
Hard Milling Process Based on Compressed Cold Air-Cooling Using Vortex Tube for Sustainable and Smart Manufacturing


Abstract
:1. Introduction
2. Materials and Methods
- -
- b0, bi, bij, and bii represent regression coefficients.
- -
- Xi, and Xj represent coded values of input parameters.
- -
- k is the number of parameters.
- -
- n0 is the repeated design number on the average level.
- -
- nα is the design number on the central axes.
- -
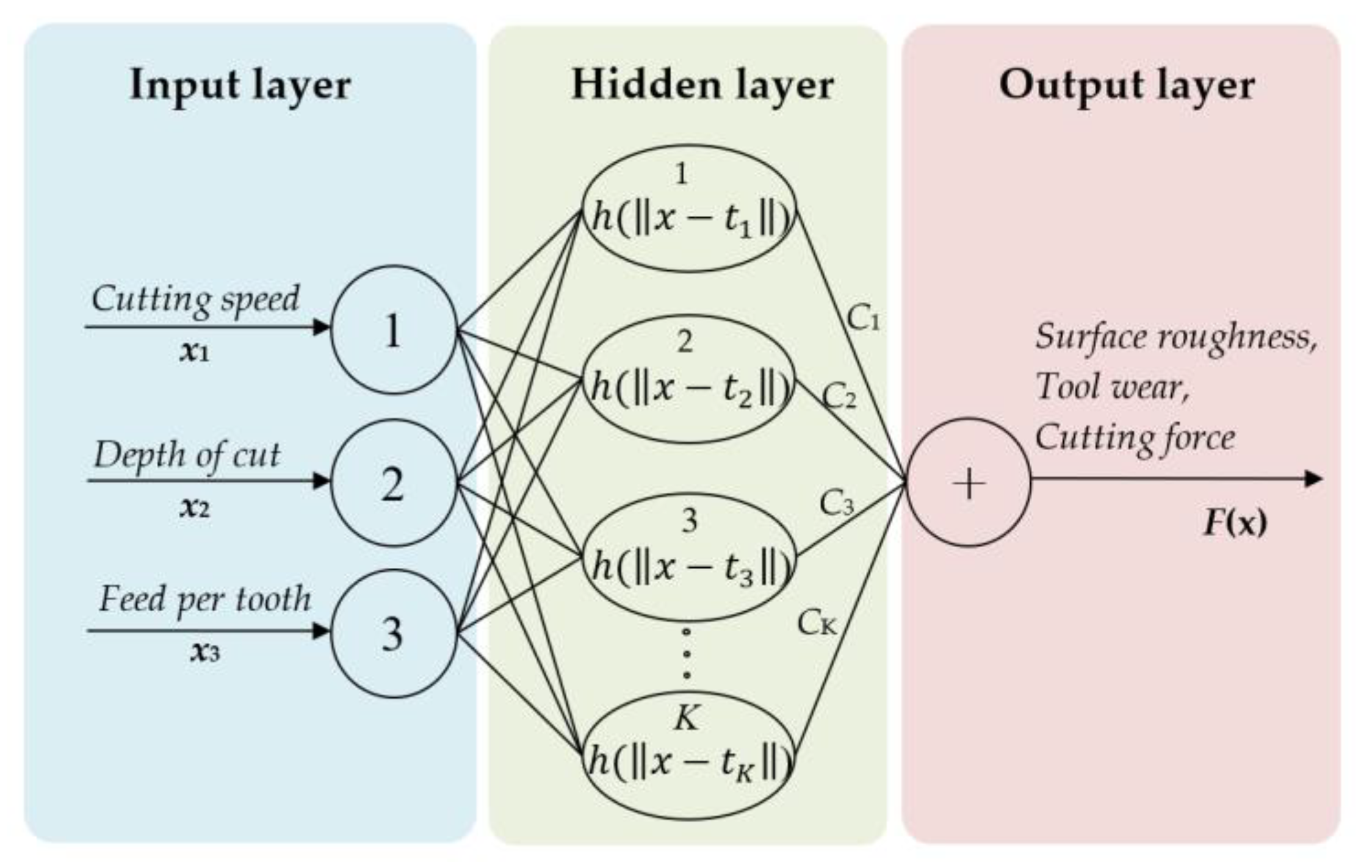
- x represents n-dimensional input vectors, as regression coefficients.
- -
- xi represents n-dimensional vectors of the position of the point-of-learning dataset.
- -
- ci represents the unknown interpolation coefficient.
- -
- h(.) represents the radial basis function.
- -
