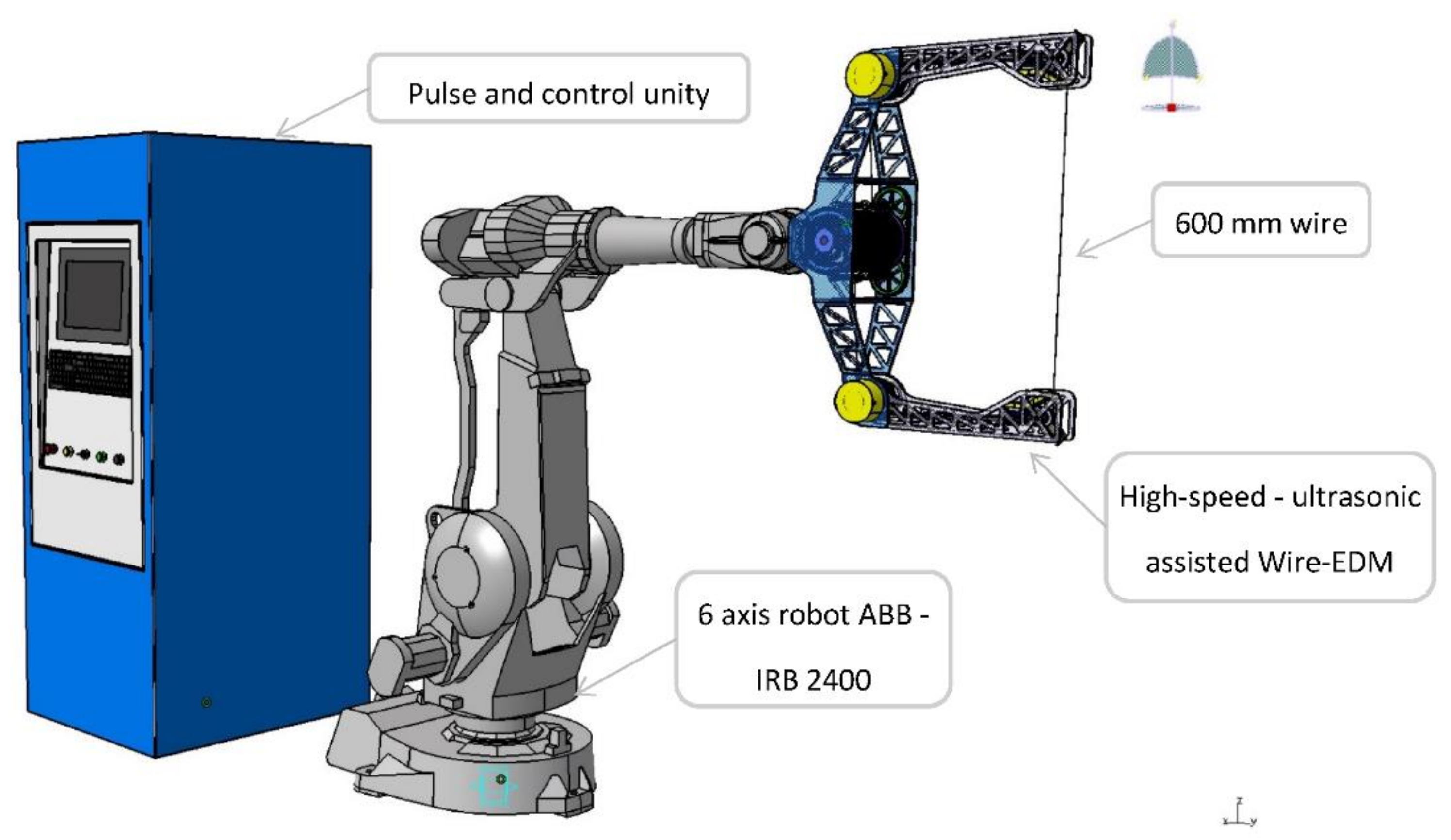
4.3. WEDM End-Effector
- Six-axis IR robot control ABB—IRB 2400 with payload 10–16 kg and reach of 1.55 m
- Wire EDM pulse generator
- Dielectric cooling and flow control
- Wire tension control
- Wire-speed control
- In Figure 13a, a high-speed reciprocating wire EDM unity can use a range of wires diameters from 0.15 to 0.3 mm and speed from 0.1 to 12 m/s. The system embodied a mechanical wire winding system that guarantees perfect synchronism between the wire portion being released and tractioned. Moreover, the servo motor is built inside the wire drum, with the motion being transferred by gears. As a result, this approach has provided a compact design with lower collisions risks and more significant envelop usage, as well as appropriate gravity centre to the end-effector.
- In Figure 13b, a holding structure optimised by topologic analysis and internal hollow lattice structure allows for flowing the dielectric through the structure to cool the workpiece and the structure and sensitive components such as the tension control. Moreover, the structure is designed so that the exposed wire electrode is 600 mm large, which is nearly the limit of most WEDM machines cutting thickness in the market.
- In Figure 13c, the tension breaker can provide uniform tension up to 30 N. This allows creating a magnetic field controlled by coil current based on ferromagnetic powder, providing constant tension independently of positioning or wire direction of wire speed. Moreover, the pulley design incorporates a propeller that generates an airflow to cool the system and helps to reduce contact with dielectric fluid or debris;
- In Figure 13d, we have a high-frequency piezoelectric actuator able to work in two directions (X, Y) to provide a wide range of ultrasonic wire excitation in frequency and combined wave orientation. Hence, the actuator works to promote automatic, fast, and accurate wire retraction and repositioning in the case of wire short-circuit.
- Still, in Figure 13d, it is possible to see that conductive graphite brushes are adopted to provide continuous and stable electric power transition to the wire. Hence, it is expected and yet to be confirmed if this approach can reduce wire erosion by filling wire craters with graphite conductive material. Moreover, the titanium pulleys are designed with deep grooves and self-centred bearings to avoid wear, vibration, and wire run-out.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Abbreviations
| A.H.P. | Analytic Hierarchy Process |
| C.N.C. | Computer Numeric Control |
| D.O.F. | Degrees of freedom |
| EDM | Electric Discharge Machining |
| EE | End Effector tool |
| EWR | electrode wear rate |
| IR | 6 Axis Industrial Robot |
| M.P.T. | Methods, Processes and Tools |
| M.R.R. | Material Rate Removal |
| PM-EDM | Powder-mixed electrical discharge machining |
| SR | Surface roughness |
| SWOT | Strengths, Weaknesses, Opportunities and Threats |
| T.R.I.Z. | Theory of inventive problem-solving technique |
| W.E.D.M. | Wired Electro Discharge Machining |
References
- Shen, Y.; Liu, Y.; Dong, H.; Zhang, K.; Lv, L.; Zhang, X.; Wu, X.; Zheng, C.; Ji, R. Surface integrity of Inconel 718 in high-speed electrical discharge machining milling using air dielectric. Int. J. Adv. Manuf. Technol. 2017, 90, 691–698. [Google Scholar] [CrossRef]
- Hu, B.; Lim, C.; Ding, S.L.; Rahim, M.Z.; Brandt, M.; Mo, J. Experimental study of wheel rotating speed effect on electrical discharge grinding. Appl. Mech. Mater. 2014, 697, 275–279. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.K. Degradation of wire electrode during electrical discharge machining of metal matrix composites. Wear 2016, 346–347, 124–131. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.K.; Nishasoms. Desirability-Based Multi-objective Optimisation and Analysis of WEDM Characteristics of Aluminium (6082)/Tungsten Carbide Composites. Arab. J. Sci. Eng. 2019, 44, 893–909. [Google Scholar] [CrossRef]
- De, D.; Nandi, T.; Bandyopadhyay, A. Analysis of Machining Parameters for Wire Cut Electrical Discharge Machining of Pure Titanium Using Response Surface Methodology. Mater. Today Proc. 2018, 5, 5374–5383. [Google Scholar] [CrossRef]
- Park, K.-H.; Beal, A.; Kim, D.; Kwon, P.; Lantrip, J. Tool wear in drilling of composite/titanium stacks using carbide and polycrystalline diamond tools. Wear 2011, 271, 2826–2835. [Google Scholar] [CrossRef]
- Rahul; Abhishek, K.; Datta, S.; Biswal, B.B.; Mahapatra, S.S. Machining performance optimisation for electro-discharge machining of Inconel 601, 625, 718 and 825: An integrated optimisation route combining satisfaction function, fuzzy inference system and Taguchi approach. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 3499–3527. [Google Scholar] [CrossRef]
- Chuangwen, X.; Jianming, D.; Yuzhen, C.; Huaiyuan, L.; Zhicheng, S.; Jing, X. The relationships between cutting parameters, tool wear, cutting force and vibration. Adv. Mech. Eng. 2018, 10. [Google Scholar] [CrossRef]
- Wu, Q.; Xie, D.-J.; Si, Y.; Zhang, Y.-D.; Li, L.; Zhao, Y.-X. Simulation analysis and experimental study of milling surface residual stress of Ti-10V-2Fe-3Al. J. Manuf. Process. 2018, 32, 530–537. [Google Scholar] [CrossRef]
- Moussaoui, K.; Mousseigne, M.; Senatore, J.; Chieragatti, R. The effect of roughness and residual stresses on fatigue life time of an alloy of titanium. Int. J. Adv. Manuf. Technol. 2015, 78, 557–563. [Google Scholar] [CrossRef]
- Akhavan Niaki, F.; Mears, L. A comprehensive study on the effects of tool wear on surface roughness, dimensional integrity and residual stress in turning IN718 hard-to-machine alloy. J. Manuf. Process. 2017, 30, 268–280. [Google Scholar] [CrossRef]
- Konig, W. Sparks machine ceramics. Powder Metall. Int. 1991, 23, 96–100. [Google Scholar]
- Nani, V.-M. Complex phenomena study in dielectric fluid from gap during the W-EDM processing in ultrasonic field. Int. J. Adv. Manuf. Technol. 2017, 92, 197–215. [Google Scholar] [CrossRef]
- Czelusniak, T.; Higa, C.F.; Torres, R.D.; Laurindo, C.A.H.; de Paiva Júnior, J.M.F.; Lohrengel, A.; Amorim, F.L. Materials used for sinking EDM electrodes: A review. J. Braz. Soc. Mech. Sci. Eng. 2018, 41, 14. [Google Scholar] [CrossRef]
- Kumar, S.; Mitra, B.; Dhanabalan, S. The state of art: Revolutionary 5-axis CNC wire EDM and its recent developments. Int. J. Manag. IT Eng. 2018, 8, 328–353. [Google Scholar]
- Mohammad, A.E.K.; Wang, D. A novel mechatronics design of an electrochemical mechanical end-effector for robotic-based surface polishing. In Proceedings of the 2015 IEEE/SICE International Symposium on System Integration (SII), Nagoya, Japan, 11–13 December 2015. [Google Scholar]
- Kwon, Y.; Konada, U.; Tseng, T.-L. A novel approach to predict surface roughness in machining operations using fuzzy set theory. J. Comput. Des. Eng. 2016, 3, 1–13. [Google Scholar]
- Yilmaz, O.; Bozdana, A.T.; Okka, M.A. An intelligent and automated system for electrical discharge drilling of aerospace alloys: Inconel 718 and Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2014, 74, 1323–1336. [Google Scholar] [CrossRef]
- Lauwers, B.; Klocke, F.; Klink, A.; Tekkaya, A.E.; Neugebauer, R.; McIntosh, D. Hybrid processes in manufacturing. CIRP Ann. 2014, 63, 561–583. [Google Scholar] [CrossRef]
