
Analysis of Manufacturing Methods and Die Design for Rice Transplanter Claws and Combine Harvester Blades in Bangladesh

Abstract
:1. Introduction
1.1. Status of Mechanization and Spare Part Manufacturing in Bangladesh
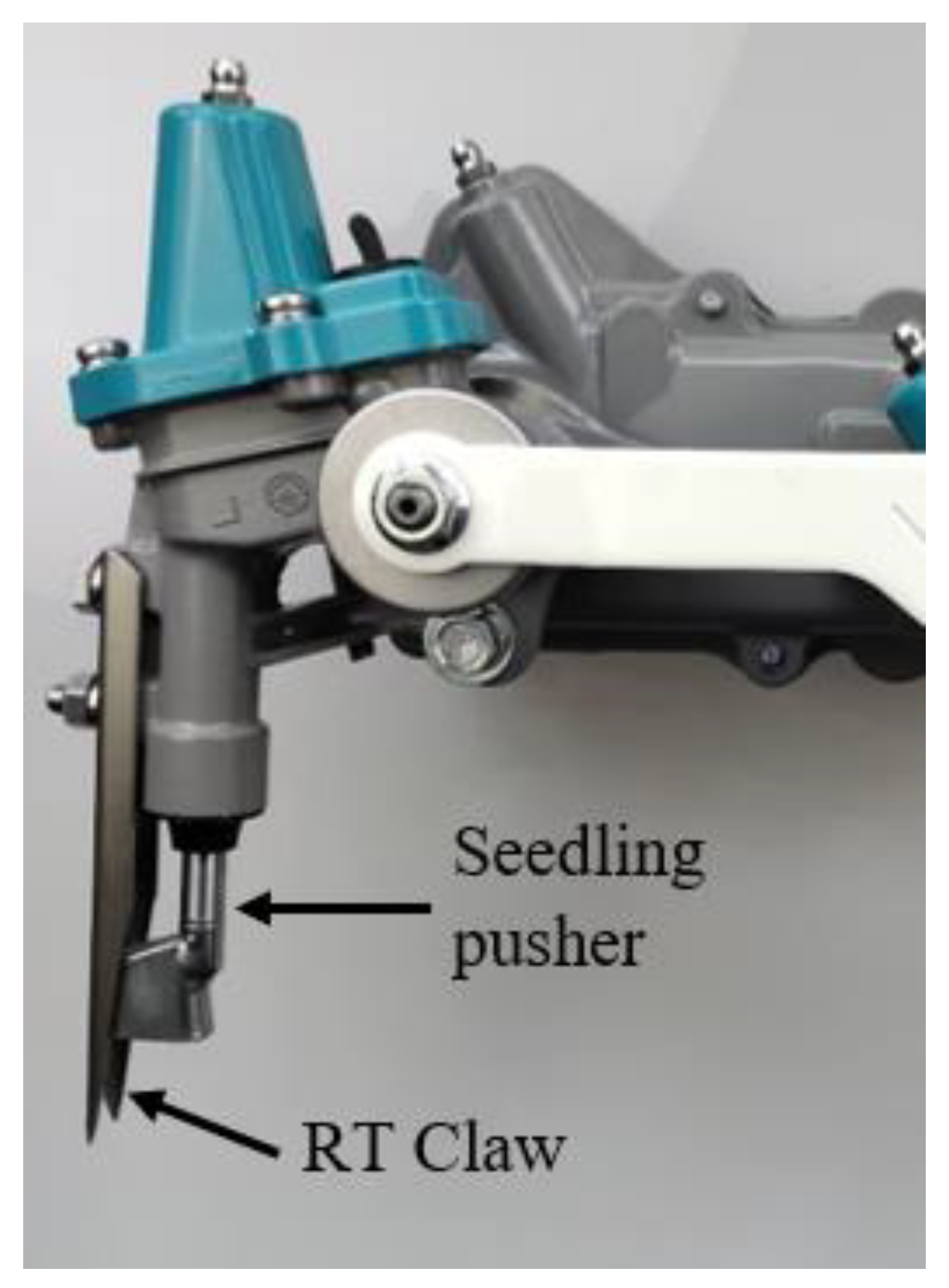
1.2. Rice Transplanting
1.3. Combine Harvester
