

Parametric Analysis of Tool Wear, Surface Roughness and Energy Consumption during Turning of Inconel 718 under Dry, Wet and MQL Conditions


 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Experimental Methodology
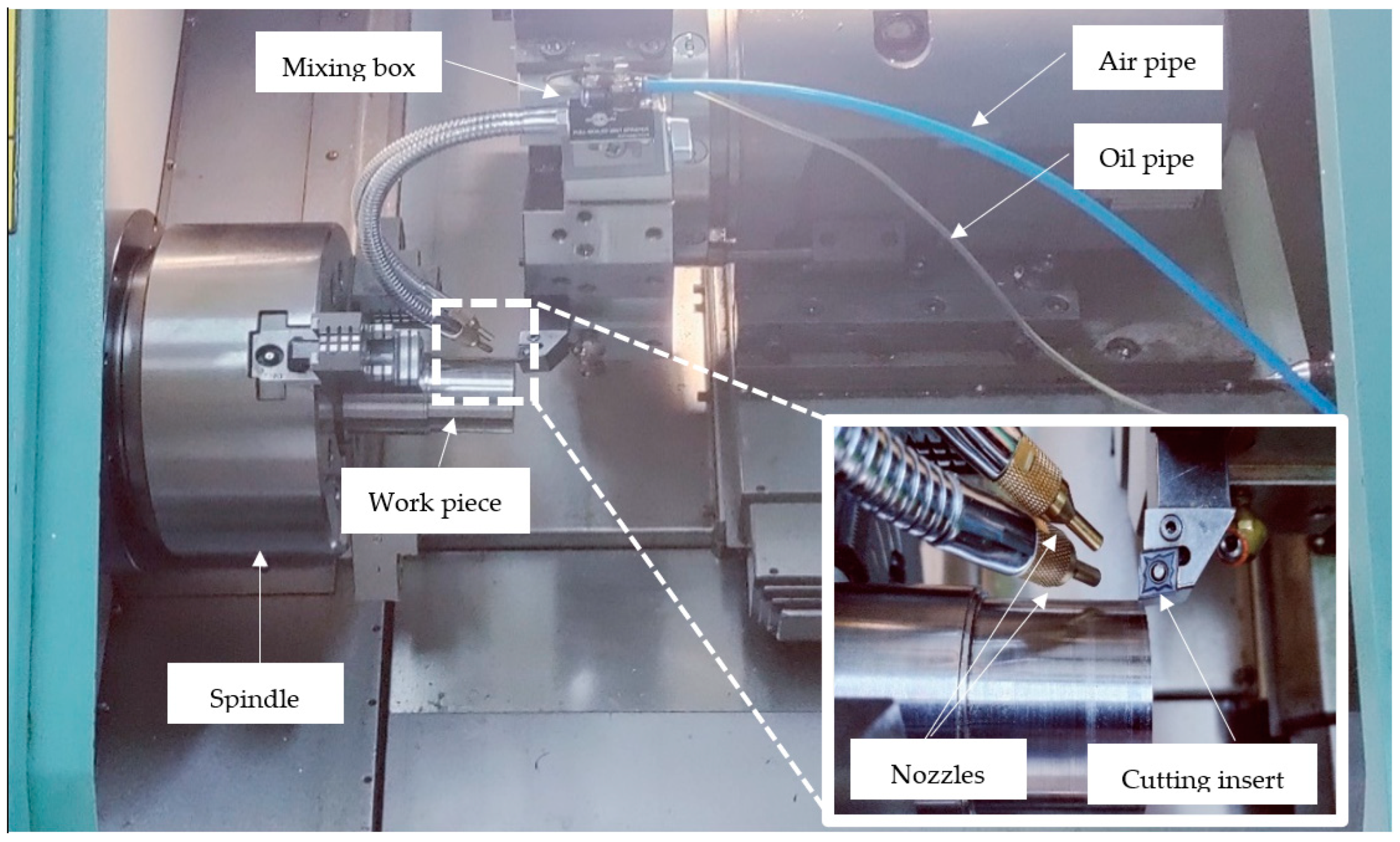
2.1. Experimental Setup
