
Study on Wear Properties of the Graphite-Sealing Surfaces in a Triple Eccentric Butterfly Valve Based on EDEM-Fluent Coupling
 ,
,
Abstract
:1. Introduction
2. Theoretical Foundation
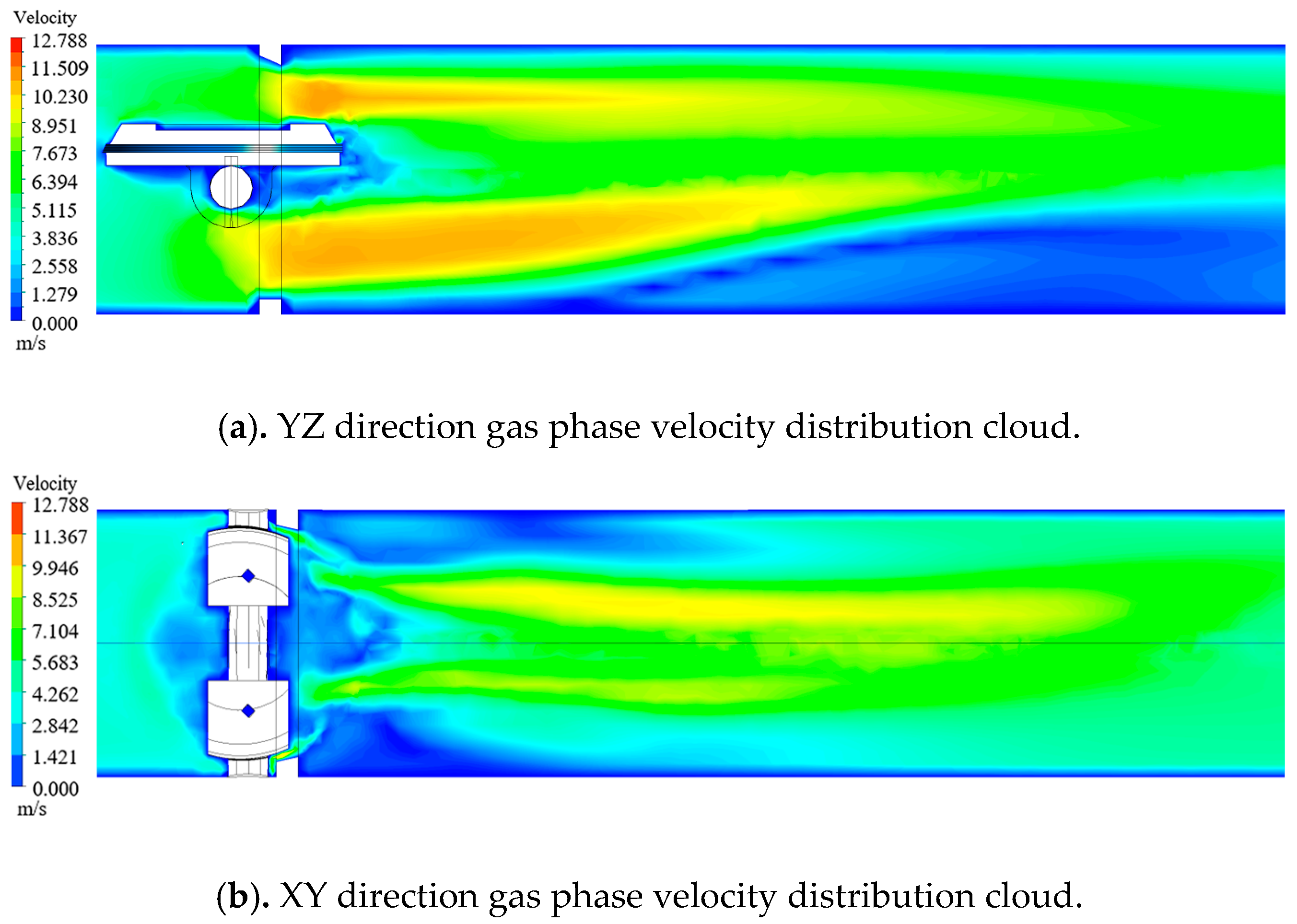
2.1. Mathematical Model of Continuous Phase and Discrete Phase
- (1)
- Mathematical model of continuous phase based on Eulerian multiphase flow theory
- (a)
- The continuity equation of the q phase is as follows:where, is the mass transfer from p phase to q phase, is the mass transfer from q phase to p phase.
- (b)
- The momentum equation of phase q:where, the first term on the right side of the equation is the pressure. The second item is the shear force. The third item is gravity. The fourth term is the change in momentum due to mass transfer between the two phases. The fifth term is the interphase force applied. is the interaction force between the two phases. depends on the friction, pressure, etc., and contains the drag force model. is the interphase velocity. is the external volume force. is the lift force. is the wall lubrication force. is the virtual mass force. is the turbulent dissipative force.
- (c)
- q term energy equation takes the specific enthalpy form:where, is the heat flow density. Sq is the source term, such as chemical reaction or radiative heat transfer. is the interphase heat transfer strength. The last term on the right side of the equation is the energy transfer for component diffusion.