- Rahim, M.Z.; Li, G.; Ding, S.; Mo, J.; Brandt, M. Electrical discharge grinding versus abrasive grinding in polycrystalline diamond machining-tool quality and performance analysis. Int. J. Adv. Manuf. Technol. 2016, 85, 263–277. [Google Scholar] [CrossRef] [Green Version]
- Keating, S.; Oxman, N. Compound fabrication: A multi-functional robotic platform for digital design and fabrication. Robot. Comput. Integr. Manuf. 2013, 29, 439–448. [Google Scholar] [CrossRef]
- Song, H.C.; Song, J.B. Precision Robotic Deburring Based on Force Control for Arbitrarily Shaped Workpiece Using CAD Model Matching. Int. J. Precis. Eng. Manuf. 2013, 14, 85–91. [Google Scholar] [CrossRef]
- Ji, W.; Wang, L.H. Industrial robotic machining: A review. Int. J. Adv. Manuf. Technol. 2019, 103, 1239–1255. [Google Scholar] [CrossRef] [Green Version]
- Pessoles, X.; Tournier, C. Automatic polishing process of plastic injection molds on a 5-axis milling center. J. Mater. Process. Technol. 2009, 209, 3665–3673. [Google Scholar] [CrossRef] [Green Version]
- Jonsson, M.; Stolt, A.; Robertsson, A.; von Gegerfelt, S.; Nilsson, K. On force control for assembly and deburring of castings. Prod. Eng. 2013, 7, 351–360. [Google Scholar] [CrossRef]
- Schneider, U.; Ansaloni, M.; Drust, M.; Leali, F.; Verl, A. Experimental Investigation of Sources of Error in Robot Machining; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Verhagen, W.J.C.; Bermell-Garcia, P.; van Dijk, R.E.C.; Curran, R. A critical review of Knowledge-Based Engineering: An identification of research challenges. Adv. Eng. Inform. 2012, 26, 5–15. [Google Scholar] [CrossRef]
- Ely, C.; Scott, I. Essential Study Skills for Nursing, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Görener, A.; Toker, K.; Uluçay, K. Application of Combined SWOT and AHP: A Case Study for a Manufacturing Firm. Procedia Soc. Behav. Sci. 2012, 58, 1525–1534. [Google Scholar] [CrossRef] [Green Version]
- Coman, A.; Ronen, B. Focused SWOT: Diagnosing critical strengths and weaknesses. Int. J. Prod. Res. 2009, 47, 5677–5689. [Google Scholar] [CrossRef]
- Cameron, G. Trizics: Teach Yourself TRIZ, How to Invent, Innovate and Solve “Impossible” Technical Problems Systematically; CreateSpace: Scotts Valley, CA, USA, 2010. [Google Scholar]
- Kwon, S.; Lee, S.; Yang, M. Experimental investigation of the real-time micro-control of the WEDM process. Int. J. Adv. Manuf. Technol. 2015, 79, 1483–1492. [Google Scholar] [CrossRef]
- Qudeiri, J.E.; Mourad, A.H.; Ziout, A.; Abidi, M.H.; Elkaseer, A. Electric discharge machining of titanium and its alloys: Review. Int. J. Adv. Manuf. Technol. 2018, 96, 1319–1339. [Google Scholar] [CrossRef]
- Liu, Y.H.; Ji, R.J.; Li, X.P.; Yu, L.L.; Zhang, H.F. Electric discharge milling of insulating ceramics. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 222, 361–366. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, V.; Kumar, J. Semi-empirical model on MRR and overcut in WEDM process of pure titanium using multi-objective desirability approach. J. Braz. Soc. Mech. Sci. Eng. 2014, 37, 689–721. [Google Scholar] [CrossRef]
- Manjaiah, M.; Laubscher, R.F.; Kumar, A.; Basavarajappa, S. Parametric optimisation of MRR and surface roughness in wire electro discharge machining (WEDM) of D2 steel using Taguchi-based utility approach. Int. J. Mech. Mater. Eng. 2016, 11, 7. [Google Scholar] [CrossRef] [Green Version]
- Rahim, M.Z.; Ding, S.L.; Mo, J. Electrical Discharge Grinding (EDG) of Polycrystalline Diamond—Effect of Machining Polarity. Adv. Mater. Res. 2014, 1025–1026, 628–632. [Google Scholar] [CrossRef]
- Vignesh, M.; Ramanujam, R.; Kuppan, P. A Comprehensive Review on Wire Electrical Discharge Based Hybrid Turning (WEDHT). Mater. Today Proc. 2018, 5, 12273–12284. [Google Scholar] [CrossRef]
- Szafarczyk, M. Automatic Supervision in Manufacturing; Springer: London, UK, 2012. [Google Scholar]
- Simao, J.; Lee, H.G.; Aspinwall, D.K.; Dewes, R.C.; Aspinwall, E.M. Workpiece surface modification using electrical discharge machining. Int. J. Mach. Tools Manuf. 2003, 43, 121–128. [Google Scholar] [CrossRef]
- Kunieda, M.; Lauwers, B.; Rajurkar, K.P.; Schumacher, B.M. Advancing EDM through Fundamental Insight into the Process. CIRP Ann. 2005, 54, 64–87. [Google Scholar] [CrossRef]
- Valaki, J.B.; Rathod, P.P. Assessment of operational feasibility of waste vegetable oil based bio-dielectric fluid for sustainable electric discharge machining (EDM). Int. J. Adv. Manuf. Technol. 2016, 87, 1509–1518. [Google Scholar] [CrossRef]
- Shen, Y.; Liu, Y.; Zhang, Y.; Dong, H.; Sun, W.; Wang, X.; Zheng, C.; Ji, R. High-speed dry electrical discharge machining. Int. J. Mach. Tools Manuf. 2015, 93, 19–25. [Google Scholar] [CrossRef]
- Fujiki, M.; Ni, J.; Shih, A.J. Investigation of the effects of electrode orientation and fluid flow rate in near-dry EDM milling. Int. J. Mach. Tools Manuf. 2009, 49, 749–758. [Google Scholar] [CrossRef]
- Meshram, D.B.; Puri, Y.M. Review of research work in die sinking EDM for machining curved hole. J. Braz. Soc. Mech. Sci. Eng. 2016, 39, 2593–2605. [Google Scholar] [CrossRef]
- Maher, I.; Sarhan, A.A.D.; Hamdi, M. Review of improvements in wire electrode properties for longer working time and utilisation in wire EDM machining. Int. J. Adv. Manuf. Technol. 2014, 76, 329–351. [Google Scholar] [CrossRef] [Green Version]
- Hoang, K.T.; Yang, S.-H. A new approach for Micro-WEDM control based on Real-Time estimation of material removal rate. Int. J. Precis. Eng. Manuf. 2015, 16, 241–246. [Google Scholar] [CrossRef]
- Hourmand, M.; Sarhan, A.A.D.; Sayuti, M. Micro-electrode fabrication processes for micro-EDM drilling and milling: A state-of-the-art review. Int. J. Adv. Manuf. Technol. 2017, 91, 1023–1056. [Google Scholar] [CrossRef]
- Ding, S.; Jiang, R. Tool path generation for 4-axis contour EDM rough machining. Int. J. Mach. Tools Manuf. 2004, 44, 1493–1502. [Google Scholar] [CrossRef]
- Yan, M.-T.; Lin, S.-S. Process planning and electrode wear compensation for 3D micro-EDM. Int. J. Adv. Manuf. Technol. 2010, 53, 209–219. [Google Scholar] [CrossRef]
- Yu, Z.Y.; Masuzawa, T.; Fujino, M. Micro-EDM for Three-Dimensional Cavities—Development of Uniform Wear Method. CIRP Ann. 1998, 47, 169–172. [Google Scholar] [CrossRef]
- Pfau, J. EDM Process and Apparatus for Machining Cavities and Slots in a Workpiece. U.S. Patent 4,310,742A, 12 January 1982. [Google Scholar]
- Yu, Z.; Masuzawa, T.; Fujino, M. 3D Micro-EDM with Simply Shape Electrode—Part 1: Machining of cavities with sharp corners and electrode wear compensation. Int. J. Electr. Mach. 1998, 3, 7–12. [Google Scholar]
- Rajurkar, K.P.; Yu, Z.Y. 3D Micro-EDM Using CAD/CAM. CIRP Ann. 2000, 49, 127–130. [Google Scholar] [CrossRef]
- Gov, K. The effects of the dielectric liquid temperature on the hole geometries drilled by electro erosion. Int. J. Adv. Manuf. Technol. 2017, 92, 1255–1262. [Google Scholar] [CrossRef]
- Kunleda, M.; Miyoshi, Y.; Takaya, T.; Nakajima, N.; ZhanBo, Y.; Yoshida, M. High Speed 3D Milling by Dry EDM. CIRP Ann. 2003, 52, 147–150. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Y.; Shen, Y.; Ji, R.; Cai, B.; Li, H.; Wang, F.A. A review of the current understanding and technology of powder mixed electrical discharge machining (PMEDM). In Proceedings of the 2012 IEEE International Conference on Mechatronics and Automation, Chengdu, China, 5–8 August 2012. [Google Scholar]