2. Materials and Methods
2.1. Material Characterization
2.2. Manufacturing Methods
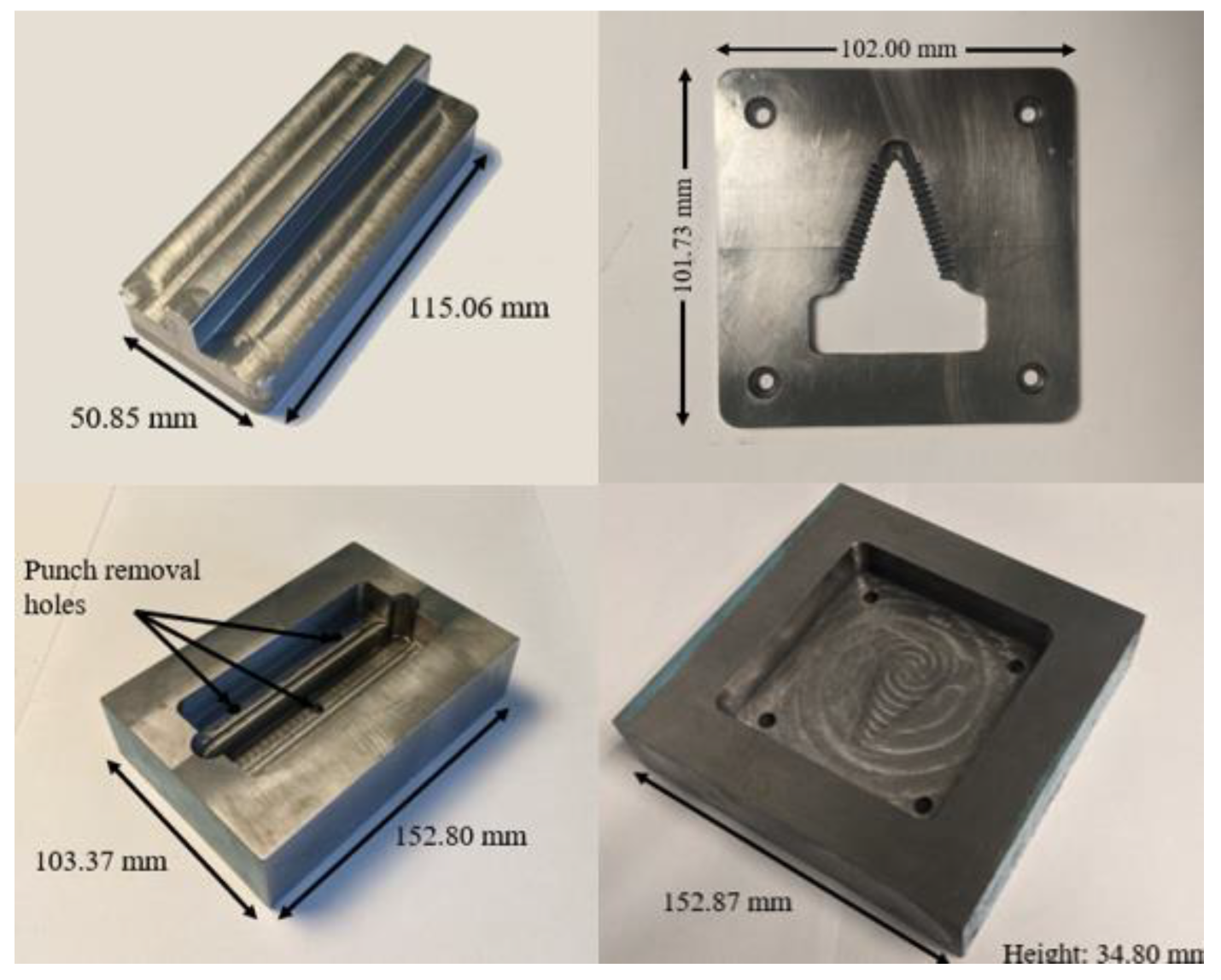
2.3. Design of Required Tooling
2.4. Numerical Simulations
3. Results
3.1. Spare Part Market Analysis
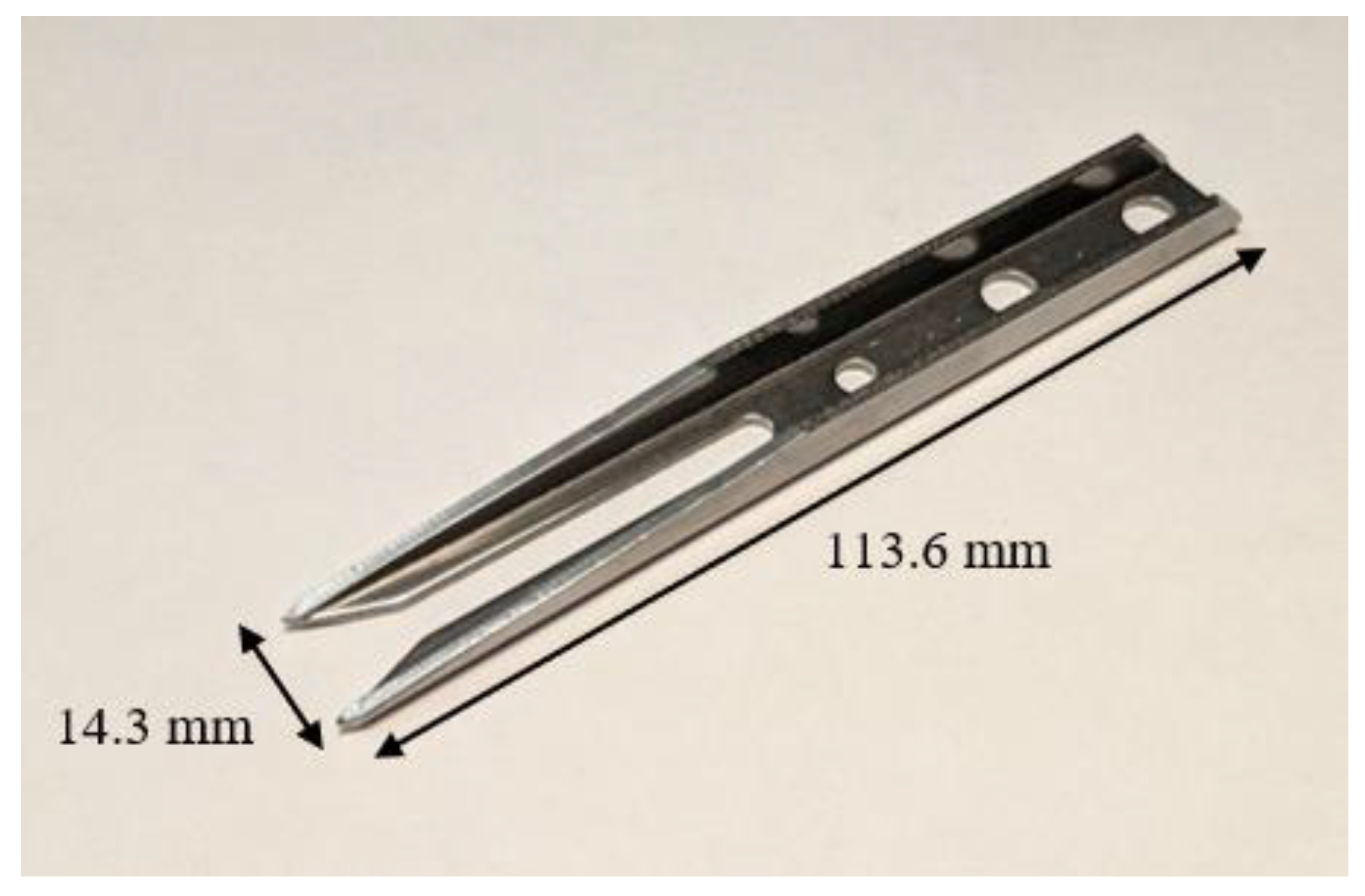
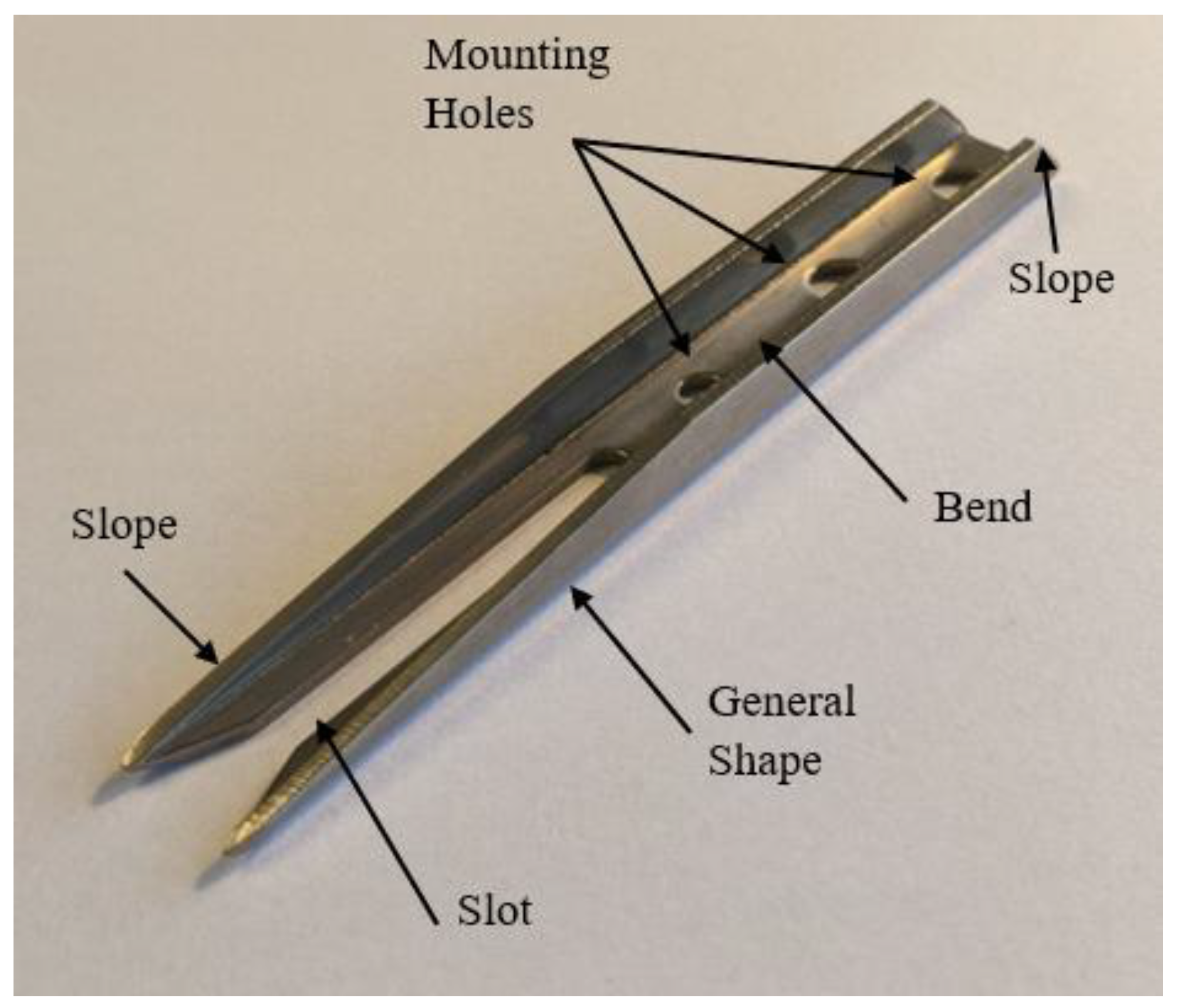