- (2)
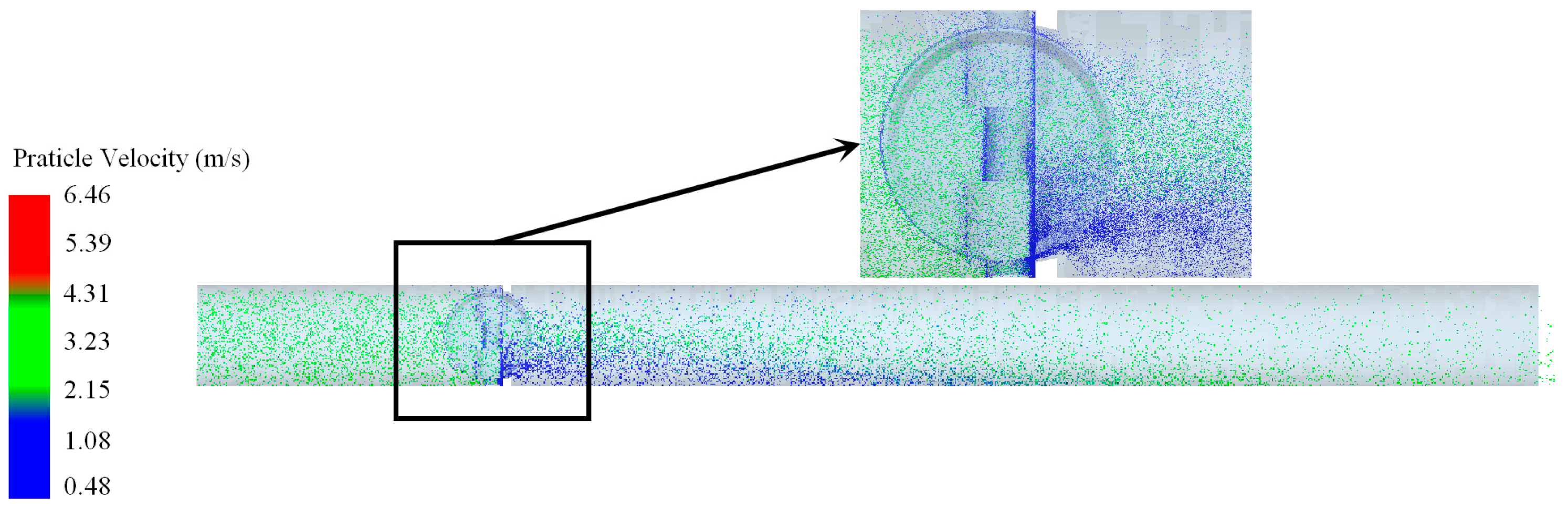
- Discrete phase mathematical model based on DEM theory
2.2. Calculation of Particle-Wall Kinematics Based on Soft Sphere Model
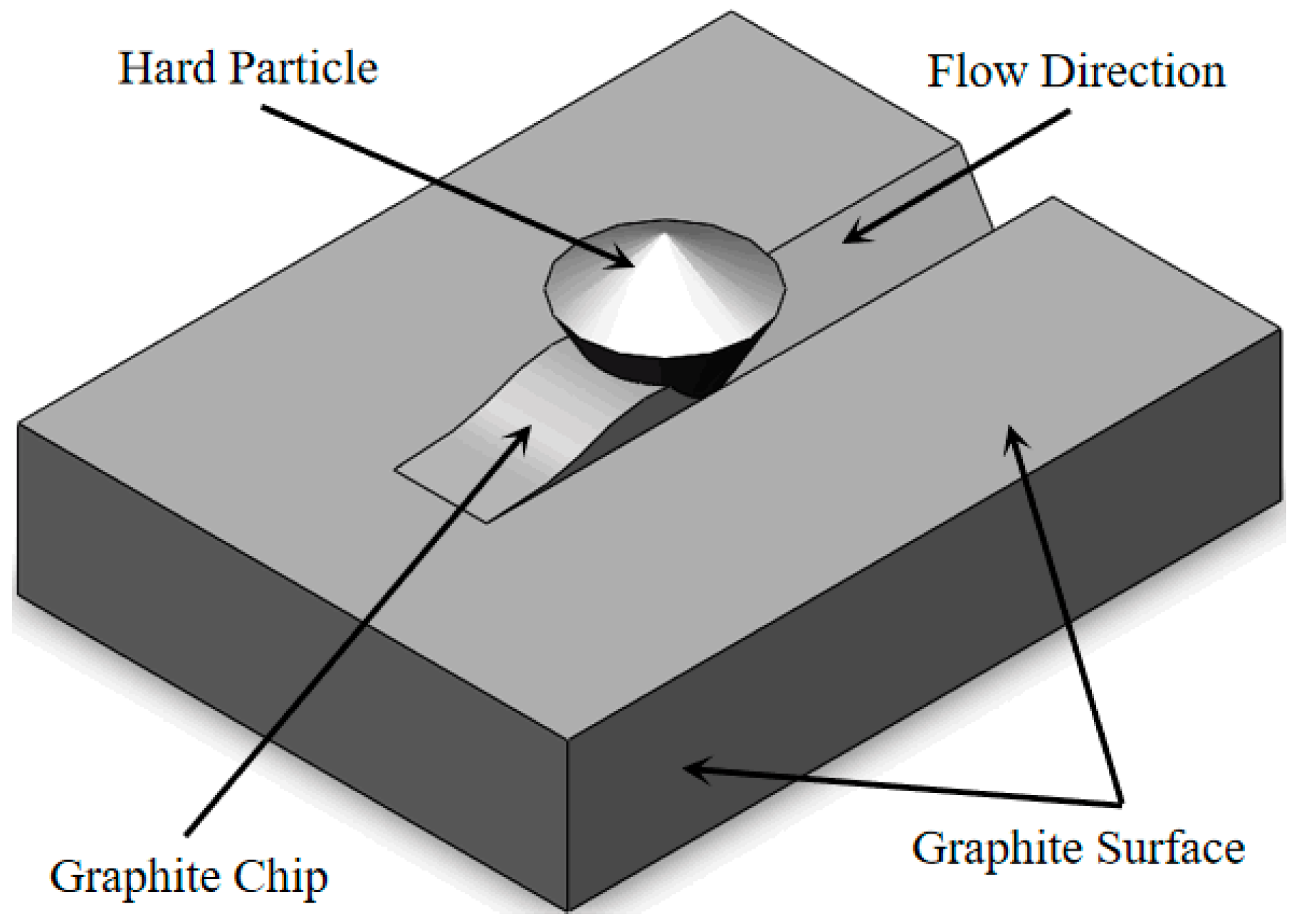
2.3. Solid Phase Particle Erosion and Wear Mechanism
- (1)
- Graphite seal surface wear is proportional to the abrasive friction distance;
- (2)
- Graphite seal surface wear is proportional to the normal load value;
- (3)
- Graphite seal surface wear is inversely proportional to the surface hardness.