- ‖.‖ represents the Euclidean distance in multi-dimensional real space Rn.
- -
- N represents the number of interpolation points.
- -
- tj represents n-dimensional vectors of the centre of the radial basis function.
- -
- K represents the index of the neuron of the hidden layer.
3. Results
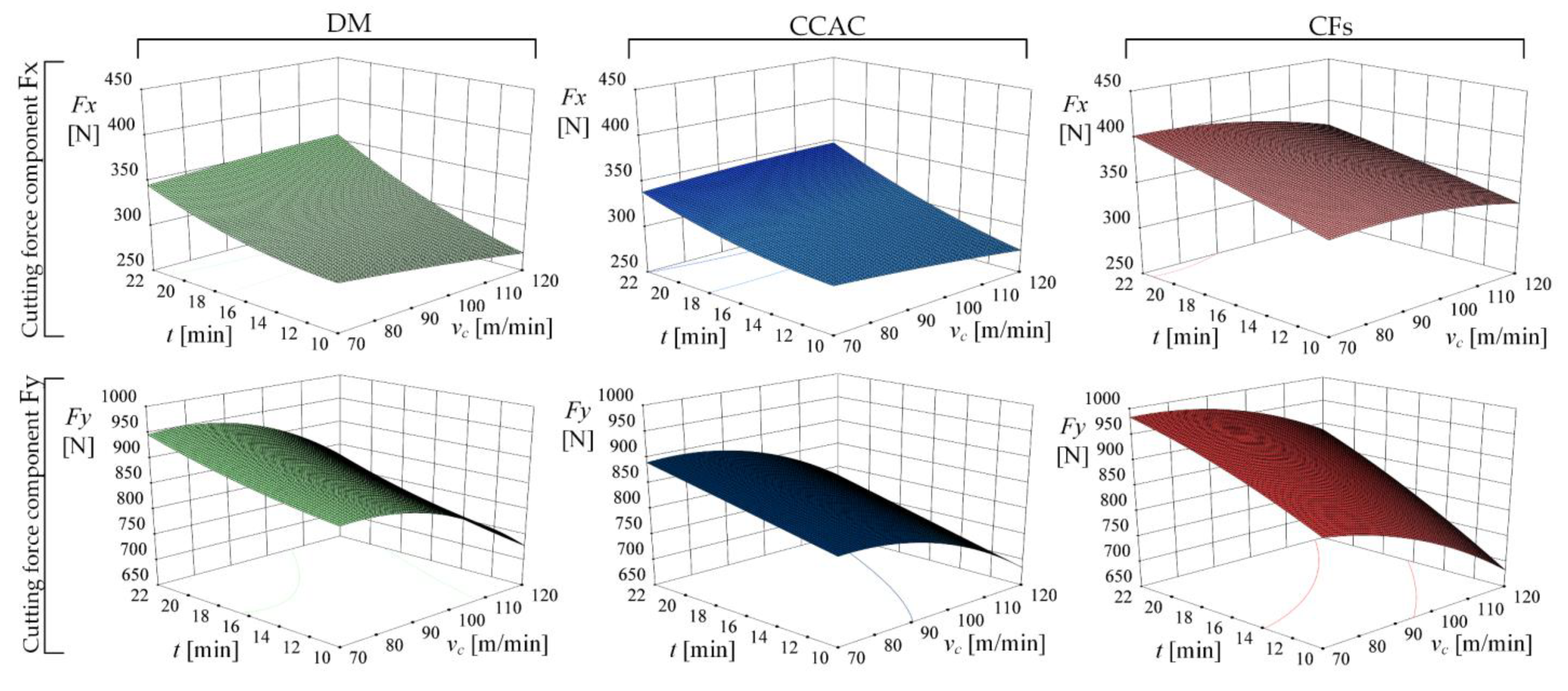
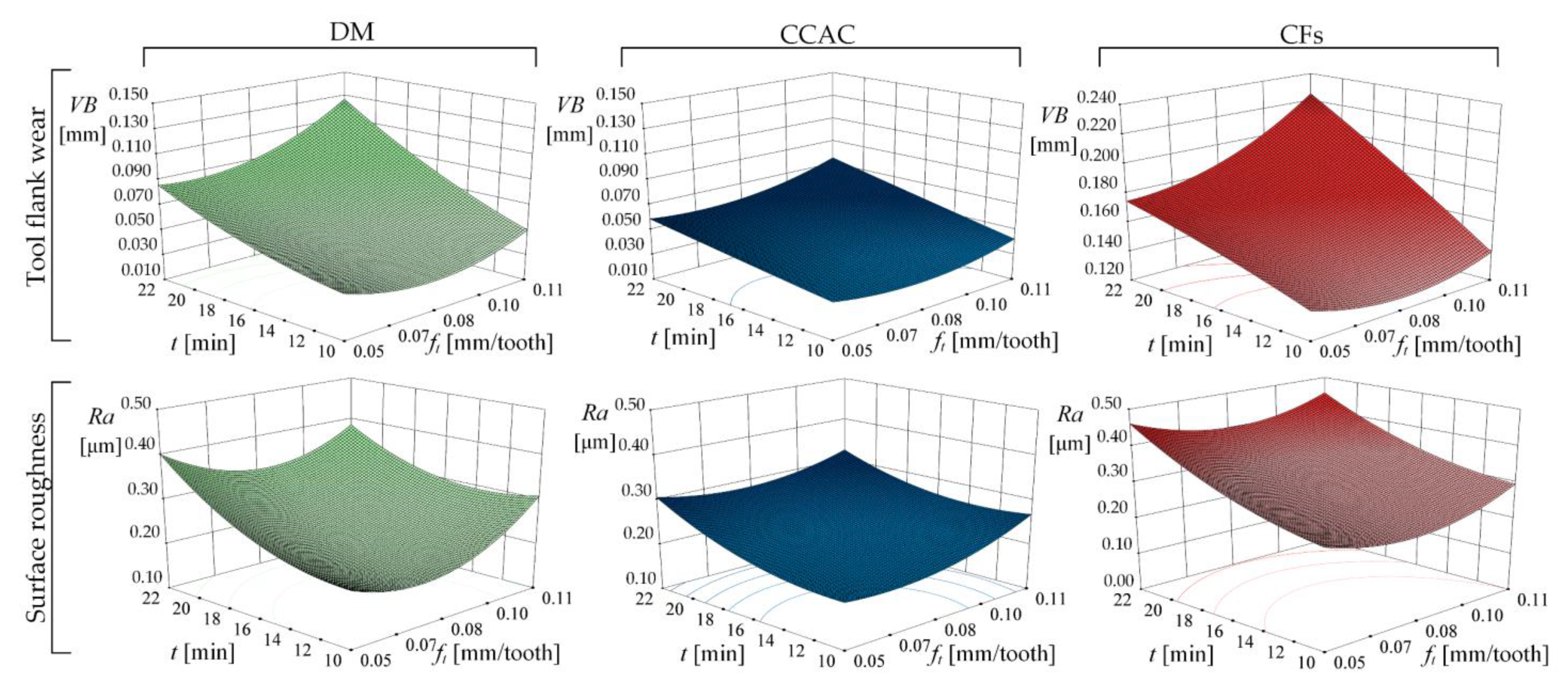
3.1. Parametric Analysis of the Influence of Input Variables on the Milling Force Components, Tool Wear and Surface Roughness
3.2. RA and RBNN Models Simulation
3.3. Optimizing the Number and Type of Input Variables of RBNN in Order to Improve the Prediction Ability
4. Discussion
5. Conclusions
- The CCAC technique fulfils functional aspects and all the sustainability aspects as an alternative type of cooling within the machining process, while not having any serious drawbacks.
