
Strength Analysis and Structure Optimization of the Crankshaft of an Opposed-Power Reciprocating Pump
Abstract
:1. Introduction
2. Mathematical Model for Force Analysis of Crankshafts of Opposed-Power Reciprocating Pump
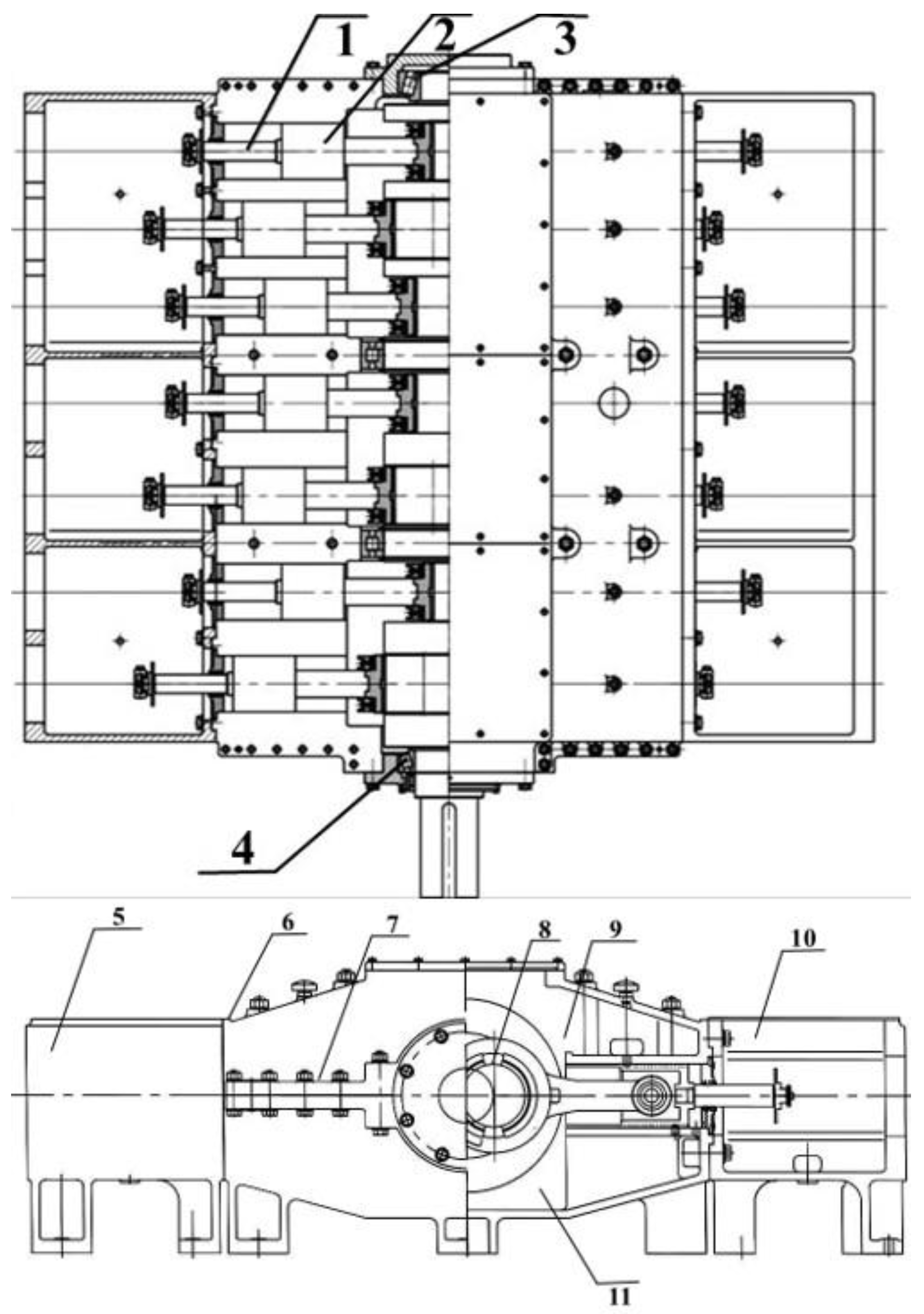
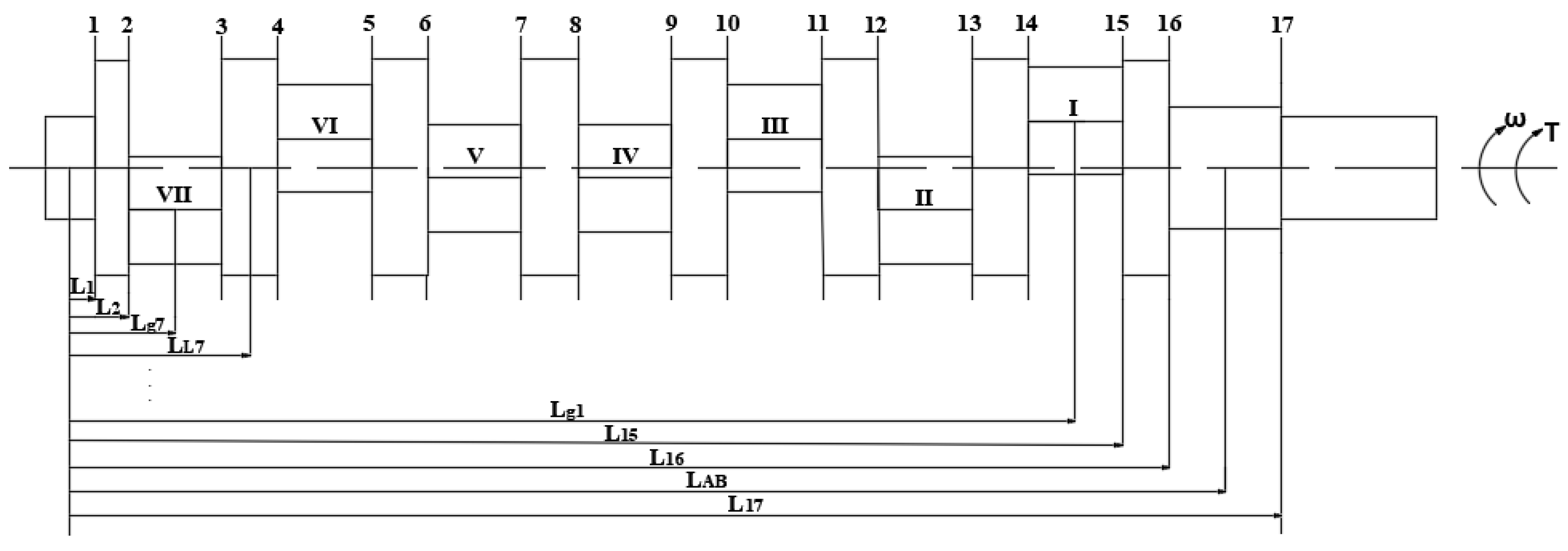
2.1. Structural Analysis and Design Parameters of Opposed-Power Reciprocating Pump
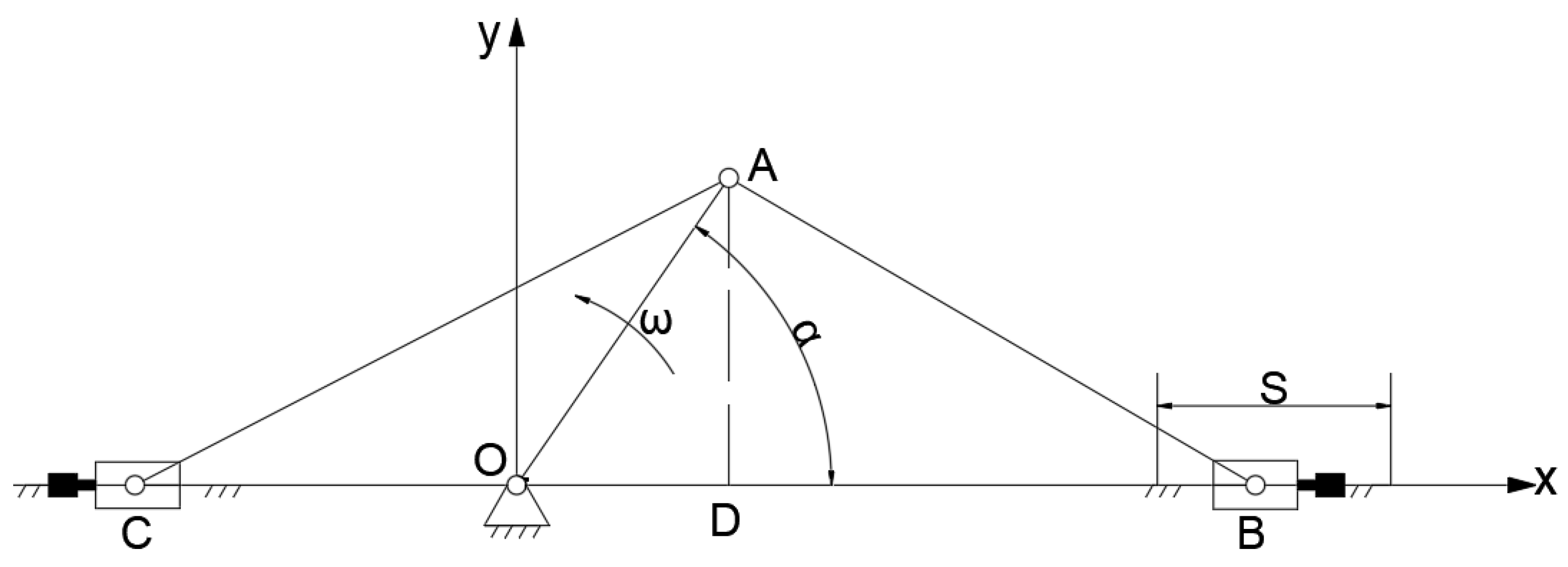