- Kumar, H. Development of mirror like surface characteristics using nano powder mixed electric discharge machining (NPMEDM). Int. J. Adv. Manuf. Technol. 2015, 76, 105–113. [Google Scholar] [CrossRef]
- Bai, X.; Zhang, Q.-H.; Yang, T.-Y.; Zhang, J.-H. Research on material removal rate of powder mixed near dry electrical discharge machining. Int. J. Adv. Manuf. Technol. 2013, 68, 1757–1766. [Google Scholar] [CrossRef]
- Sharma, J.S.K. Assessing the effects of different dielectrics on environmentally conscious powder-mixed EDM of difficult-to-machine material (WC-Co). Front. Mech. Eng. 2016, 11, 374–387. [Google Scholar]
- Das, M. Advanced Machining Processes; Springer: Cham, Switzerland, 2018. [Google Scholar] [CrossRef]
- Ishfaq, K.; Mufti, N.A.; Mughal, M.P.; Saleem, M.Q.; Ahmed, N. Investigation of wire electric discharge machining of stainless-clad steel for optimisation of cutting speed. Int. J. Adv. Manuf. Technol. 2018, 96, 1429–1443. [Google Scholar] [CrossRef]
- Wei, W.; Zhidong, L.; Wentai, S.; Yueqin, Z.; Zongjun, T. Surface burning of high-speed reciprocating wire electrical discharge machining under large cutting energy. Int. J. Adv. Manuf. Technol. 2016, 87, 2713–2720. [Google Scholar] [CrossRef]
- Liu, Z.J.M.M.A. The present situation and development of high speed reciprocating wire EDM. Mach. Manuf. Automa 2013, 42, 1–6. [Google Scholar]
- Dave, H.K.; Mathai, V.J.; Mayanak, M.K.; Raval, H.K.; Desai, K.P. Study on effect of process parameters on overcut and tool wear rate during micro-electro-discharge slotting process. Int. J. Adv. Manuf. Technol. 2016, 85, 2049–2060. [Google Scholar] [CrossRef]
- Kuriachen, B.; Somashekhar, K.P.; Mathew, J. Multiresponse optimisation of micro-wire electrical discharge machining process. Int. J. Adv. Manuf. Technol. 2015, 76, 91–104. [Google Scholar] [CrossRef]
- Gjeldum, N.; Bilic, B.; Veza, I. Investigation and modelling of process parameters and workpiece dimensions influence on material removal rate in CWEDT process. Int. J. Comput. Integr. Manuf. 2015, 28, 715–728. [Google Scholar] [CrossRef]
- Hsue, A.W.-J.; Chang, Y.-F. Toward synchronous hybrid micro-EDM grinding of micro-holes using helical taper tools formed by Ni-Co/diamond Co-deposition. J. Mater. Process. Technol. 2016, 234, 368–382. [Google Scholar] [CrossRef]
- Li, X.W. Experimental investigations of a hybrid machining combining wire electrical discharge machining (WEDM) and fixed abrasive wire saw. Int. J. Adv. Manuf. Technol. 2018, 95, 2613–2623. [Google Scholar]
- Zhou, W.; Liu, Z.; Zhang, B.; Qiu, M.; Chen, H.; Shen, L. Experimental research on semiconductor shaping by abrasive-spark hybrid machining. Int. J. Adv. Manuf. Technol. 2018, 94, 2209–2216. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. Developments in electrochemical discharge machining: A review on electrochemical discharge machining, process variants and their hybrid methods. Int. J. Mach. Tools Manuf. 2016, 105, 2209–2216. [Google Scholar] [CrossRef]
- Saxena, K.K.; Qian, J.; Reynaerts, D. A review on process capabilities of electrochemical micromachining and its hybrid variants. Int. J. Mach. Tools Manuf. 2018, 127, 28–56. [Google Scholar] [CrossRef]
- Han, X.; Zhang, D.; Song, G. Review on current situation and development trend for ultrasonic vibration cutting technology. Mater. Today Proc. 2019, 22, 444–455. [Google Scholar] [CrossRef]
- Nani, V.-M. The ultrasound effect on technological parameters for increase in performances of W-EDM machines. Int. J. Adv. Manuf. Technol. 2016, 88, 519–528. [Google Scholar] [CrossRef]
- Kapoor, J.; Singh, S.; Khamba, J.S. Recent developments in wire electrodes for high performance WEDM. In Proceedings of the World Congress on Engineering, London, UK, 30 June–2 July 2010. [Google Scholar]
- Singh, S.; Yeh, M.F. Optimisation of Abrasive Powder Mixed EDM of Aluminum Matrix Composites with Multiple Responses Using Gray Relational Analysis. J. Mater. Eng. Perform. 2012, 21, 481–491. [Google Scholar] [CrossRef]
- Singh, V.; Pradhan, S. Optimisation of EDM process parameters: A review. Int. J. Emerg. Technol. Adv. Eng. 2014, 4, 345–355. [Google Scholar]
- Khan, A.A.; Hazza, M.H.F.A.; Daud, M.R.H.C.; Ali, M.Y.; Jamingan, H. Analysing and Modeling the Influence of Workpiece Thickness on Geometry of Slot Machining Wire EDMs. In Proceedings of the 2015 4th International Conference on Advanced Computer Science Applications and Technologies (ACSAT), Kuala Lumpur, Malaysia, 8–10 December 2015. [Google Scholar]
- Khan, A.A.; Hazza, M.H.F.A.; Daud, M.R.H.C.; Kamal, N.S.B.M. Optimisation of Surface Quality of Mild Steel Machined by Wire EDM Using Simulated Annealing Algorithm. In Proceedings of the 2015 4th International Conference on Advanced Computer Science Applications and Technologies (ACSAT), Kuala Lumpur, Malaysia, 8–10 December 2015. [Google Scholar]
- Maher, I.; Ling, L.H.; Sarhan, A.A.D.; Hamdi, M. Improve wire EDM performance at different machining parameters—ANFIS modeling. IFAC Pap. 2015, 48, 105–110. [Google Scholar] [CrossRef]
- Maher, I.; Sarhan, A.A.D.; Barzani, M.M.; Hamdi, M. Increasing the productivity of the wire-cut electrical discharge machine associated with sustainable production. J. Clean. Prod. 2015, 108, 247–255. [Google Scholar] [CrossRef]
- Nayak, B.B.; Mahapatra, S.S.; Chatterjee, S.; Abhishek, K. Parametric Appraisal of WEDM using Harmony Search Algorithm. Mater. Today Proc. 2015, 2, 2562–2568. [Google Scholar] [CrossRef]
- Rao, M.S.; Venkaiah, N. Parametric optimisation in machining of Nimonic-263 alloy using RSM and particle swarm optimisation. In Proceedings of the 2nd International Conference on Nanomaterials and Technologies (CNT 2014), Hyderabad, India, 17–18 October 2014; Volume 10, pp. 70–79. [Google Scholar]
- Sharma, N.; Khanna, R.; Gupta, R.D. WEDM process variables investigation for HSLA by response surface methodology and genetic algorithm. Eng. Sci. Technol. Int. J. 2015, 18, 171–177. [Google Scholar] [CrossRef] [Green Version]
- Ugrasen, G.; Ravindra, H.V.; Prakash, G.V.N.; Prasad, Y.N.T. Optimisation of process parameters in wire EDM of HCHCr material using Taguchi’s technique. Mater. Today Proc. 2015, 2, 2443–2452. [Google Scholar] [CrossRef]
- Medes, L.A.; Amorim, F.L.; Weingaertner, W.L. Automated system for the measurement of spark current and electric voltage in wire EDM performance. J. Braz. Soc. Mech. Sci. Eng. 2015, 37, 123–131. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B. A review on influence of electrical process parameters in EDM process. Arch. Civ. Mech. Eng. 2015, 15, 87–94. [Google Scholar] [CrossRef]
- Xu, J.; Xia, K.; Qiu, R.; Zhang, L.; Yu, Z.; Yu, H. Study on cutting surface stripe and wettability of AZ91D magnesium alloy by WEDM-HS. In Proceedings of the 2015 International Conference on Advanced Mechatronic Systems (ICAMechS), Beijing, China, 22–24 August 2015. [Google Scholar]
- Zhidong, L.; Haoran, C.; Huijun, P.; Mingbo, Q.; Zongjun, T. Automatic control of WEDM servo for silicon processing using current pulse probability detection. Int. J. Adv. Manuf. Technol. 2014, 76, 367–374. [Google Scholar] [CrossRef]