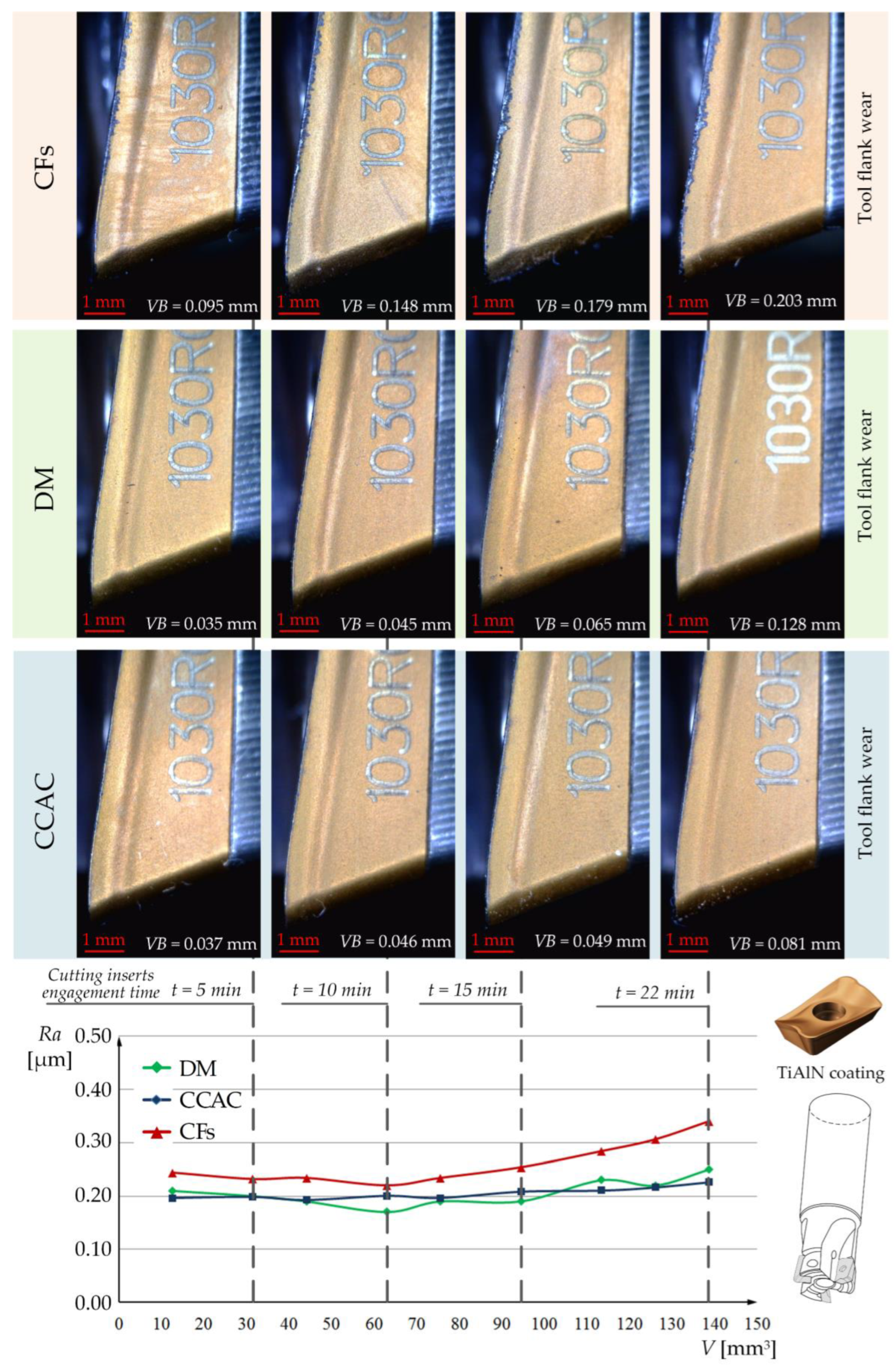
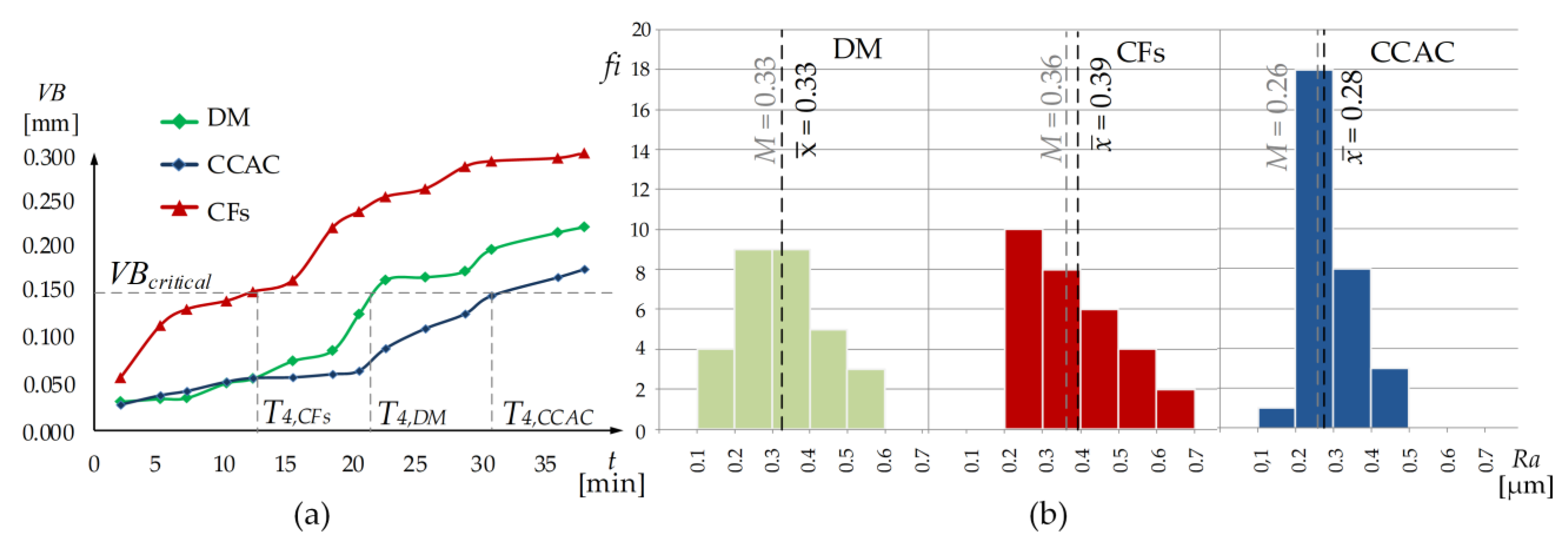
- The lowest average tool flank wear of 0.05 mm was achieved when hard milling under CCAC cutting conditions, followed by DM with an average VB value of 0.08 mm and CFs with an average VB value of 0.17 mm.
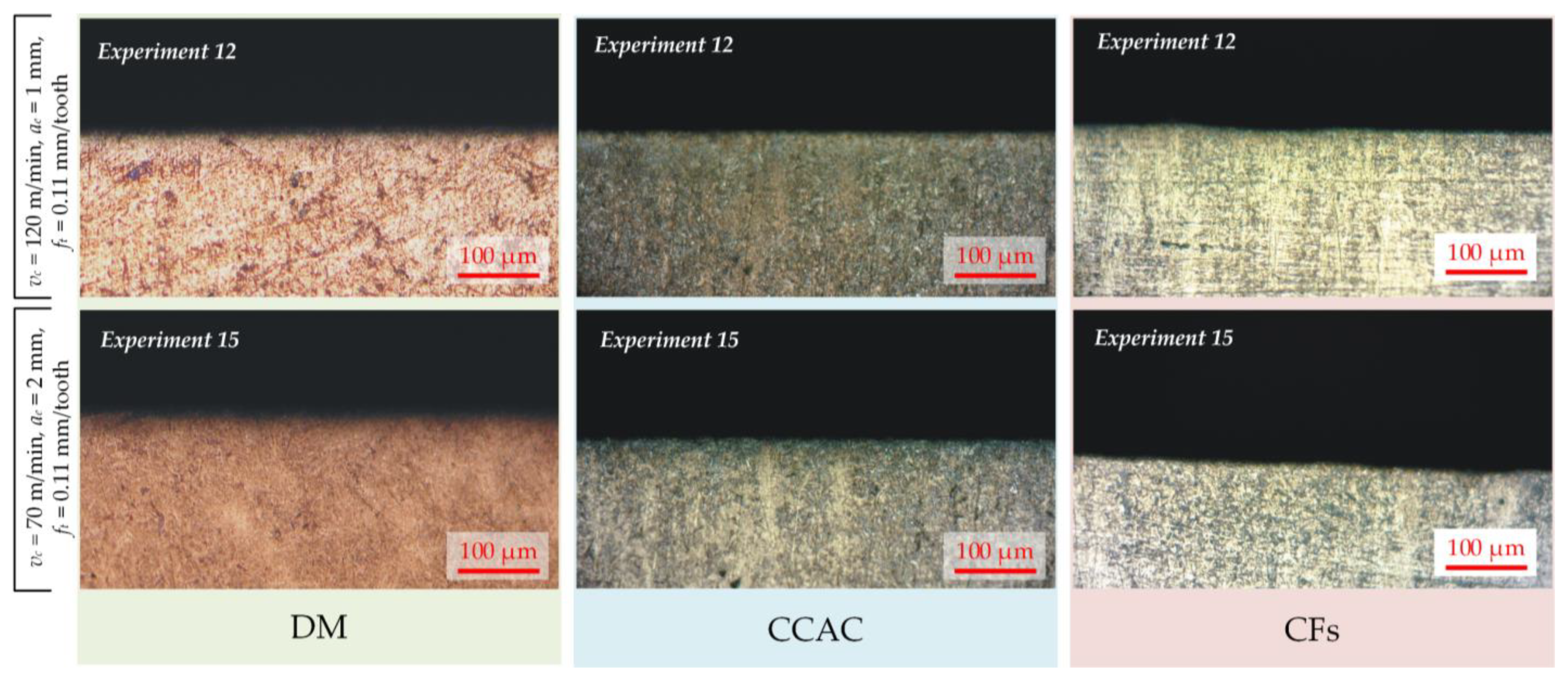
- The technological justification of the CCAC technique was achieved as a result of the lowest measured surface roughness compared to DM and CFs. The surface roughness value measured during hard milling under CCAC with an average of Ra = 0.28 µm corresponds to roughness classes N4 and N5, which are comparable to those obtained in grinding procedures.