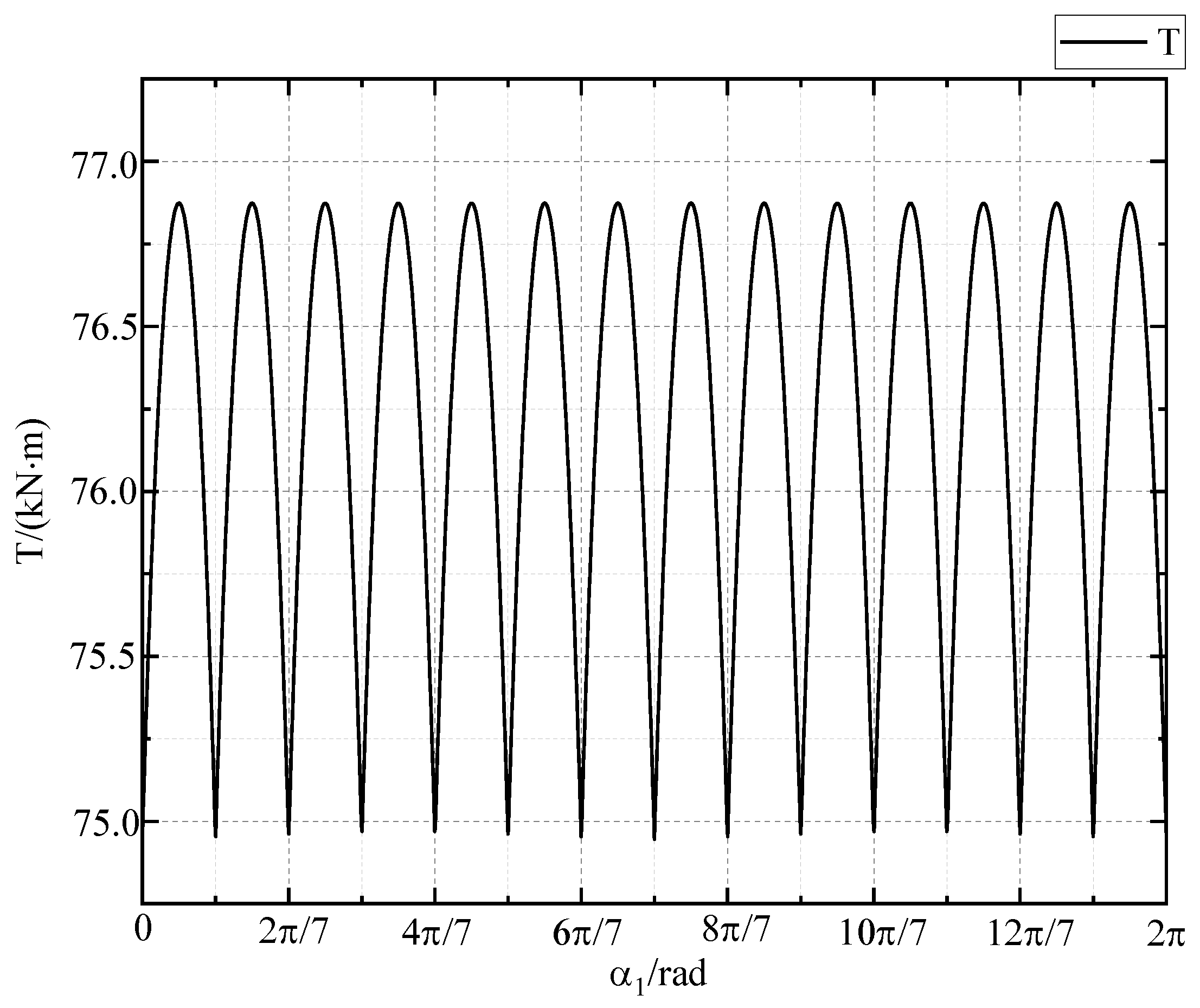
2.2. Driving Torque of Gear Mechanism
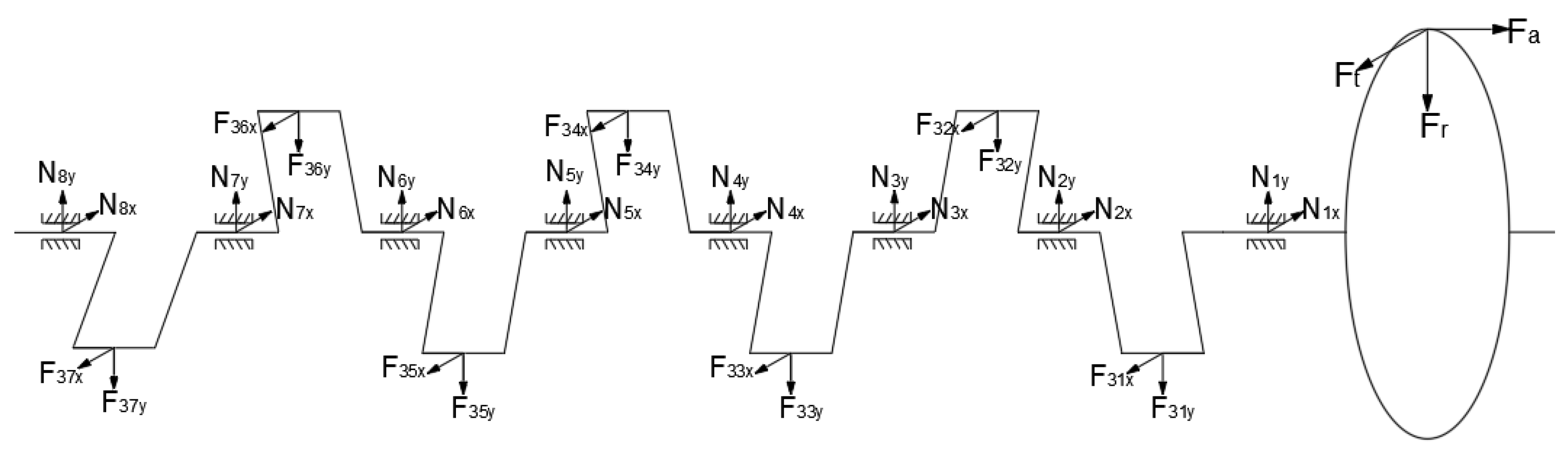
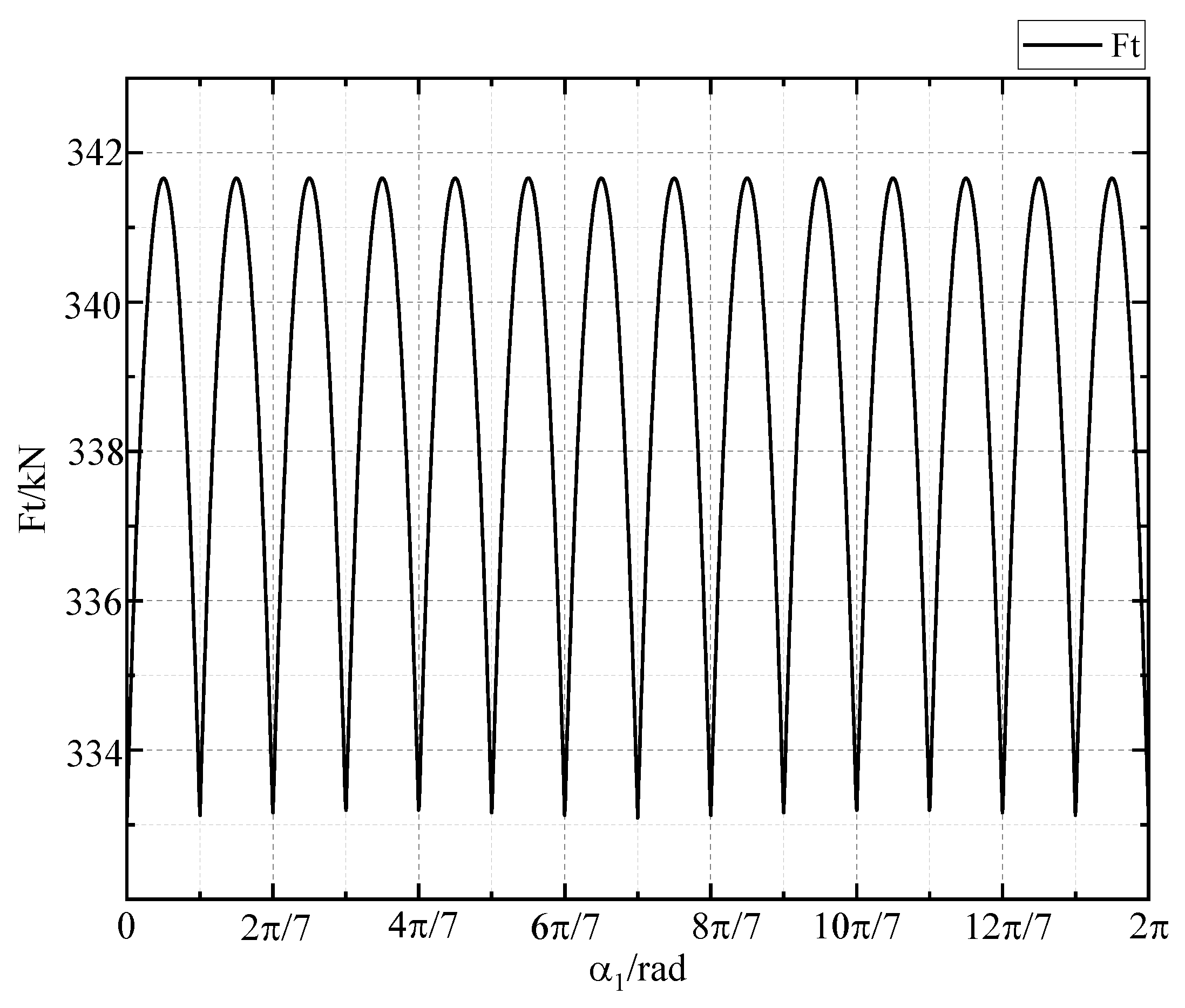
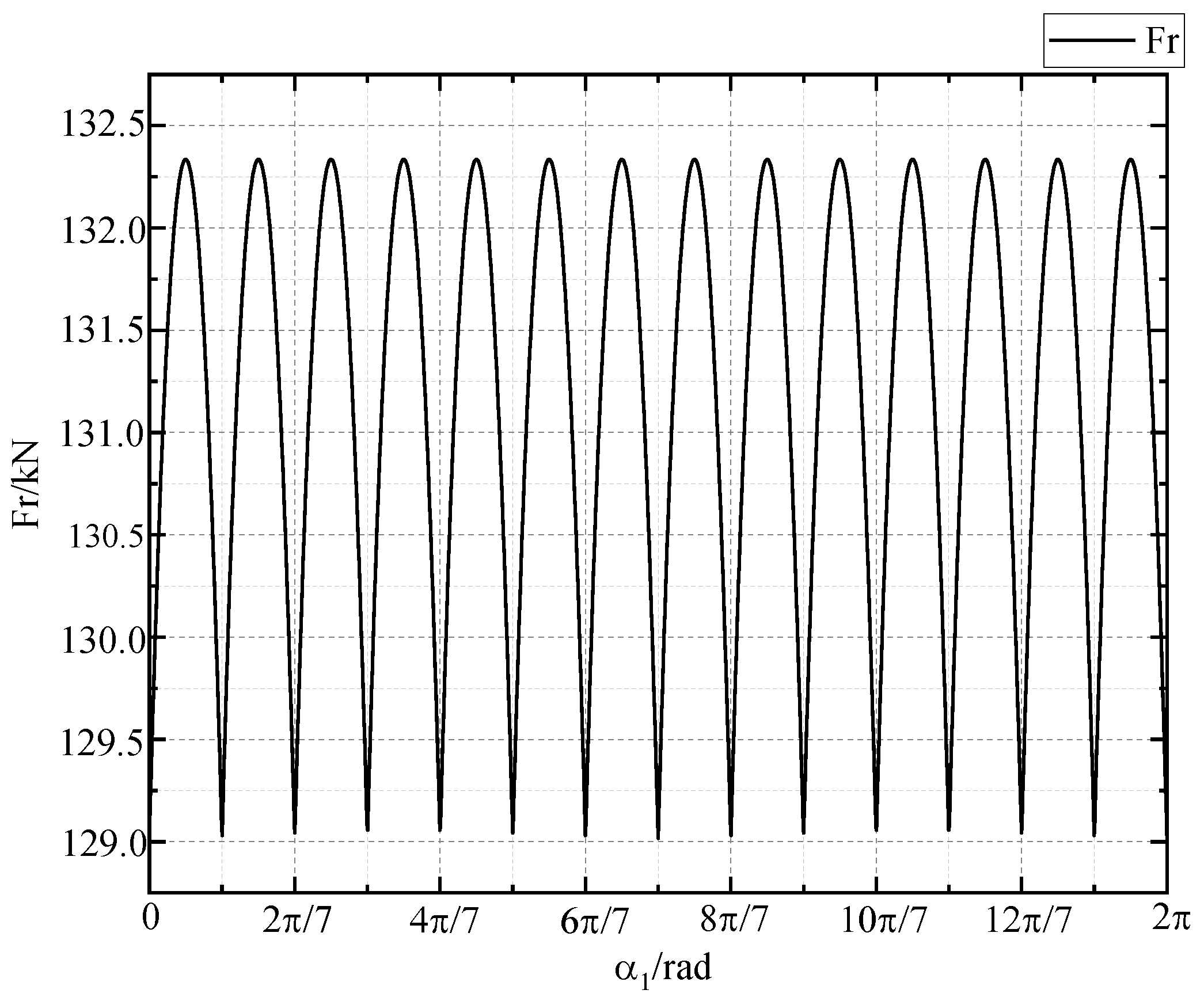
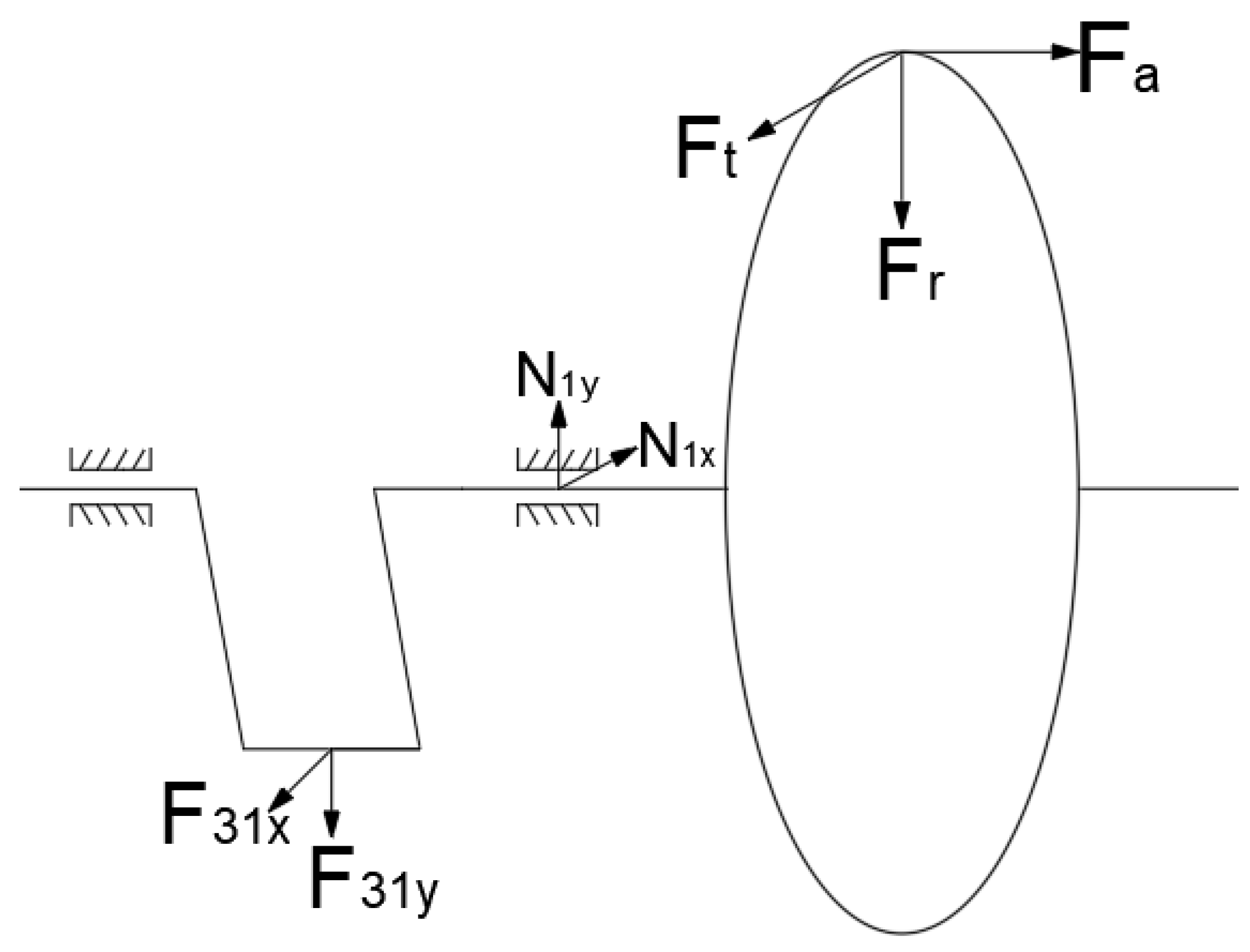