2.2. Response Measurement
2.3. Design of Experiments
3. Results
4. Discussion
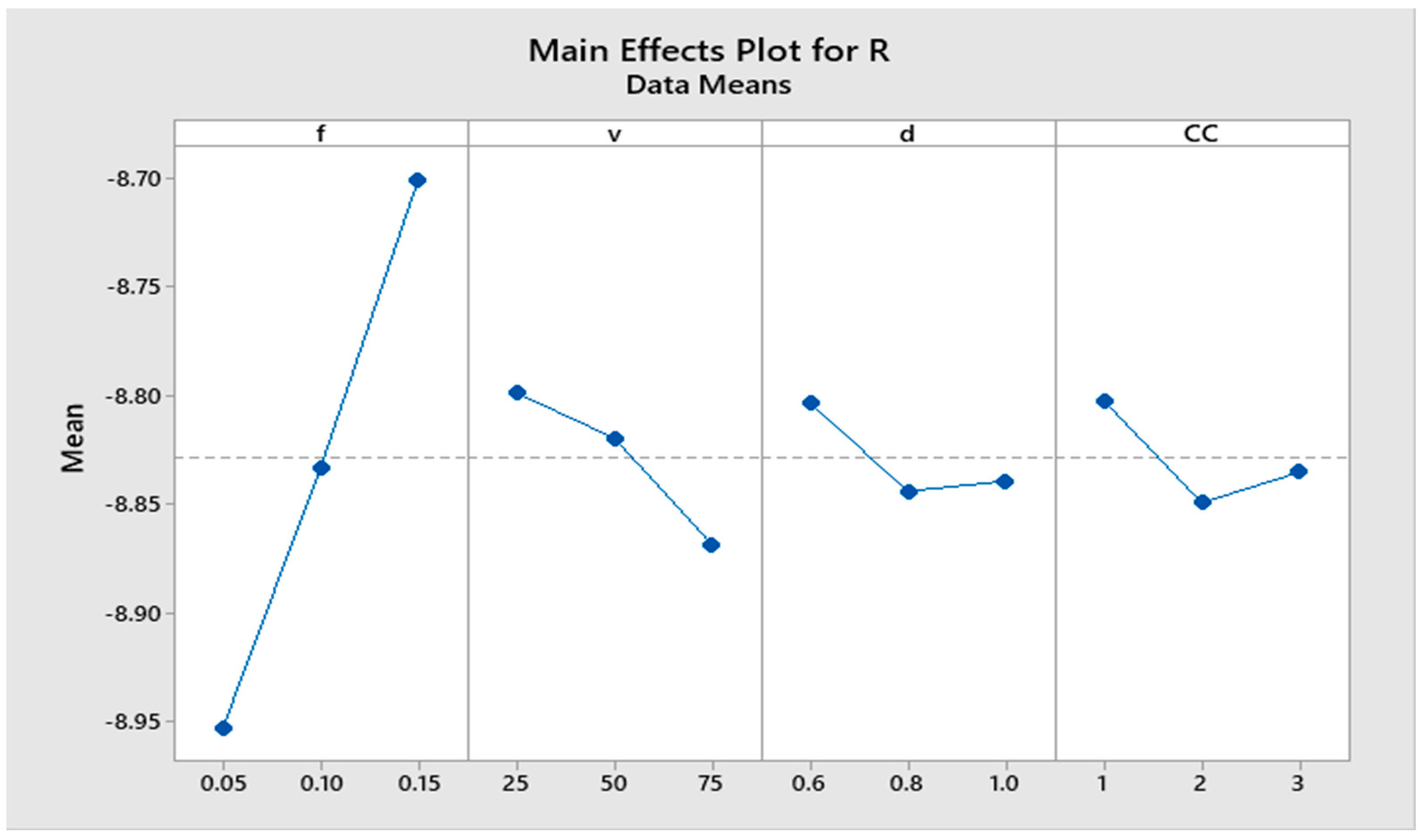
4.1. Effects of Input Parameters on R
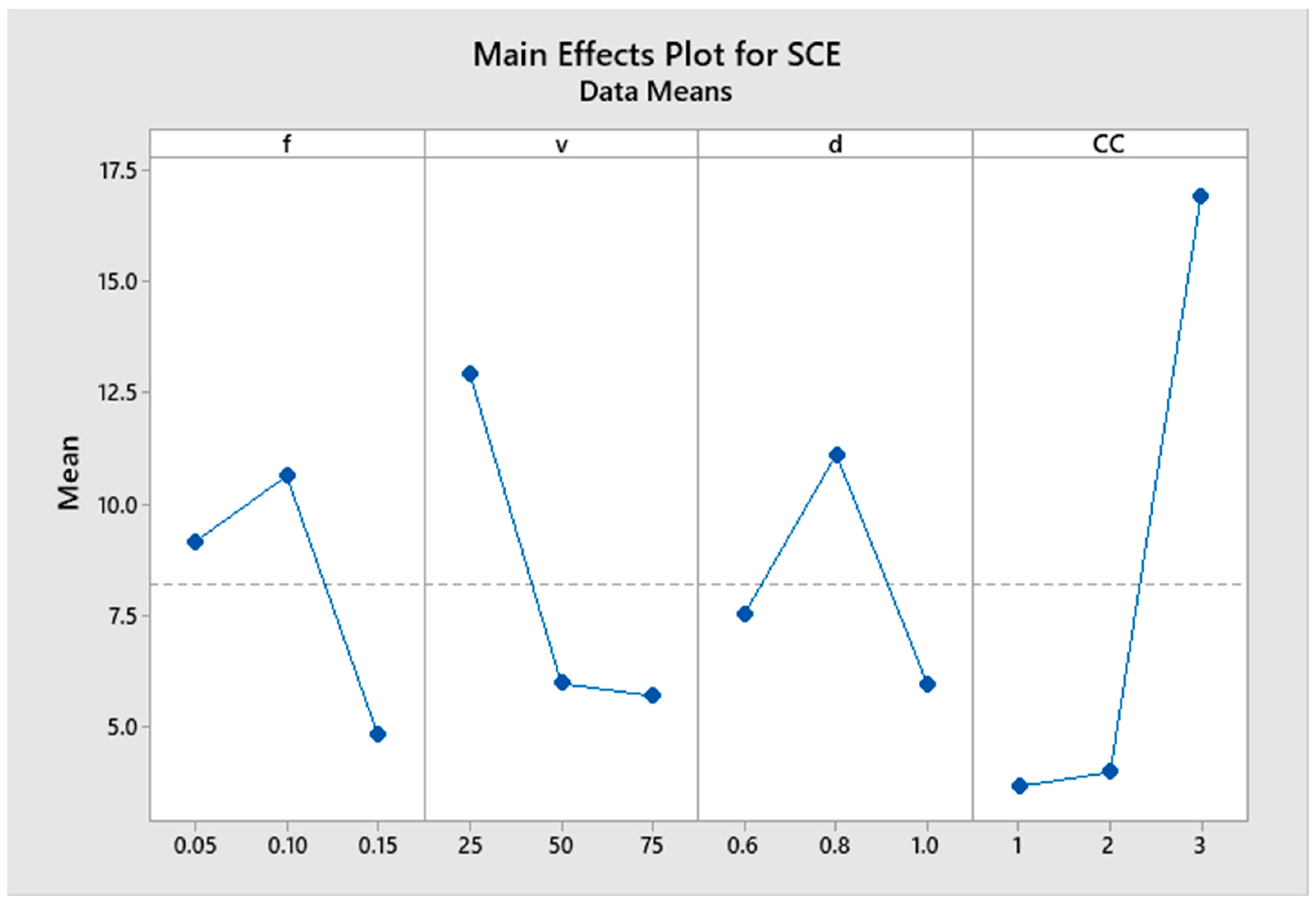
4.2. Effects of Input Parameters on SCE
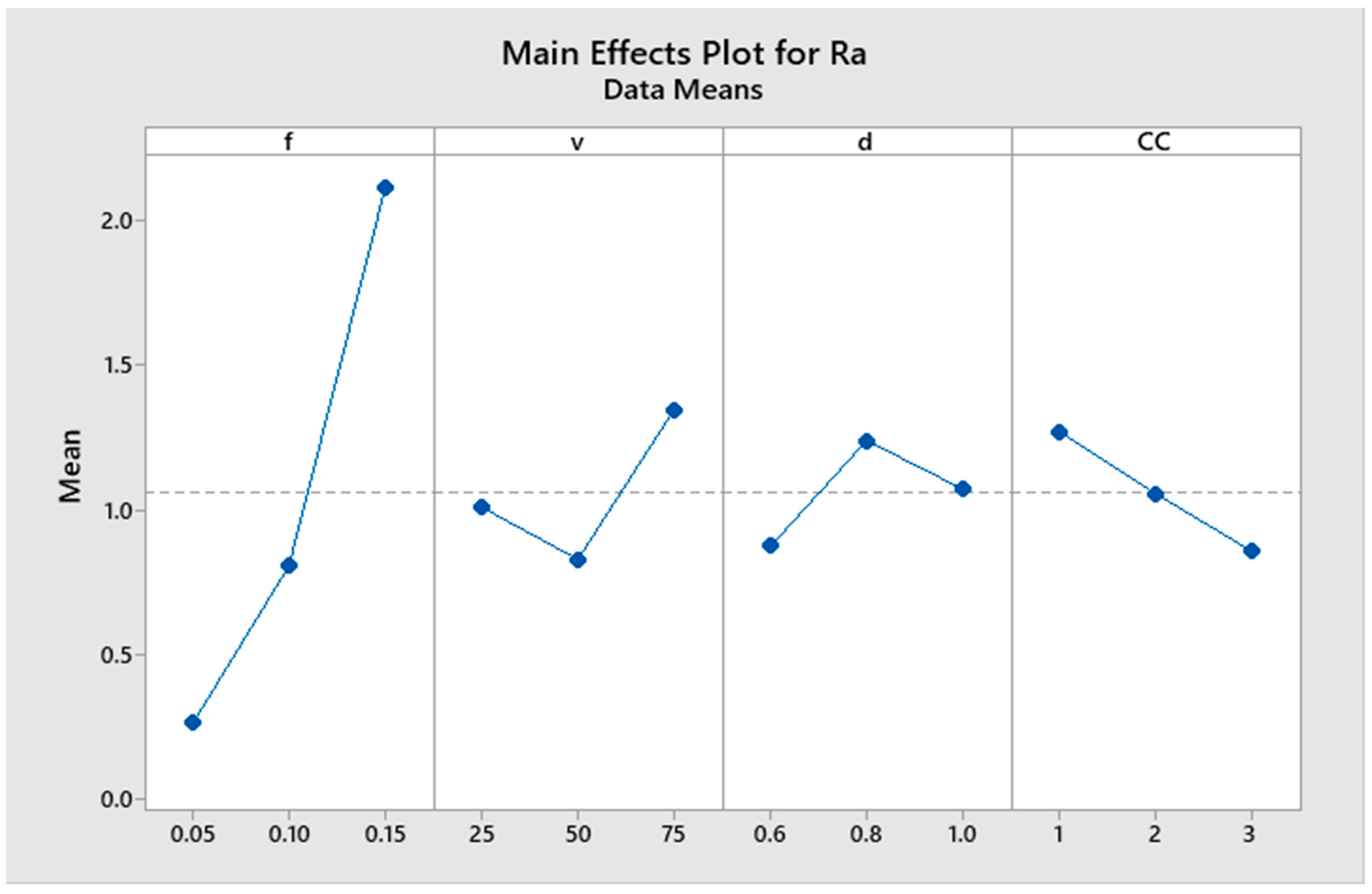
4.3. Effects of Input Parameters on Ra
4.4. Confirmatory Experimentation
5. Conclusions
- During the application of MQL cooling conditions, a significant reduction in tool wear was observed. A further improvement of 30% in tool life was achieved when MQL turning was performed at optimum cutting parameters.