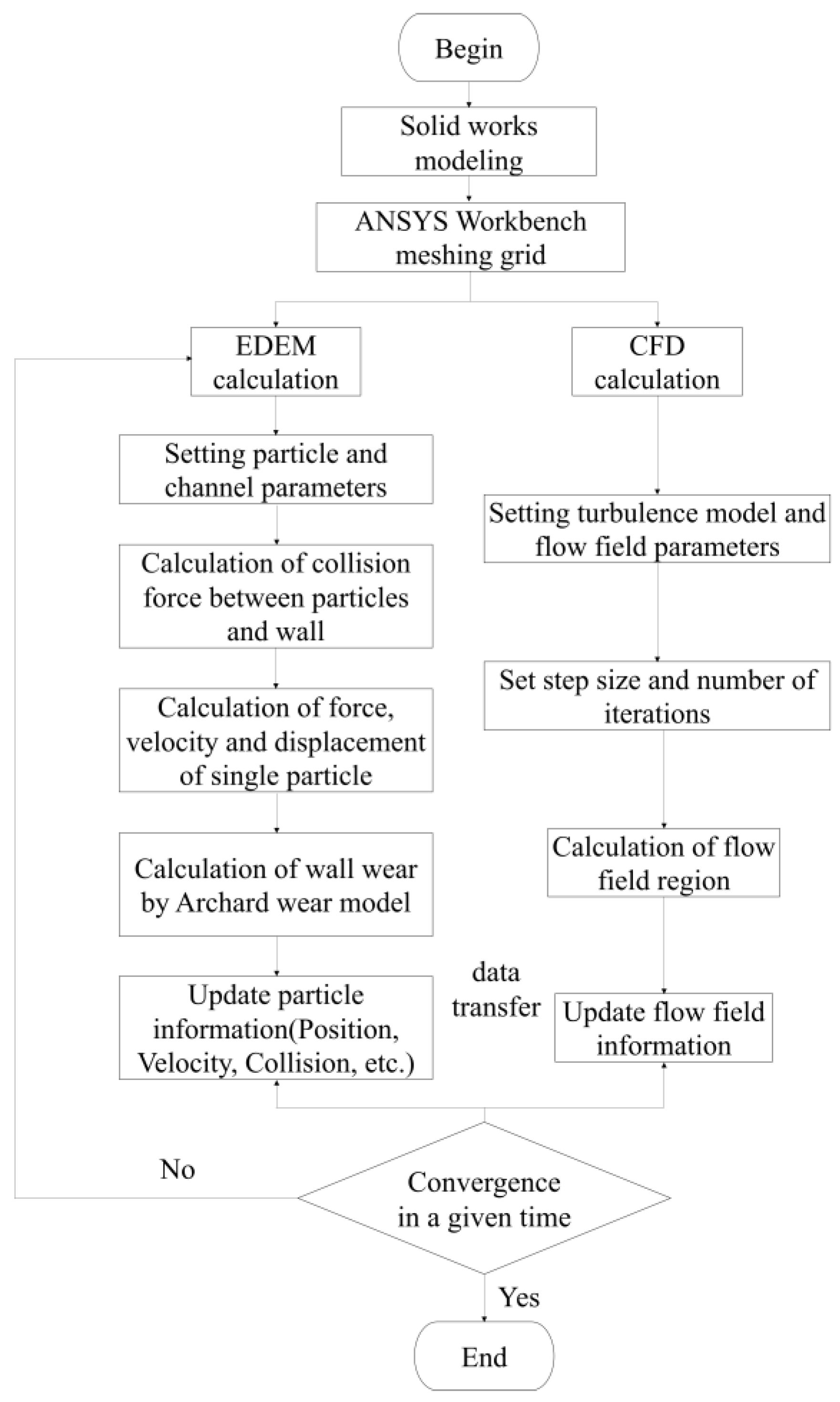
3. Wear Rate Study of Seal Sub Based on CFD-DEM Coupling
3.1. Working Conditions and Material Parameters
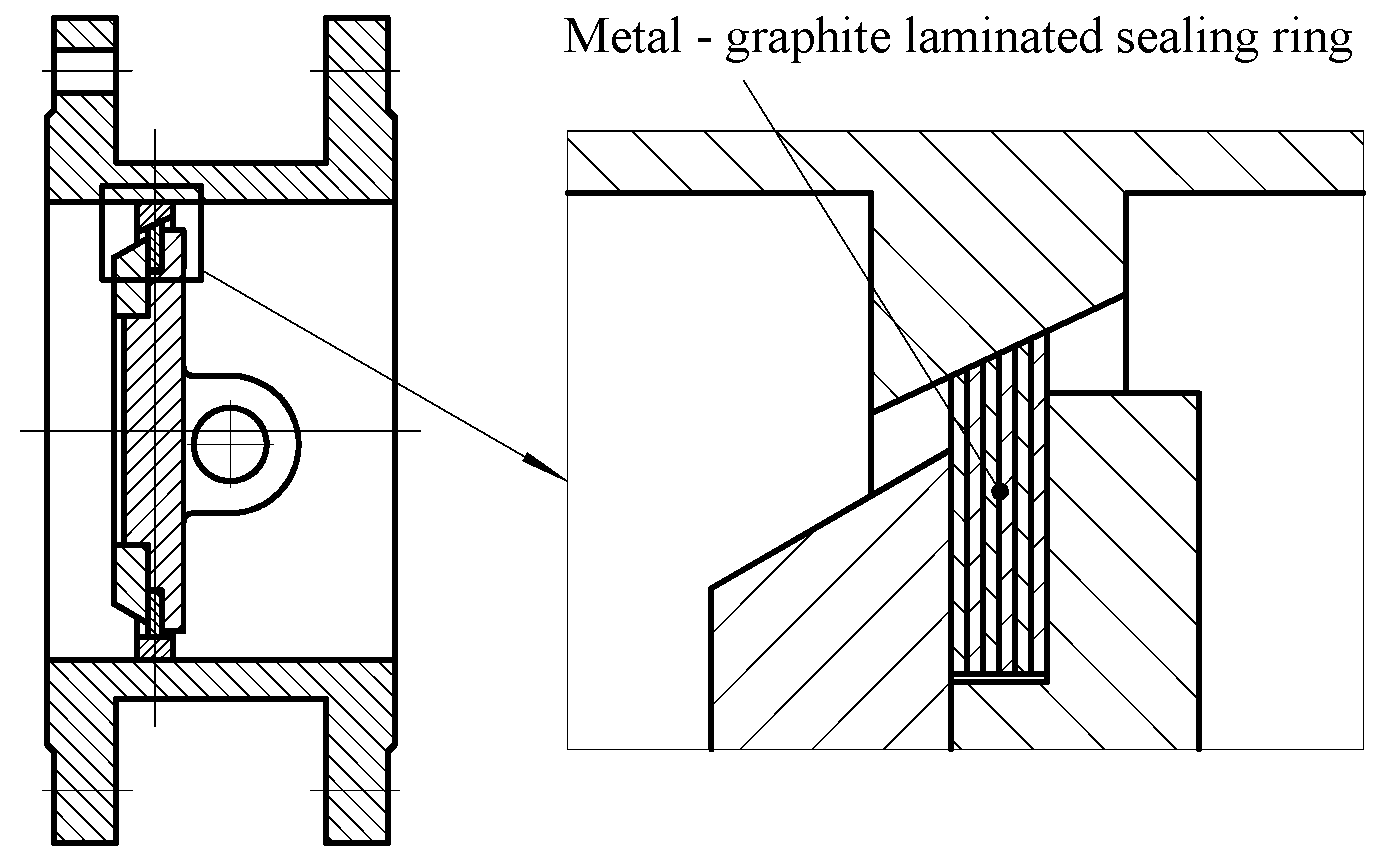
3.2. Flow Channel Model and Particle Model
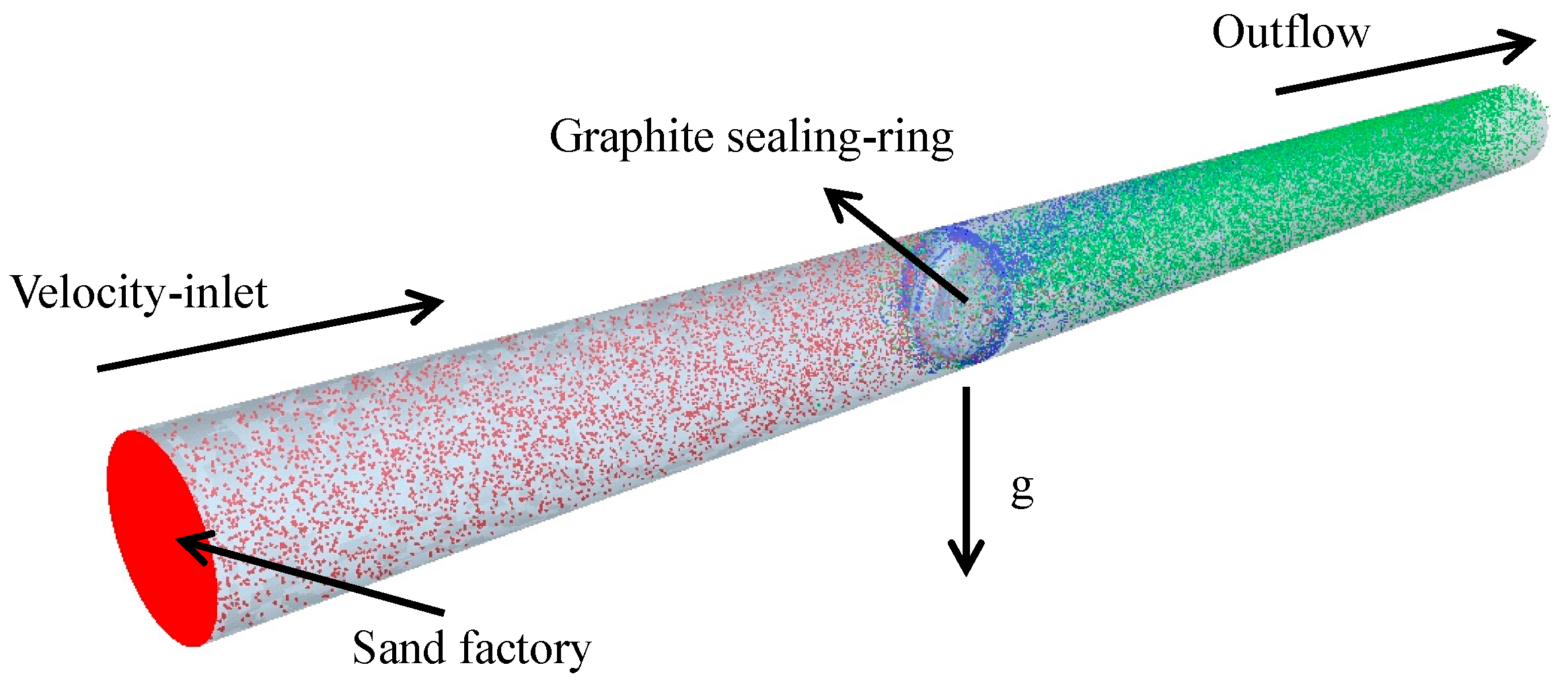
3.3. Loads and Boundary Conditions
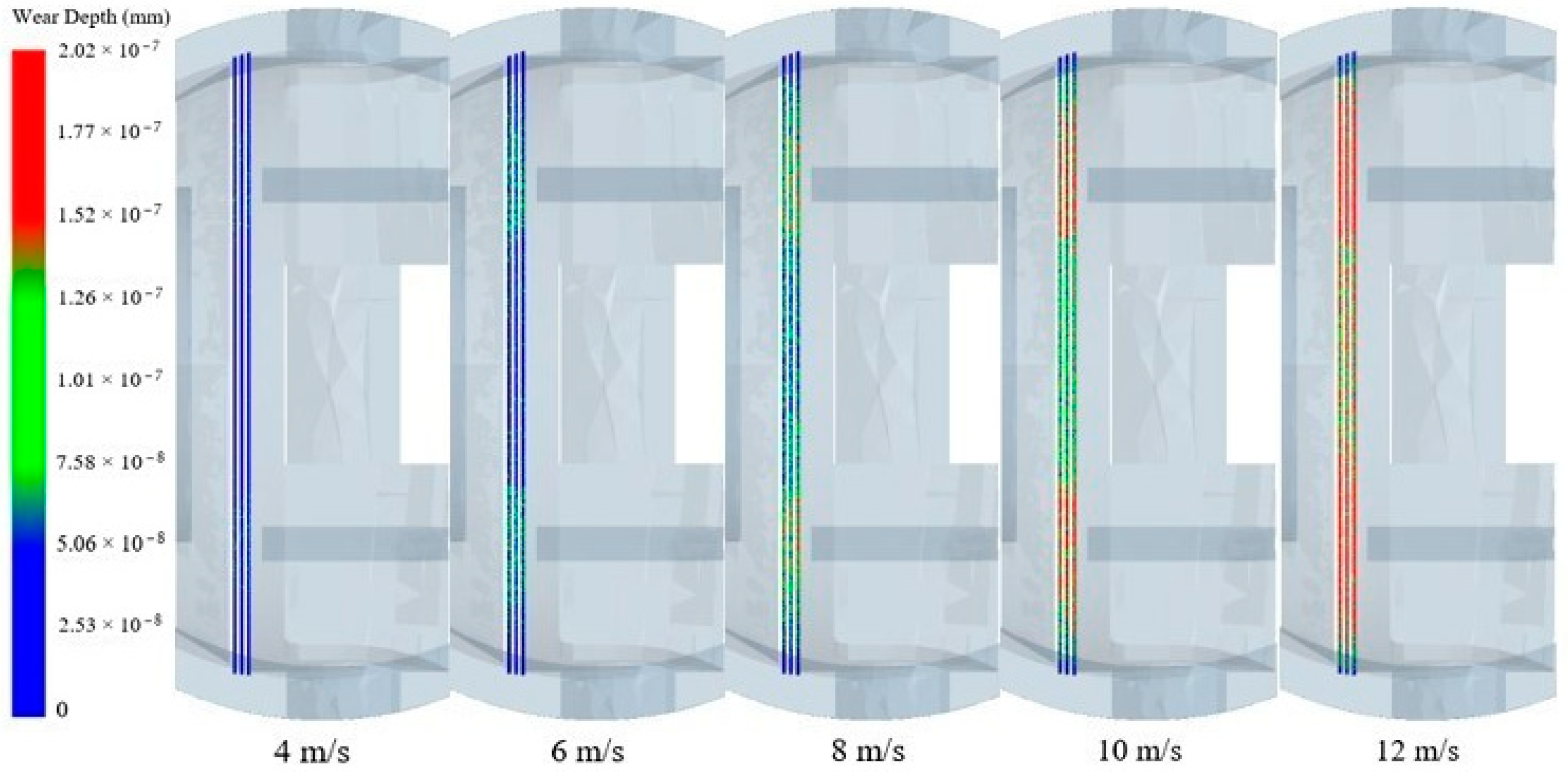
3.4. Graphite Seal Surface Wear Analysis
4. Parameters Affecting Erosive Wear of Solid Phase Particles
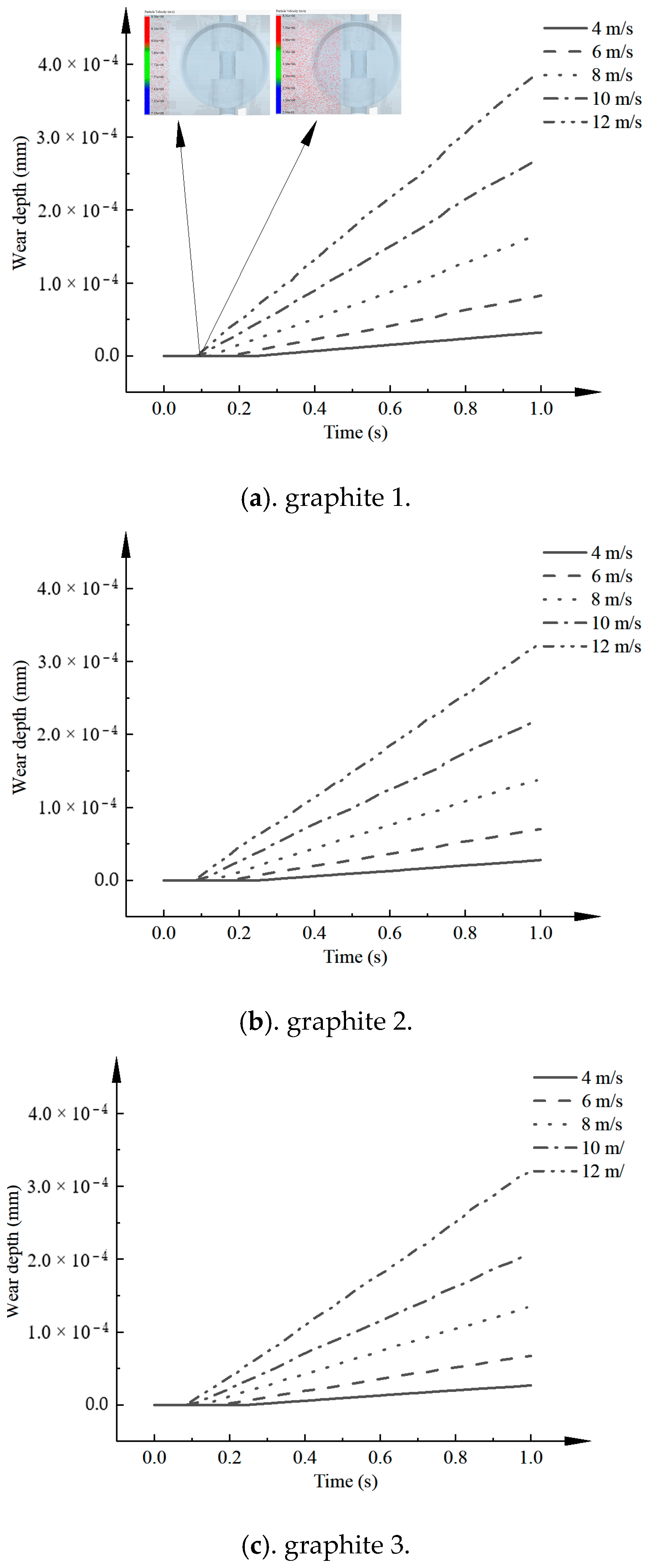
4.1. Effect of Transport Speed on Wear Rate
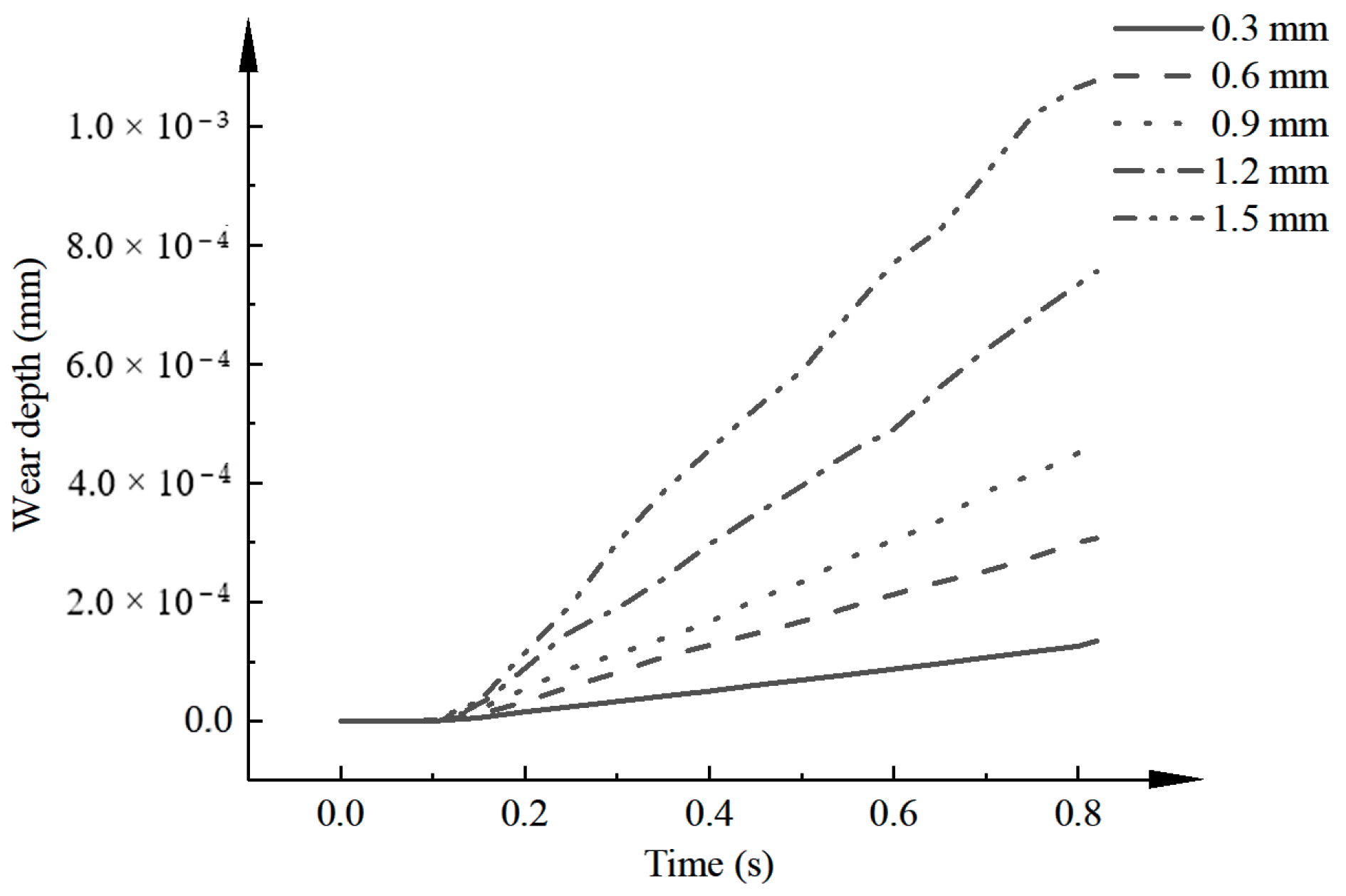
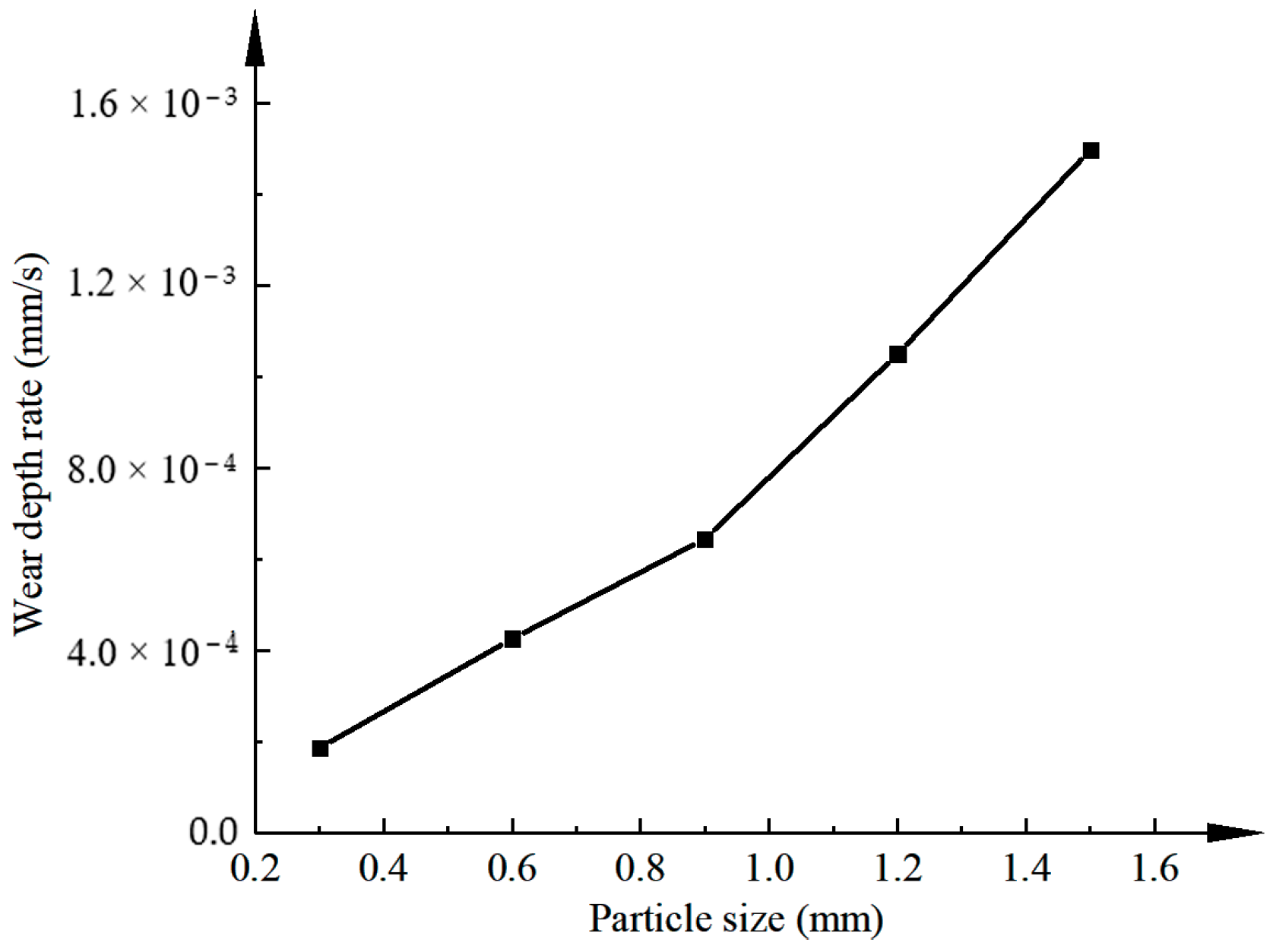
4.2. Effect of Particle Size on Wear Rate
4.3. Effect of Working Temperature on Wear Rate
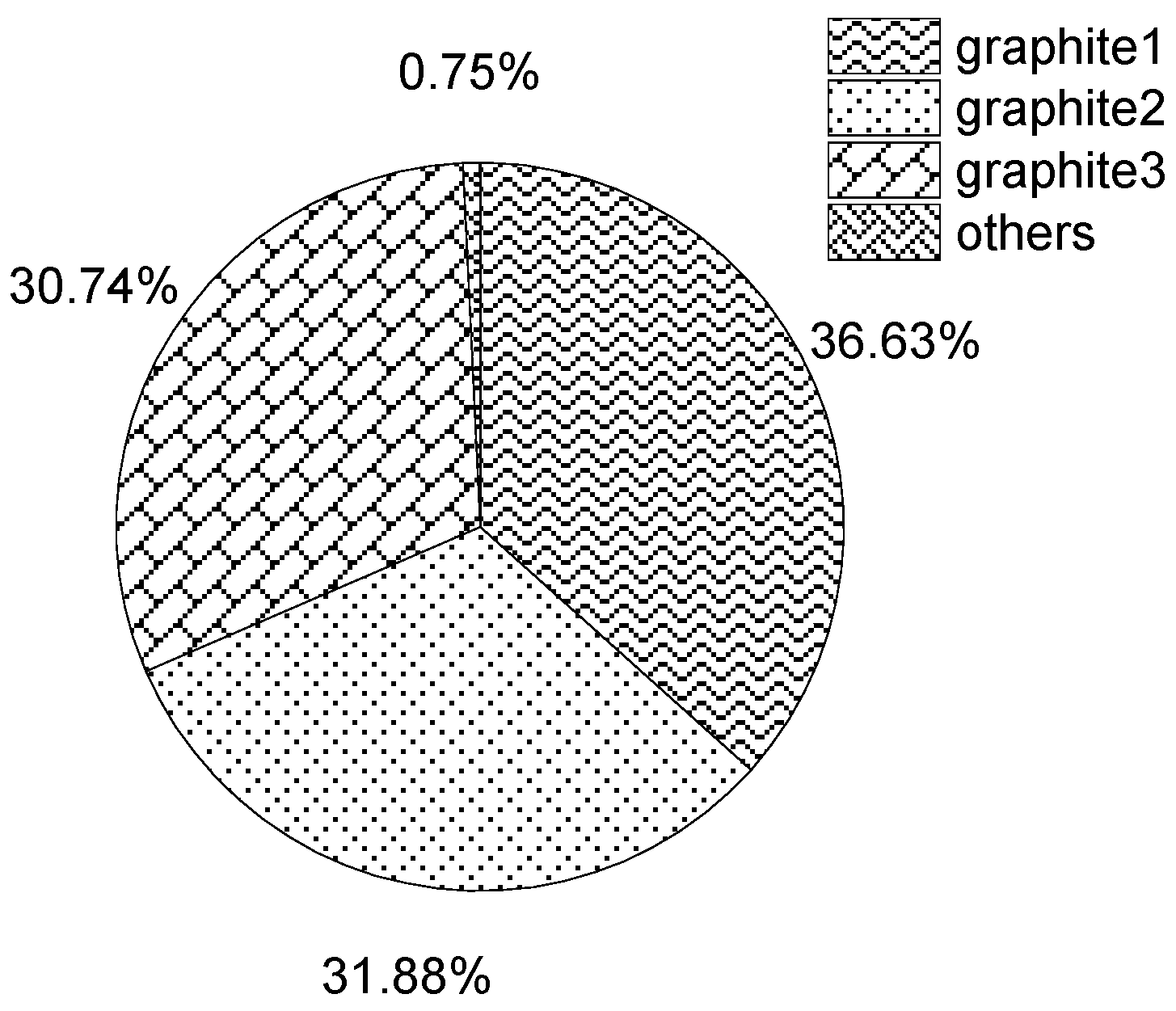
4.4. Effect of Target Material Type on Wear Rate
5. Results
- At a flow rate of 4 m/s, the maximum wear depth of the seal’s surface is 8.14 × 10−8 mm, and the simulation time is 1 s, then the maximum wear rate of graphite can be calculated as 2.567 mm/a. A year of erosive wear on the graphite-sealing surface under full open working conditions will result in a wear depth of 2.567 mm;
- The wear depth in the middle part of the straight side is significantly less than the wear depth on the left and right sides. It indicates the existence of an impact angle that maximizes the wear rate when the cutting action is most significant;