- Devarasiddappa, D.; George, J.; Chandrasekaran, M.; Teyi, N. Application of Artificial Intelligence Approach in Modeling Surface Quality of Aerospace Alloys in WEDM Process. In Proceedings of the 1st Global Colloquium on Recent Advancements and Effectual Researches in Engineering, Science and Technology—REAREST 2016, Kottayam, India, 22–23 April 2016; Volume 25, pp. 1199–1208. [Google Scholar]
- Kamei, T.; Okada, A.; Okamoto, Y. High-speed Observation of Thin Wire Movement in Fine Wire EDM. Procedia CIRP 2016, 42, 596–600. [Google Scholar] [CrossRef]
- Mouralova, K.; Kovar, J.; Prokes, T. Optimisation of the cutting speed for Ti-6Al-4V using WEDM depending on quality of the machined surface. In Proceedings of the 2016 17th International Conference on Mechatronics—Mechatronika (ME), Prague, Czech Republic, 7–9 December 2016. [Google Scholar]
- Mukhuti, A.; Rout, A.; Tripathy, S. Optimisation of INCONEL 600 using wire EDM by MOORA and Taguchi’s method. In Proceedings of the 2016 International Conference on Electrical, Electronics, and Optimisation Techniques (ICEEOT), Chennai, India, 3–5 March 2016. [Google Scholar]
- Khatri, B.C.; Rathod, P.; Valaki, J.B. Ultrasonic vibration-assisted electric discharge machining: A research review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 319–330. [Google Scholar] [CrossRef]
- Rao, T.B. Optimising machining parameters of wire-EDM process to cut Al7075/SiCp composites using an integrated statistical approach. Adv. Manuf. 2016, 4, 202–216. [Google Scholar] [CrossRef]
- Selvakumar, G.; Bravilin Jiju, K.; Veerajothi, R. Experimental Study on Wire Electrical Discharge Machining of Tapered Parts. Arab. J. Sci. Eng. 2016, 41, 4431–4439. [Google Scholar] [CrossRef]
- Singh, N.K.; Pandey, P.M.; Singh, K.K.; Sharma, M.K.; Dubey, S. Steps towards green manufacturing through EDM process: A review. Cogent Eng. 2016, 3, 1272662. [Google Scholar] [CrossRef]
- Yan, M.-T.; Lin, T.-C. Development of a Pulse Generator for Rough Cutting of Oil-based Micro Wire-EDM. Procedia CIRP 2016, 42, 709–714. [Google Scholar] [CrossRef]
- Azhari, A.; Hamedon, Z.; Gebremariam, M.A. A study on Wire Breakage in Electrical Discharge Machining of Polyurethane Foam. Mater. Today Proc. 2017, 4, 5222–5227. [Google Scholar] [CrossRef]
- Gangil, M.; Pradhan, M.K. Modeling and optimisation of electrical discharge machining process using RSM: A review. Mater. Today Proc. 2017, 4, 1752–1761. [Google Scholar] [CrossRef]
- Gangil, M.; Pradhan, M.K.; Purohit, R. Review on modelling and optimisation of electrical discharge machining process using modern Techniques. Mater. Today Proc. 2017, 4, 2048–2057. [Google Scholar] [CrossRef]
- Habib, S. Optimisation of machining parameters and wire vibration in wire electrical discharge machining process. Mech. Adv. Mater. Mod. Process. 2017, 3, 3. [Google Scholar] [CrossRef] [Green Version]
- Yan, H.; Liu, Z.; Li, L.; Li, C.; He, X. Large taper mechanism of HS-WEDM. Int. J. Adv. Manuf. Technol. 2016, 90, 2969–2977. [Google Scholar] [CrossRef]
- Maher, I.; Sarhan, A.A.D. Proposing a new performance index to identify the effect of spark energy and pulse frequency simultaneously to achieve high machining performance in WEDM. Int. J. Adv. Manuf. Technol. 2016, 91, 433–443. [Google Scholar] [CrossRef]
- Nain, S.S.; Garg, D.; Kumar, S. Modeling and optimisation of process variables of wire-cut electric discharge machining of super alloy Udimet-L605. Eng. Sci. Technol. Int. J. 2017, 20, 247–264. [Google Scholar]
- Pan, H.; Liu, Z.; Li, C.; Zhang, Y.; Qiu, M. Enhanced debris expelling in high-speed wire electrical discharge machining. Int. J. Adv. Manuf. Technol. 2017, 93, 2913–2920. [Google Scholar] [CrossRef]
- Pitayachaval, P.; Jittamai, P.; Baothong, T. A review of machining parameters that effect to wire electrode wear. In Proceedings of the 2017 4th International Conference on Industrial Engineering and Applications (ICIEA), Nagoya, Japan, 21–23 April 2017. [Google Scholar]
- Prasad Arikatla, S.; Mannan, K.T.; Krishnaiah, A. Parametric Optimization in Wire Electrical Discharge Machining of Titanium Alloy Using Response Surface Methodology. Mater. Today Proc. 2017, 4, 1434–1441. [Google Scholar] [CrossRef]
- Viorel-Mihai, N. Effect of wire electrode’s ultrasonic vibration on erosive capacity to W-EDM machines. Int. J. Adv. Manuf. Technol. 2016, 88, 425–441. [Google Scholar] [CrossRef]
- Behera, A.; Masanta, M. Effect of Pulse-on-time on Machining Performance during WEDM of nano-TiO2 Dispersed Austenite Steel. Mater. Today Proc. 2018, 5, 20560–20566. [Google Scholar] [CrossRef]
- Choudhuri, B.; Sen, R.; Kumar Ghosh, S.; Saha, S.C. Modelling of Surface Roughness and Tool Consumption of WEDM and Optimisation of Process Parameters Based on Fuzzy-PSO. Mater. Today Proc. 2018, 5, 7505–7514. [Google Scholar] [CrossRef]
- Ciwen, H.; Jinsheng, Z.; Jianyong, L. Ultra-long Wire Reciprocated-WEDM with Dual Tensile Reels Winded. Procedia CIRP 2018, 68, 115–119. [Google Scholar] [CrossRef]
- Majumder, A.; Das, A.; Das, P.K. A standard deviation based firefly algorithm for multi-objective optimisation of WEDM process during machining of Indian RAFM steel. Neural Comput. Appl. 2018, 29, 665–677. [Google Scholar] [CrossRef]
- Devarasiddappa, D.; Chandrasekaran, M.; Sambandam, M.T. Multi Performance Optimisation in Wire Cut EDM of Inconel 825 Using Desirability Function Coupled with Analytical Hierarchy Process. Mater. Today Proc. 2018, 5, 11531–11547. [Google Scholar] [CrossRef]
- Gore, A.S.; Patil, N.G. Wire electro discharge machining of metal matrix composites: A review. Procedia Manuf. 2018, 20, 41–52. [Google Scholar] [CrossRef]
- Kulkarni, V.N.; Gaitonde, V.N.; Hadimani, V.; Aiholi, V. Analysis of Wire EDM Process Parameters in Machining of NiTi Superelastic Alloy. Mater. Today Proc. 2018, 5, 19303–19312. [Google Scholar] [CrossRef]
- Kumar, A.; Abhishek, K.; Vivekananda, K.; Maity, K.P. Effect of wire electrode materials on die-corner accuracy for Wire Electrical Discharge Machining (WEDM) of Inconel 718. Mater. Today Proc. 2018, 5, 12641–12648. [Google Scholar] [CrossRef]
- Kumar, A.K.S. Optimisation of wire-cut EDM process parameter by Grey-based response surface methodology. J. Ind. Eng. Int. 2018, 14, 821–829. [Google Scholar] [CrossRef] [Green Version]
- Majumder, H.; Maity, K.P. Predictive Analysis on Responses in WEDM of Titanium Grade 6 Using General Regression Neural Network (GRNN) and Multiple Regression Analysis (MRA). Silicon 2018, 10, 1763–1776. [Google Scholar] [CrossRef]
- Majumder, H.; Maity, K. Application of GRNN and multivariate hybrid approach to predict and optimise WEDM responses for Ni-Ti shape memory alloy. Appl. Soft Comput. 2018, 70, 665–679. [Google Scholar] [CrossRef]
- Mouralova, K.; Klakurkova, L.; Matousek, R.; Prokes, T.; Hrdy, R.; Kana, V. Influence of the cut direction through the semi-finished product on the occurrence of cracks for X210Cr12 steel using WEDM. Arch. Civ. Mech. Eng. 2018, 18, 1318–1331. [Google Scholar] [CrossRef]
- Nayak, B.B.; Mahapatra, S.S. An intelligent approach for prediction of angular error in taper cutting using wire-EDM. Mater. Today Proc. 2018, 5, 6121–6127. [Google Scholar] [CrossRef]
