
Analyzing Consultancy on Production Systems Based on the Digital Triplet Concept

Abstract
:1. Introduction
- It facilitates the knowledge transfer from skilled to unskilled consultants.
- It will enable the sharing and exchange of knowledge among skilled personnel and promote continuous improvement of consultancy.
- It will serve as a basis for industry standards and accreditation, helping to maintain a certain level of competence and expertise among consultants. It will also enable the evaluation of consultants’ qualifications.
- It enables the reuse of existing consultancies, allowing consultants more time to adapt to new technologies and address evolving industry issues.
2. Production Systems Consulting
2.1. Definition and Target
2.2. Competency Requirements for Production Systems Consultants
- Goal 1.
- Become familiar with specific cases of consulting efforts.
- Goal 2.
- Understanding the general process flow employed by skilled consultants.
- Goal 3.
- Applying generic process flows to diverse specific cases.
- Goal 4.
- Learning various general improvement tools and methodologies.
- Goal 5.
- Identifying the appropriate stage within the overall process flow where general improvement knowledge and tools can be applied.
3. Related Works
3.1. Knowledge Transfer
3.2. Summary of Related Works
3.3. Digital Triplet
4. Approach
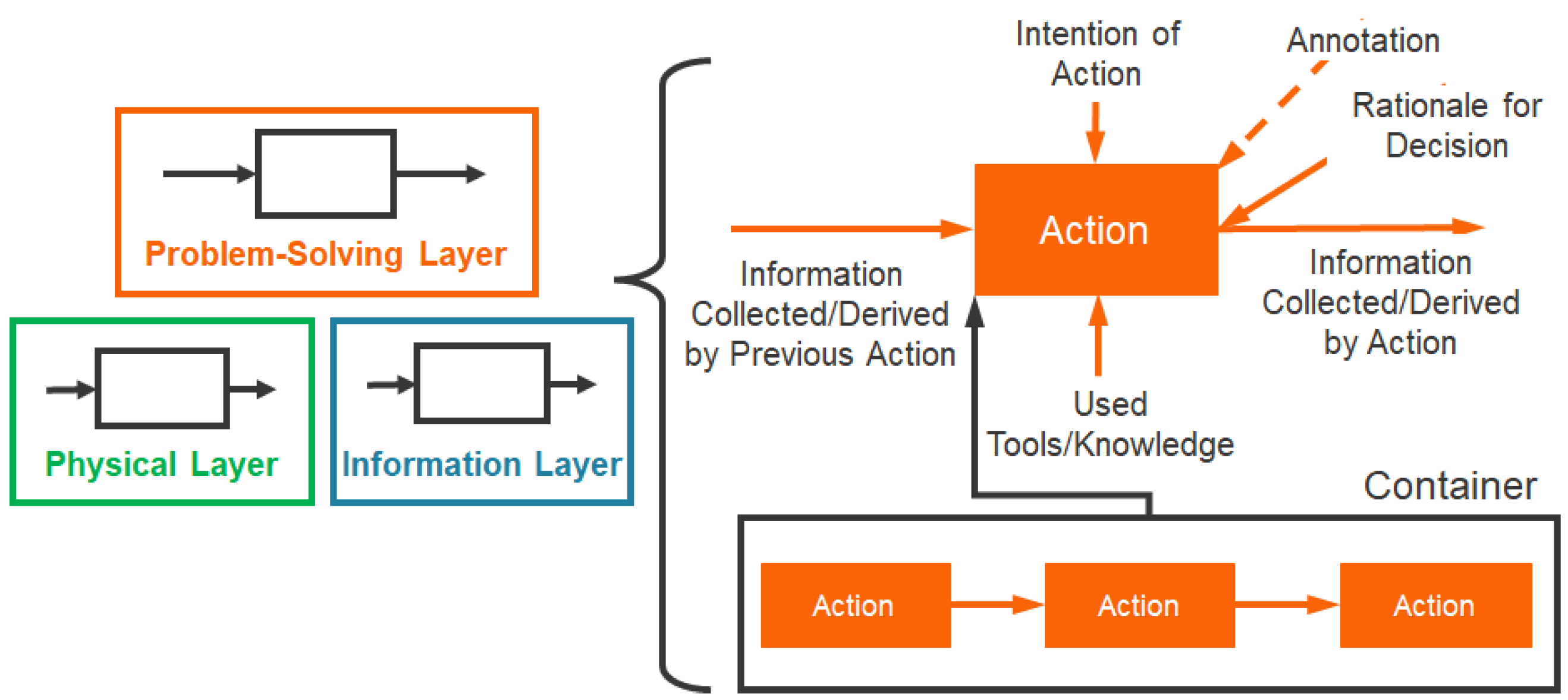
5. Production Systems Consulting Process Modeling Method
- Understanding the Client’s needs
- The consultant listens to the client’s requests, gathers relevant information, and determines the improvement objectives. Examples of improvement objectives in production system consulting include enhancing productivity, energy efficiency, reducing breakdowns, and visualizing Key Performance Indicators (KPIs).