- The total wear depth of the seal’s surface as a function of time is approximated as a monotonically increasing function, and the wear depth rate is proportional to the flow rate. The wear depth rate is proportional to the particle size. When the temperature is less than 200 K, the wear depth decreases rapidly with the increase in temperature. When the temperature is greater than 200 K, the wear depth increases slowly with the increase in temperature.
6. Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Alihosseini, M.; Thamsen, P.U. Experimental and numerical investigation of sediment transport in sewers. In Proceedings of the Fluids Engineering Division Summer Meeting, Montreal, QC, Canada, 15–20 July 2018; American Society of Mechanical Engineers: New York, NY, USA, 2018; Volume 51579, p. V003T17A005. [Google Scholar]
- Kwak, H.S.; Seong, H.; Brilianto, R.M.; Kim, C. Design of Laminated Seal for Triple Offset Butterfly Valve (350 °C) Used in Combined Cycle Power Plants. Appl. Sci. 2019, 9, 3095. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Wang, L.; Huang, F. Simulation analyses of dust deposition characteristics on sealing surface of the butterfly valve in blast furnace gas pipelines. In Proceedings of the 2015 7th International Conference on Modelling, Identification and Control (ICMIC), Sousse, Tunisia, 18–20 December 2015; IEEE: New York, NY, USA, 2015; pp. 1–6. [Google Scholar]
- Xu, B.; Zhu, Z.; Lin, Z.; Wang, D.; Ma, G. Numerical and experimental re-search on the erosion of solid-liquid two-phase flow in transport butterfly valve based on DEM method. Ind. Lubr. Tribol. 2021, 73, 606–613. [Google Scholar] [CrossRef]