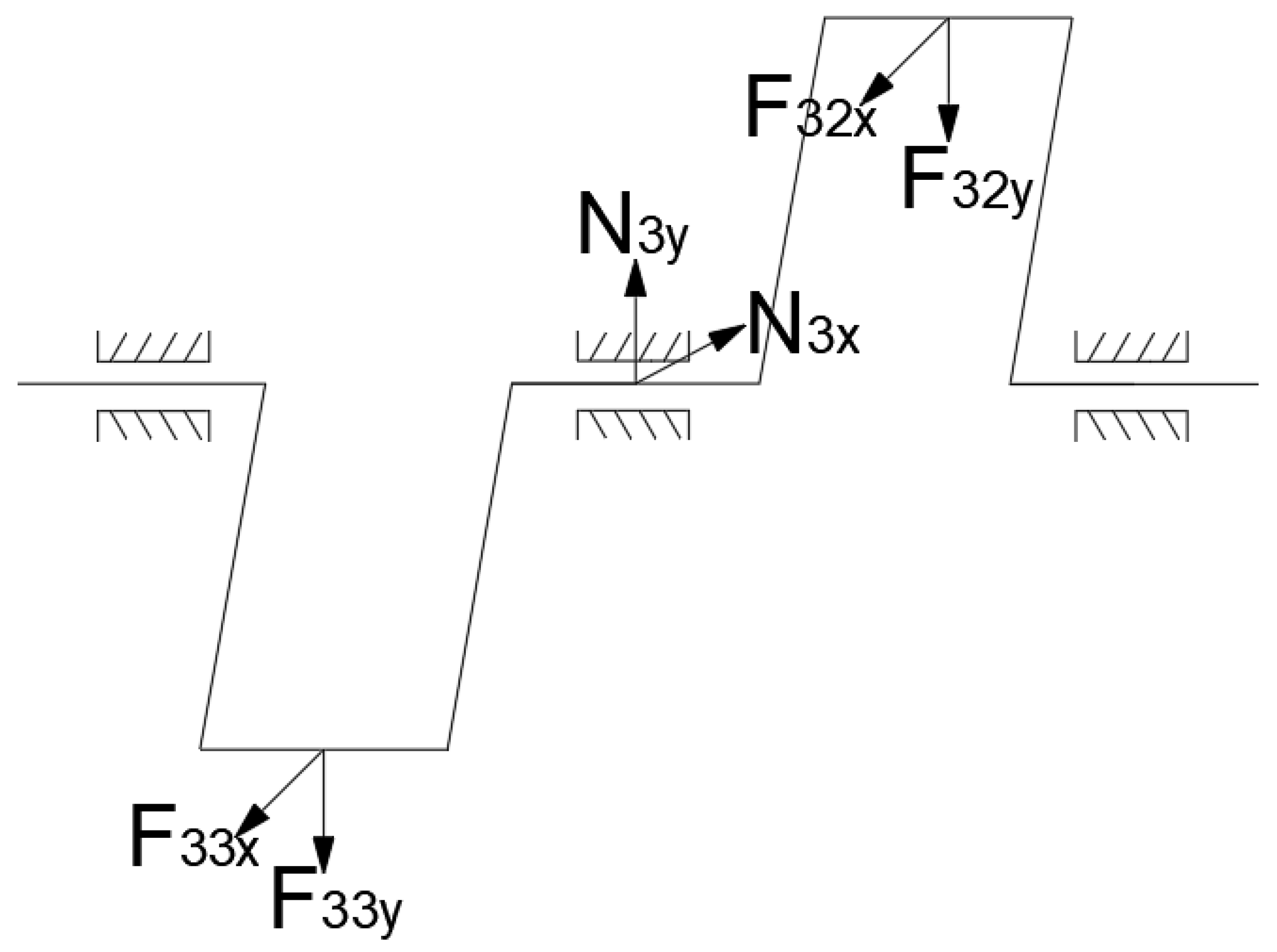
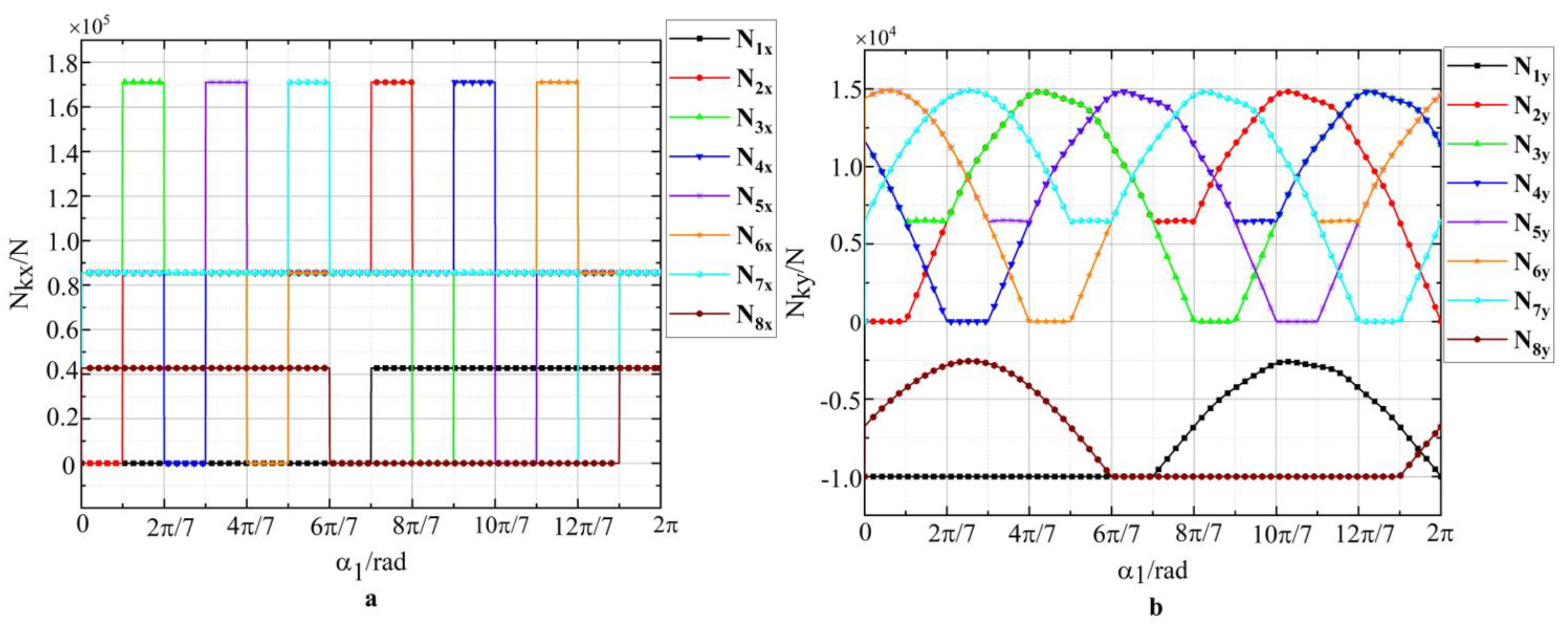
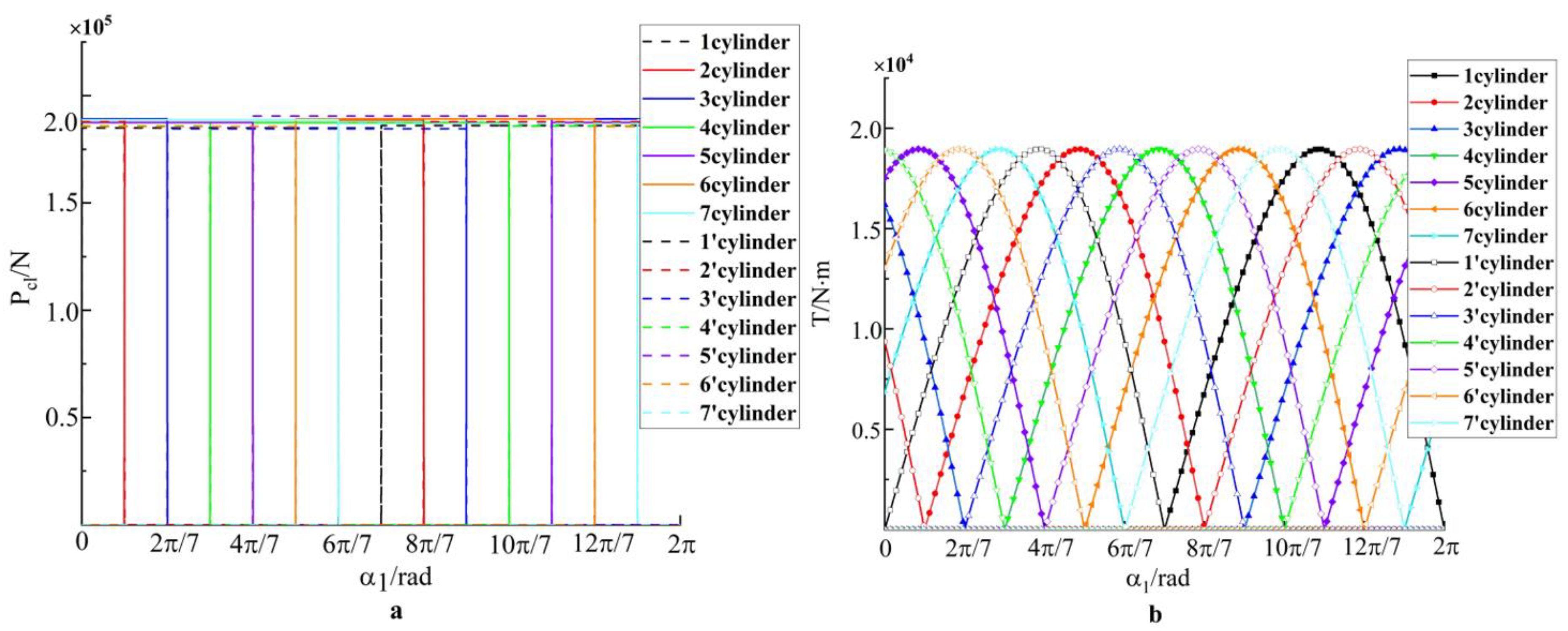
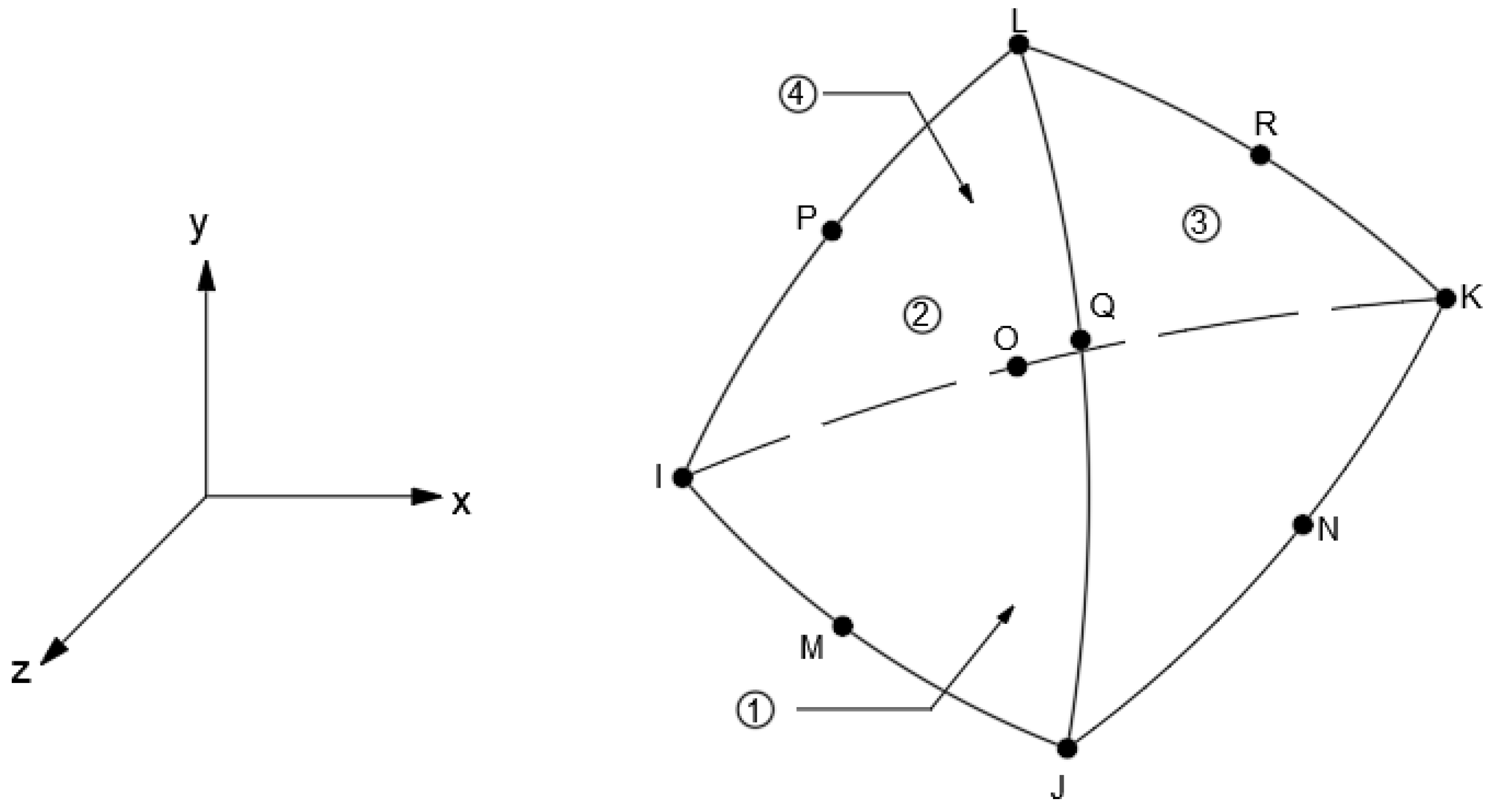
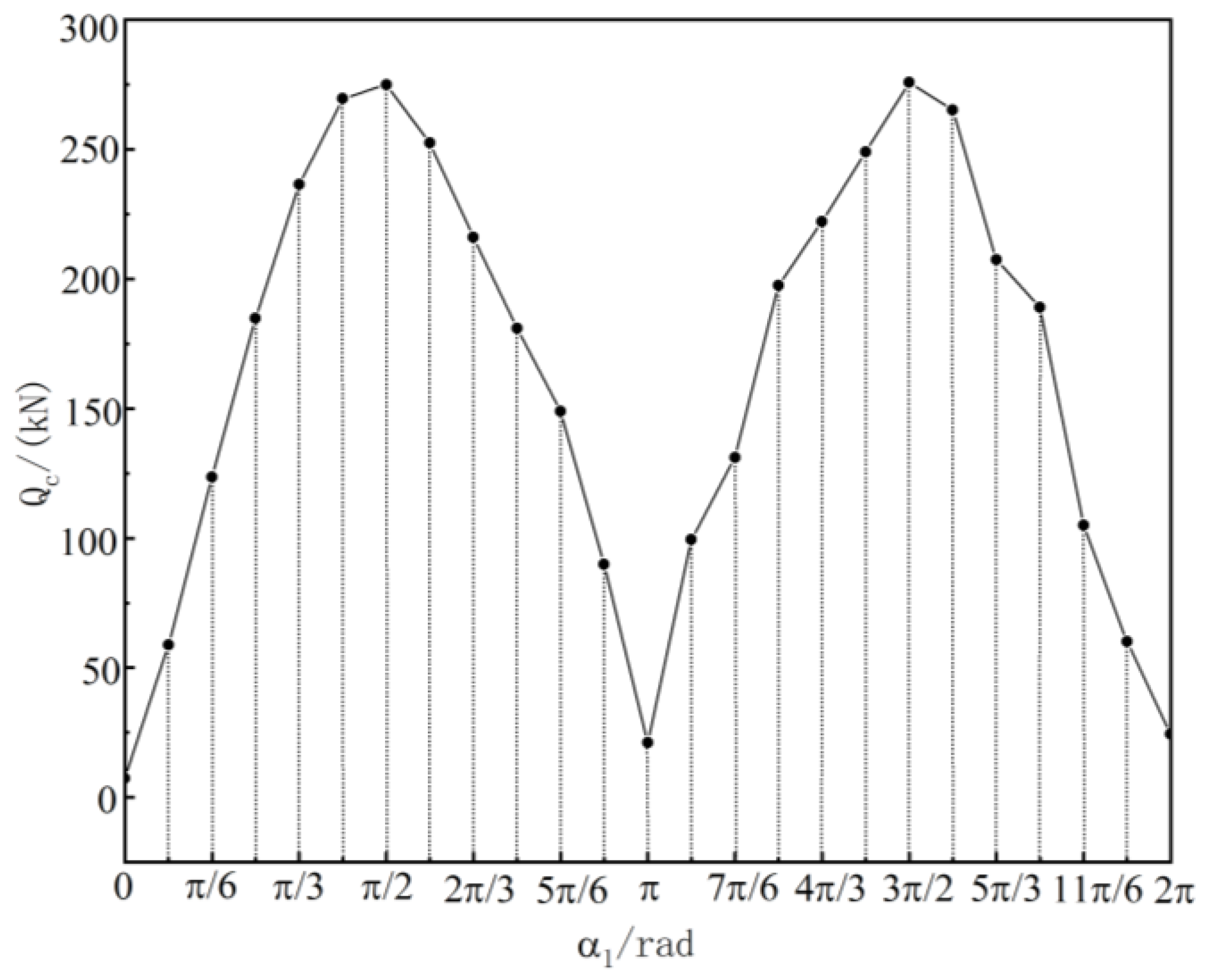
2.3. Calculation of Crankshaft Bearing Force and Section Stress
3. Experimental Testing with Results
3.1. Experimental Material Setting and Grid Division
3.2. Experimental Principle and Method
- Displacement boundary constraint
- 2.
