
Integration of Design, Manufacturing, and Service Based on Digital Twin to Realize Intelligent Manufacturing


Abstract
:1. Introduction
2. Literature Review
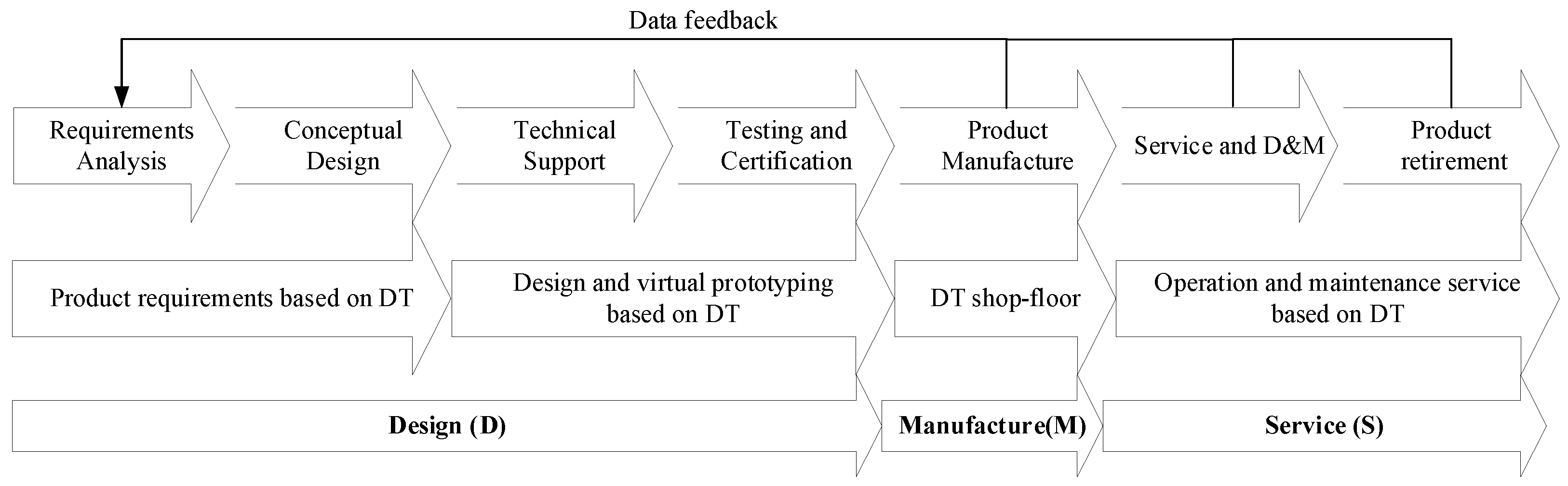
2.1. Integration of PLC
2.2. Model of DT
2.3. DT Perspectives on PLC
2.3.1. Applications in the Design Stage
2.3.2. Applications in the Manufacturing Stage
2.3.3. Applications in the Service Stage
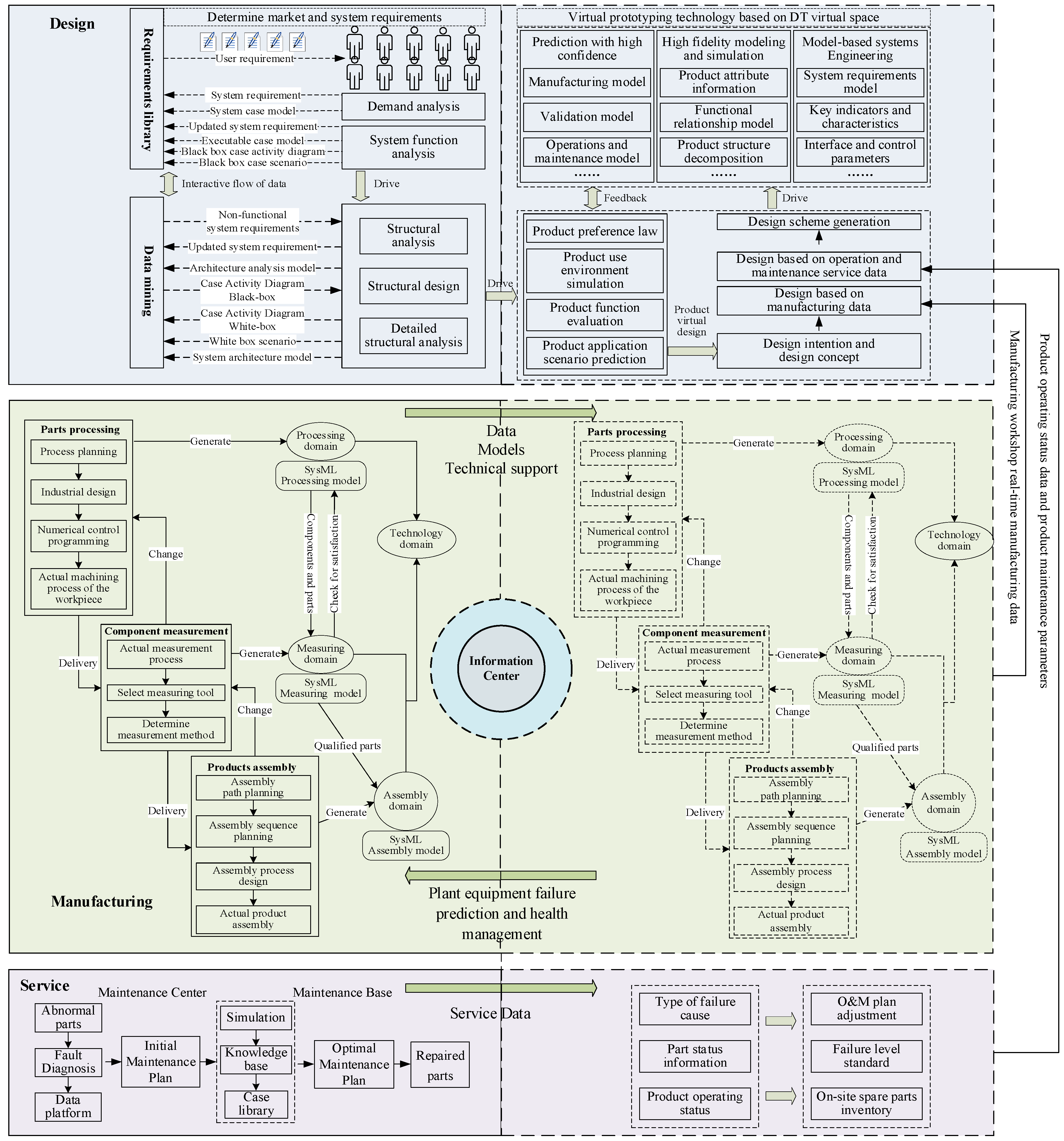
3. Integrated Framework of DMS-DT
3.1. Intelligent Design Module
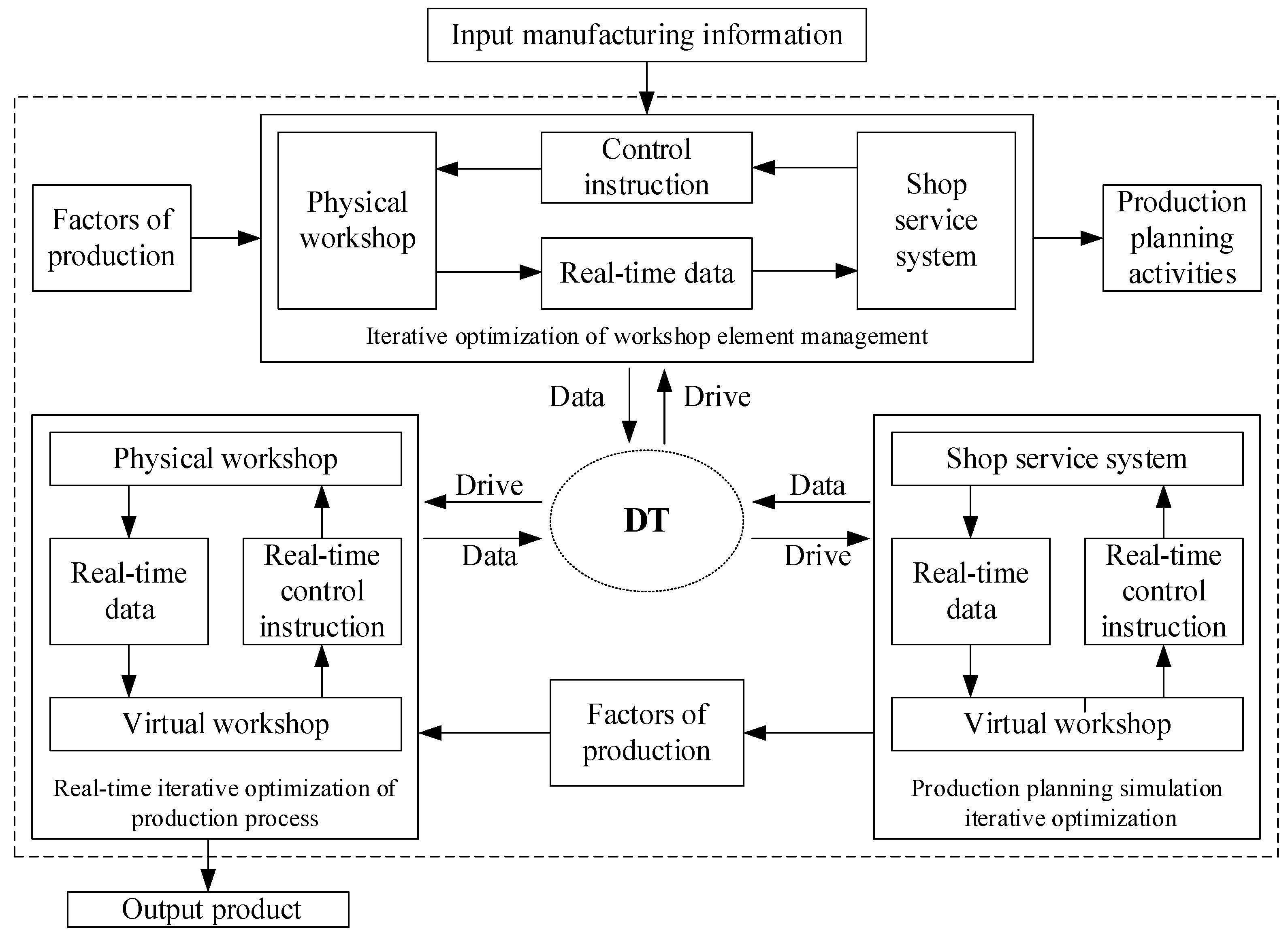
3.2. Manufacturing Module
3.3. Service Module
3.4. Virtual Space Simulation