- Tool wear was highly influenced by feed (82.63% contribution ratio), followed by cutting speed (6.64% contribution ratio).
- Compared with wet conditions, MQL machining consumed lower specific cutting energy. When machining was performed under optimum machining parameters, process sustainability was enhanced by about 27%.
- The cooling conditions provided the highest contribution to SCE (63.43%), followed by cutting speed (18.56%) and feed (10.15%), while depth of cut had a minute effect with a 7.78% contribution ratio.
- Surface roughness increased with increasing feed, whereas the application of coolant improved surface integrity due to the lubrication effect. When machining was performed under the wet conditions with optimal machining parameters, surface roughness was improved by 15%.
- Feed provided a significantly high contribution to surface roughness (with an 86.09% contribution ratio) while cooling conditions, cutting depth and speed contribution ratios contributed 4.08%, 3.18% and 6.56%, respectively.
6. Future Recommendations
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| ANOVA | Analysis of variance |
| CC | Cooling conditions |
| D | Workpiece diameter (mm) |
| d | Depth of cut (mm) |
| f | Feed rate (mm/rev) |
| l | Linear length of cut (mm) |
| ls | Spiral length of cut (mm) |
| MQL | Minimum quantity lubrication |
| MRR | Material removal rate (mm3/s) |
| Pactual | Actual power |
| Pair | Air power (W) |
| Pcut | Cutting power (W) |
| R | Wear rate |
| Ra | Surface roughness (μm) |
| SCE | Specific cutting energy |
| t | Cutting time (s) |
| v | Cutting speed (m/min) |
| VB | Flank wear (mm) |
References
- Birol, F. Key World Energy Statistics; International Energy Agency: Paris, France, 2017. [Google Scholar]
- Zhou, L.; Li, J.; Li, F.; Meng, Q.; Li, J.; Xu, X. Energy consumption model and energy efficiency of machine tools: A comprehensive literature review. J. Clean. Prod. 2016, 112, 3721–3734. [Google Scholar] [CrossRef]
- Wippermann, A.; Gutowski, T.G.; Denkena, B.; Dittrich, M.-A.; Wessarges, Y. Electrical energy and material efficiency analysis of machining, additive and hybrid manufacturing. J. Clean. Prod. 2020, 251, 119731. [Google Scholar] [CrossRef]
- Trifunović, M.; Madić, M.; Janković, P.; Rodić, D.; Gostimirović, M. Investigation of cutting and specific cutting energy in turning of POM-C using a PCD tool: Analysis and some optimization aspects. J. Clean. Prod. 2021, 303, 127043. [Google Scholar] [CrossRef]
- Xavior, M.A.; Patil, M.; Maiti, A.; Raj, M.; Lohia, N. Machinability studies on INCONEL 718. IOP Conf. Ser. Mater. Sci. Eng. 2016, 149, 012019. [Google Scholar] [CrossRef]
- Pervaiz, S.; Samad, W.A. Drilling force characterization during inconel 718 drilling: A comparative study between numerical and analytical approaches. Materials 2021, 14, 4820. [Google Scholar] [CrossRef] [PubMed]
- Bronis, M.; Miko, E.; Nowakowski, L.; Bartoszuk, M. A Study of the Kinematics System in Drilling Inconel 718 for Improving of Hole Quality in the Aviation and Space Industries. Materials 2022, 15, 5500. [Google Scholar] [CrossRef]
- Jadam, T.; Datta, S.; Masanta, M. Influence of cutting tool material on machinability of Inconel 718 superalloy. Mach. Sci. Technol. 2021, 25, 349–397. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- Jaffery, S.H.I.; Khan, M.; Ali, L.; Mativenga, P.T. Statistical analysis of process parameters in micromachining of Ti-6Al-4V alloy. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2016, 230, 1017–1034. [Google Scholar] [CrossRef]
- Bedada, B.D.; Woyesssa, G.K.; Jiru, M.G.; Fetene, B.N.; Gemechu, T. Experimental Investigation on the Advantages of Dry Machining over Wet Machining during Turning of AISI 1020 Steel. J. Mod. Mech. Eng. Technol. 2021, 8, 12–25. [Google Scholar] [CrossRef]