- The average tool durability for hard milling under CCAC showed an increase of 26% compared to DM. Tool durability proved to be more than two times lower in the case of hard milling under the CFs condition.
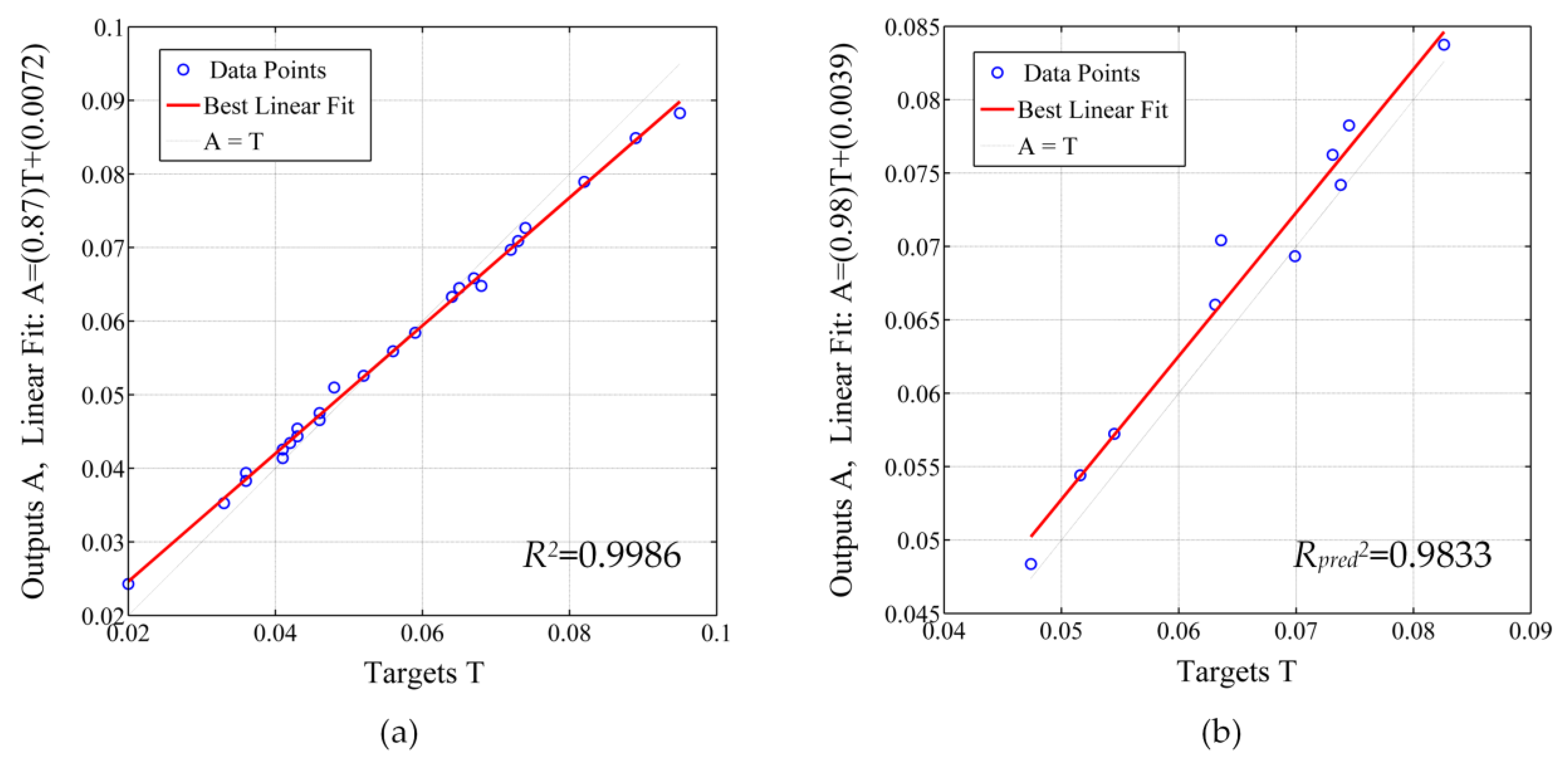
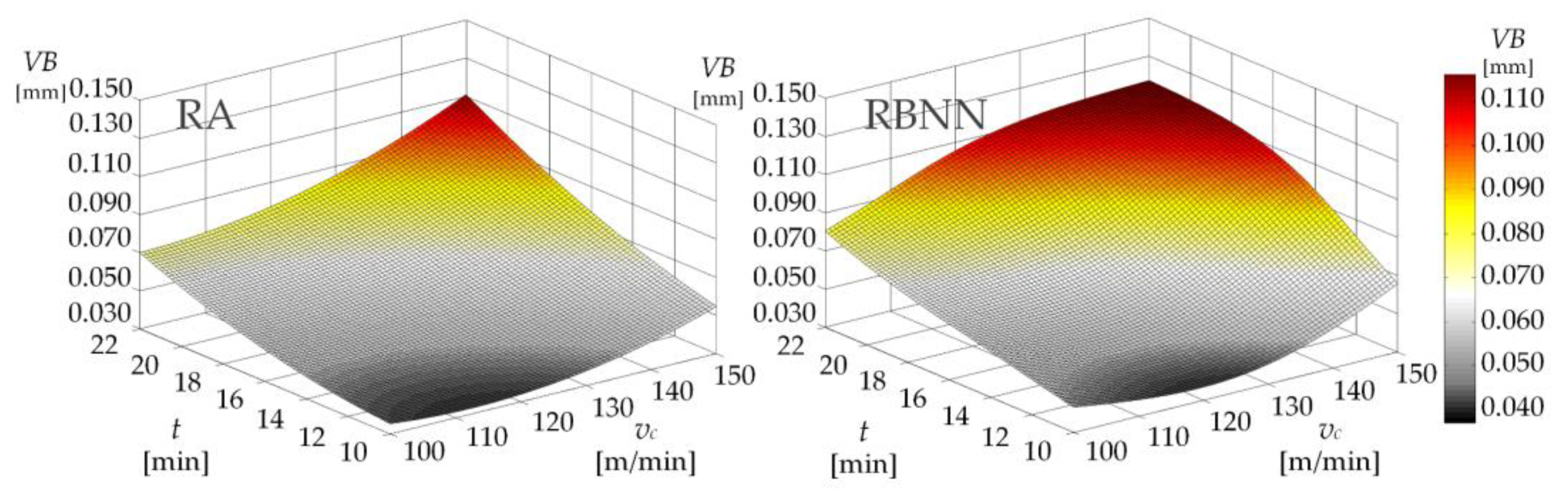
- The proposed RBNN model can be utilized for tool flank wear prediction with better accuracy compared to the RA model.