- Peng, D.; Dong, S.; Wang, Z.; Wang, D.; Chen, Y.; Zhang, L. Characterization of the Solid Particle Erosion of the Sealing Surface Materials of a Ball Valve. Metals 2021, 11, 263. [Google Scholar] [CrossRef]
- Zolfagharnasab, M.H.; Salimi, M.; Zolfagharnasab, H.; Alimoradi, H.; Shams, M.; Aghanajafi, C. A novel numerical investigation of erosion wear over various 90-degree elbow duct sections. Powder Technol. 2021, 380, 1–17. [Google Scholar]
- Lin, Z.; Sun, X.; Yu, T.; Zhang, Y.; Li, Y.; Zhu, Z. Gas–solid two-phase flow and erosion calculation of gate valve based on the CFD-DEM model. Powder Technol. 2020, 366, 395–407. [Google Scholar]
- Huang, S.; Tang, Z.; Huang, J.; Ou, C.; Hui, Z. Investigation of influencing factors of wear in a sandblasting machine by CFD-DEM coupling. Part. Sci. Technol. 2022, 40, 838–847. [Google Scholar] [CrossRef]
- Yao, L.; Liu, Y.; Liu, J.; Xiao, Z.; Xie, K.; Cao, H.; Zhang, H. An optimized CFD-DEM method for particle collision and retention analysis of two-phase flow in a reduced-diameter pipe. Powder Technol. 2022, 405, 117547. [Google Scholar] [CrossRef]
- Deng, L.; Hu, Q.; Chen, J.; Kang, Y.; Liu, S. Particle distribution and motion in six-stage centrifugal pump by means of slurry experiment and CFD-DEM simulation. J. Mar. Sci. Eng. 2021, 9, 716. [Google Scholar] [CrossRef]