- Yazid, M.Z.A.; Ibrahim, G.A.; Said, A.Y.M.; CheHaron, C.H.; Ghani, J.A. Surface integrity of Inconel 718 when finish turning with PVD coated carbide tool under MQL. Procedia Eng. 2011, 19, 396–401. [Google Scholar] [CrossRef]
- Kazeem, R.A.; Fadare, D.A.; Ikumapayi, O.M.; Adediran, A.A.; Aliyu, S.J.; Akinlabi, S.A.; Jen, T.C.; Akinlabi, E.T. Advances in the application of vegetable-oil-based cutting fluids to sustainable machining operations—A review. Lubricants 2022, 10, 69. [Google Scholar] [CrossRef]
- Sreejith, P.S.; Ngoi, B.K.A. Dry machining: Machining of the future. J. Mater. Process. Technol. 2000, 101, 287–291. [Google Scholar] [CrossRef]
- Kui, G.W.A.; Islam, S.; Reddy, M.M.; Khandoker, N.; Chen, V.L.C. Recent progress and evolution of coolant usages in conventional machining methods: A comprehensive review. Int. J. Adv. Manuf. Technol. 2022, 119, 3–40. [Google Scholar] [CrossRef] [PubMed]
- Frifita, W.; Salem, S.B.; Haddad, A.; Yallese, M.A. Optimization of machining parameters in turning of Inconel 718 Nickel-base super alloy. Mech. Ind. 2020, 21, 203. [Google Scholar] [CrossRef]
- Aslantas, K.; Ekici, E.; Cicek, A. Optimization of process parameters for micro milling of Ti-6Al-4V alloy using Taguchi-based gray relational analysis. Measurement 2018, 128, 419–427. [Google Scholar] [CrossRef]
- Kosaraju, S.; Kumar, M.V.; Sateesh, N. Optimization of machining parameter in turning Inconel 625. Mater. Today Proc. 2018, 5, 5343–5348. [Google Scholar] [CrossRef]
- Khan, M.A.; Jaffery, S.H.I.; Khan, M.; Younas, M.; Butt, S.I.; Ahmad, R.; Warsi, S.S. Statistical analysis of energy consumption, tool wear and surface roughness in machining of Titanium alloy (Ti-6Al-4V) under dry, wet and cryogenic conditions. Mech. Sci. 2019, 10, 561–573. [Google Scholar] [CrossRef]
- Sheheryar, M.; Khan, M.A.; Jaffery, S.H.I.; Alruqi, M.; Khan, R.; Bashir, M.N.; Petru, J. Multi-Objective Optimization of Process Parameters during Micro-Milling of Nickel-Based Alloy Inconel 718 Using Taguchi-Grey Relation Integrated Approach. Materials 2022, 15, 8296. [Google Scholar] [CrossRef]
- Salur, E.; Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y. The Effects of MQL and Dry Environments on Tool Wear, Cutting Temperature, and Power Consumption during End Milling of AISI 1040 Steel. Metals 2021, 11, 1674. [Google Scholar] [CrossRef]
- Gupta, K.; Laubscher, R.F. Sustainable machining of titanium alloys: A critical review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 2543–2560. [Google Scholar] [CrossRef]
- Masoudi, S.; Esfahani, M.J.; Jafarian, F.; Mirsoleimani, S.A. Comparison the effect of MQL, wet and dry turning on surface topography, cylindricity tolerance and sustainability. Int. J. Precis. Eng. Manuf. Green Technol. 2019, 10, 9–21. [Google Scholar] [CrossRef]
- Singh, R. Minimum quantity lubrication turning of hard to cut materials—A review. Mater. Today Proc. 2021, 37, 3601–3605. [Google Scholar] [CrossRef]
- Tian, P.; He, L.; Zhou, T.; Du, F.; Zou, Z.; Zhou, X. Experimental characterization of the performance of MQL-assisted turning of solution heat-treated and aged Inconel 718 alloy. Int. J. Adv. Manuf. Technol. 2023, 125, 3839–3851. [Google Scholar] [CrossRef]
- Khatri, A.; Jahan, M.P. Investigating tool wear mechanisms in machining of Ti-6Al-4V in flood coolant, dry and MQL conditions. Procedia Manuf. 2018, 26, 434–445. [Google Scholar] [CrossRef]
- Cantero, J.L.; Díaz-Álvarez, J.; Miguélez, M.H.; Marín, N.C. Analysis of tool wear patterns in finishing turning of Inconel 718. Wear 2013, 297, 885–894. [Google Scholar] [CrossRef]