3.2. Rice Transplanter Claws
3.2.1. Initial Experimental Testing
3.2.2. Numerical Simulation Validation
3.2.3. Numerical Simulation Results
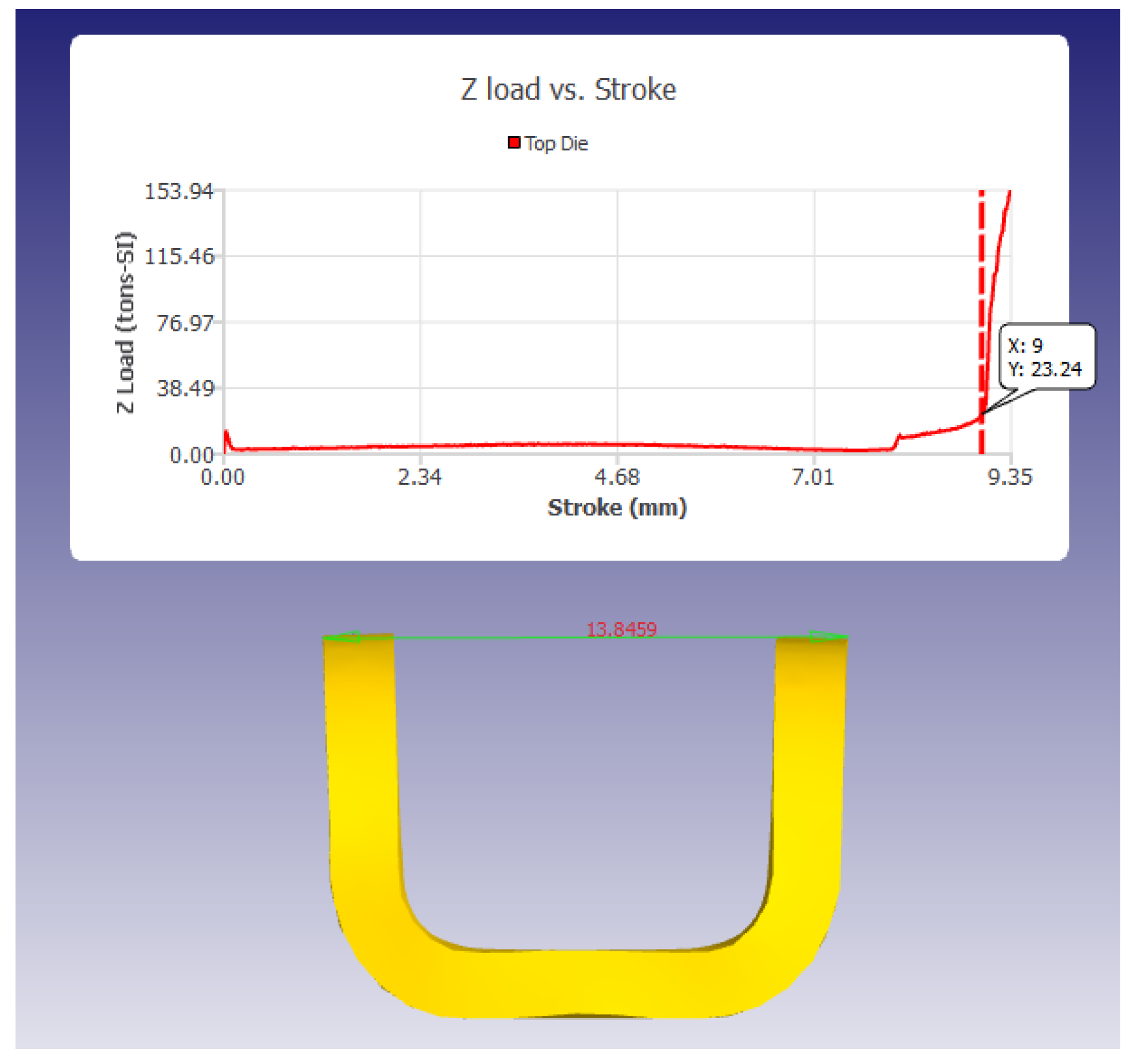
3.2.4. Bending Sensitivity Analysis
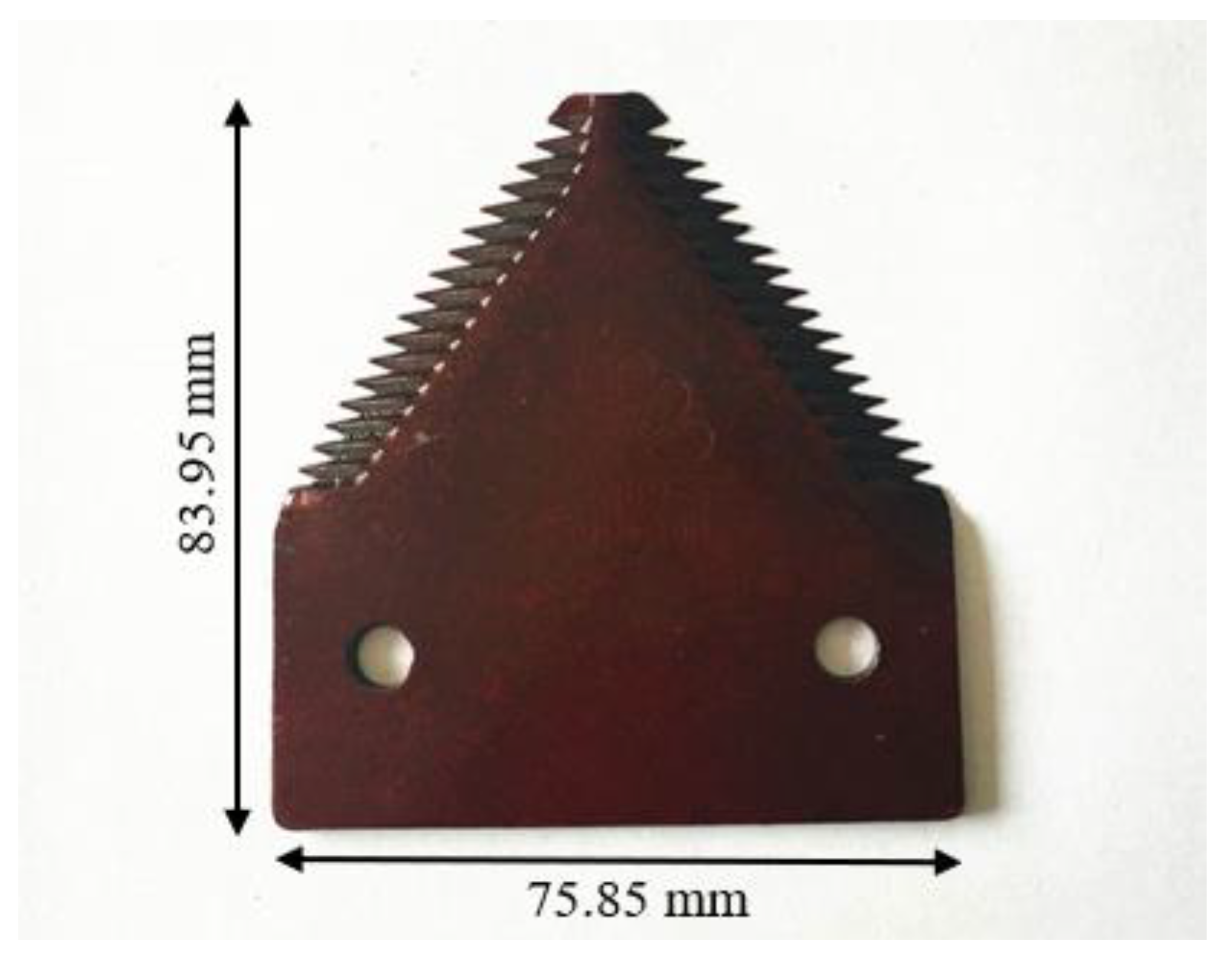
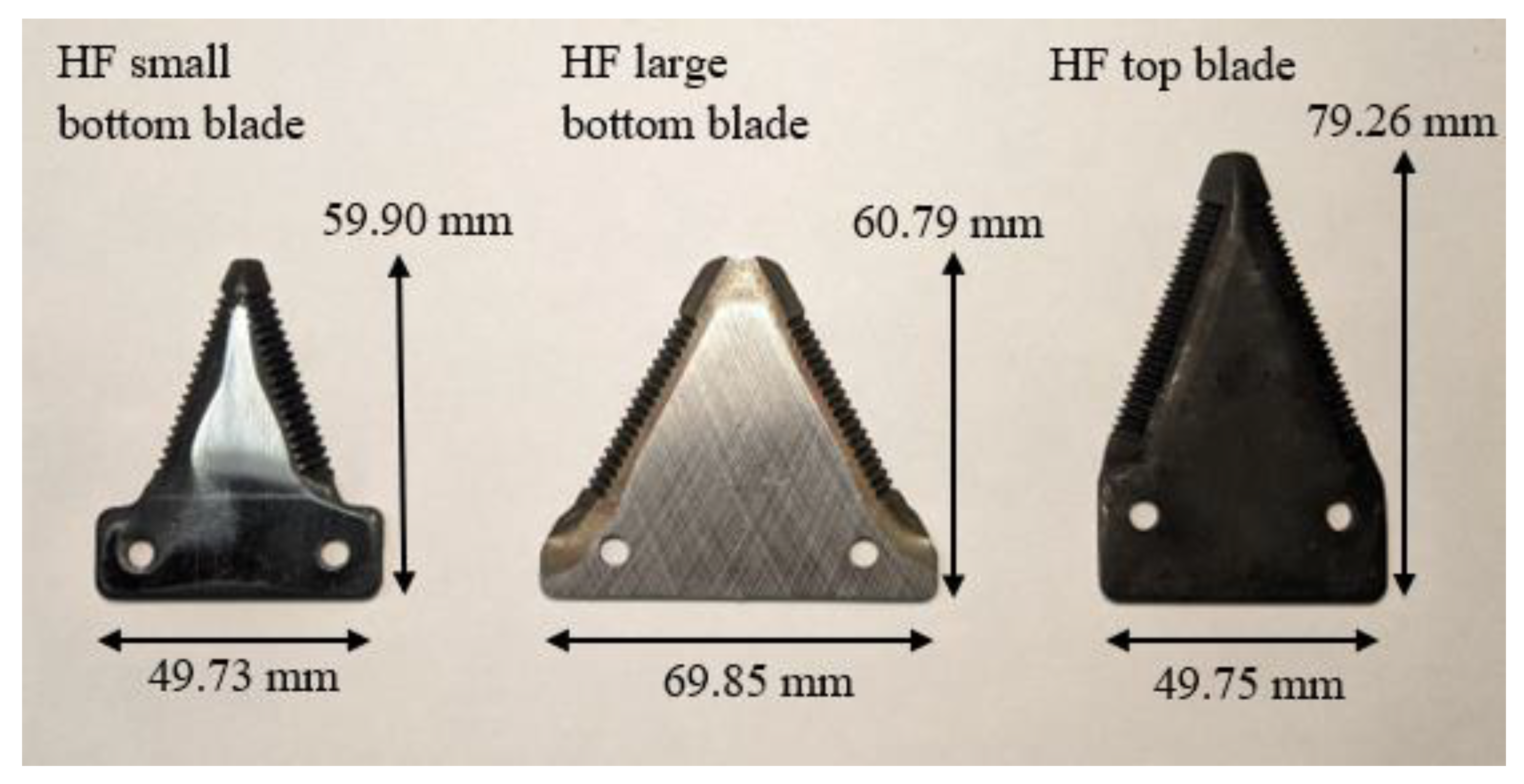