- Force boundary constraint
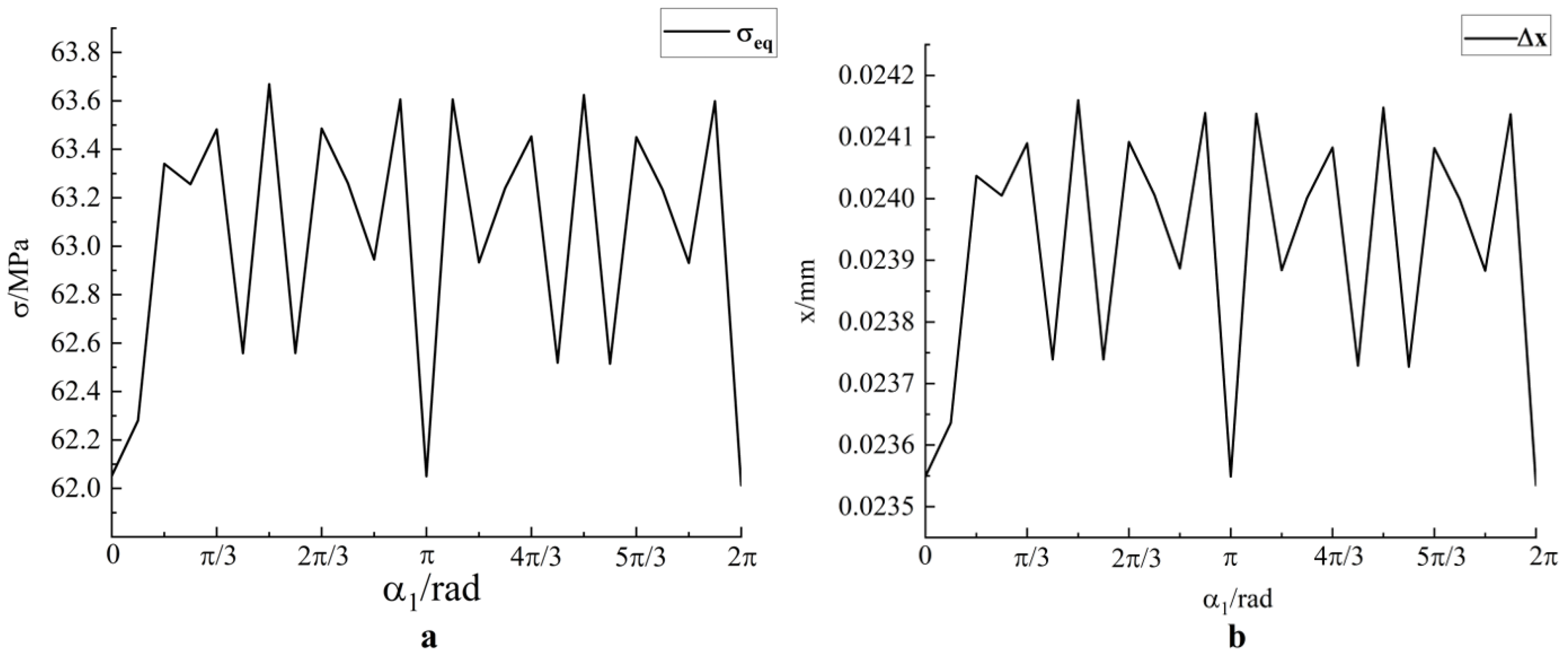
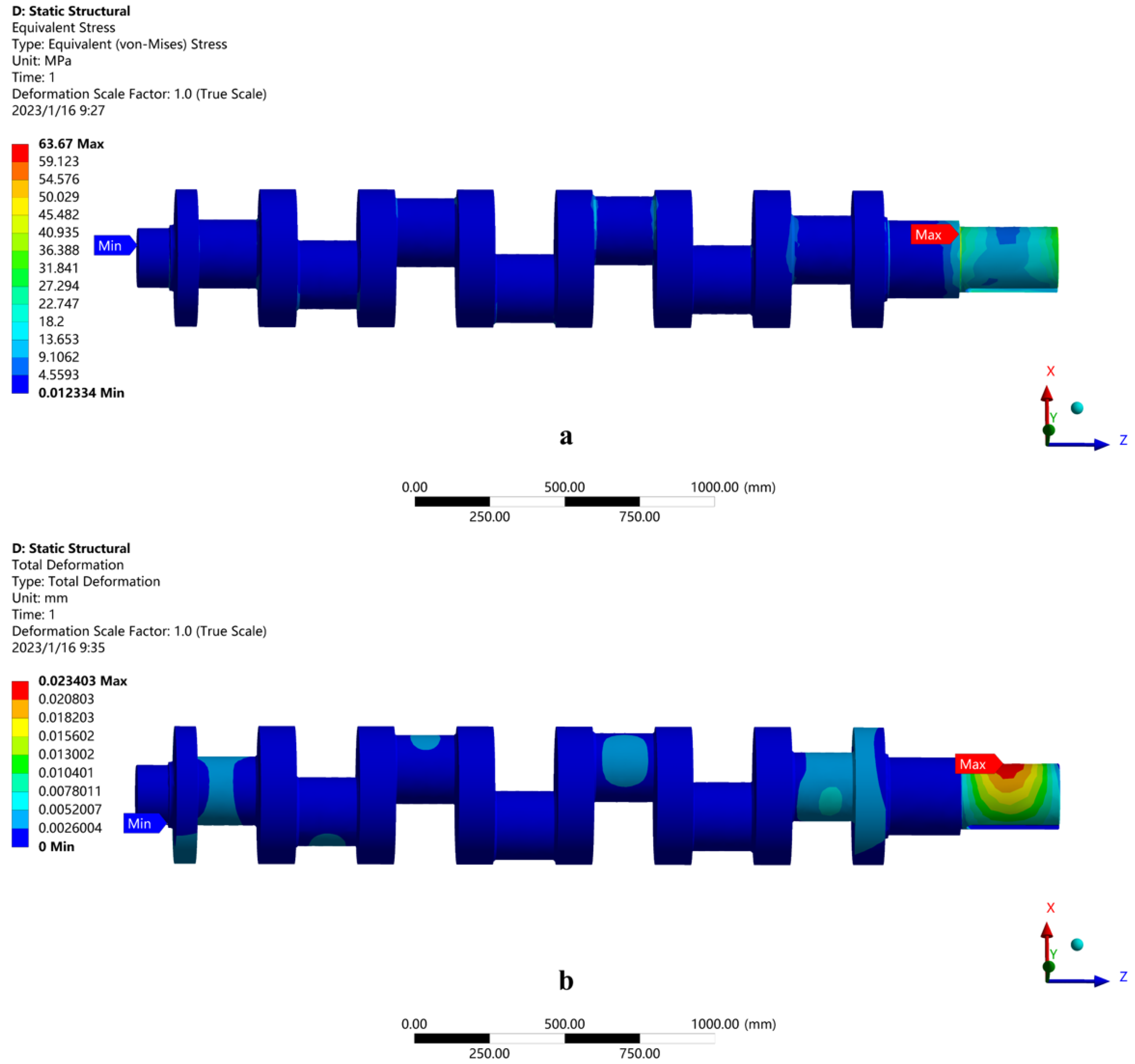
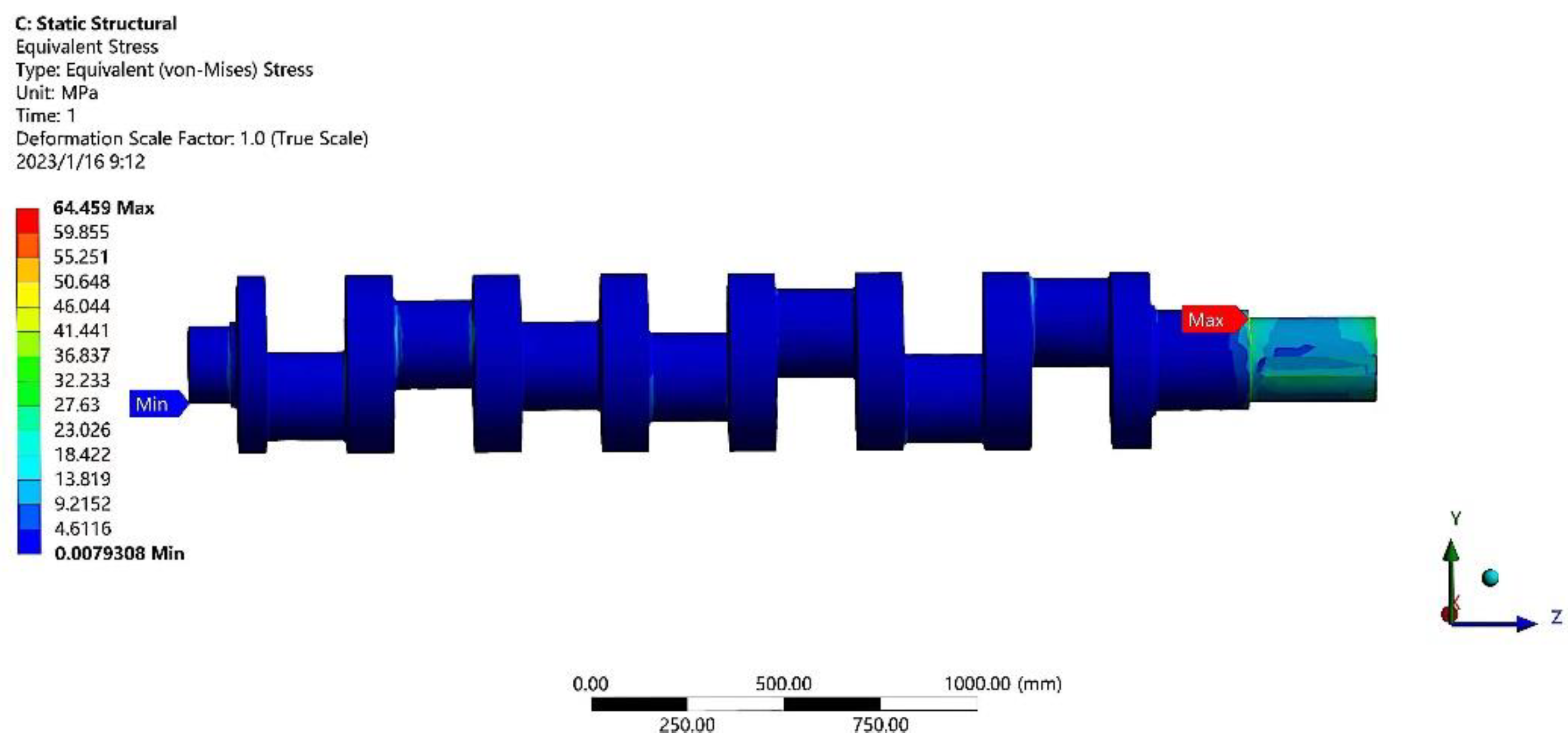
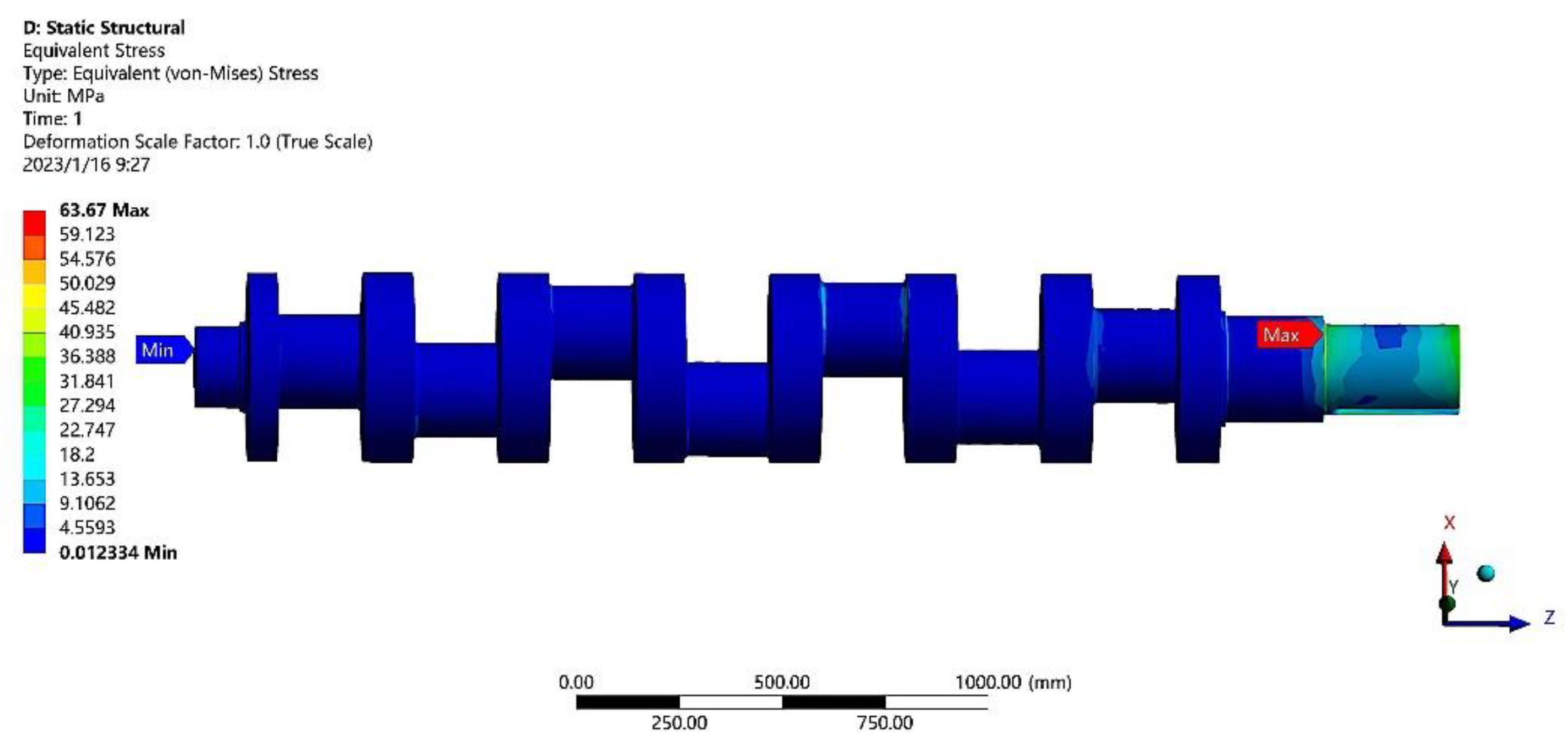
3.3. Experimental Results and Analysis
3.4. Grid Independence Verification
4. Crankshaft Strength Check
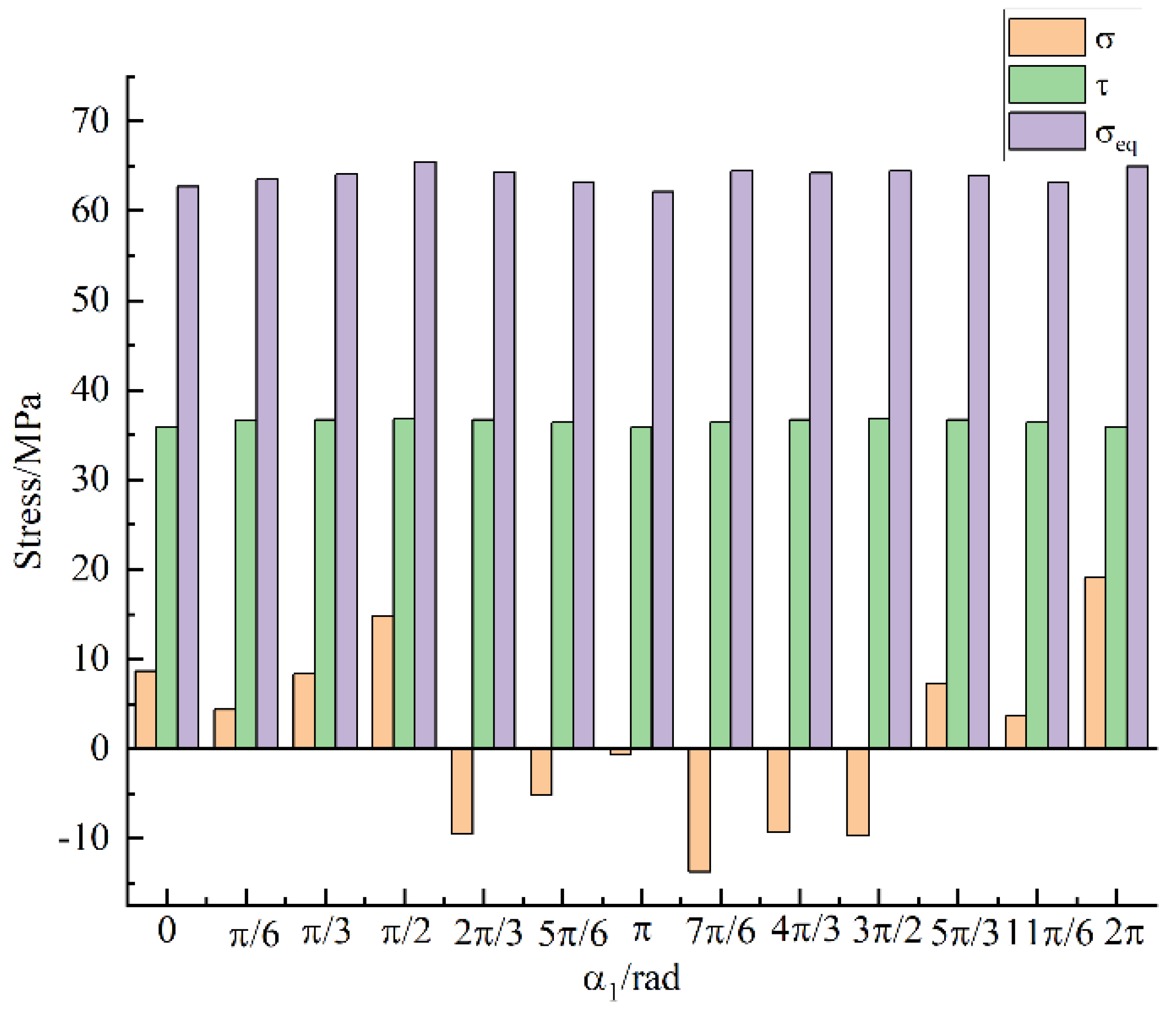
4.1. Static Strength Check of the Crankshaft
4.2. Check the Fatigue Strength of the Crankshaft
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhu, H.; Yan, H.; Ni, B.; Lu, X. Development and application of opposite type large displacement reciprocation water injection pump. China Pet. Chem. Stand. Qual. 2020, 40, 122–128. [Google Scholar]
- Karpenko, M.; Prentkovskis, O.; Sukevicius, S. Research on high-pressure hose with repairing fitting and influence on energy parameter of hydraulic drive. Eksploat. I Niezawodn.-Maint. Reliab. 2022, 24, 25–32. [Google Scholar] [CrossRef]
- Brazhenko, V. The influence of contaminated hydraulic fluid on the relative volume flow rate and the wear of rubbing parts of the aviation plunger pump. Aviation 2019, 23, 43–47. [Google Scholar] [CrossRef] [Green Version]
- Yan, L.; Liu, C.; Xing, F.; Jiang, W.; Zhang, F. Improved application of plunger injection pump technology. Mech. Eng. 2021, 7, 109–113. [Google Scholar]
- He, L.; Zhou, L.; An, X.; Wang, Z.; Nakahara, Y.; Kurosawa, S. Evaluation of gap influence on the dynamic response behavior of pump-turbine runner. Eng. Comput. 2019, 36, 491–508. [Google Scholar] [CrossRef]
- Gao, J.; Yao, C.; Liu, Q.; Liu, T.; Jiao, H. Simulated annealing algorithm-based optimization of crank phase arrangement of quintuple-cylinder reciprocating pump. J. Drain. Irrig. Mach. Eng. 2020, 38, 878–884. [Google Scholar]
- Chen, L.; Fu, Y.; Chen, H.; Guan, R.; Xu, X. Flexible body dynamics of five-cylinder reciprocating pump crankshaft. J. Drain. Irrig. Mach. Eng. 2020, 38, 770–774. [Google Scholar]
- Li, X.; Shao, W.; Tang, J.; Ding, H.; Zhou, W. An Investigation of the Contact Fatigue Characteristics of an RV Reducer Crankshaft, Considering the Hardness Gradients and Initial Residual Stress. Materials 2022, 15, 7850. [Google Scholar] [CrossRef]