- Pradhan, P.; Costa, L.; Rybski, D.; Lucht, W.; Kropp, J.P. A systematic study of sustainable development goal (SDG) interactions. Earths Future 2017, 5, 1169–1179. [Google Scholar] [CrossRef]
- Zhao, Z.; Hong, S.Y. Cryogenic Properties of Some Cutting Tool Materials. J. Mater. Eng. Perform. 1992, 1, 705–714. [Google Scholar] [CrossRef]
- Li, W.; Kara, S. An empirical model for predicting energy consumption of manufacturing processes: A case of turning process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 1636–1646. [Google Scholar] [CrossRef]
- Behera, B.C.; Alemayehu, H.; Ghosh, S.; Rao, P.V. A comparative study of recent lubri-coolant strategies for turning of Ni-based superalloy. J. Manuf. Process. 2017, 30, 541–552. [Google Scholar] [CrossRef]
- Warsi, S.S.; Agha, M.H.; Ahmad, R.; Jaffery, S.H.I.; Khan, M. Sustainable turning using multi-objective optimization: A study of Al 6061 T6 at high cutting speeds. Int. J. Adv. Manuf. Technol. 2019, 100, 843–855. [Google Scholar] [CrossRef]
- Kumar, R.; Bilga, P.S.; Singh, S. Multi objective optimization using different methods of assigning weights to energy consumption responses, surface roughness and material removal rate during rough turning operation. J. Clean. Prod. 2017, 164, 45–57. [Google Scholar] [CrossRef]
- Ross, P.J. Taguchi Techniques for Quality Engineering: Loss Function, Orthogonal Experiments, Parameter and Tolerance Design; Australian Road Research Board (ARRB): Port Melbourne, Australia, 1988. [Google Scholar]
- Ziegel, E.R. Taguchi Techniques for Quality Engineering; Taylor & Francis: Abingdon, UK, 1997. [Google Scholar]
- Venkatesan, K.; Mathew, A.T.; Devendiran, S.; Ghazaly, N.M.; Sanjith, S.; Raghul, R. Machinability study and multi-response optimization of cutting force, Surface roughness and tool wear on CNC turned Inconel 617 superalloy using Al2O3 Nanofluids in Coconut oil. Procedia Manuf. 2019, 30, 396–403. [Google Scholar] [CrossRef]
- Sarwar, M.; Persson, M.; Hellbergh, H.; Haider, J. Measurement of specific cutting energy for evaluating the efficiency of bandsawing different workpiece materials. Int. J. Mach. Tools Manuf. 2009, 49, 958–965. [Google Scholar] [CrossRef]
- Yan, J.; Li, L. Multi-objective optimization of milling parameters-the trade-offs between energy, production rate and cutting quality. J. Clean. Prod. 2013, 52, 462–471. [Google Scholar] [CrossRef]
- Kaya, E.; Akyüz, B. Effects of cutting parameters on machinability characteristics of Ni-based superalloys: A review. Open Eng. 2017, 7, 330–342. [Google Scholar] [CrossRef]
- Shaw, M.C. Metal Cutting Principles; Oxford University Press: Oxford, UK, 2005. [Google Scholar]
- Fan, Y.; Hao, Z.; Zheng, M.; Yang, S. Wear characteristics of cemented carbide tool in dry-machining Ti-6Al-4V. Mach. Sci. Technol. 2016, 20, 249–261. [Google Scholar] [CrossRef]
- Xavior, M.A.; Manohar, M.; Jeyapandiarajan, P.; Madhukar, P.M. Tool Wear Assessment during Machining of Inconel 718. Procedia Eng. 2017, 174, 1000–1008. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. Effect of nose radius on forces, and process parameters in hot machining of Inconel 718 using finite element analysis. Eng. Sci. Technol. Int. J. 2017, 20, 687–693. [Google Scholar] [CrossRef]
- Hao, Z.; Fan, Y.; Lin, J.; Ji, F.; Liu, X. New observations on wear mechanism of self-reinforced SiAlON ceramic tool in milling of Inconel 718. Arch. Civ. Mech. Eng. 2017, 17, 467–474. [Google Scholar] [CrossRef]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems; John Wiley & Sons: Hoboken, NJ, USA, 2020. [Google Scholar]
- Balogun, V.A.; Mativenga, P.T. Impact of un-deformed chip thickness on specific energy in mechanical machining processes. J. Clean. Prod. 2014, 69, 260–268. [Google Scholar] [CrossRef]