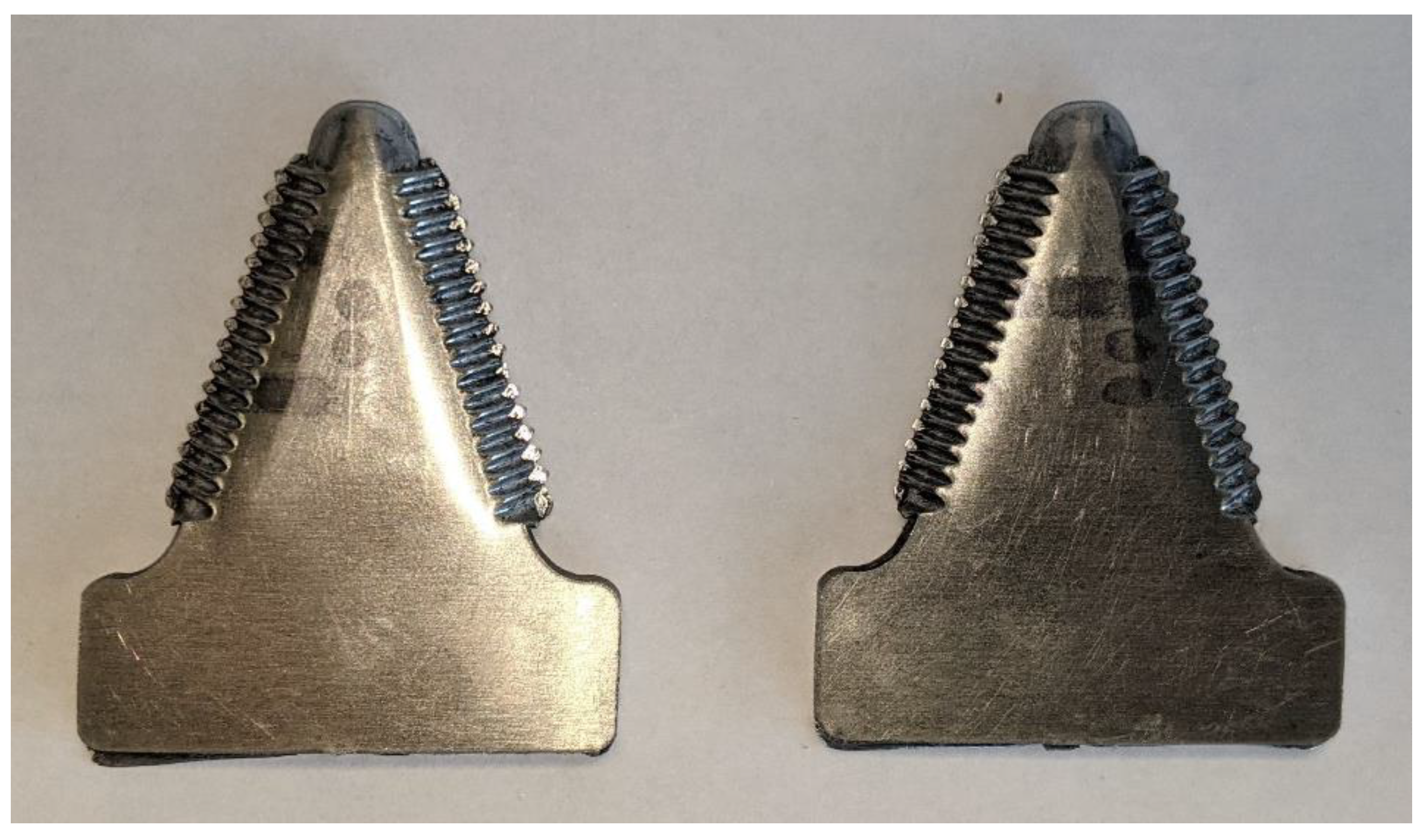
3.3. Combine Harvester Blades
3.3.1. Experimental Testing
3.3.2. Numerical Simulation Validation
3.3.3. Numerical Simulation Results
3.3.4. Forging Sensitivity Analysis
3.3.5. Note on Field Testing
4. Conclusions
4.1. Rice Transplanter Claws
4.2. Combine Harvester Blades
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- United Nations Population Fund. World Population Dashboard-Bangladesh. 2022. Available online: https://www.unfpa.org/data/world-populations/BD (accessed on 13 June 2022).
- The World Bank. Population Density (People per sq. km of Land Area)–Bangladesh. 2020. Available online: https://data.worldbank.org/indicator/EN.POP.DNST?locations=BD (accessed on 13 June 2022).
- Bangladesh Rice Research Institute. Rice in Bangladesh. Bangladesh Rice Knowledge Bank. 2011. Available online: http://www.knowledgebank-brri.org/riceinban.php (accessed on 13 June 2022).