- Reddy, D.; Soni, H.; Narendranath, S. Experimental Investigation and Optimisation of WEDM process parameters for Ti50Ni48Co2 Shape Memory Alloy. Mater. Today Proc. 2018, 5, 19063–19072. [Google Scholar] [CrossRef]
- Karabulut, Ş.; Kökçan, R.; Bilgin, M.; Özdemir, A. Study on the Wire Electrical Discharge Machining of AA 7075 Aluminum Alloy. In Proceedings of the 2018 9th International Conference on Mechanical and Aerospace Engineering (ICMAE), Budapest, Hungary, 10–13 July 2018. [Google Scholar]
- Ishfaq, K.; Mufti, N.A.; Ahmed, N.; Pervez Mughal, M.; Qaiser Saleem, M. An investigation of surface roughness and parametric optimisation during wire electric discharge machining of cladded material. Int. J. Adv. Manuf. Technol. 2018, 97, 4065–4079. [Google Scholar] [CrossRef]
- Sen, R.; Choudhuri, B.; Barma, J.D.; Chakraborti, P. Optimisation of wire EDM parameters using teaching learning based algorithm during machining of maraging steel 300. Mater. Today Proc. 2018, 5, 7541–7551. [Google Scholar] [CrossRef]
- Sneha, P.; Mahamani, A.; Kakaravada, I. Optimisation of Wire Electric Discharge Machining Parameters in Machining of Ti-6Al-4V Alloy. Mater. Today Proc. 2018, 5, 6722–6727. [Google Scholar] [CrossRef]
- Uday Kiran, K.L.; Sarath, P.; Saraswathamma, K.; Chandra Mohan Reddy, G. Prediction of angular error in wire-EDM taper cutting of AISI D2 tool steel by RSM approach. Mater. Today Proc. 2018, 5, 27043–27050. [Google Scholar] [CrossRef]
- Wälder, G.; Fulliquet, D.; Foukia, N.; Jaquenod, F.; Lauria, M.; Rozsnyo, R.; Lavazais, B.; Perez, R. Smart Wire EDM Machine. Procedia CIRP 2018, 68, 109–114. [Google Scholar] [CrossRef]
- Saini, T.; Goyal, K.; Bhandari, D. Multi-response optimisation of WEDM parameters on machining 16MnCr5 alloy steel using Taguchi technique. Multiscale Multidiscip. Model. Exp. Des. 2019, 2, 35–47. [Google Scholar] [CrossRef]
- Kavimani, V.; Prakash, K.S.; Thankachan, T. Multi-objective optimisation in WEDM process of graphene—SiC-magnesium composite through hybrid techniques. Measurement 2019, 145, 335–349. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, Y.; Zhang, G.; Li, W. Investigation on a novel surface microstructure wire electrode for improving machining efficiency and surface quality in WEDM. Int. J. Adv. Manuf. Technol. 2019, 102, 2409–2421. [Google Scholar] [CrossRef]
- Kumar, S.; Dhanabalan, S.; Narayanan, C.S. Application of ANFIS and GRA for multi-objective optimisation of optimal wire-EDM parameters while machining Ti–6Al–4V alloy. SN Appl. Sci. 2019, 1, 298. [Google Scholar] [CrossRef] [Green Version]
- Soni, H.; Narendranath, S.; Ramesh, M.R. Effects of Wire Electro-Discharge Machining Process Parameters on the Machined Surface of Ti50Ni49Co1 Shape Memory Alloy. Silicon 2019, 11, 733–739. [Google Scholar] [CrossRef]
- Shadab, M.; Singh, R.; Rai, R.N. Multi-objective Optimisation of Wire Electrical Discharge Machining Process Parameters for Al5083/7%B4C Composite Using Metaheuristic Techniques. Arab. J. Sci. Eng. 2019, 44, 591–601. [Google Scholar] [CrossRef]
- Maity, K.P.; Choubey, M. A Review on Vibration-Assisted Edm, Micro-Edm and Wedm. Surf. Rev. Lett. 2019, 26, 1830008. [Google Scholar] [CrossRef]
- Saxena, P.; Metkar, R. Development of Electrical Discharge Machining (EDM) Electrode Using Fused Deposition Modeling (FDM). In 3D Printing and Additive Manufacturing Technologies; Springer: Singapore, 2019; pp. 257–268. [Google Scholar]
- Singh, V.K. Rotary Ultrasonic Drilling of Silica Glass BK-7: Microstructural Investigation and Process Optimization Through TOPSIS. Silicon 2019, 11, 471–485. [Google Scholar]
- Jamwal, A.; Aggarwal, A.; Gautam, N.; Devarapalli, A. Electro-Discharge Machining: Recent Developments and Trends. Int. Res. J. Eng. Technol. 2018, 5, 433–448. [Google Scholar]
- Kapoor, J.; Singh, S.; Khamba, J.S. High-performance wire electrodes for wire electrical-discharge machining—A review. J. Eng. Manuf. 2012, 226, 1757–1773. [Google Scholar] [CrossRef]
- Nanu, A.S.; Marinescu, N.I.; Ghiculescu, L.D. Constructive solutions of an equipment for ultrasonically aided electrodischarge machining of micro-slots. J. Nonconv. Technol. Rev. 2012, 16, 54–59. [Google Scholar]
- Inoue, K. Travelling-Wire Electrical Discharge Machining Method and Apparatus. European Patent Office—International Patent Number EP0097052A2 Application Number 83303413.5:14. Available online: https://patentimages.storage.googleapis.com/41/d19/43/134911271823b134911271820/EP134910097052A134911271822.pdf (accessed on 24 June 2021).
- Takayama, Y.; Makino, Y.; Niu, Y.; Uchida, H. The Latest Technology of Wire-cut EDM. Procedia CIRP 2016, 42 (Suppl. C), 623–626. [Google Scholar] [CrossRef]
- Zhao, J.; Zhan, J.; Jin, R.; Tao, M. An oblique ultrasonic polishing method by robot for free-form surfaces. Int. J. Mach. Tools Manuf. 2000, 40, 795–808. [Google Scholar] [CrossRef]
- Gao, S.; Huang, L.; Han, B. Geometry processing in developing a software tool for NC wire EDM. Int. J. Comput. Appl. Technol. 2015, 51, 43–48. [Google Scholar] [CrossRef]
- Lenarčič, J.; Bajd, T.; Stanišić, M.M. Robot Mechanisms; Springer: Dordrecht, The Netherlands, 2013; Volume 60. [Google Scholar]
- Rust, R.; Jenny, D.; Gramazio, F.; Kohler, M. Spatial Wire Cutting: Cooperative robotic cutting of non-ruled surface geometries for bespoke building components. In Proceedings of the 21st International Conference on Computer-Aided Architectural Design Research in Asia: Living Systems and Micro-Utopias: Towards Continuous Designing, CAADRIA 2016, Melbourne, Australia, 30 March–2 April 2016. [Google Scholar]
- Lin, Y.; Zhao, H.; Ding, H. Posture optimisation methodology of 6R industrial robots for machining using performance evaluation indexes. Robot. Comput. Integr. Manuf. 2017, 48, 59–72. [Google Scholar] [CrossRef]
- Pan, Z.; Zhang, H.; Zhu, Z.; Wang, J. Chatter analysis of robotic machining process. J. Mater. Process. Technol. 2006, 173, 301–309. [Google Scholar] [CrossRef]
- Abele, E.; Weigold, M.; Rothenbucher, S. Modeling and identification of an industrial robot for machining applications. CIRP Ann. Manuf. Technol. 2007, 56, 387–390. [Google Scholar] [CrossRef]
- Pan, Z.; Zhang, H. Improving robotic machining accuracy by real-time compensation. In Proceedings of the 2009 ICCAS-SICE, Fukuoka, Japan, 18–21 August 2009. [Google Scholar]
- Abele, E.; Bauer, J.; Pischan, M.; Stryk, O.V.; Friedmann, M.; Hemker, T. Prediction of the tool displacement for robot milling applications using coupled models of an industrial robot and removal simulation. In Proceedings of the CIRP 2nd International Conference Process Machine Interactions, Vancouver, BC, Canada, 10–11 June 2010. [Google Scholar]
- Vosniakos, G.-C.; Matsas, E. Improving feasibility of robotic milling through robot placement optimisation. Robot. Comput. Integr. Manuf. 2010, 26, 517–525. [Google Scholar] [CrossRef]
- Pandremenos, J.; Doukas, C.; Stavropoulos, P. Machining with robots: A critical review. In Proceedings of the 7th International Conference on Digital Enterprise Technology, Athens, Greece, 28–30 September 2011; pp. 1–9. [Google Scholar]