- Balogun, V.A.; Edem, I.F.; Adekunle, A.A.; Mativenga, P.T. Specific energy based evaluation of machining efficiency. J. Clean. Prod. 2016, 116, 187–197. [Google Scholar] [CrossRef]
- Pinheiro, C.; Kondo, M.Y.; Amaral, S.S.; Callisaya, E.S.; De Souza, J.V.C.; De Sampaio Alves, M.C.; Ribeiro, M.V. Effect of machining parameters on turning process of Inconel 718. Mater. Manuf. Process. 2021, 36, 1421–1437. [Google Scholar] [CrossRef]
- Mia, M. Multi-response optimization of end milling parameters under through-tool cryogenic cooling condition. Measurement 2017, 111, 134–145. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Prediction of surface roughness in hard turning under high pressure coolant using Artificial Neural Network. Measurement 2016, 92, 464–474. [Google Scholar] [CrossRef]
- Dhar, N.R.; Kamruzzaman, M. Cutting temperature, tool wear, surface roughness and dimensional deviation in turning AISI-4037 steel under cryogenic condition. Int. J. Mach. Tools Manuf. 2007, 47, 754–759. [Google Scholar] [CrossRef]
- Strano, M.; Chiappini, E.; Tirelli, S.; Albertelli, P.; Monno, M. Comparison of Ti6Al4V machining forces and tool life for cryogenic versus conventional cooling. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2013, 227, 1403–1408. [Google Scholar] [CrossRef]
- Bagherzadeh, A.; Budak, E. Investigation of machinability in turning of difficult-to-cut materials using a new cryogenic cooling approach. Tribol. Int. 2018, 119, 510–520. [Google Scholar] [CrossRef]
- Yuan, S.M.; Yan, L.T.; Liu, W.D.; Liu, Q. Effects of cooling air temperature on cryogenic machining of Ti-6Al-4V alloy. J. Mater. Process. Technol. 2011, 211, 356–362. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Optimization of surface roughness and cutting temperature in high-pressure coolant-assisted hard turning using Taguchi method. Int. J. Adv. Manuf. Technol. 2017, 88, 739–753. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Material | ||||
|---|---|---|---|---|---|
| AI 7075-T6 Alloy | Titanium | Ti-6Al-4V | Ti-10V-2Fe-3Al | Inconel 718 | |
| Yield strength (MPa) | 503 | 140 | 880 | 900 | 1170 |
| Ultimate tensile strength (MPa) | 572 | 220 | 950 | 970 | 1350 |
| Ductility (%) | 11 | 54 | 14 | 9 | 16 |
| Thermal conductivity (W mK−1) | 130 | 17 | 6.7 | 7.8 | 11.4 |
| Hardness (HRC) | ~7 (equivalent) | 10–12 (equivalent) | 30–36 | 32 | 38–44 |
| Modulus of elasticity (GPa) | 71.7 | 116 | 113.8 | 110 | 200 |
| Fracture toughness (MPa m1/2) | 20–29 | 70 | 75 | - | 96.4 |
| Max. operating temperature (°C) | - | 150 | 315 | 315 | 650 |
| Density (g cm−3) | 2.81 | 4.5 | 4.43 | 4.65 | 8.22 |
| Ni | Cr | FeCr | Mo | Co | Al | Si | Mn | Cu | C |
|---|---|---|---|---|---|---|---|---|---|
| 50–55 | 17–21 | 15.65 | 2.8–3.3 | 1.0 | 0.85 | 0.35 | 0.35 | 0.3 | 0.08 |
| Cutting Parameter | Feed Rate (mm/rev) | Cutting Speed (mm/rev) | Depth of Cut (mm) | Cooling Condition |
|---|---|---|---|---|
| Level 1 | 0.05 | 25 | 0.6 | Dry |
| Level 2 | 0.10 | 50 | 0.8 | MQL |
| Level 3 | 0.15 | 75 | 1 | Wet |
| Exp. Run | Feed Rate (mm/rev) | Cutting Speed (mm/rev) | Depth of Cut (mm) | Cooling Condition * |
|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 |
| 2 | 1 | 2 | 2 | 2 |
| 3 | 1 | 3 | 3 | 3 |
| 4 | 2 | 1 | 2 | 3 |
| 5 | 2 | 2 | 3 | 1 |
| 6 | 2 | 3 | 1 | 2 |
| 7 | 3 | 1 | 3 | 2 |
| 8 | 3 | 2 | 1 | 3 |
| 9 | 3 | 3 | 2 | 1 |
| Sr. No. | R | SCE (J/mm3) | Ra (µm) | |||
|---|---|---|---|---|---|---|
| Trial A | Trial B | Trial A | Trial B | Trial A | Trial B | |
| 1 | −8.8865 | −8.8552 | 8.80 | 8.58 | 0.22 | 0.25 |
| 2 | −8.9662 | −8.9915 | 5.47 | 5.80 | 0.21 | 0.20 |