- Daily Sun. Bangladesh Ranks Third in Rice Production for Four Consecutive Years. 12 June 2022. Available online: https://www.daily-sun.com/post/625938/Bangladesh-ranks-third-in-rice-production-for-four-consecutive-years (accessed on 13 June 2022).
- Fuad, M.A.F.; Flora, U.M.A. Farm mechanization in Bangladesh: A Review. Int. J. Res. Bus. Stud. Manag. 2019, 6, 15–29. [Google Scholar]
- Alam, M.M. Trend of Agricultural Machinery and Spare Parts Manufacturing and Sales in Bangladesh. In Agricultural Mechanization in Bangladesh–The Future; CIMMYT: Dhaka, Bangladesh, 2022. [Google Scholar]
- Rahman, M.; Ali, R.; Oliver, M.H.; Hanif, A.; Uddin, Z.; Hasan, T.U.; Saha, K.K.; Islam, H.; Moniruzzaman, M. Farm mechanization in Bangladesh: A review of the status, roles, policy, and potentials. J. Agric. Food Res. 2021, 6, 100225. [Google Scholar] [CrossRef]
- Rahman, A.; Kabir, M.S.N.; Ali, M.R.; Rahman, M.M. Agricultural Mechanization in Bangladesh: Status and Challenges towards Achieving the Sustainable Development Goals (SDGs). Agric. Mech. Asia Afr. Lat. Am. 2020, 5, 106–120. [Google Scholar]
- Alam, M.M.; Khan, M.I.N.; Saha, C.K.; Rahman, A.; Bhuyian, M.G.K. Manufacturing of Agricultural Machinery in Bangladesh: Opportunities and Constraints; CIGR: Burnaby, Canada, 2017; Volume 19, pp. 122–135. [Google Scholar]
- Hossen, M.A. Mechanization in Bangladesh: Way of Modernization in Agriculture. Int. J. Eng. Trends Technol. 2019, 67, 69–77. [Google Scholar] [CrossRef]
- Schalch, W. Analysis of Manufacturing Methods and Die Design for Agricultural Parts in Bangladesh. Master’s Thesis, Georgia Institute of Technology, Atlanta, GA, USA, 2022. [Google Scholar]
- BESCO Harvester Blade Mould and Punch Press [Video]. Youtube. Available online: https://www.youtube.com/watch?v=Ok3Fag1fPs0&ab_channel=%E8%96%9B%E4%BA%AD (accessed on 19 November 2020).
- IRRI Rice Knowledge Bank. How to Prepare the Seedlings for Transplanting. 2014. Available online: http://www.knowledgebank.irri.org/step-by-step-production/growth/planting/how-to-prepare-the-seedlings-for-transplanting#modified-mat-nursery (accessed on 13 June 2022).
- Jashoda Agro Works. Exporters India. (n.d.). Available online: https://www.exportersindia.com/jashoda-agro-works/other-products.htm#1335441 (accessed on 26 December 2022).
- Kubota SPV6C Rice Transplanter Finger. Yancheng Foreign Machinery Parts Co., Ltd. (n.d.). Available online: https://www.alibaba.com/product-detail/KUBOTA-SPV6C-RICE-TRANSPLANTER-FINGER-PLANTING_62460998823.html?spm=a2700.details.0.0.4e985982AmrazR (accessed on 26 December 2022).
- Nath, B.; Paul, S.; Huda, M.; Hossen, M.; Bhuiyan, M.; Islam, A. Combine Harvester: Small Machine Solves Big Rice Harvesting Problem of Bangladesh. Agric. Sci. 2022, 13, 201–220. [Google Scholar] [CrossRef]
- Inspira. Raw Materials Market Assessment for Agro-Machines and Spare Parts; CIMMYT: Dhaka, Bangladesh, 2022; pp. 27–30. [Google Scholar]
- Kalpakjian, S.; Schmid, S.R. Bending of Sheet and Plate. In Manufacturing Processes for Engineering Materials, 5th ed.; Pearson Education Inc.: New York, NY, USA, 2008; pp. 360–371. [Google Scholar]
- Annealed 304 Stainless Steel. MakeItFrom.com. 30 May 2020. Available online: https://www.makeitfrom.com/material-properties/Annealed-304-Stainless-Steel (accessed on 10 June 2022).
- Annealed 316 Stainless Steel. MakeItFrom.com. 30 May 2020. Available online: https://www.makeitfrom.com/material-properties/Annealed-316-Stainless-Steel (accessed on 10 June 2022).
- Cold Drawn 1008 Carbon Steel. MakeItFrom.com. 30 May 2020. Available online: https://www.makeitfrom.com/material-properties/Cold-Drawn-1008-Carbon-Steel (accessed on 9 June 2022).
- Cold Drawn 1035 Carbon Steel. MakeItFrom.com. 30 May 2020. Available online: https://www.makeitfrom.com/material-properties/Cold-Drawn-1035-Carbon-Steel (accessed on 9 June 2022).
- Annealed and Cold Drawn 1043 Carbon Steel. MakeItFrom.com. 30 May 2020. Available online: https://www.makeitfrom.com/material-properties/Cold-Drawn-1043-Carbon-Steel (accessed on 10 June 2022).
- Annealed and Cold Drawn 1045 Carbon Steel. MakeItFrom.com. 30 May 2020. Available online: https://www.makeitfrom.com/material-properties/Annealed-and-Cold-Drawn-1045-Carbon-Steel (accessed on 10 June 2022).