- Rippmann, M.; Block, P. New Design and Fabrication Methods for Freeform Stone Vaults Based on Ruled Surfaces. In Computational Design Modelling; Springer: Berlin/Heidelberg, Germany, 2011; pp. 181–189. [Google Scholar]
- Song, Y.X.; Liang, W.; Yang, Y. A method for grinding removal control of a robot belt grinding system. J. Intell. Manuf. 2012, 23, 1903–1913. [Google Scholar] [CrossRef]
- Surdilovic, D.; Zhao, H.; Schreck, G.; Krueger, J. Advanced methods for small batch robotic machining of hard materials. In Proceedings of the ROBOTIK 2012: 7th German Conference on Robotics, Munich, Germany, 21–22 May 2012. [Google Scholar]
- Chen, Y.H.; Dong, F.H. Robot machining: Recent development and future research issues. Int. J. Adv. Manuf. Technol. 2013, 66, 1489–1497. [Google Scholar] [CrossRef] [Green Version]
- Domroes, F.; Krewet, C.; Kuhlenkoetter, B. Application and Analysis of Force Control Strategies to Deburring and Grinding. Mod. Mech. Eng. 2013, 3, 11–18. [Google Scholar] [CrossRef] [Green Version]
- Karim, A.; Verl, A. Challenges and obstacles in robot-machining. In Proceedings of thein IEEE ISR 2013, Seoul, Korea, 24–26 October 2013. [Google Scholar]
- Leali, F.; Pellicciari, M.; Pini, F.; Berselli, G.; Vergnano, A. An Offline Programming Method for the Robotic Deburring of Aerospace Components; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- McGee, W.; Feringa, J.; Søndergaard, A. Processes for an Architecture of Volume; Springer: Vienna, Austria, 2013. [Google Scholar]
- Sörnmo, O.; Olofsson, B.; Schneider, U.; Robertsson, A.; Puzik, A.; Johansson, R. High-Accuracy Milling with Industrial Robots using a Piezo-Actuated High-Dynamic Compensation Mechanism. In Proceedings of the 2012 IEEE/ASME International Conference on Advanced Intelligent Mechatronics (AIM), Kaohsiung, Taiwan, 11–14 July 2012. [Google Scholar]
- Caro, S.; Garnier, S.; Furet, B.; Klimchik, A.; Pashkevich, A. Workpiece placement optimisation for machining operations with industrial robots. In Proceedings of the 2014 IEEE/ASME International Conference on Advanced Intelligent Mechatronics, Besacon, France, 8–11 July 2014. [Google Scholar]
- King, N.; Bechthold, M.; Kane, A.; Michalatos, P. Robotic tile placement: Tools, techniques and feasibility. Autom. Constr. 2014, 39 (Suppl. C), 161–166. [Google Scholar] [CrossRef]
- Han, B.; Azhar, M.; Mohan, D.M.; Campolo, D. Review of robotic control strategies for industrial finishing operations. In Proceedings of the 2015 10th International Symposium on Mechatronics and its Applications (ISMA), Sharjah, United Arab Emirates, 8–10 December 2015. [Google Scholar]
- McLaren, I.; Gorlach, I. Development of a Tool Changer for a Reconfigurable Machine Tool. Appl. Mech. Mater. 2015, 798, 324–328. [Google Scholar] [CrossRef]
- Iglesias, I.; Sebastian, M.A.; Ares, J.E. Overview of the state of robotic machining: Current situation and future potential. In Proceedings of the 6th Manufacturing Engineering Society International Conference (MESIC 2015), Barcelona, Spain, 22–24 July 2015; Volume 132, pp. 911–917. [Google Scholar]
- Søndergaard, A.; Feringa, J.; Nørbjerg, T.; Steenstrup, K.; Brander, D.; Graversen, J.; Markvorsen, S.; Bærentzen, A.; Petkov, K.; Hattel, J.; et al. Robotic Hot-Blade Cutting. In Robotic Fabrication in Architecture, Art and Design; Reinhardt, D., Saunders, R., Burry, J., Eds.; Springer: Cham, Switzerland, 2016; pp. 150–164. [Google Scholar]
- Bu, Y.; Liao, W.; Tian, W.; Zhang, J.; Zhang, L. Stiffness analysis and optimisation in robotic drilling application. Precis. Eng. 2017, 49, 388–400. [Google Scholar] [CrossRef]
- Jovanović, M.; Raković, M.; Tepavčević, B.; Borovac, B.; Nikolić, M. Robotic fabrication of freeform foam structures with quadrilateral and puzzle shaped panels. Autom. Constr. 2017, 74 (Suppl. C), 28–38. [Google Scholar] [CrossRef]
- Khalick Mohammad, A.E.; Hong, J.; Wang, D. Polishing of uneven surfaces using industrial robots based on neural network and genetic algorithm. Int. J. Adv. Manuf. Technol. 2017, 93, 1463–1471. [Google Scholar] [CrossRef]
- Mao, Y.; Zhao, H.; Zhao, X.; Ding, H. Trajectory and Force Generation with Multi-Constraints for Robotic Belt Grinding; Springer: Cham, Switzerland, 2017. [Google Scholar]
- Prabhu, S.; Vinayagam, B. Optimisation of robot plasma coating efficiency using genetic algorithm and neural networks. J. Mech. Eng. 2017, 14, 113–135. [Google Scholar]
- Diao, S.; Chen, X.; Luo, J. Development and Experimental Evaluation of a 3D Vision System for Grinding Robot. Sensors 2018, 18, 3078. [Google Scholar] [CrossRef] [Green Version]
- Ruttico, P. Robots in Architecture, Research and Development. In Informed Architecture; Hemmerling, M., Cocchiarella, L., Eds.; Springer: Cham, Switzerland, 2018; pp. 65–76. [Google Scholar]
- Søndergaard, A.; Feringa, J.; Stan, F.; Maier, D. Robotic abrasive wire cutting of polymerised styrene formwork systems for cost-effective realisation of topology-optimised concrete structures. Constr. Robot. 2018, 2, 81–92. [Google Scholar] [CrossRef]
- Xie, H.; Li, W.; Yin, Z. Posture Optimisation Based on Both Joint Parameter Error and Stiffness for Robotic Milling; Springer: Cham, Switzerland, 2018. [Google Scholar]
- Yuan, L.; Pan, Z.; Ding, D.; Sun, S.; Li, W. A Review on Chatter in Robotic Machining Process Regarding Both Regenerative and Mode Coupling Mechanism. IEEE/ASME Trans. Mechatron. 2018, 23, 2240–2251. [Google Scholar] [CrossRef]
- Chen, F.; Zhao, H.; Li, D.; Chen, L.; Tan, C.; Ding, H. Robotic grinding of a blisk with two degrees of freedom contact force control. Int. J. Adv. Manuf. Technol. 2019, 101, 461–474. [Google Scholar] [CrossRef]
- Ding, Y.; Min, X.; Fu, W.; Liang, Z. Research and application on force control of industrial robot polishing concave curved surfaces. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 233, 1674–1686. [Google Scholar] [CrossRef]
- Søndergaard, A.; Feringa, J.; Stan, F.; Maier, D. Realisation of Topology Optimized Concrete Structures Using Robotic Abrasive Wire-Cutting of Expanded Polystyrene Formwork; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Zhixin, J.; Jianhua, Z.; Xing, A. Study on a new kind of combined machining technology of ultrasonic machining and electrical discharge machining. Int. J. Mach. Tools Manuf. 1997, 37, 193–199. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhao, M.-Y. Minimum time path planning of robotic manipulator in drilling/spot welding tasks. J. Comput. Des. Eng. 2016, 3, 132–139. [Google Scholar] [CrossRef] [Green Version]
- Saaty, T. The Analytical Hierarchy Process; McGraw-Hill: New York, NY, USA, 1980. [Google Scholar]
- Zhang, L.; Sun, R.; Gao, X.; Li, H. High speed interpolation for micro-line trajectory and adaptive real-time look-ahead scheme in CNC machining. Sci. China Technol. Sci. 2011, 54, 1481–1495. [Google Scholar] [CrossRef]
- Rutkowski, L.; Przybył, A.; Cpałka, K. Novel online speed profile generation for industrial machine tool based on flexible neuro-fuzzy approximation. IEEE Trans. Ind. Electron. 2012, 59, 1238–1247. [Google Scholar] [CrossRef]
- Yan, M.-T.; Liu, Y.-T. Design, analysis and experimental study of a high-frequency power supply for finish cut of wire-EDM. Int. J. Mach. Tools Manuf. 2009, 49, 793–796. [Google Scholar] [CrossRef]
- CATIA V5-6; CATIA Modeler: Vélizy-Villacoublay, France, 2020.