3.5. Information Center
4. Key Technologies for and Core Characteristics of DMS-DT
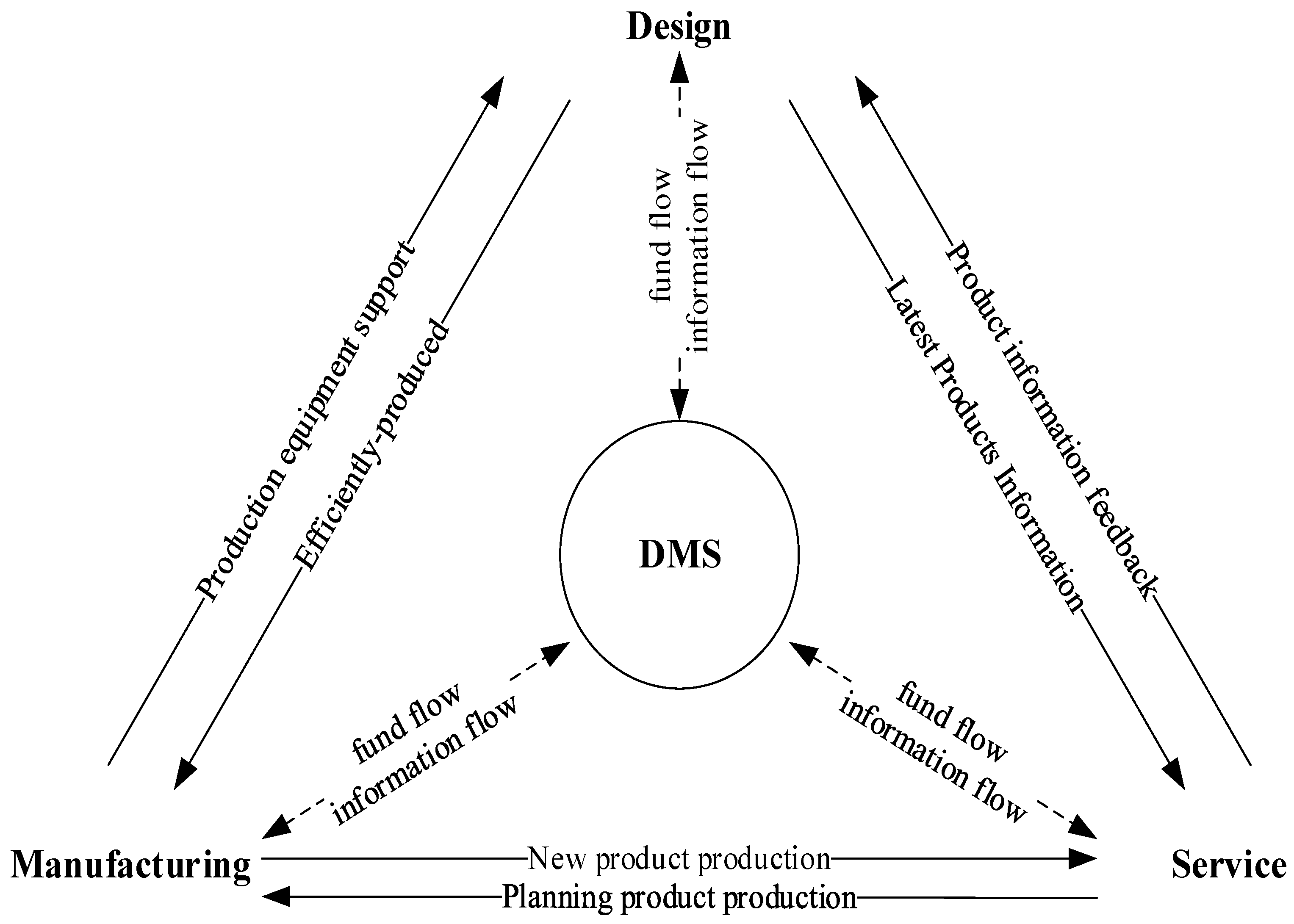
4.1. Integration of DMS
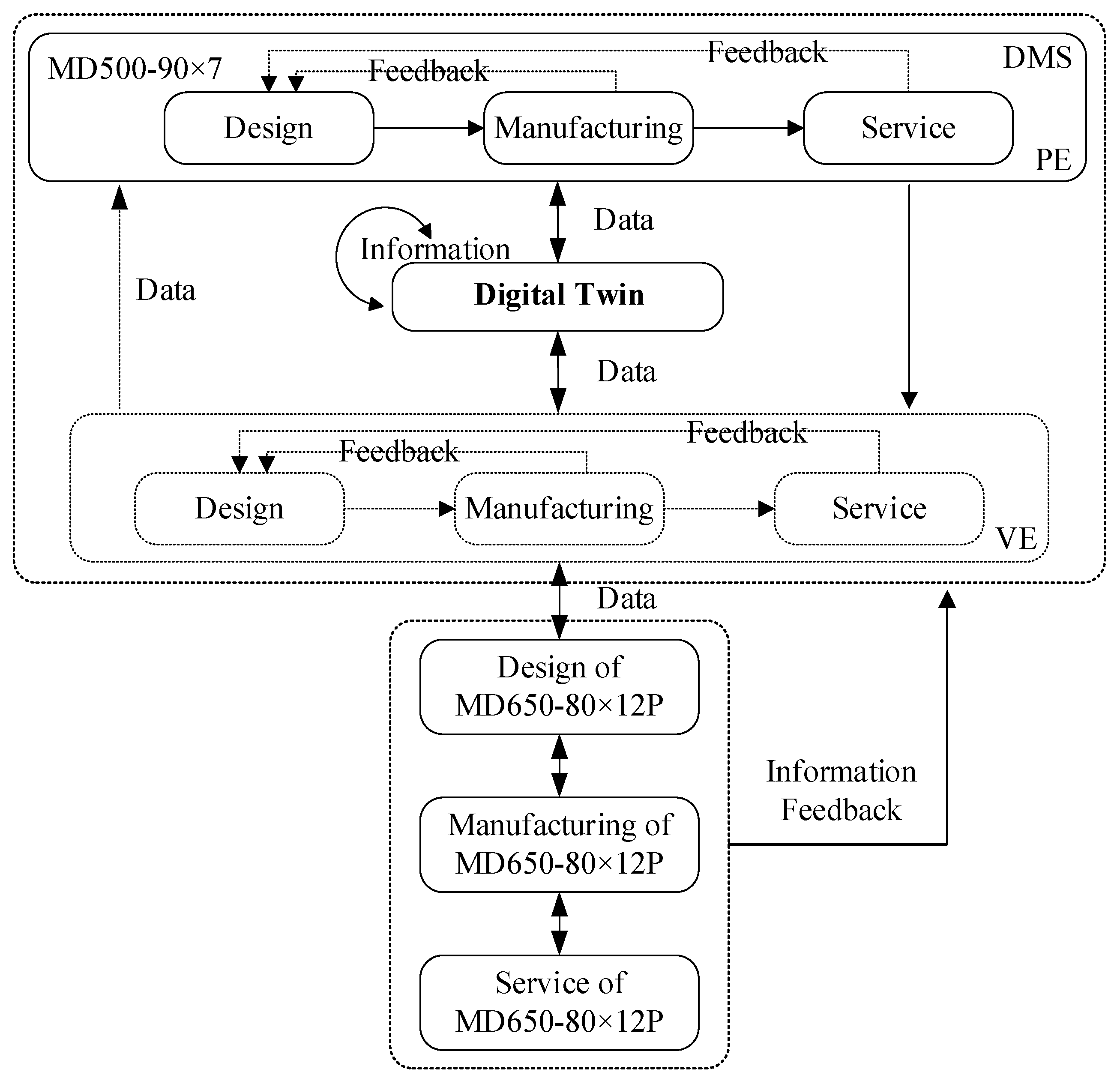
4.2. Implementation Mechanism Based on DMS-DT
4.3. Product Design Method Based on DMS-DT
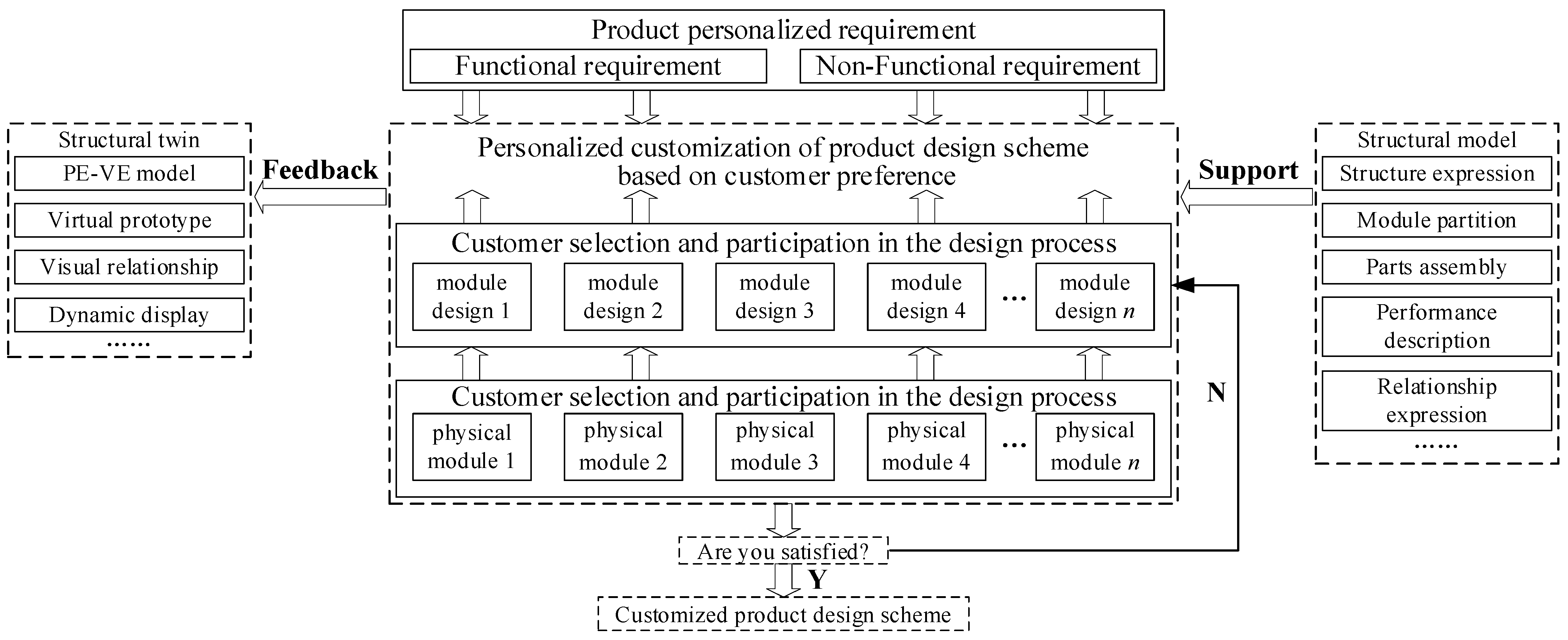
4.3.1. Identification of Design Requirements Based on DMS-DT
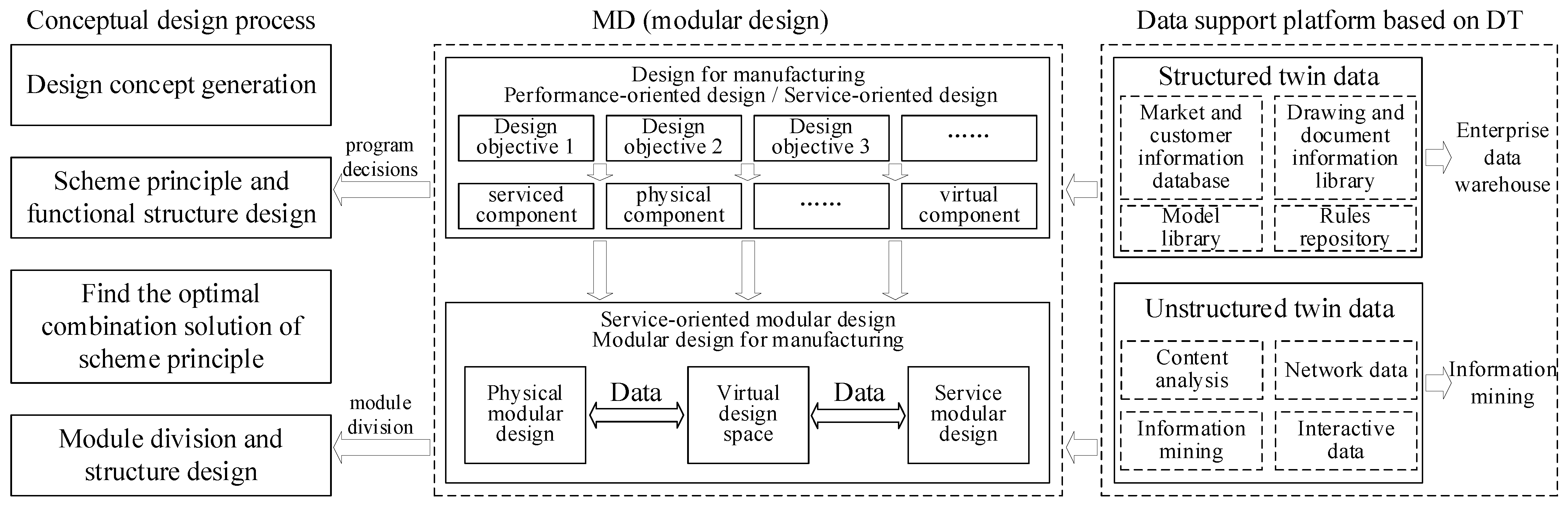
4.3.2. Product Conceptual Design Based on DMS-DT
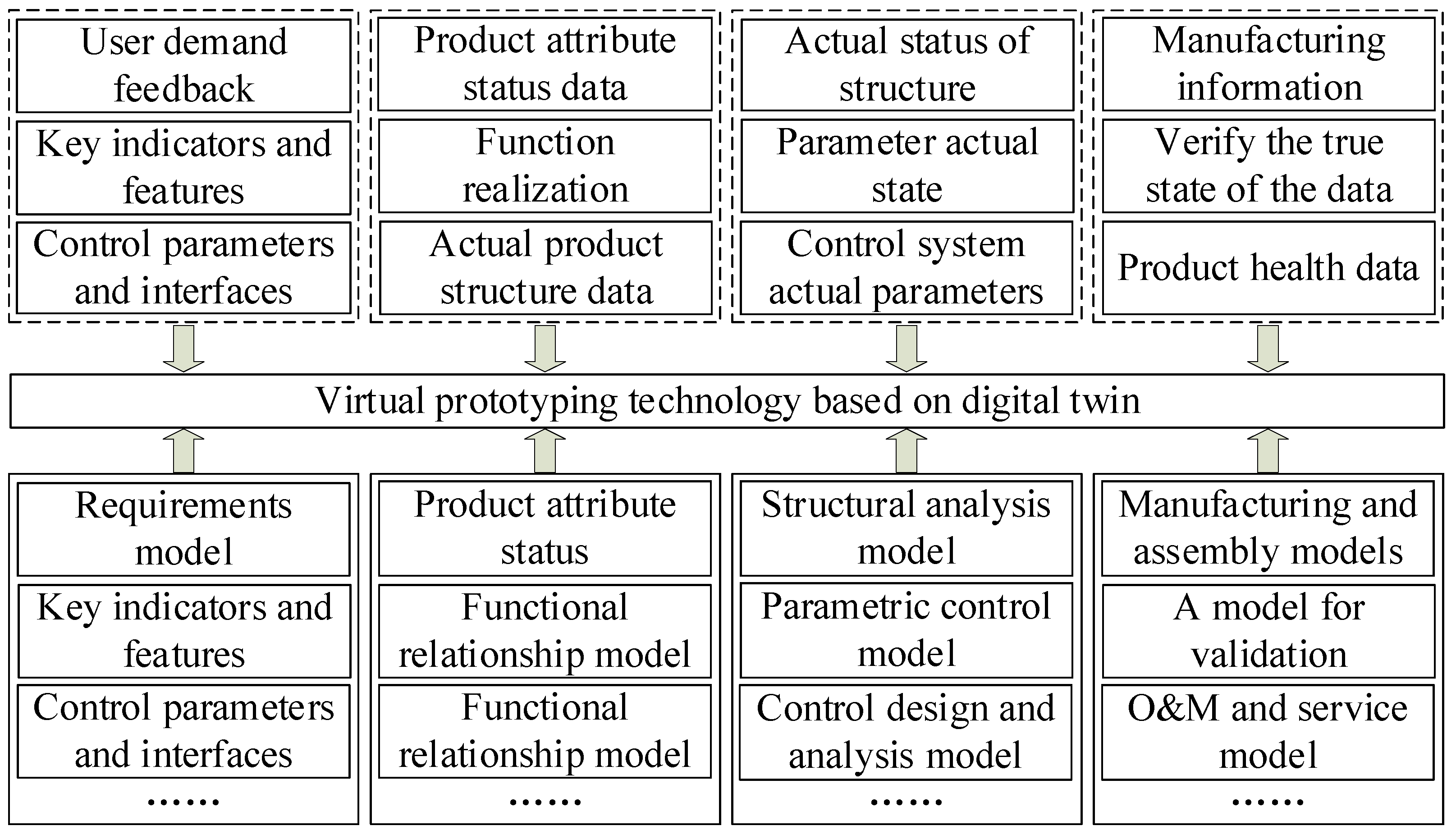
4.3.3. Virtual Prototype Based on DMS-DT
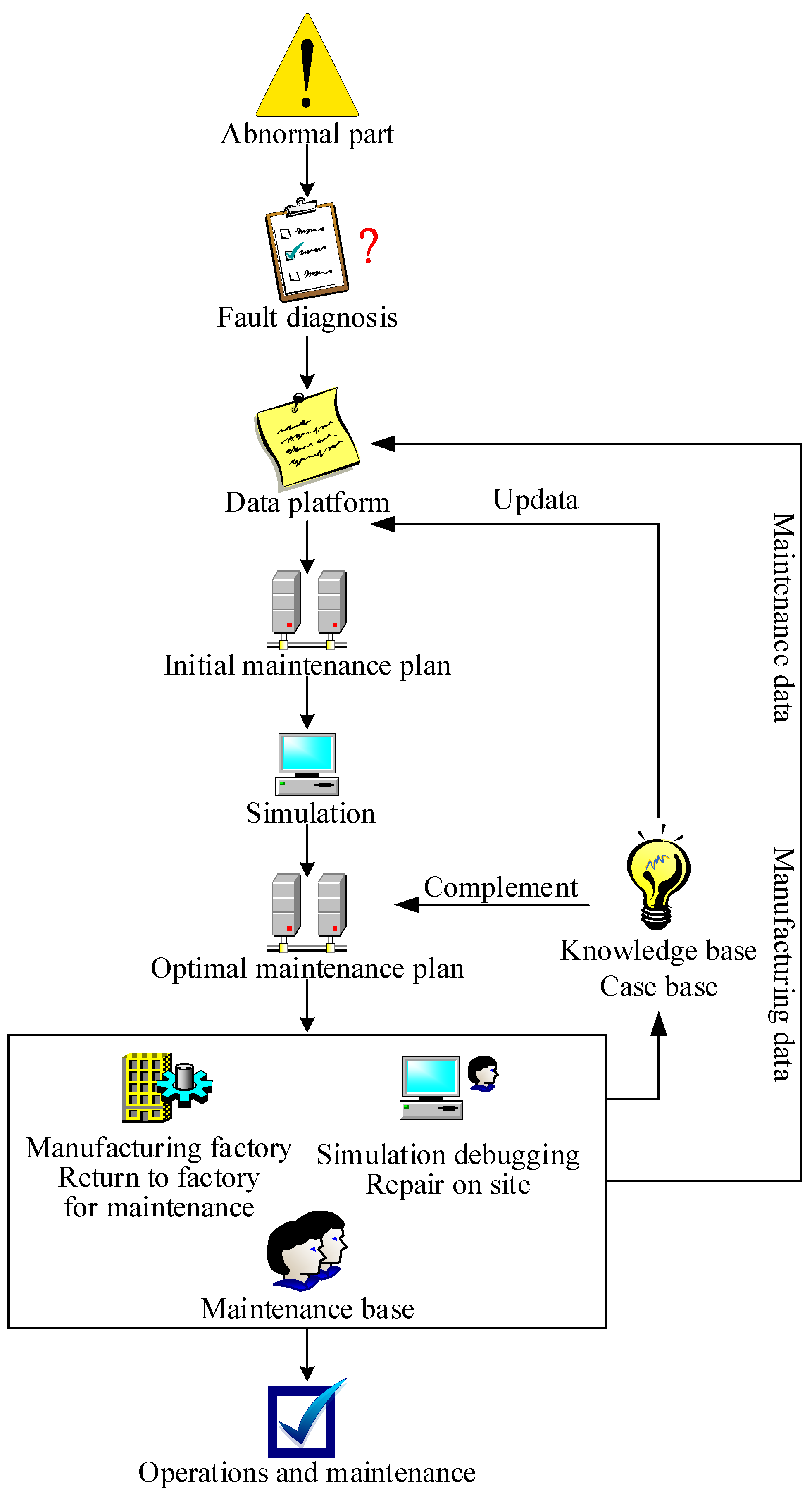
4.4. Product Service Method Based on DMS-DT