- Annealed and Cold Drawn 1070 Carbon Steel. MakeItFrom.com. 30 May 2020. Available online: https://www.makeitfrom.com/material-properties/Annealed-and-Cold-Drawn-1070-Carbon-Steel/ (accessed on 9 June 2022).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature/ Manufacturing Process | Low | Medium | High |
|---|---|---|---|
| General Shape |  Shearing |  Blanking |  Blanking |
| Bend |  Bending Die/Press Brake |  Bending Die/Press Brake |  Bending Die/Press Brake |
| Mounting Holes |  Drilling |  Drilling |  Piercing |
| Slot |  Grinding |  Grinding |  Piercing |
| Slope |  Grinding |  Grinding |  Grinding |
| Feature/ Manufacturing Process | Low | Medium | High |
|---|---|---|---|
| General Shape |  Bandsaw |  Blanking |  Blanking |
| Serrated Edge |  Forging |  Forging |  Forging |
| Mounting Holes |  Drilling |  Drilling |  Piercing |
| Parallel Sides |  Grinding |  Surface Grinding |  Surface Grinding |
| Part | Current Market Price (USD) | |
|---|---|---|
| Rice Transplanter Claw | 18,096 | 2.15 |
| Combine Harvester Blade | 135,900 | |
| Full-feed blade | 1.08 | |
| Half-feed small bottom blade | 1.51 | |
| Half-feed large bottom blade | 3.76 | |
| Half-feed top blade | 1.61 |
| Measurement | Original (mm) | 22.7-Metric-Ton Test Blank (mm) | 45.4-Metric-Ton Test Blank (mm) |
|---|---|---|---|
| Left Side | 14.2 | 16.3 | 16.1 |
| Center | 14.3 | 16.5 | 16.1 |
| Right Side | N/A | 16.5 | 16.0 |
| Location | DEFORM 22.7-Metric-Ton Simulation (mm) | Experimental 22.7- Metric-Ton Test Blank (mm) | 22.7-Metric-Ton Percent Difference | DEFORM 22.7-Metric-Ton Simulation (mm) | Experimental 22.7-Metric-Ton Test Blank (mm) | 22.7-Metric-Ton Percent Difference |
|---|---|---|---|---|---|---|
| Left Side | 16.3 | 16.3 | 0.25 | 16.1 | 16.1 | 0.19 |
| Center | 16.3 | 16.5 | 1.10 | 16.1 | 16.1 | 0.37 |
| Right Side | 16.2 | 16.5 | 1.35 | 16.1 | 16.0 | 0.31 |
| Measurement | DEFORM Final Design Simulation + Spring-Back (mm) | Original Rice Transplanter Claw (mm) |
|---|---|---|
| Left Side | 14.2 | 14.2 |
| Center | 14.2 | 14.3 |
| Right Side | 14.1 | N/A |
| Stock Material | Bending Press Force (Metric Tons) | Maximum Press Brake Force (Metric Tons) | |
|---|---|---|---|
| AISI 304 | 580 | 23.24 | 1.05 |
| AISI 316 | 570 | 22.23 | 1.03 |
| Blade | OEM Blade Thickness (mm) | Die Stroke (100 Metric Tons) (mm) | Die Stroke (200 Metric Tons) (mm) | Die Stroke (300 Metric Tons) (mm) |
|---|---|---|---|---|
| Full-feed blade | 1.80 | 1.82 | 1.89 | 1.90 |
| Half-feed small bottom blade | 3.69 | 3.26 | 3.52 | 3.71 |
| Half-feed large bottom blade Half-feed top blade | 3.70 3.46 | 3.46 3.27 | 3.62 3.58 | 3.68 3.68 |
| Die Stroke (mm) | |||||
|---|---|---|---|---|---|
| Material | 50 Metric Tons | 100 Metric Tons | 200 Metric Tons | 300 Metric Tons | |
| AISI 1008 | 370 | 1.81 | 1.88 | 1.91 | 1.92 |
| AISI 1035 | 620 | 1.19 | 1.85 | 1.90 | 1.93 |
| AISI 1043 | 710 | 1.15 | 1.82 | 1.88 | 1.91 |
| AISI 1045 | 660 | 1.11 | 1.78 | 1.87 | 1.89 |
| AISI 1070 | 640 | 1.21 | 1.82 | 1.89 | 1.90 |
| Stock Material | Press Force (Metric Tons) |
|---|---|
| Full-feed blade | 100–300 |
| Half-feed small bottom blade | 300 |
| Half-feed large bottom blade | 300 |
| Half-feed top blade | 200–300 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schalch, W.; Colton, J. Analysis of Manufacturing Methods and Die Design for Rice Transplanter Claws and Combine Harvester Blades in Bangladesh. Machines 2023, 11, 219. https://doi.org/10.3390/machines11020219
Schalch W, Colton J. Analysis of Manufacturing Methods and Die Design for Rice Transplanter Claws and Combine Harvester Blades in Bangladesh. Machines. 2023; 11(2):219. https://doi.org/10.3390/machines11020219
Chicago/Turabian StyleSchalch, William, and Jonathan Colton. 2023. "Analysis of Manufacturing Methods and Die Design for Rice Transplanter Claws and Combine Harvester Blades in Bangladesh" Machines 11, no. 2: 219. https://doi.org/10.3390/machines11020219