- ABB. Industrial Robots—Portfolio. 2021. Available online: https://new.abb.com/products/robotics/industrial-robots (accessed on 24 June 2021).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Preliminary Research Strings | Final Research Strings | ||
|---|---|---|---|
| E.D.M. | IR machining | E.D.M. | IR machining |
| Exotic material | Machining | Exotic material | Six axis robots |
| Electric discharge | Robotic | Hard to cut material | Industrial robot |
| Hard to cut | Hard to cut | Electric discharge | Wire cut |
| EDM | EDM | Machining | |
| Wire EDM | Grinding | ||
| High-speed WEDM | |||
| Main Targets | Used Means | M.P.T.s | Deliverable | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Year | Reference | Material Rate Removal | Surface Roughness | Wire Performance | Design Freedom | Accuracy | Process Optimisation | Electrode Speed or Composition | Process Prediction | Dielectric Composition | Taper Angle | Methods | Processes | Tools | |
| 2010 | [75] | ✔ | ✔ | ✔ | Review on wire electrodes | ||||||||||
| 2012 | [76] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation of 6061Al/Al2O3p/20p Al composite | |||||||
| [57] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Review on many powders as additives in EDM dielectric | ||||||||
| 2014 | [77] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Review on process optimisation | |||||||
| 2015 | [46] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Review on wire electrodes | ||||||
| [78] | ✔ | ✔ | ✔ | ✔ | ✔ | Explains the influence of thickness, current and wire-speed on SR | |||||||||
| [79] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for SR based on current, wire speed and Ø | ||||||||
| [32] | ✔ | ✔ | ✔ | ✔ | Design of real-time system control for MRR, SR and stability | ||||||||||
| [80] | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation by Adaptive neuro-fuzzy inference system | |||||||||
| [81] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for SR and MRR with minimum cost | ||||||||
| [82] | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for taper cutting | |||||||||
| [83] | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for Nimonic-263 alloy | |||||||||
| [84] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for HSLA steel | ||||||||
| [85] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for HCHCr | ||||||||
| [86] | ✔ | ✔ | ✔ | ✔ | ✔ | A tool and a method for process optimisation | |||||||||
| [58] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Mirror surface finishing by nanotubes & dielectric mix | |||||||
| [87] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Improved SR and MRR by pulse generators in high frequency | ||||||||
| [88] | ✔ | ✔ | ✔ | ✔ | Dielectric fluid for hydrophobic material | ||||||||||
| [47] | ✔ | ✔ | ✔ | ✔ | Real-Time system for MRR | ||||||||||
| [89] | ✔ | ✔ | ✔ | ✔ | Wire servo system to cope with semiconductors | ||||||||||
| 2016 | [36] | ✔ | ✔ | ✔ | ✔ | ✔ | Pulse on time as most significant for MRR and SR | ||||||||
| [45] | ✔ | ✔ | Review on EDM for machining curved hole | ||||||||||||
| [90] | ✔ | ✔ | ✔ | ✔ | Prediction accuracy 93.62% for SR and MRR | ||||||||||
| [91] | ✔ | ✔ | ✔ | ✔ | ✔ | Clarify wire movements and suggest workpiece location | |||||||||
| [92] | ✔ | ✔ | ✔ | ✔ | ✔ | Maximized WEDM cutting speed | |||||||||
| [93] | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for INCONEL 600 | |||||||||
| [3] | ✔ | ✔ | ✔ | ✔ | ✔ | Explains wire deformation and degradation | |||||||||
| [94] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Review on EDM applications of ultrasonic vibrations | ||||||||
| [95] | ✔ | ✔ | ✔ | ✔ | Process optimisation for metal matrix composite | ||||||||||
| [96] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for tapered parts | |||||||
| [63] | ✔ | ✔ | ✔ | ✔ | ✔ | Burning courses in HS-WEDM suggesting best parameters | |||||||||
| [97] | ✔ | ✔ | Environmental review with cons of additives and pros of dry-EDM | ||||||||||||
| [98] | ✔ | ✔ | ✔ | New pulse generator for rough cut and better SR | |||||||||||
| 2017 | [99] | ✔ | ✔ | ✔ | ✔ | Investigate wire breakage cutting polymeric foams | |||||||||
| [100] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Review on processes optimisation by Response Surface | ||||||||
| [101] | ✔ | ✔ | ✔ | ✔ | ✔ | Review on processes optimisation | |||||||||
| [55] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Dielectric temperature with higher MRR (30%) and better SR | |||||||
| [102] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Machining parameters against harmful wire vibration | |||||||
| [103] | ✔ | ✔ | ✔ | ✔ | ✔ | New wire mechanism for improved SR and MR in tapper | |||||||||
| [1] | ✔ | ✔ | ✔ | ✔ | ✔ | High-speed EDM using air as a dielectric | |||||||||
| [104] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | The performance index for high MRR | ||||||||
| [48] | ✔ | ✔ | ✔ | ✔ | ✔ | Review on Micro-electrode fabrication processes | |||||||||
| [105] | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for Udimet-L605 | |||||||||
| [13] | ✔ | ✔ | ✔ | ✔ | Investigate fluid behaviour with ultrasonically activated wire | ||||||||||
| [74] | ✔ | ✔ | ✔ | ✔ | ✔ | Improved accuracy and MRR with ultrasonically activated wire | |||||||||
| [106] | ✔ | ✔ | ✔ | ✔ | A dielectric formulation for higher MRR and energy in HS-WEDM | ||||||||||
| [107] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Review on causes of wire electrode wear | ||||||||
| [108] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for titanium Ti-6Al-4V | ||||||||
| [109] | ✔ | ✔ | ✔ | ✔ | ✔ | Ultrasonic wire and process parameters for different materials | |||||||||
| 2018 | [62] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for stainless-clad steel | |||||||
| [110] | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for nano-TiO2 dispersed austenite steel | |||||||||
| [111] | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for H21 tool steel | |||||||||
| [112] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | New HS-WEDM with long wire with process parametrisation | |||||||
| [113] | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for Indian RAFM steel | |||||||||
| [5] | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for Pure Titanium | |||||||||
| [114] | ✔ | ✔ | ✔ | ✔ | ✔ | Process optimisation for Inconel 825 | |||||||||
| [33] | ✔ | ✔ | ✔ | ✔ | ✔ | Review on processes optimisation for titanium and its alloys | |||||||||
| [115] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Review on processes optimisation for Metal Matrix Composites | |||||||
| [116] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for NiTi Superelastic Alloy | |||||||||
| [117] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for Inconel 718 | |||||||||
| [118] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for high-speed steel (HSS) M2 | |||||||||
| [119] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for Titanium Grade 6 | ||||||
| [120] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for Ni-Ti shape memory alloy | |||||||||
| [121] | ✔ | ✔ | ✔ | ✔ | Influence of cut direction in SR | ||||||||||
| [122] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for angular error in taper cutting | |||||||||
| [123] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for Ti50Ni48Co2 Shape Memory Alloy | |||||||||
| [124] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for AA 7075 Aluminium Alloy | |||||||||
| [125] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for cladded material | |||||||||
| [14] | ✔ | ✔ | ✔ | ✔ | Review of new materials for sinking EDM electrodes | ||||||||||
| [126] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for Maraging steel | |||||||||
| [127] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for Ti-6Al-4V alloy | |||||||||
| [128] | ✔ | ✔ | ✔ | ✔ | ✔ | The thickness and servo voltage are the most influencing in a taper cut | |||||||||
| [129] | ✔ | ✔ | ✔ | Prediction for consumables and wear parts | |||||||||||
| 2019 | [130] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for 16MnCr5 Alloy steel | ||||||||
| [131] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for Magnesium metal matrix composite | |||||||||
| [4] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for Al (6082)/tungsten carbide composite | ||||||||
| [132] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | High-performance wire increasing MRR (~29%) and SR (~10%) | ||||||||
| [133] | ✔ | ✔ | ✔ | ✔ | Processes optimisation for Ti–6Al–4V by Artificial Intelligence | ||||||||||
| [134] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for Ti50Ni49Co1 Shape Memory Alloy | |||||||||
| [135] | ✔ | ✔ | ✔ | ✔ | ✔ | Processes optimisation for Al5083/7% | |||||||||
| [136] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Review on EDM applications of ultrasonic vibrations | ||||||||
| [137] | ✔ | ✔ | Additive manufacture of EDM electrodes delivers design freedom | ||||||||||||
| Main Targets | Used Means | M.P.T.s | Deliverable | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Year | Reference | Improve Accuracy | Mitigate Vibration | Propose Compensation | Mitigate Low Stiffness | Damping Tools | Simulation | Coupling Mechanisms | Control Strategies | Methods | Processes | Tools | |
| 2006 | [149] | ✔ | ✔ | ✔ | ✔ | ✔ | Damping tool | ||||||
| 2007 | [150] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Damping attenuation | |||