5. Application Case
5.1. Development of Self-Balancing Multistage Pump Based on DMS-DT
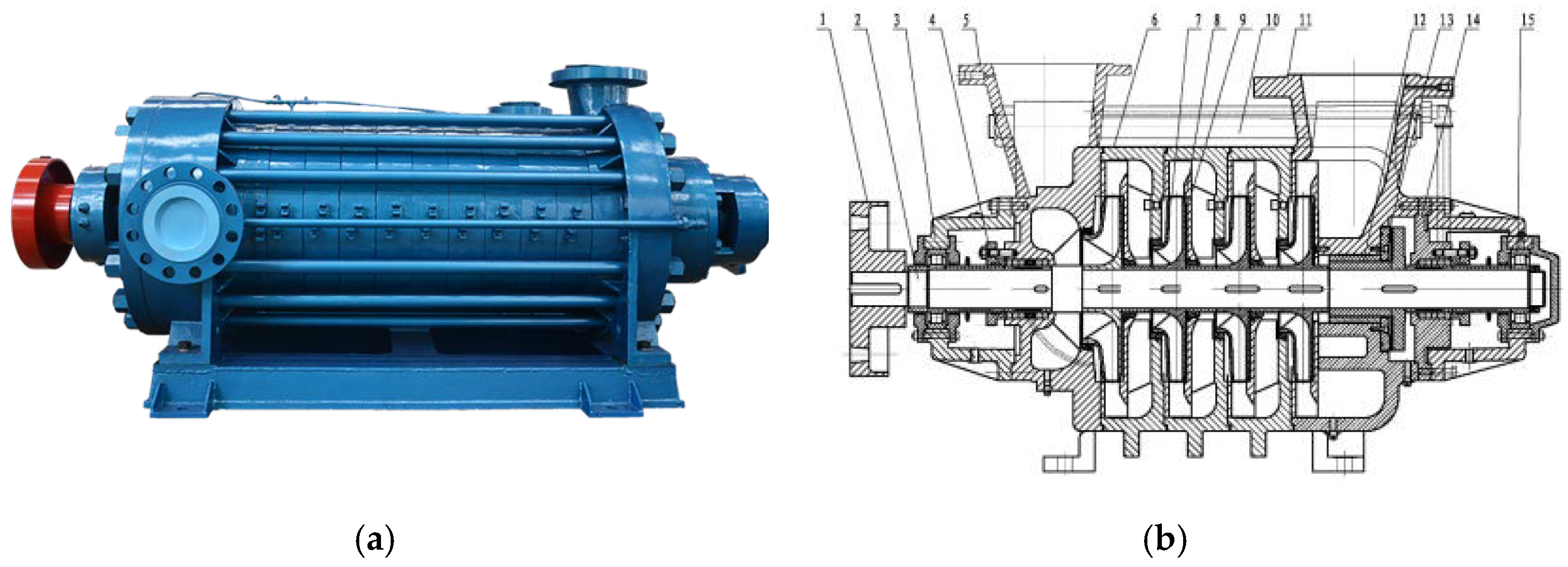
5.1.1. Parameter Analysis of MD500-90×7
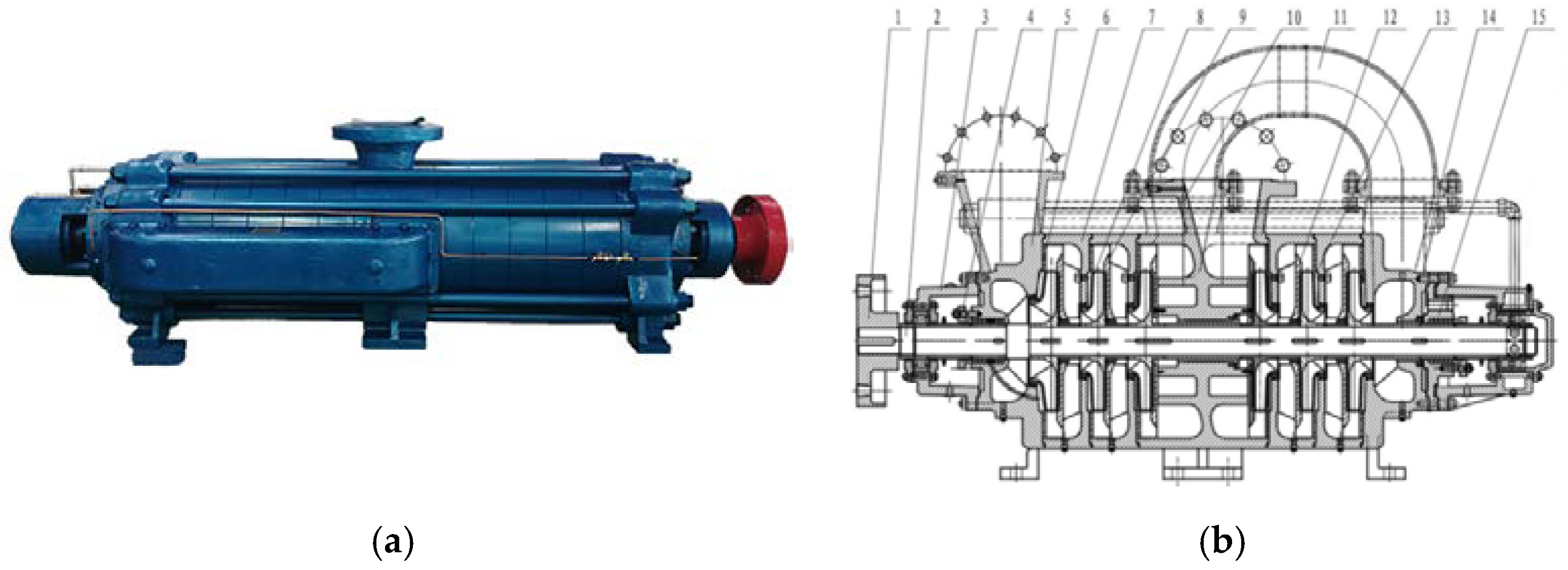
5.1.2. Development of MD650-80×12P Based on DMS-DT
5.1.3. Parameter Analysis of MD650-80×12P
- Stator system: mainly consists of an inlet section, middle section, outlet section, secondary inlet section, positive guide vane, anti-guide vane, decompression device, transition pipe, and other parts. The suction inlet is horizontal and the outlet is vertical.