- Problem setting
- The consultant defines the problem based on the gathered information and past cases.
- Current state analysis
- To narrow down the problem scope, the consultant identifies and analyzes the current state of the target factory. This may involve assessing production facilities or specific product areas that require improvement.
- Derivation of improvement plans
- The consultant generates a list of potential improvement plans for the identified targets in Step 3. These plans may encompass work standardization and the introduction of high-efficiency facilities and equipment.
- Evaluation of improvement plans
- The consultant prioritizes the improvement measures by evaluating the return on investment associated with implementing the candidate improvement plans.
- Verification/Validation
- The consultant applies the prioritized improvement measures to the customer’s production system and verifies their effects.
6. Case Study
6.1. Analysis Perspective
- Can the flow of the production system consulting process be structured as a repetitive pattern of the Generalized Consulting Process Model (GCPM)?
- Where within the overall process can we identify the utilization of specific knowledge and tools?
- Is it feasible to comprehend the underlying reasons or intentions behind the application of knowledge and tools in each process?
- Can we construct a domain-specific GCPM based on the aforementioned three points?
6.2. Consulting Target
6.3. Results of Analysis
6.3.1. Process Flow
- Round 1:
- Round 2:
- Round 3:
- Round 4:
- Round 5:
6.3.2. Utilization of Knowledge and Tools for Improvement and Their Associated Situations
6.3.3. Domain-Specific GCPM
7. Discussions
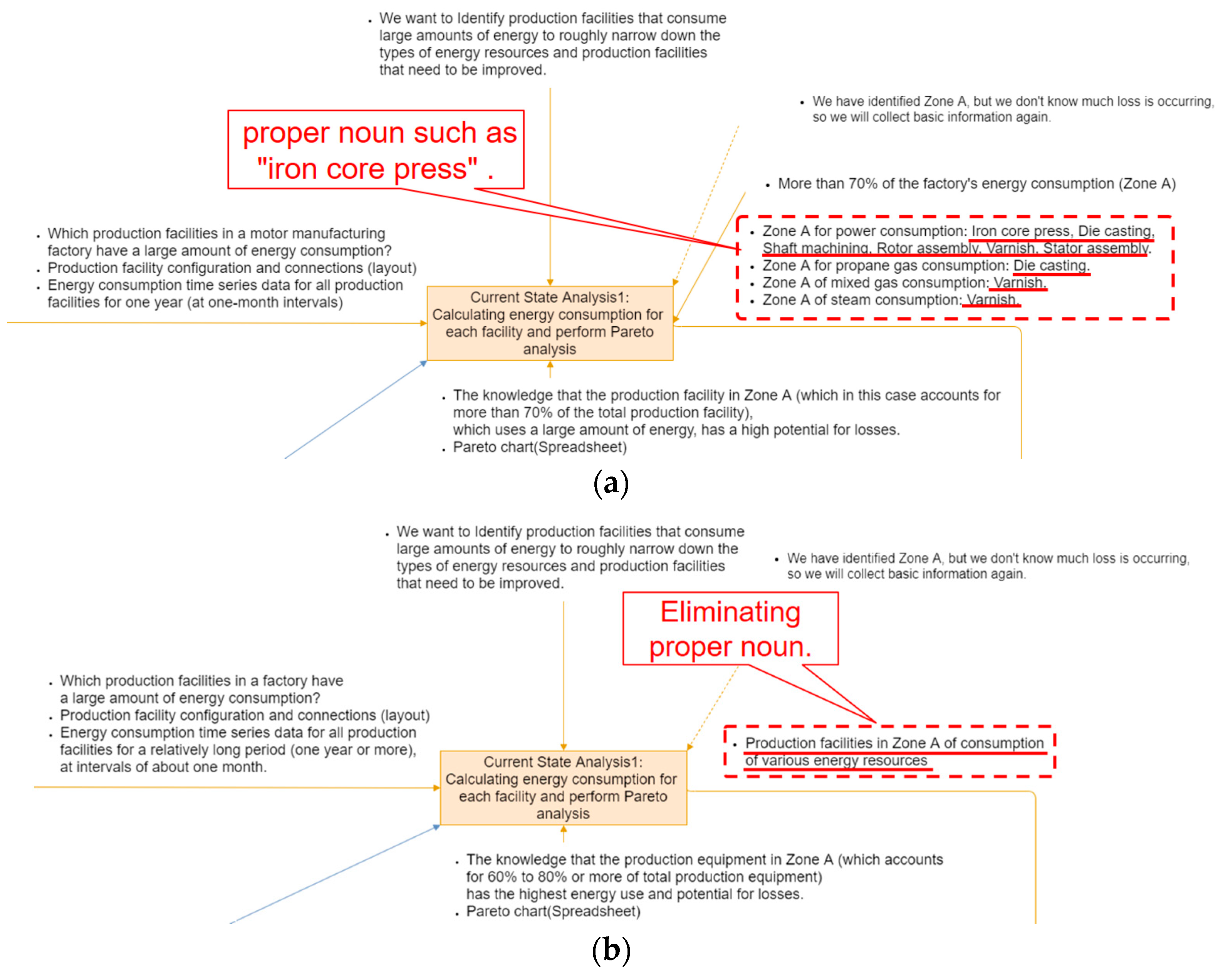
7.1. Application of General Process Flows to Specific Cases
7.2. Application of Various General Improvement Knowledge and Tools to Specific Cases
7.3. Overview of the Production Systems Consulting Modeling Method
8. Conclusions
- Verification of the applicability of the domain-specific GCPM developed in this study for energy conservation improvements to different scenarios.
- Assessment of the support provided to inexperienced consultants using the domain-specific GCPM.
- Accumulation of log-level descriptions encompassing objectives beyond energy-saving improvements and creation of multiple types of domain-specific GCPMs.
- Verification of the ability to maintain performance after implementing domain-specific GCPM for a client company.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhou, K.; Liu, T.; Zhou, L. Industry 4.0: Towards future industrial opportunities and challenges. In Proceedings of the 12th International Conference on Fuzzy Systems and Knowledge Discovery (FSKD), Zhangjiajie, China, 15–17 August 2015; pp. 2147–2152. [Google Scholar]
- Start Your Digital Transformation with Consulting Services. Available online: https://new.siemens.com/us/en/products/services/digital-enterprise-services/consulting-services.html (accessed on 20 May 2023).
- Consulting and Integration. Available online: https://www.rockwellautomation.com/en-us/capabilities/consulting-integration-services.html (accessed on 20 May 2023).