| 2009 | [151] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Real-time compensation | ||||
| 2010 | [152] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Tool displacement simulation | |||||
| [153] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Dynamic compensation | ||||||
| 2011 | [154] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Literature review IR machining | |||
| 2012 | [155] | ✔ | ✔ | ✔ | Wire cutting process with design freedom | ||||||||
| [156] | ✔ | ✔ | ✔ | ✔ | Automated robotic deburring | ||||||||
| [157] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Real-time control | ||||||
| 2013 | [158] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Literature review on IR as a CNC-like machine | |||
| [159] | ✔ | ✔ | ✔ | ✔ | ✔ | Contact sensing-based for grinding process | |||||||
| [160] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | CNC-like machining | ||||||
| [21] | ✔ | ✔ | ✔ | ✔ | Multi-process programming | ||||||||
| [161] | ✔ | ✔ | ✔ | ✔ | Offline programming | ||||||||
| [162] | ✔ | ✔ | ✔ | ✔ | Wire cutting process | ||||||||
| [25] | ✔ | ✔ | ✔ | ✔ | ✔ | Automated robotic deburring | |||||||
| [26] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Map main sources of IR machining error | ||||
| [22] | ✔ | ✔ | ✔ | ✔ | Improved deburring process | ||||||||
| [163] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Dynamic compensation by piezo actuators | ||||||
| 2014 | [164] | ✔ | ✔ | ✔ | ✔ | ✔ | Robot stiffness | ||||||
| [165] | ✔ | ✔ | ✔ | Image-based print process path | |||||||||
| 2015 | [166] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Literature review IR machining | |
| [167] | ✔ | ✔ | ✔ | Automatic tool changing system | |||||||||
| [168] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Literature review IR machining | |||
| [16] | ✔ | ✔ | ✔ | ✔ | ✔ | Polish end-effector | |||||||
| 2016 | [169] | ✔ | ✔ | ✔ | ✔ | ✔ | CNC-like machining | ||||||
| 2017 | [170] | ✔ | ✔ | ✔ | ✔ | ✔ | Robot stiffness | ||||||
| [171] | ✔ | ✔ | ✔ | Wire cutting process | |||||||||
| [172] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Polishing | ||||||
| [148] | ✔ | ✔ | ✔ | ✔ | ✔ | Robot stiffness | |||||||
| [173] | ✔ | ✔ | ✔ | ✔ | ✔ | Trajectory (cutting path) for the grinding process | |||||||
| [174] | ✔ | ✔ | ✔ | A mathematical model for plasma coating | |||||||||
| 2018 | [175] | ✔ | ✔ | ✔ | 3D vision | ||||||||
| [176] | ✔ | ✔ | ✔ | ✔ | Geometric design freedom | ||||||||
| [177] | ✔ | ✔ | ✔ | 3D workpiece into wire cutting program | |||||||||
| [178] | ✔ | ✔ | ✔ | ✔ | ✔ | Robot stiffness | |||||||
| [179] | Coupling mechanisms | ||||||||||||
| 2019 | [180] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Contact sensing-based for grinding process | ||||
| [181] | ✔ | ✔ | ✔ | ✔ | ✔ | Real-time control | |||||||
| [23] | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | Literature review IR machining | |||
| [182] | ✔ | ✔ | ✔ | Wire cutting process | |||||||||
| Six-Axis Robots Characteristics | Die sink EDM | Micro EDM | Milling EDM | Wire EDM | |
|---|---|---|---|---|---|
| (−) | Low stiffness under force or vibrations | 1 | 1 | 1 | 1 |
| (−) | Limited accuracy | 0 | 0 | 0 | 0 |
| (−) | Limited end-effector weight | 0 | 1 | 0 | 1 |
| (−) | Limited sealing against fluids | 0 | 0 | 1 | 1 |
| + | Provides a large working envelope | 0 | 0 | 1 | 1 |
| + | Able to work for many hours | 1 | 0 | 1 | 1 |
| + | Can offer increased design freedom | 1 | 0 | 1 | 1 |
| + | Offer complex cutting path programming | 1 | 1 | 1 | 1 |
| + | Offer several options for process sensing and control | 0 | 1 | 1 | 1 |
| Best alignment | 4 | 4 | 7 | 8 | |
| SWOT scenarios | Wire EDM in CNC Machines | (+) Desirable | |||
| Strengths | Weaknesses | ||||
| +WE S1. High accuracy | (−)WE W1. Low MRR | ||||
| +WE S2. High SR quality | (−)WE W2. Low design freedom | ||||
| +WE S3. Ability to cut hard materials | (−)WE W3. Limited envelope | ||||
| +WE S4. No vibration or forces | (−)WE W4. Expensive wire usage | ||||
| Machining Robots | Strengths | +IR S1. Large envelope | Scenario #1 Strengths combinations | Scenario #2 WEDM’s Weaknesses & IR’s Strengths | Undesirable |
| +IR S2. Design freedom | |||||
| +IR S3. Path programming | |||||
| +IR S4. Easier sensing | |||||
| Weaknesses | (−) IR W1. Low stiffness | Scenario #3 IR’s Weaknesses & WEDM’s Strengths | Scenario #4 Weaknesses combinations | ||
| (−) IR W2. Low accuracy | |||||
| (−) IR W3. Unable to cut hard materials | |||||
| (−) IR W4. Limited EE weight | |||||
| (+) Desirable | Undesirable | (−) | |||
| SWOT Scenarios Groups | W.E.D.M. | IR | Plausibility Results | |||
|---|---|---|---|---|---|---|
| −WEDM | +WEDM | −IR | +IR | |||
| WEDM | (−)WEDM Weaknesses | 1.00 | 0.69 | 1.44 | 0.41 | 18.1% |
| +WEDM Strengths | 1.44 | 1.00 | 2.08 | 0.48 | 25.0% | |
| IR | (−)IR Weaknesses | 0.69 | 0.48 | 1.00 | 0.41 | 13.9% |
| +IR Strengths | 2.47 | 2.08 | 2.47 | 1.00 | 43.1% | |
| Consistency Ratio | 1.1% | |||||
| No. | Problem or Component | TRIZ Problem Modelling | TRIZ Principle | Conceptual Solution | |||
|---|---|---|---|---|---|---|---|
| Technical Contradiction | Physical Contradiction | Trend of Evolution | |||||
| 1 | Wire erosion in HS-WEDM | Provide intense and prolonged erosion on the workpiece without being eroded | - | - | - Regeneration | Add a process able to regenerate and compensate for the wire erosion. Here, a light wire drawing may accommodate raised edges and pits, thus prolonging the wire life |  |
| 2 | In HS-WEDM, wire erosion creates sharp edges and pits on the surface | - | - | - Regeneration- Universalisation | Use a conductive graphite brush to compensate for erosion and connected directly to the pulley and in contact with the wire |  | |
| 3 | Dielectric flushing efficiency | It needs to go deep into the kerf but get out fast | - | - | - Mechanical vibration | Use ultrasonic wire activation to improve fluid atomisation from a spray nozzle | [74]  |
| 4 | Wire short circuit | It needs to be a large wire to cut more extensive parts but a short wire to avoid bending | Use stationary wave on the wire to stabilise and overcome wire bending by attraction to the workpiece | ||||
| 5 | Waste of time due to wire short circuit | Needs to move away from to workpiece and back with nearly no time | - | - | Adopt piezo actuator able to move with high frequency as well as in microscale |  | |
| 6 | Control in wire tension | It needs to provide tensioning currently by a gravity field, but in any direction | - | - | - Replace a mechanical system | Use ferromagnetic powder, which apparent viscosity, to create an attached magnetic field controlled by the coil current |  |
| 7 | The wire running out of the pulley | Need to be fixed to align the wire but mobile to accommodate disturbances | - | - | - Universalisation | The wire drives itself by self-centred bearings with integrated double V groove |  |
| 8 | Wire composition | Need different combined materials in complex shapes yet less complexity | - | - Increasing segmentation | - Object segmentation | Use mature technology from the electric or lifting industry to compose complex combinations of segmented wire materials and functions |  |
| 9 | The high weight of End-Effector | It needs to be stiff but light | - Ticker and yet light components | - | - Porous materials | Adopt topologic optimisation and lattice structure made of 3D print |  |
| 10 | Surface burning in HS-WEDM | Use all wire extension with no change in the rotation direction | - | - Increasing Dynamism | - Evolve from solid to jointed system | The wire has its ends precisely attached, allowing it to run continuously in the same direction |  |
| 11 | - | - | - Thinking in Time and Scale- The wire reciprocates by the supersystem | The robot detects the end of the wire, stop, move out, revolve the 6th axis end-effector in 180° and restart cutting in the same direction |  | ||
| 12 | Low SR with high MRR | It needs a high energy pulse for more MRR and less for better SR | - | - | - Thinking in Time and Scale to Separate in Time | Pulse generator with higher frequency removes more material per time unity with lower energy resulting in better SR keeping high MRR [188] |  |
| 13 | Difficult to flush in tilt positions due to gravity (Phenomenon of unilateral water curtain) | Wire move to taper angles while dielectric flows in the vertical direction | - Flow against gravity | - | - Blessing in disguise (harm to benefit) | Robot cuts with wire in a constant optimum diagonal angle X°, and always top to bottom, thus gravity assures flooding and flushing the kerf |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Almeida, S.T.; Mo, J.; Bil, C.; Ding, S.; Wang, X. Conceptual Design of a High-Speed Wire EDM Robotic End-Effector Based on a Systematic Review Followed by TRIZ. Machines 2021, 9, 132. https://doi.org/10.3390/machines9070132
Almeida ST, Mo J, Bil C, Ding S, Wang X. Conceptual Design of a High-Speed Wire EDM Robotic End-Effector Based on a Systematic Review Followed by TRIZ. Machines. 2021; 9(7):132. https://doi.org/10.3390/machines9070132
Chicago/Turabian StyleAlmeida, Sergio Tadeu, John Mo, Cees Bil, Songlin Ding, and Xiangzhi Wang. 2021. "Conceptual Design of a High-Speed Wire EDM Robotic End-Effector Based on a Systematic Review Followed by TRIZ" Machines 9, no. 7: 132. https://doi.org/10.3390/machines9070132