- Kabeel, A.E.; Elkelawy, M.; Mohamad, H.A.; Elbanna, A.M.; Panchal, H.; Suresh, M.; Israr, M. The influences of loading ratios and conveying velocity on gas-solid two-phase flow characteristics: A comprehensive experimental CFD-DEM study. Int. J. Ambient Energy 2022, 43, 2714–2726. [Google Scholar] [CrossRef]
- Liang, X.; Liu, X.J.; Xia, D. Numerical investigation of the gas–solid heat transfer characteristics of packed multi-size particles. Int. J. Heat Mass Transf. 2020, 149, 119237. [Google Scholar]
- Javaheri, V.; Porter, D.; Kuokkala, V.T. Slurry erosion of steel–Review of tests, mechanisms, and materials. Wear 2018, 408, 248–273. [Google Scholar] [CrossRef]
- Liu, M.; Chen, M.; Li, T.; Tang, Y.; Liu, R.; Shao, Y.; Liu, B.; Chang, J. CFD–DEM–CVD multi-physical field coupling model for simulating particle coating process in spout bed. Particuology 2019, 42, 67–78. [Google Scholar] [CrossRef]
- Wang, Y.; He, T.; Ding, Q.; Gao, P.; Tao, R.; Zhu, Z. Analysis of Internal Flow and Wear Characteristics of Binary Mixture Particles in Centrifugal Pump Based on CFD-DEM. Processes 2022, 10, 681. [Google Scholar] [CrossRef]
- Huang, S.; Huang, J.; Guo, J.; Mo, Y. Study on wear properties of the flow parts in a centrifugal pump based on EDEM–fluent coupling. Processes 2019, 7, 431. [Google Scholar] [CrossRef] [Green Version]
- Rajahram, S.S.; Harvey, T.J.; Wood RJ, K. Evaluation of a semi-empirical model in predicting erosion–corrosion. Wear 2009, 267, 1883–1893. [Google Scholar] [CrossRef]
- Ji, S.M.; Ge, J.Q.; Tan, D.P. wall contact effects of particle-wall collision process in a two-phase particle fluid. J. Zhejiang Univ.-Sci. A 2017, 18, 958–973. [Google Scholar] [CrossRef]