- Xu, X.; Wang, Z. State of the art: Business service and its impacts on manufacturing. J. Intell. Manuf. 2011, 22, 653–662. [Google Scholar] [CrossRef]
- Consulting Firms Face a Shortage of Consultants for Work. Available online: https://www.bloomberg.com/news/articles/2021-07-29/the-consulting-business-booms-just-as-consultants-disappear (accessed on 20 May 2023).
- Nakatani, M. Genndai Kigyou Shinndann Zennsyu 1 Tyuusyoukigyou to Konnsarutelinngu (The Complete Works of Modern Corporate Diagnosis 1: Small and Medium Enterprises and Consulting); Bijinesu Kyouiku Syuppannsya: Tokyo, Japan, 1973. [Google Scholar]
- Stumpf, S.A.; Tymon, W.G. Consultant or entrepreneur? Demystifying the “war for talent”. Career Dev. Int. 2001, 6, 48–56. [Google Scholar] [CrossRef] [Green Version]
- Hamrol, A. A new look at some aspects of maintenance and improvement of production processes. Manag. Prod. Eng. Rev. 2018, 9, 34–43. [Google Scholar]
- Benešová, A.; Tupa, J. Requirements for education and qualification of people in industry 4.0. Procedia Manuf. 2017, 11, 2195–2202. [Google Scholar] [CrossRef]
- Hedberg, D.T.; Hartman, W.N.; Rosche, P.; Fischer, K. Identified research directions for using manufacturing knowledge earlier in the product life cycle. Int. J. Prod. Res. 2017, 55, 819–827. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Alizon, F.B.; Shooter, B.S.; Simpson, W.T. Reuse of manufacturing knowledge to facilitate platform-based product realization. J. Comput. Inf. Sci. Eng. 2006, 6, 170–178. [Google Scholar] [CrossRef]
- Ettlie, E.J.; Kubarek, M. Design reuse in manufacturing and services. J. Prod. Innov. Manag. 2008, 25, 457–472. [Google Scholar] [CrossRef]
- Tang, L.; Zhao, Y.; Austin, S.; Darlington, M.; Culley, S. Codification vs Personalisation: A Study of the Information Evaluation Practice between Aerospace and Construction Industries. Int. J. Inf. Manag. 2010, 30, 315–325. [Google Scholar] [CrossRef] [Green Version]
- Masood, T.; Roy, R.; Harrison, A.; Xu, Y.; Gregson, S.; Reeve, C. Integrating through-life engineering service knowledge with product design and manufacture. Int. J. Comput. Integr. Manuf. 2015, 28, 59–74. [Google Scholar] [CrossRef]
- Taylor, D. Human Resource Management; In Training, 1st ed.; Molander, C., Ed.; Chartwell-Bratt, Studentlitteratur: Lund, Sweden, 1989; pp. 143–169. [Google Scholar]
- Molander, C.; Winterton, J. Managing Human Resources (Elements of Business), 1st ed.; Routledge: London, UK, 1994; p. 81. [Google Scholar]
- Koike, K. Learning and incentive systems in Japanese industry. In The Japanese Firm: The Sources of Competitive Strength, 1st ed.; Aoki, M., Dore, R., Eds.; Oxford University Press: Oxford, UK, 1994; pp. 41–65. [Google Scholar]
- Cole, R. Different quality paradigms and their implications for organizational learning. In The Japanese Firm: The Sources of Competitive Strength, 1st ed.; Aoki, M., Dore, R., Eds.; Oxford University Press: Oxford, UK, 1994; pp. 66–83. [Google Scholar]
- Sako, M. Training, productivity, and quality control in Japanese multinational companies. In The Japanese Firm: The Sources of Competitive Strength, 1st ed.; Aoki, M., Dore, R., Eds.; Oxford University Press: Oxford, UK, 1994; pp. 84–116. [Google Scholar]
- Carvell, J.F. Human Relations in Business, 1st ed.; Macmillan Company: Toronto, ON, Canada, 1970. [Google Scholar]
- Sparkes, J.R.; Miyake, M. Knowledge transfer and human resource development practices: Japanese firms in Brazil and Mexico. Int. Bus. Rev. 2000, 9, 599–612. [Google Scholar] [CrossRef]
- Watanuki, K.; Kojima, K. Knowledge acquisition and job training for advanced technical skills using immersive virtual environment. J. Adv. Mech. Des. Syst. Manuf. 2007, 1, 48–57. [Google Scholar] [CrossRef] [Green Version]
- Nonaka, I. The Knowledge-Creating Company. Harv. Bus. Rev. 1991, 69, 96–104. [Google Scholar]
- Jorgensen, J.E.; Lamancusa, J.S.; Zayas-Castro, J.L.; Ratner, J. The Learning Factory: Curriculum Integration of Design and Manufacturing. In Proceedings of the 4th World Conference on Engineering Education, Coventry, UK, 5 May 1994; pp. 1–7. [Google Scholar]