- Gao, Y.; Hu, Y.; Dong, H.; Dan, D. The dynamic study on quintuple cylinders fracturing pump power end. Mach. Des. Manuf. Eng. 2018, 47, 23–26. [Google Scholar]
- Nozdrzykowski, K.; Grządziel, Z.; Grzejda, R.; Warzecha, M.; Stępień, M. An Analysis of Reaction Forces in Crankshaft Support Systems. Lubricants 2022, 10, 151. [Google Scholar] [CrossRef]
- Dai, J.; Zhao, Y.; Wang, Z.; Cai, T. Dynamic Characteristics Analysis on crankshaft of high pressure emulsion pump based on SolidWorks and ANSYS. Mach. Tool Hydraul. 2015, 43, 152–156. [Google Scholar]
- Zhong, X.; Wei, X.; Wang, Z.; Zhu, C. Kinematic Analysis of Multiple Opposed-Plunger Pump Based on MATLAB. Mach. Des. Manuf. 2017, 9, 216–224. [Google Scholar]
- Liu, Y.; Wei, X. Analysis of disturbing force of double-acting reciprocating pump. J. Shandong Univ. Technol. 2015, 29, 43–45. [Google Scholar]
- Wei, J.; Feng, J.; Zhang, M.; Ma, L. Optimization of crank epoch angle arrangement of quintuple pump based on strength theory of crankshaft. J. Drain. Irrig. Mach. Eng. 2018, 36, 294–299. [Google Scholar]
- Li, W.; Hong, L. Numerical Analysis of Dynamics of Power End of Five-cylinder reciprocating Fracturing Pump. J. Mech. Transm. 2016, 40, 138–142. [Google Scholar]
- Design of Reciprocating Pump Writing Group. Reciprocating Pump Design; China Machine Press: Beijing, China, 1987. [Google Scholar]
- Ji, Y.; Zhu, Z.; Zhang, Z.; Sun, G.; Yin, M. Strength analysis of high-power drilling pump crankshaft with double side helical gear drive. Mech. Sci. Technol. Aerosp. Eng. 2017, 36, 1856–1858. [Google Scholar]
- Li, R.; Wang, W.; Su, Z. Fatigue Strength Analysis of Bent Axle of Large-flow and High-pressure Emulsion Pump. Coal Min. Technol. 2014, 19, 45–48. [Google Scholar]
- Ning, C.; Fang, Z.; Wang, F.; Wang, X. Several entity element in the comparison of aviation gear box calculation. J. Mech. Strength 2015, 37, 742–747. [Google Scholar]
- Li, W. Design and Analysis of the Power End of the High-Power Fracturing Pump; Dalian University of Technology: Dalian, China, 2014. [Google Scholar]
- Li, Y.; Xue, H. Analysis on fatigue strength of crankshaft in mine-used flame proof diesel engine based on sub-model. Min. Process. Equip. 2014, 42, 131–134. [Google Scholar]