| 3 | −8.9919 | −9.0263 | 13.28 | 12.96 | 0.37 | 0.34 |
| 4 | −8.8553 | −8.7932 | 26.40 | 27.60 | 0.75 | 0.71 |
| 5 | −8.8147 | −8.8003 | 1.56 | 1.68 | 0.81 | 0.78 |
| 6 | −8.8135 | −8.9218 | 3.20 | 3.33 | 0.89 | 0.91 |
| 7 | −8.7128 | −8.6894 | 2.92 | 3.20 | 2.04 | 2.09 |
| 8 | −8.6895 | −8.6546 | 10.53 | 10.80 | 1.53 | 1.45 |
| 9 | −8.7590 | −8.6980 | 0.73 | 0.66 | 2.83 | 2.74 |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | CR |
|---|---|---|---|---|---|---|---|
| f (mm/rev) | 2 | 0.191255 | 0.191255 | 0.095628 | 71.48 | 0.000 | 82.63% |
| v (m/min) | 2 | 0.015363 | 0.015363 | 0.007682 | 5.74 | 0.025 | 6.64% |
| d (mm) | 2 | 0.005851 | 0.005851 | 0.002925 | 2.19 | 0.168 | 2.53% |
| CC | 2 | 0.006956 | 0.006956 | 0.003478 | 2.60 | 0.128 | 3.01% |
| Error | 9 | 0.012041 | 0.012041 | 0.001338 | 5.20% | ||
| Total | 17 | 0.231467 | 100.00% | ||||
| SD = 0.0365774, R-Sq = 97.80%, R-Sq (pred) = 91.19% | |||||||
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | CR |
|---|---|---|---|---|---|---|---|
| f (mm/rev) | 2 | 109.86 | 109.865 | 54.932 | 523.94 | 0.000 | 10.15% |
| v (m/min) | 2 | 200.93 | 200.930 | 100.465 | 958.23 | 0.000 | 18.56% |
| d (mm) | 2 | 84.25 | 84.248 | 42.124 | 401.78 | 0.000 | 7.78% |
| CC | 2 | 686.83 | 686.831 | 343.416 | 3275.48 | 0.000 | 63.43% |
| Error | 9 | 0.94 | 0.944 | 0.105 | 0.09% | ||
| Total | 17 | 1082.82 | 100.00% | ||||
| SD = 0.323797, R-Sq = 98.91%, R-Sq (pred) = 96.65% | |||||||
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | CR |
|---|---|---|---|---|---|---|---|
| f (mm/rev) | 2 | 10.8291 | 10.8291 | 5.41457 | 4470.75 | 0.000 | 86.09% |
| v (m/min) | 2 | 0.8254 | 0.8254 | 0.41269 | 340.75 | 0.000 | 6.56% |
| d (mm) | 2 | 0.4005 | 0.4005 | 0.20024 | 165.33 | 0.000 | 3.18% |
| CC | 2 | 0.5128 | 0.5128 | 0.25641 | 211.71 | 0.000 | 4.08% |
| Error | 9 | 0.0109 | 0.0109 | 0.00121 | 0.09% | ||
| Total | 17 | 12.5787 | 100.00% | ||||
| SD = 0.0348010, R-Sq = 98.57%, R-Sq (pred) = 95.65% | |||||||
| Output Response | Machining Parameter | ||||
|---|---|---|---|---|---|
| f (mm/rev) | v (m/min) | d (mm) | CC | ||
| R | Best | 0.05 | 75 | 0.8 | 2 |
| Worst | 0.15 | 25 | 0.6 | 1 | |
| SCE (J/mm3) | Best | 0.15 | 75 | 1 | 1 |
| Worst | 0.10 | 25 | 0.8 | 3 | |
| Ra (µm) | Best | 0.05 | 50 | 0.6 | 3 |
| Worst | 0.15 | 75 | 0.8 | 1 | |
| Responses | Conditions | Confirmatory Test | Initial Run | Percentage Difference |
|---|---|---|---|---|
| R | Best | −9.1220 | −9.0263 | 30% |
| Worst | −8.0871 | −8.6546 | 58% | |
| SCE (J/mm3) | Best | 0.48 | 0.66 | 27% |
| Worst | 27.60 | 27.60 | 0% | |
| Ra (µm) | Best | 0.17 | 0.2 | 15% |
| Worst | 2.83 | 2.83 | 0% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siddique, M.Z.; Faraz, M.I.; Butt, S.I.; Khan, R.; Petru, J.; Jaffery, S.H.I.; Khan, M.A.; Tahir, A.M. Parametric Analysis of Tool Wear, Surface Roughness and Energy Consumption during Turning of Inconel 718 under Dry, Wet and MQL Conditions. Machines 2023, 11, 1008. https://doi.org/10.3390/machines11111008
Siddique MZ, Faraz MI, Butt SI, Khan R, Petru J, Jaffery SHI, Khan MA, Tahir AM. Parametric Analysis of Tool Wear, Surface Roughness and Energy Consumption during Turning of Inconel 718 under Dry, Wet and MQL Conditions. Machines. 2023; 11(11):1008. https://doi.org/10.3390/machines11111008
Chicago/Turabian StyleSiddique, M. Zeeshan, Muhammad Iftikhar Faraz, Shahid Ikramullah Butt, Rehan Khan, Jana Petru, Syed Husain Imran Jaffery, Muhammad Ali Khan, and Abdul Malik Tahir. 2023. "Parametric Analysis of Tool Wear, Surface Roughness and Energy Consumption during Turning of Inconel 718 under Dry, Wet and MQL Conditions" Machines 11, no. 11: 1008. https://doi.org/10.3390/machines11111008