- Lugaresi, G.; Loffredo, A.; Roy, S.; Robcis, N.; Carvalho, D.V.; Niemeyer, F.J.; Thiede, B.; Mascolo, D.M.; Andrea, M. FactoryBricks: A New Learning Platform for Smart Manufacturing Systems. In Proceedings of the 12th Conference on Learning Factories (CLF 2022), Singapore, 11–13 April 2022. [Google Scholar]
- Umeda, Y.; Ota, J.; Shirafuji, S.; Kojima, F.; Saito, M.; Matsuzawa, H.; Sukekawa, T. Exercise of digital kaizen activities based on ‘digital triplet’ concept. Procedia Manuf. 2020, 45, 325–330. [Google Scholar] [CrossRef]
- Goto, J.; Shimmori, S.; Kondoh, S.; Takeda, H.; Umeda, Y. Development of a Process Modeling Method for Supporting Engineering Activities Based on Digital Triplet. In Proceedings of the Manufacturing Systems Division Conference, Online, 7–8 March 2022; pp. 139–144. [Google Scholar]
- Hongo, Y.; Goto, J.; Kishita, Y.; Takeda, H.; Kondoh, S.; Umeda, Y. Developing a support system for structuring the decision-making process based on the Digital Triplet framework. In Proceedings of the Manufacturing Systems Division Conference, Online, 8–9 March 2021; pp. 73–74. [Google Scholar]
- Méndez, Y.B.; Yerkes, L. Creating lasting change: Tools and techniques for effective consulting. In Proceedings of the PMI® Global Congress 2008—Asia Pacific, Sydney, NSW, Australia, 3 March 2008. [Google Scholar]
- Sato, T.; Kondoh, S.; Kishita, Y.; Umeda, Y. Applying the Concept of Digital Triplet to Production Systems Consulting. In Proceedings of the 10th International Conference on Leading Edge Manufacturing Technologies in 21st Century (LEM21), Online, 14–18 November 2021; pp. 606–610. [Google Scholar]
- Nakajima, S. Introduction to Total Productive Maintenance (TPM), 1st ed.; Productivity Press: Portland, OR, USA, 1988; pp. 10–17. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions, and data contained in all publications are solely those of the individual author(s) and contributor(s), not of the MDPI and/or editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions, or products referred to in the content. |









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Round No. | Data/Information, Knowledge, and Tools | Situation |
|---|---|---|
| Round 1 | List of basic information required for energy-saving improvement | Confirm whether or not the basic information required for energy-saving improvement consulting, such as the configuration of production facilities and manufacturing BOM, can be collected, and determine whether or not the consulting can be implemented. |
| Time-series data of various energy consumption for more than one year (about one-month intervals) | To analyze rough energy consumption trends for all production facilities in a factory, time-series data should be obtained for a relatively long period (one year or more), at intervals of about one month, which are easy to get. | |
| Pareto analysis (utilizing Microsoft Excel) | Identify production facilities that consume large amounts of energy to roughly narrow down the types of energy resources and production facilities that need to be improved before detailed and man-hour-intensive data analysis is conducted. | |
| Round 2 | Examples of past improvements | For the energy resource types and production facilities narrowed down as improvement targets in Round 1, past improvement examples are used to roughly estimate the improvement effect and return on investment with a small number of person-hours before starting the detailed analysis. |
| Round 3 | Time-series data of various power consumption and production quantities (less than a one-day interval) | Since most production facilities have daily production plans, time-series data at intervals of about one day are used to check the variation in power consumption versus production volume for each product model. |