- Liu, D.; Li, W.; Zhang, R.; Yang, J.; Shi, W. Finite element analysis for crankshaft strength of a vehicle diesel engine based on ANSYS Workbench. Automob. Parts 2017, 10, 20–24. [Google Scholar]
- Xu, Z. Fatigue Strength Analysis and Dynamic Load Test of Reciprocating Pump Crankshaft; Shanghai Jiao Tong University: Shanghai, China, 2011. [Google Scholar]
- Huang, Y.; Deng, D.; Liu, Y.; Zhang, Z.; He, M.; Li, H. Finite element analysis of 16V170 diesel engine crankshaft based on Pro/E and ANSYS. Agric. Equip. Veh. Eng. 2012, 2, 47–50. [Google Scholar]
- Li, M.; Zhou, S.; Li, N.; Xing, T. Load Calculation and Fatigue Life Analysis of Crankshaft of Quintuple Cylinders Fracturing Pump. Oil Field Equip. 2009, 38, 41–44. [Google Scholar]
- Mechanical Design Manual Editorial Board. Mechanical Design Manual (3rd): Mechanical Components and Transmission Design, 3rd ed.; China Machine Press: Beijing, China, 2004. [Google Scholar]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Crank Radius R(mm) | Rod Length L (mm) | Diameter of Plunger D (mm) | Impulse Times n (Times/Min) | Row Angle of Crank | Exhaust Pressure P (MPa) |
|---|---|---|---|---|---|---|
| Valve | 100 | 580 | 110 | 220 | 18 |
| Density | Elasticity Modulus | Poisson’s Ratio | Limit of Yielding | Endurance Bending Strength | Strength of Extension |
|---|---|---|---|---|---|
| 7850 | 2.12 | 0.28 | 1047 | 504 | 1134 |
| Description | Valve | Description | Valve |
|---|---|---|---|
| 504 | 1.76 | ||
| 340 | 0.77 | ||
| 63.638 | 0.6 | ||
| 0.032 | 0.96 | ||
| 26.24 | 0.43 | ||
| −4.106 | 0.12 | ||
| 2.299 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Wei, X.; Yi, Z.; Li, Z.; Zhu, C.; Ma, Z. Strength Analysis and Structure Optimization of the Crankshaft of an Opposed-Power Reciprocating Pump. Machines 2023, 11, 123. https://doi.org/10.3390/machines11010123
Liu C, Wei X, Yi Z, Li Z, Zhu C, Ma Z. Strength Analysis and Structure Optimization of the Crankshaft of an Opposed-Power Reciprocating Pump. Machines. 2023; 11(1):123. https://doi.org/10.3390/machines11010123
Chicago/Turabian StyleLiu, Chuan, Xiuting Wei, Zuyao Yi, Zhiqin Li, Changhao Zhu, and Ze Ma. 2023. "Strength Analysis and Structure Optimization of the Crankshaft of an Opposed-Power Reciprocating Pump" Machines 11, no. 1: 123. https://doi.org/10.3390/machines11010123