- Rotor system: it mainly consists of a shaft, impeller, anti-impeller, throttling and decompression device, and shaft sleeve. The shaft transfers power to the impeller to make it work. The driving end uses a cylindrical roller bearing, while the end uses an angular contact ball bearing. The replaceable bushing is installed at both ends of the shaft to protect it.
- Bearing system: mainly rolling bearings, bearings using a “solid-traveling” dry oil lubrication structure, and a driving end using cylindrical roller bearings or angular contact ball bearings.
- Shaft seal system: packing seal or mechanical seal, mainly by the water inlet section and tail cover of the sealing function, and water ring. Seal the liquid in the working room to play the role of water sealing, water cooling, and lubrication, among which the sealing water comes from the pressure water in the pump.
5.2. Product Life Cycle Efficiency Statistics
5.3. Industrial Performance Verification of MD650-80×12P
5.3.1. Industrial Test Objectives
- The water pump was an excellent hydraulic model, and the flow passage of the shell flow parts was refined to ensure smooth flow and small hydraulic losses. Compared with the efficiency of the traditional hydraulic model, the efficiency of the whole machine increased by 2 percentage points.
- High efficiency and high reliability were achieved through the impeller and guide vane of the best collocation, as well as a reasonable gap with a wide axial throttling design so that the pump can still maintain a high degree of stability and high efficiency after long-term operation.
- Under the condition of sewage with 0.1–1% solid particle content, there is no overhaul for 5000 h, and the efficiency decrease is less than 5%. Under the condition of sewage with a solid particle content of 1–1.5%, there is no overhaul for 3000 h, and the efficiency decrease is less than 6%.