| Scatter diagram (utilizing Microsoft Excel) | Before conducting a detailed, man-hour-intensive data analysis, determine whether there is potential for power consumption loss to occur with fewer person-hours by checking the variation in power consumption versus production volume for each product model being produced. | |
| Round 4 | Total Productive Maintenance(TPM) | The power consumption loss is calculated for each operating state of production facilities defined in the TPM framework to make it easier to find improvement plans that match past improvement cases later. |
| Time-series data of power consumption and production quantities (less than 1 h intervals) | To calculate the amount of power consumption loss generated for each operating state of production facilities, time-series data at intervals of 1 h or less should be obtained so that the state transitions of the facilities can be grasped. | |
| Time-series graph of power consumption loss | Based on the TPM framework, a time-series graph is output manually using time-series data on production volume and electricity consumption as input to extract the time period of loss occurrence where electricity is consumed even though no products are being produced. | |
| Round 5 | Total Productive Maintenance (TPM) | Same as Round 4. |
| Time-series data of power consumption and production quantities (less than 1 h intervals) | Same as Round 4. | |
| Power Consumption loss generation calculation program | Since it takes man-hours for skilled consultants to manually calculate the amount of electricity consumption loss from a year’s worth of time-series data on electricity consumption and production volume, we request that a data scientist analyze the amount of electricity consumption loss and develop a program that can be reused the next time around. A data scientist develops the program using Python, an open-source programming language. The algorithm of the program is based on the TPM framework as described previously. | |
| Examples of past improvements | To propose highly accurate and appropriate improvement plans for the power consumption losses calculated for each operating state of production facilities, skilled consultants extract similar examples of past improvements that are likely to be reused. | |
| Return on Investment Formula | Since customers prefer to implement improvement plans with significant effects in the shortest possible time, the return on investment is calculated from the improvement effect amount, investment amount, and improvement implementation period. |
| Facility Type | Energy Resource Type | Loss Type | Problem | Improvement Plan |
|---|---|---|---|---|
| Press | Electricity | Start-up | Standby loss occurs due to start-up work before the required warm-up time. | Intermittent operation control (automation of facility power ON/OFF during standby). |
| Shutdown | Standby losses occur when production is interrupted or left unattended without start-up after production is finished. | |||
| Short-time stop | Workpiece feeding timing is poor, resulting in standby losses. | Optimization of input quantity and timing (production control). | ||
| Short-time stop | Poor timing of raw material exchange, resulting in standby losses. | |||
| Changeover (Set-up) | Variation in product-model setup time by the operator, resulting in standby losses. | Conversion of internal setup to external setup. | ||
| Work standardization (positioning of jigs and tools). |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sato, T.; Takeuchi, H.; Kondoh, S.; Umeda, Y. Analyzing Consultancy on Production Systems Based on the Digital Triplet Concept. Machines 2023, 11, 706. https://doi.org/10.3390/machines11070706
Sato T, Takeuchi H, Kondoh S, Umeda Y. Analyzing Consultancy on Production Systems Based on the Digital Triplet Concept. Machines. 2023; 11(7):706. https://doi.org/10.3390/machines11070706
Chicago/Turabian StyleSato, Takaomi, Hiroki Takeuchi, Shinsuke Kondoh, and Yasushi Umeda. 2023. "Analyzing Consultancy on Production Systems Based on the Digital Triplet Concept" Machines 11, no. 7: 706. https://doi.org/10.3390/machines11070706