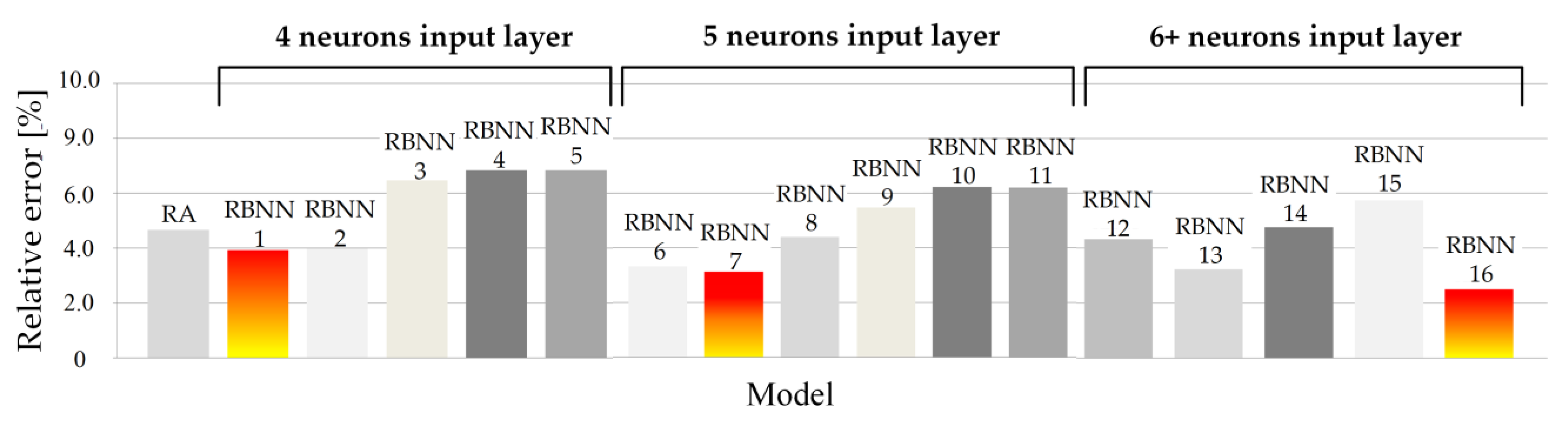
- Optimisation of the number and type of input layer neurons resulted in choosing RBNN 2 with four input layer neurons (Fx, Fy, Fz and t) and a relative prediction error of 3.97% as the optimal choice for the creation of a future on-line tool condition monitoring system as part of the Industry 4.0/5.0 paradigm.
- The CCAC technique using a vortex tube for hard milling was proven to be an efficient and sustainable solution for smart manufacturing.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Koren, Y. The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable Systems; Wiley: Hoboken, NJ, USA, 2010. [Google Scholar]
- Yang, M.; Wang, E.Z.; Hou, Y. The relationship between manufacturing growth and CO2 emissions: Does renewable energy consumption matter? Energy 2021, 232, 121032. [Google Scholar] [CrossRef]
- Cantore, N.; Clara, M.; Lavopa, A.; Soare, C. Manufacturing as an engine of growth: Which is the best fuel? Struct. Chang. Econ. Dyn. 2017, 42, 56–66. [Google Scholar] [CrossRef]
- Groover, M.P. Introduction to Manufacturing Processes; Wiley: Hoboken, NJ, USA, 2011. [Google Scholar]
- Tian, P.; He, L.; Zhou, T.; Du, F.; Zou, Z.; Zhou, X.; Jiang, H. Effect of workpiece microstructure on tool wear behavior and surface quality during machining Inconel 718 alloy. Tribol. Int. 2022, 175, 107814. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. Application of vegetable oil-based metalworking fluids in machining ferrous metals—A review. Int. J. Mach. Tools Manuf. 2012, 52, 1–12. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Winter, M.; Bock, R.; Herrmann, C. Investigation of a new polymer-water based cutting fluid to substitute mineral oil based fluids in grinding processes. CIRP J. Manuf. Sci. Technol. 2013, 6, 254–262. [Google Scholar] [CrossRef]
- Davim, J.P. Green Manufacturing Processes and Systems; Springer-Verlag Berlin Heidelberg: Berlin/Heidelberg, Germany, 2013. [Google Scholar] [CrossRef]
- Young, P.; Byrne, G.; Cotterell, M. Manufacturing and the environment. Int. J. Adv. Manuf. Technol. 1997, 13, 488–493. [Google Scholar] [CrossRef]
- The National Institute for Occupational Safety and Health (NIOSH). Metalworking Fluids. Available online: https://www.cdc.gov/niosh/topics/metalworking/default.html#print (accessed on 20 January 2023).
- Henriks-Eckerman, M.-L.; Suuronen, K.; Jolanki, R. Analysis of allergens in metalworking fluids. Contact Dermat. 2008, 59, 261–267. [Google Scholar] [CrossRef] [PubMed]
- Hannu, T.; Suuronen, K.; Aalto-Korte, K.; Alanko, K.; Luukkonen, R.; Järvelä, M.; Jolanki, R.; Jaakkola, M.S. Occupational respiratory and skin diseases among Finnish machinists: Findings of a large clinical study. Int. Arch. Occup. Environ. Health 2013, 86, 189–197. [Google Scholar] [CrossRef] [PubMed]
- Haider, J.; Hashmi, M.S.J. Health and Environmental Impacts in Metal Machining Processes; Hashmi, S., Batalha, G.F., van Tyne, C.J., Yilbas, B.B.T.-C.M.P., Eds.; Elsevier: Oxford, UK, 2014; pp. 7–33. [Google Scholar] [CrossRef]
- Dixit, J.P.; Sarma, U.S.; Davim, D.K. Environmentally Friendly Machining; Springer: New York, NY, USA, 2012. [Google Scholar] [CrossRef]
- Katna, R.; Suhaib, M.; Agrawal, N. Nonedible vegetable oil-based cutting fluids for machining processes—A review. Mater. Manuf. Process. 2020, 35, 1–32. [Google Scholar] [CrossRef]
- Pusavec, F.; Kramar, D.; Krajnik, P.; Kopac, J. Transitioning to sustainable production—Part II: Evaluation of sustainable machining technologies. J. Clean. Prod. 2010, 18, 1211–1221. [Google Scholar] [CrossRef]
- Haldar, B.; Joardar, H.; Louhichi, B.; Alsaleh, N.A.; Alfozan, A. A Comparative Machinability Study of SS 304 in Turning under Dry, New Micro-Jet, and Flood Cooling Lubrication Conditions. Lubricants 2022, 10, 359. [Google Scholar] [CrossRef]
- Jing, L.; Chen, M.; An, Q. Study on Performance of PVD AlTiN Coatings and AlTiN-Based Composite Coatings in Dry End Milling of Hardened Steel SKD11. Metals 2021, 11, 2019. [Google Scholar] [CrossRef]
- Fratila, D. Environmentally friendly Manufacturing Processes in the Context of Transition to Sustainable Production. Compr. Mater. Process. 2014, 8, 163–175. [Google Scholar] [CrossRef]
- Jahaziel, R.B.; Krishnaraj, V.; Sudhagar, S.; Priyadarshini, B.G. Improving dry machining performance of surface modified cutting tools through combined effect of texture and TiN-WS2 coating. J. Manuf. Process. 2023, 85, 101–108. [Google Scholar] [CrossRef]
- Astakhov, V.P. Ecological Machining: Near-dry Machining BT-Machining: Fundamentals and Recent Advances. In Machining; Davim, J.P., Ed.; Springer: London, UK, 2008; pp. 195–223. [Google Scholar] [CrossRef]