- Zhang, Y.; Men, X.; Wang, S.; Fu, X.; Chen, L. CFD-DEM Study of Pleated Filter Plugging Process Based on Porous Media Model. Machines 2022, 10, 862. [Google Scholar] [CrossRef]
- Hu, Z.; Zeng, H.; Ge, Y.; Wang, W.; Wang, J. Simulation and experiment of gas-solid flow in a safflower sorting device based on the CFD-DEM coupling method. Processes 2021, 9, 1239. [Google Scholar] [CrossRef]
- Zhou, D.P.; Ma, X.D.; Chen, Y. Simulation Analysis for Erosion Wear of Ω-shaped Pipe Based on CFD-DEM Coupling. China Pet. Mach. 2022, 50, 136–142. (In Chinese) [Google Scholar]
- Haiying, Z.; Zhong, H.; Shaoyang, J.; Hongling, D.; Xiaogang, X.; Feng, S. Analysis on Wearing of Bearing for Main Pump in Nuclear Power Plant. Nucl. Power Eng. 2022, 43, 108–111. (In Chinese) [Google Scholar]
- Lu, Y.; Liu, S.; Zhang, X.; Jiang, Z.E.D. A Probabilistic Statistical Method for the Determination of Void Morphology with CFD-DEM Approach. Energies 2020, 13, 4041. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design Parameters | Name/Value |
|---|---|
| Nominal diameter | DN200 |
| Nominal pressure | PN16 |
| Media used | Blast furnace gas |
| Parameter Type | Parameter Size |
|---|---|
| Wear coefficient between particle-graphite | 0.471 × 10−9 |
| Wear coefficient between particle-metal | 10−12 |
| Particle density (kg/m3) | 2650 |
| Graphite density (kg/m3) | 15.03 |
| Metal density (kg/m3) | 7800 |
| Particle Poisson’s ratio | 0.4 |
| Graphite Poisson’s ratio | 0.206 |