- When in the range of 0.7–1.3 times flow, the pump shaft power should not exceed the rated power of the electric pump.
- The performance parameters of the pump meet the above technical requirements. The efficiency meets the requirements of GB/T 13007-2011 [60]. The vibration intensity of the pump should conform to the provisions of grade C in GB/T 29531-2013 [61]. The noise of the pump shall comply with the provisions of grade C in GB/T 29529-2013 [62].
5.3.2. Drainage System Layout and Technical Parameters
5.3.3. Industrial Operation Tests and Results Analysis
5.3.4. Hydraulic Performance Test and Result Analysis of Self-Balancing Multistage Pump
5.3.5. Analysis of Industrial Operation Results
- The MD650-80×12P self-balancing multistage pump is a high-efficiency hydraulic model, and the rapid molding and precision casting technology effectively ensures smooth hydraulic flow, reduces hydraulic loss, and improves the efficiency of the whole machine.
- Under the conditions of clean water and continuous operation for 6000 h without overhaul, the efficiency drop is not more than 4%. Under the condition of sewage with 0.1–1.5% solid particle content, the efficiency decreases by less than 6% after continuous operation for 4000 h without overhaul.
- When in the range of 0.7–1.3 times flow, the shaft power of the pump should not exceed the rated power of the electric pump.
- The performance parameters of the machine meet the above technical requirements, and the efficiency is higher than GB/T 13007-2011 [60]. The vibration intensity of the pump should conform to the provisions of grade C in GB/T 29531-2013 [61]. The noise of pump shall comply with the provisions of grade C in GB/T 29529-2013 [62].
6. Conclusions
- DT as an emerging technology has not been fully implemented, especially in small and medium-sized enterprises. The first half of this paper focuses on the construction of the DMS-DT theoretical framework. Comparatively speaking, the framework is built based on the assumption of DT landing application. However, in practical application, the technical level of the DMS-DT integration framework cannot fully support the theoretical level.
- Along with problem 1, problem 2 is manifested in the proof process of actual cases. Due to the limitation of DT technology application, data collection and collation in cases are incomplete. Meanwhile, it can be understood that the efficiency can be improved under the condition that DT technology has not played a full role. It can be predicted that the future potential of DT in the field of manufacturing needs to be further explored.
- The comparison of parameters in this study can compare the efficiency improvement of products. However, the improvement of production efficiency and the overall lifecycle is not limited to the comparison of using parameters, and the comparison itself is a topic worthy of research.
- The DMS-DT framework itself is integration research. Integration itself involves the efficiency of problem, the integration framework is the same. The integration of the DMS framework and the calculation of its integration efficiency is a problem worthy of continuous attention. How to optimize the integration mode, integration effect and integration approach of design manufacturing and service at the grass-roots level. Future research is worthy of further expansion.
- The mechanism design of the integration framework is also worth paying attention to in the future. The integration of PLC in many fields will inevitably lead to multiparticipant problem products and naturally lead to multiparticipant balanced game problems. The information mechanism between multi-participant subjects, the division mechanism of the degree of participation of the main body, and the information disclosure mechanism between various stages are all worthy of an in-depth discussion in the future.
- With the integration of DT technology and DMS, virtual space will play more roles in PLC in the future. Therefore, virtual prototyping technology, virtual modeling, and simulation technology will be key topics in the future research field.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, M.; Fang, S.; Dong, H.; Xu, C. Review of digital twin about concepts, technologies, and industrial applications. J. Manuf. Syst. 2020, 58, 346–361. [Google Scholar] [CrossRef]
- Semenkov, K.; Promyslov, V.; Poletykin, A.; Mengazetdinov, N. Validation of Complex Control Systems with Heterogeneous Digital Models in Industry 4.0 Framework. Machines 2021, 9, 62. [Google Scholar] [CrossRef]
- Wang, Y.; Ren, W.; Li, Y.; Zhang, C. Complex product manufacturing and operation and maintenance integration based on digital twin. Int. J. Adv. Manuf. Technol. 2021, 117, 361–381. [Google Scholar] [CrossRef]
- Huang, S.; Wang, G.; Lei, D.; Yan, Y. Toward digital validation for rapid product development based on digital twin: A framework. Int. J. Adv. Manuf. Technol. 2022, 119, 2509–2523. [Google Scholar] [CrossRef]
- He, B.; Bai, K.-J. Digital twin-based sustainable intelligent manufacturing: A review. Adv. Manuf. 2020, 9, 1–21. [Google Scholar] [CrossRef]
- Zheng, M.; Tian, L. A Hierarchical Integrated Modeling Method for the Digital Twin of Mechanical Products. Machines 2021, 10, 2. [Google Scholar] [CrossRef]
- Kumar, S.; Manjrekar, V.; Singh, V.; Kumar Lad, B. Integrated yet distributed operations planning approach: A next genera-tion manufacturing planning system. J. Manuf. Syst. 2020, 54, 103–122. [Google Scholar] [CrossRef]
- Hedberg, T.D.; Sharp, M.E.; Maw, T.M.M.; Helu, M.M.; Rahman, M.M.; Jadhav, S.; Whicker, J.J.; Feeney, A.B. Defining requirements for integrating information between design, manufacturing, and inspection. Int. J. Prod. Res. 2021, 1–21. [Google Scholar] [CrossRef]
- Xie, Y.; Lian, K.; Liu, Q.; Zhang, C.; Liu, H. Digital twin for cutting tool: Modeling, application and service strategy. J. Manuf. Syst. 2020, 58, 305–312. [Google Scholar] [CrossRef]
- Siiskonen, M.; Malmqvist, J.; Folestad, S. Integrated product and manufacturing system platforms supporting the design of personalized medicines. J. Manuf. Syst. 2020, 56, 281–295. [Google Scholar] [CrossRef]