- Aslan, A.; Salur, E.; Kuntoğlu, M. Evaluation of the Role of Dry and MQL Regimes on Machining and Sustainability Index of Strenx 900 Steel. Lubricants 2022, 10, 301. [Google Scholar] [CrossRef]
- Sen, B.; Mia, M.; Krolczyk, G.M.; Mandal, U.K.; Mondal, S.P. Eco-Friendly Cutting Fluids in Minimum Quantity Lubrication Assisted Machining: A Review on the Perception of Sustainable Manufacturing. Int. J. Precis. Eng. Manuf. Technol. 2021, 8, 249–280. [Google Scholar] [CrossRef]
- Khanna, C.; Agrawal, N. Titanium Machining Using Indigenously Developed Sustainable Cryogenic Machining Facility. In Materials Forming, Machining and Post Processing; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar] [CrossRef]
- Hegab, H.; Damir, A.; Attia, H. Sustainable machining of Ti-6Al-4V using cryogenic cooling: An optimized approach. Procedia CIRP 2020, 101, 346–349. [Google Scholar] [CrossRef]
- Pusavec, F.; Deshpande, A.; Yang, S.; M Saoubi, R.; Kopac, J.; Dillon, O.W., Jr.; Jawahir, I.S. Sustainable machining of high temperature Nickel alloy—Inconel 718: Part 1—Predictive performance models. J. Clean. Prod. 2014, 81, 255–269. [Google Scholar] [CrossRef]
- Cagan, S.C.; Buldum, B.B. Chapter 10—Cryogenic cooling-based sustainable machining. In Handbooks in Advanced Manufacturing—Sustainable Manufacturing; Gupta, K., Salonitis, K.B.T.-S.M., Eds.; Elsevier: Amsterdam, Netherland, 2021; pp. 259–285. [Google Scholar] [CrossRef]
- Sharma, V.S.; Dogra, M.; Suri, N.M. Cooling techniques for improved productivity in turning. Int. J. Mach. Tools Manuf. 2009, 49, 435–453. [Google Scholar] [CrossRef]
- Su, Y.; He, N.; Li, L.; Iqbal, A.; Xiao, M.H.; Xu, S.; Qiu, B.G. Refrigerated cooling air cutting of difficult-to-cut materials. Int. J. Mach. Tools Manuf. 2007, 47, 927–933. [Google Scholar] [CrossRef]
- Swain, S.; Patra, S.K.; Roul, M.K.; Sahoo, L.K. A short review on cooling process using compressed cold air by vortex tube in machining. Mater. Today Proc. 2022, 64, 382–389. [Google Scholar] [CrossRef]
- Saikiran, M.; Ravali, G.; Kumar, P. Comparative study of vegetable based and conventional cutting fluids in machining of copper alloys. Mater. Today Proc. 2019, 19, 611–614. [Google Scholar] [CrossRef]
- García-Martínez, E.; Miguel, V.; Martínez-Martínez, A.; Manjabacas, M.C.; Coello, J. Sustainable Lubrication Methods for the Machining of Titanium Alloys: An Overview. Materials 2019, 12, 3852. [Google Scholar] [CrossRef]
- Afonso, I.S.; Pereira, J.; Ribeiro, A.E.; Amaral, J.S.; Rodrigues, N.; Gomes, J.R.; Lima, R.; Ribeiro, J. Analysis of a Vegetable Oil Performance in a Milling Process by MQL Lubrication. Micromachines 2022, 13, 1254. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Sankar, M.R. Past and Current Status of Eco-Friendly Vegetable Oil Based Metal Cutting Fluids. Mater. Today Proc. 2017, 4, 3786–3795. [Google Scholar] [CrossRef]
- Sharma, A.; Kumar, R. Potential use of minimum quantity lubrication (MQL) in machining of biocompatible materials using environment friendly cutting fluids: An overview. Mater. Today Proc. 2021, 45, 5315–5319. [Google Scholar] [CrossRef]
- Pandey, K.; Datta, S. Chapter Eight—Machinability study of Inconel 825 superalloy under nanofluid MQL: Application of sunflower oil as a base cutting fluid with MWCNTs and nano-Al2O3 as additives. In Woodhead Publishing Reviews: Mechanical Engineering Series, Sustainable Manufacturing and Design; Palanikumar, K., Natarajan, E., Ramesh, S., Davim, J.P., Eds.; Woodhead Publishing: Cambridge, UK, 2021; pp. 151–197. [Google Scholar] [CrossRef]
- Nobrega, G.; de Souza, R.R.; Gonçalves, I.M.; Moita, A.S.; Ribeiro, J.E.; Lima, R.A. Recent Developments on the Thermal Properties, Stability and Applications of Nanofluids in Machining, Solar Energy and Biomedicine. Appl. Sci. 2022, 12, 1115. [Google Scholar] [CrossRef]
- Esfe, M.H.; Bahiraei, M.; Mir, A. Application of conventional and hybrid nanofluids in different machining processes: A critical review. Adv. Colloid Interface Sci. 2020, 282, 102199. [Google Scholar] [CrossRef]
- Kagermann, J.; Wahlster, H.; Helbig, W. Recommendations for Implementing the Strategic Initiative Industrie 4.0; Woodhead Publishing: Cambridge, UK, 2013; pp. 151–197. [Google Scholar]
- Renda, D.; Serger, A.S.; Tataj, S.; Hidalgo, D.; Giovannini, C.; Huang, E.; Isaksson, A. Industry 5.0, a transformative vision for Europe; Publications Office of the European Union: Luxembourg, 2022; p. 30. [Google Scholar]
- Gartner Inc. Smart Manufacturing. Gart. Gloss. 2022. Available online: https://www.gartner.com/en/information-technology/glossary/smart-manufacturing (accessed on 14 December 2022).