| Metal Poisson’s ratio | 0.3 |
| Particle shear modulus (MPa) | 8.8 |
| Graphite shear modulus (kPa) | 1 |
| Metal shear modulus (MPa) | 0.1 |
| Recovery coefficient of particle-particle | 0.27 |
| Recovery coefficient of particle-graphite | 0.047 |
| Recovery coefficient of particle-metal | 0.5 |
| Static friction coefficient of particle-particle | 0.44 |
| Static friction coefficient of particle-graphite | 0.894 |
| Static friction coefficient of particle-metal | 0.15 |
| Dynamic friction coefficient of particle-particle | 0.01 |
| Dynamic friction coefficient of particle-graphite | 0.001 |
| Dynamic friction coefficient of particle-metal | 0.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Zhang, B.; Yang, L.; Zhang, J.; Wang, Y.; Kang, W. Study on Wear Properties of the Graphite-Sealing Surfaces in a Triple Eccentric Butterfly Valve Based on EDEM-Fluent Coupling. Machines 2023, 11, 463. https://doi.org/10.3390/machines11040463
Li S, Zhang B, Yang L, Zhang J, Wang Y, Kang W. Study on Wear Properties of the Graphite-Sealing Surfaces in a Triple Eccentric Butterfly Valve Based on EDEM-Fluent Coupling. Machines. 2023; 11(4):463. https://doi.org/10.3390/machines11040463
Chicago/Turabian StyleLi, Shuxun, Bohao Zhang, Lingxia Yang, Jianzheng Zhang, Yixue Wang, and Wenyu Kang. 2023. "Study on Wear Properties of the Graphite-Sealing Surfaces in a Triple Eccentric Butterfly Valve Based on EDEM-Fluent Coupling" Machines 11, no. 4: 463. https://doi.org/10.3390/machines11040463