- Celent, L.; Mladineo, M.; Gjeldum, N.; Zizic, M.C. Multi-Criteria Decision Support System for Smart and Sustainable Machining Process. Energies 2022, 15, 772. [Google Scholar] [CrossRef]
- Rajbongshi, S.K.; Sarma, D.K.; Singh, M.A. A Brief Review of White Layer Formation in Hard Machining with a Case Study; Springer: Singapore, 2020. [Google Scholar] [CrossRef]
- Xing, Q.; Zhang, J.; Qian, M.; Jia, Z.; Sun, B. Design, calibration and error analysis of a piezoelectric thrust dynamometer for small thrust liquid pulsed rocket engines. Meas. J. Int. Meas. Confed. 2011, 44, 338–344. [Google Scholar] [CrossRef]
- Zhang, J.; Shao, J.; Ren, Z.; Wang, B.; Shao, H.; Jia, Z. Research on dimension coupling of piezoelectric three-component force unit based on sensor assembly error. Adv. Mech. Eng. 2019, 11, 168781401984629. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 9th ed.; Wiley: Hoboken, NJ, USA, 2013. [Google Scholar]
- Broomhead, D.; Lowe, D.S. Multivariable Functional Interpolation and Adaptive Networks. Complex Syst. 1988, 2, 321–355. [Google Scholar]
- Howard, D.; Mark, B. Neural Network Toolbox User’s Guide; The MathWorks: Natick, MA, USA, 2004. [Google Scholar]
- Siow, P.C.; Dayou, S.; Hsien, W.L.Y. Investigation of the tool wear and surface finish in low-speed milling of stainless steel under flood and mist lubrication. Mach. Sci. Technol. 2011, 15, 284–305. [Google Scholar] [CrossRef]
- Kalpakjian, S.; Schmid, S. Manufacturing Engineering and Technology, 7th ed.; Pearson: Singapore, 2014. [Google Scholar]
- Beake, B.D.; Ning, L.; Gey, C.; Veldhuis, S.C.; Kornberg, A.B.; Weaver, A.; Khanna, M.; Fox-Rabinovich, G.S. Wear performance of different PVD coatings during hard wet end milling of H13 tool steel. Surf. Coat. Technol. 2015, 279, 118–125. [Google Scholar] [CrossRef]
- Bagga, P.J.; Chavda, B.; Modi, V.; Makhesana, M.A.; Patel, K.M. Indirect tool wear measurement and prediction using multi-sensor data fusion and neural network during machining. Mater. Today Proc. 2022, 56, 51–55. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, W. Anti-occlusion face recognition algorithm based on a deep convolutional neural network. Comput. Electr. Eng. 2021, 96, 107461. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alternative Type of Cooling | Investment Costs | Application Cost | Maintenance Need | Process Efficiency | Sustainability Aspects Fulfillment | ||
|---|---|---|---|---|---|---|---|
| Economic | Environmental | Social | |||||
| Micro-jet MQL | H | H | H | H | M | M | M |
| Cryogenic cooling (CC) | H | H | H | H | M | M | M |
| Compressed cold air cooling (CCAC) | L | L | L | M | M | H | H |
| Vegetable based cutting nanofluids | M | L | M | M | L | H | H |
| Dimension | Industry 4.0 | Industry 5.0 |
|---|---|---|
| Technology | Centred around enhanced efficiency through digital connectivity and artificial intelligence data | Emphasises the impact of alternative modes of (technology) governance for sustainability and resilience data |
| Technology centred around the emergence of cyber-physical objectives | Empowers workers through the use of digital devices, endorsing a human-centric approach to technology | |
| Economy | Aligned with optimisation of business models within existing capital market dynamics and economic models, i.e., ultimately directed at minimisation of costs and maximisation of profit for shareholders | Ensures a framework for an industry that combines competitiveness and sustainability, allowing industry to realize its potential as one of the pillars of transformation |
| Ecology | No focus on design and performance dimensions essential for systemic transformation and decoupling of resource and material use from negative environmental and climate impact | Builds transition pathways towards environmentally sustainable uses of technology |
| Society | No focus on design and performance dimensions essential for systemic transformation and decoupling of resource and material use from negative social impacts | Expands the remit of a corporation’s responsibility to their whole value chains |
| Introduces indicators that show, for each industrial ecosystem, the progress achieved on the path to well-being, resilience and overall sustainability |
| Chemical Composition | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu |
| 0.430 | 0.278 | 0.77 | 0.018 | 0.028 | 1.09 | 0.08 | 0.185 | 0.08 |
| Mechanical properties | ||||||||
| Yield strength [MPa] | Tensile strength [MPa] | Elongation [%] | Notch impact energy [J] | Hardness [HRC] | ||||
| 1128 | 1223 | 14.4 | 42 | 35 | ||||
| Concentrate | Emulsion | ||
|---|---|---|---|
| viscosity 20 °C (mm2/s) | Content of mineral oil % | pH-value 5% | corrosion protection (DIN 51360-2) |
| approx. 160 | approx. 18 | 9.4 | 4% (grade 0) |
| Cutting Speed vc [m/Min] | Feed per Tooth ft [mm/Tooth] | Radial Depth of Cut ae [mm] | Machining Time t [Min] | Machining Conditions Mc |
|---|---|---|---|---|
| 70–120 | 0.02–0.05 | 1–2 | 10–22 | Dry Machining (DM) |
| Conventional cutting fluid (CFs) | ||||
| Compressed cold air cooling (CCAC) |
| Exp. Number | Input Variables | Output Variables | |||||||
|---|---|---|---|---|---|---|---|---|---|
| vc [m/Min] | ft [mm/Tooth] | ae [mm] | t [Min] | Fx [N] | Fy [N] | Fz [N] | VB [mm] | Ra [µm] | |
| 1 | 70 | 0.05 | 1 | 10 | 335.31 | 789.89 | 64.36 | 0.033 | 0.20 |
| 2 | 120 | 0.05 | 1 | 10 | 299.31 | 650.45 | 68.13 | 0.042 | 0.22 |
| 3 | 70 | 0.11 | 1 | 10 | 457.74 | 1025.83 | 70.07 | 0.041 | 0.37 |
| 4 | 120 | 0.11 | 1 | 10 | 400.45 | 894.56 | 74.11 | 0.052 | 0.26 |
| 5 | 70 | 0.05 | 2 | 10 | 285.56 | 816.93 | 72.29 | 0.041 | 0.22 |
| 6 | 120 | 0.05 | 2 | 10 | 251.23 | 705.56 | 62.26 | 0.046 | 0.25 |
| 7 | 70 | 0.11 | 2 | 10 | 406.89 | 1036.99 | 79.56 | 0.036 | 0.33 |
| 8 | 120 | 0.11 | 2 | 10 | 360.51 | 903.51 | 75.59 | 0.046 | 0.20 |
| 9 | 70 | 0.05 | 1 | 22 | 326.56 | 845.65 | 68.12 | 0.059 | 0.33 |
| 10 | 120 | 0.05 | 1 | 22 | 365.56 | 704.56 | 74.19 | 0.065 | 0.41 |
| 11 | 70 | 0.11 | 1 | 22 | 490.45 | 1123.12 | 83.64 | 0.073 | 0.46 |
| 12 | 120 | 0.11 | 1 | 22 | 456.85 | 975.65 | 82.80 | 0.089 | 0.38 |
| 13 | 70 | 0.05 | 2 | 22 | 340.23 | 905.62 | 89.67 | 0.056 | 0.26 |
| 14 | 120 | 0.05 | 2 | 22 | 334.45 | 845.56 | 83.07 | 0.067 | 0.32 |
| 15 | 70 | 0.11 | 2 | 22 | 459.69 | 1055.10 | 103.56 | 0.064 | 0.31 |
| 16 | 120 | 0.11 | 2 | 22 | 424.92 | 975.65 | 101.45 | 0.082 | 0.23 |
| 17 | 45 | 0.08 | 1.5 | 16 | 380.15 | 1001.89 | 68.45 | 0.043 | 0.32 |
| 18 | 145 | 0.08 | 1.5 | 16 | 330.16 | 734.56 | 70.45 | 0.072 | 0.26 |
| 19 | 95 | 0.02 | 1.5 | 16 | 280.56 | 480.65 | 61.53 | 0.068 | 0.29 |
| 20 | 95 | 0.14 | 1.5 | 16 | 500.12 | 910.46 | 90.48 | 0.095 | 0.39 |
| 21 | 95 | 0.08 | 0.5 | 16 | 401.23 | 945.93 | 68.95 | 0.043 | 0.29 |
| 22 | 95 | 0.08 | 2.5 | 16 | 338.56 | 1056.45 | 88.31 | 0.036 | 0.17 |
| 23 | 95 | 0.08 | 1.5 | 4 | 316.56 | 922.47 | 76.58 | 0.020 | 0.25 |
| 24 | 95 | 0.08 | 1.5 | 28 | 463.16 | 1103.10 | 109.65 | 0.074 | 0.42 |
| 25 | 95 | 0.08 | 1.5 | 16 | 370.15 | 999.26 | 83.39 | 0.048 | 0.21 |
| 26 | 95 | 0.08 | 1.5 | 16 | 350.12 | 1015.74 | 85.45 | 0.045 | 0.21 |
| 27 | 95 | 0.08 | 1.5 | 16 | 356.21 | 1002.54 | 81.25 | 0.047 | 0.23 |
| 28 | 95 | 0.08 | 1.5 | 16 | 361.56 | 1030.52 | 87.64 | 0.043 | 0.22 |
| 29 | 95 | 0.08 | 1.5 | 16 | 356.55 | 1003.91 | 84.12 | 0.046 | 0.24 |
| 30 | 95 | 0.08 | 1.5 | 16 | 367.56 | 1016.56 | 80.69 | 0.045 | 0.20 |
| Exp. Number | Input Variables | Output Variables | |||||||
|---|---|---|---|---|---|---|---|---|---|
| vc [m/Min] | ft [mm/Tooth] | ae [mm] | t [Min] | Fx [N] | Fy [N] | Fz [N] | VB [mm] | Ra [µm] | |
| 1 | 120 | 0.105 | 1.6 | 19 | 409.15 | 969.45 | 90.11 | 0.0738 | 0.25 |
| 2 | 82 | 0.06 | 1.5 | 15 | 325.46 | 919.65 | 77.65 | 0.0474 | 0.21 |
| 3 | 87 | 0.07 | 1.6 | 19 | 358.21 | 1007.45 | 87.41 | 0.0516 | 0.24 |
| 4 | 85 | 0.065 | 1.8 | 21 | 359.66 | 1004.23 | 92.16 | 0.0545 | 0.25 |
| 5 | 115 | 0.095 | 1.2 | 21 | 420.18 | 995.68 | 88.53 | 0.0731 | 0.32 |
| 6 | 102 | 0.1 | 1.9 | 21 | 418.22 | 1066.74 | 101.05 | 0.0699 | 0.24 |
| 7 | 107 | 0.11 | 1.5 | 22 | 454.65 | 1039.43 | 99.31 | 0.0745 | 0.31 |
| 8 | 112 | 0.092 | 1.7 | 19 | 385.74 | 1012.13 | 91.23 | 0.0631 | 0.22 |
| 9 | 117 | 0.087 | 1.9 | 21 | 385.11 | 1007.11 | 95.18 | 0.0636 | 0.22 |
| 10 | 114 | 0.108 | 1.0 | 22 | 464.85 | 1000.53 | 89.68 | 0.0826 | 0.38 |
| Exp. Number | Input Variables | Output | Prediction | Relative Error | |||||
|---|---|---|---|---|---|---|---|---|---|
| vc [m/Min] | ft [mm/tooth] | ae [mm] | t [min] | VB [mm] | RA (%) | RBNN (%) | |||
| 1 | 120 | 0.105 | 1.6 | 19 | 0.0738 | 0.0739 | 0.0742 | 0.14 | 0.54 |
| 2 | 82 | 0.06 | 1.5 | 15 | 0.0474 | 0.0425 | 0.0484 | 10.34 | 2.11 |
| 3 | 87 | 0.07 | 1.6 | 19 | 0.0516 | 0.0498 | 0.0544 | 3.49 | 5.43 |
| 4 | 85 | 0.065 | 1.8 | 21 | 0.0545 | 0.0532 | 0.0572 | 2.39 | 4.95 |
| 5 | 115 | 0.095 | 1.2 | 21 | 0.0731 | 0.0714 | 0.0762 | 2.33 | 4.24 |
| 6 | 102 | 0.1 | 1.9 | 21 | 0.0699 | 0.0675 | 0.0693 | 3.43 | 0.86 |
| 7 | 107 | 0.11 | 1.5 | 22 | 0.0745 | 0.0809 | 0.0779 | 8.59 | 4.56 |
| 8 | 112 | 0.092 | 1.7 | 19 | 0.0631 | 0.0615 | 0.0661 | 2.54 | 4.75 |
| 9 | 117 | 0.087 | 1.9 | 21 | 0.0636 | 0.0678 | 0.0702 | 6.6 | 10.38 |
| 10 | 114 | 0.108 | 1 | 22 | 0.0826 | 0.0859 | 0.0837 | 4 | 1.33 |
| Total average relative error (%) | 4.38 | 3.92 | |||||||
| Model | RA | RBNN | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Input Layer | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |
| Fx [N] | - | - | × | × | × | × | × | × | × | × | × | × | × | × | × | × | × |
| Fy [N] | - | - | × | × | × | × | × | × | × | × | × | × | × | × | × | × | × |
| Fz [N] | - | - | × | × | × | × | × | × | × | × | × | × | × | × | × | × | × |
| vc [m/min] | × | × | - | × | - | - | - | × | - | × | - | × | × | - | × | × | × |
| ft [m/min] | × | × | - | - | × | - | - | - | × | - | × | × | - | × | × | × | × |
| ae [mm] | × | × | - | - | - | × | × | - | - | × | × | - | × | × | × | - | × |
| t [min] | × | × | × | - | - | - | × | × | × | - | - | - | × | × | - | × | × |
| 4 input variables RA | 4 neurons input layer | 5 neurons input layer | 6 neurons input layer | 7 neurons input layer | |||||||||||||
| Exp. Number | Flank Wear VB [mm] | MODEL—Tool Wear Prediction, VB [mm] | Relative Error [%] | ||||
|---|---|---|---|---|---|---|---|
| RBNN 1 | RBNN 7 | RBNN 16 | RBNN 1 | RBNN 7 | RBNN 16 | ||
| vc, ft, ae, t | Fx, Fy, Fz, ve, t | Fx, Fy, Fz, vc, ft, ae, t | |||||
| 1 | 0.0738 | 0.0742 | 0.0671 | 0.0694 | 0.54 | 9.08 | 5.96 |
| 2 | 0.0474 | 0.0484 | 0.0452 | 0.0459 | 2.11 | 4.64 | 3.16 |
| 3 | 0.0516 | 0.0544 | 0.0508 | 0.0513 | 5.43 | 1.55 | 0.58 |
| 4 | 0.0545 | 0.0572 | 0.0539 | 0.0534 | 4.95 | 1.10 | 2.02 |
| 5 | 0.0731 | 0.0762 | 0.0697 | 0.0724 | 4.24 | 4.65 | 0.96 |
| 6 | 0.0699 | 0.0693 | 0.0705 | 0.0707 | 0.86 | 0.86 | 1.14 |
| 7 | 0.0745 | 0.0779 | 0.0761 | 0.0774 | 4.56 | 2.15 | 3.89 |
| 8 | 0.0631 | 0.0661 | 0.0637 | 0.0609 | 4.75 | 0.95 | 3.49 |
| 9 | 0.0636 | 0.0702 | 0.0628 | 0.0654 | 10.38 | 1.26 | 2.83 |
| 10 | 0.0826 | 0.0837 | 0.0783 | 0.0818 | 1.33 | 5.21 | 0.97 |
| Total average relative error (%): | 3.92 | 3.14 | 2.50 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Celent, L.; Bajić, D.; Jozić, S.; Mladineo, M. Hard Milling Process Based on Compressed Cold Air-Cooling Using Vortex Tube for Sustainable and Smart Manufacturing. Machines 2023, 11, 264. https://doi.org/10.3390/machines11020264
Celent L, Bajić D, Jozić S, Mladineo M. Hard Milling Process Based on Compressed Cold Air-Cooling Using Vortex Tube for Sustainable and Smart Manufacturing. Machines. 2023; 11(2):264. https://doi.org/10.3390/machines11020264
Chicago/Turabian StyleCelent, Luka, Dražen Bajić, Sonja Jozić, and Marko Mladineo. 2023. "Hard Milling Process Based on Compressed Cold Air-Cooling Using Vortex Tube for Sustainable and Smart Manufacturing" Machines 11, no. 2: 264. https://doi.org/10.3390/machines11020264