- Zhou, Y.; Song, Y.; Xing, T.; Wang, Y.; Zhang, Q.; Shao, L.; Du, F.; Ding, S. Parametric modeling method for integrated design and manufacturing of radial compressor impeller. Int. J. Adv. Manuf. Technol. 2020, 112, 1007–1021. [Google Scholar] [CrossRef]
- Molinaro, R.; Singh, J.-S.; Catsoulis, S.; Narayanan, C.; Lakehal, D. Embedding data analytics and CFD into the digital twin concept. Comput. Fluids 2020, 214, 104759. [Google Scholar] [CrossRef]
- Song, I.-H.; Chung, S.-C. Synthesis of the digital mock-up system for heterogeneous CAD assembly. Comput. Ind. 2009, 60, 285–295. [Google Scholar] [CrossRef]
- McHugh, R.; Zhang, H. Virtual prototyping of mechatronics for 21st century engineering and technology. Int. J. Eng. Res. Innov. 2011, 3, 1–12. [Google Scholar]
- Grieves, M. Digital Twin: Manufacturing Excellence through Virtual Factory Replication. White Pap. 2015, 1, 1–7. [Google Scholar]
- Tao, F.; Qi, Q. Make more digital twins. Nature 2019, 573, 490–491. [Google Scholar] [CrossRef] [Green Version]
- Grieves, M.; Vickers, J. Digital Twin: Mitigating Unpredictable, Undesirable Emergent Behavior in Complex Systems. In Transdisciplinary Perspectives on Complex Systems; Franz-Josef, K., Shannon, F., Anabela, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 85–113. [Google Scholar]
- Schneider, G.F.; Wicaksono, H.; Ovtcharova, J. Virtual engineering of cyber-physical automation systems: The case of con-trol logic. Adv. Eng. Inform. 2019, 39, 127–143. [Google Scholar] [CrossRef]
- Sun, X.; Liu, S.; Bao, J.; Li, J.; Liu, Z. A Performance Prediction Method for a High-Precision Servo Valve Supported by Digi-tal Twin Assembly-Commissioning. Machines 2021, 10, 11. [Google Scholar] [CrossRef]
- Fujii, T.Y.; Hayashi, V.T.; Arakaki, R.; Ruggiero, W.V.; Bulla Jr, R.; Hayashi, F.H.; Khalil, K.A. A Digital Twin Architecture Model Applied with MLOps Techniques to Improve Short-Term Energy Con-sumption Prediction. Machines 2021, 10, 23. [Google Scholar] [CrossRef]
- Lin, T.Y.; Jia, Z.; Yang, C.; Xiao, Y.; Lan, S.; Shi, G.; Zeng, B.; Li, H. Evolutionary digital twin: A new approach for intelligent industrial product development. Adv. Eng. Inform. 2021, 47, 101209. [Google Scholar] [CrossRef]
- Van DerHorn, E.; Mahadevan, S. Digital Twin: Generalization, characterization and implementation. Decis. Support. Syst. 2021, 145, 113524. [Google Scholar] [CrossRef]
- Tao, F.; Sui, F.; Liu, A.; Qi, Q.; Zhang, M.; Song, B.; Guo, Z.; Lu, S.C.-Y.; Nee, A.Y.C. Digital twin-driven product design framework. Int. J. Prod. Res. 2018, 57, 3935–3953. [Google Scholar] [CrossRef] [Green Version]
- Da Luz, L.M.; de Francisco, A.C.; Piekarski, C.M.; Salvador, R. Integrating life cycle assessment in the product development process: A methodological approach. J. Clean. Prod. 2018, 193, 28–42. [Google Scholar] [CrossRef]
- Myrodia, A.; Randrup, T.; Hvam, L. Configuration lifecycle management maturity model. Comput. Ind. 2019, 106, 30–47. [Google Scholar] [CrossRef]
- Bicocchi, N.; Cabri, G.; Mandreoli, F.; Mecella, M. Dynamic digital factories for agile supply chains: An architectural ap-proach. J. Ind. Inf. Integr. 2019, 15, 111–121. [Google Scholar] [CrossRef] [Green Version]
- Kong, L.; Wang, L.; Li, F.; Lv, X.; Li, J.; Ma, Y.; Chen, B.; Guo, J. Multi-layer integration framework for low carbon design based on design features. J. Manuf. Syst. 2021, 61, 223–238. [Google Scholar] [CrossRef]
- Uysal, M.P.; Mergen, A.E. Smart manufacturing in intelligent digital mesh: Integration of enterprise architecture and soft-ware product line engineering. J. Ind. Inf. Integr. 2021, 22, 100202. [Google Scholar] [CrossRef]
- Kleinekorte, J.; Fleitmann, L.; Bachmann, M.; Kätelhön, A.; Barbosa-Póvoa, A.; Von Der Assen, N.; Bardow, A. Life Cycle Assessment for the Design of Chemical Processes, Products, and Supply Chains. Annu. Rev. Chem. Biomol. Eng. 2020, 11, 203–233. [Google Scholar] [CrossRef] [Green Version]
- Mandolini, M.; Marconi, M.; Rossi, M.; Favi, C.; Germani, M. A standard data model for life cycle analysis of industrial products: A support for eco-design initiatives. Comput. Ind. 2019, 109, 31–44. [Google Scholar] [CrossRef]
- Li, K.; Liu, J.; Fu, H.; Zhao, N. An integrated system with multiple product lifecycles for remanufacturing (IS-MPLR): New opportunities and challenges. Int. J. Comput. Integr. Manuf. 2021, 34, 20–40. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhu, Z.; Zhang, J.; Wang, J. Construction of Intelligent Integrated Model Framework for the Workshop Manu-facturing System Via Digital Twin. Int. J. Adv. Manuf. Technol. 2022, 118, 3119–3132. [Google Scholar] [CrossRef]
- Borangiu, T.; Oltean, E.; Răileanu, S.; Anton, F.; Anton, S.; Iacob, I. Embedded Digital Twin for ARTI-Type Control of Semi-Continuous Production Processes; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Redelinghuys, A.J.H.; Basson, A.H.; Kruger, K. A six-layer architecture for the digital twin: A manufacturing case study implementation. J. Intell. Manuf. 2019, 31, 1383–1402. [Google Scholar] [CrossRef]
- Tao, F.; Liu, W.; Zhang, M.; Hu, T.L.; Qi, Q.L. Five-dimension digital twin model and its ten applications. Comput. Integr. Manuf. Syst. 2019, 25, 1–18. [Google Scholar]
- Qi, Q.; Tao, F.; Hu, T.; Anwer, N.; Liu, A.; Wei, Y.; Wang, L.; Nee, A. Enabling technologies and tools for digital twin. J. Manuf. Syst. 2021, 58, 3–21. [Google Scholar] [CrossRef]
- Liu, Q.; Leng, J.; Yan, D.; Zhang, D.; Wei, L.; Yu, A.; Zhao, R.; Zhang, H.; Chen, X. Digital twin-based designing of the configuration, motion, control, and optimization model of a flow-type smart manufacturing system. J. Manuf. Syst. 2020, 58, 52–64. [Google Scholar] [CrossRef]
- Lai, X.; Wang, S.; Guo, Z.; Zhang, C.; Sun, W.; Song, X. Designing a Shape–Performance Integrated Digital Twin Based on Multiple Models and Dynamic Data: A Boom Crane Example. J. Mech. Des. 2021, 143, 071703. [Google Scholar] [CrossRef]
- Gu, Y.; Zhang, S.; Qiu, L. Digital Twin Driven Requirement Conversion in Smart Customized Design. IEEE Access 2021, 9, 64414–64426. [Google Scholar] [CrossRef]
- Polini, W.; Corrado, A. Digital twin of composite assembly manufacturing process. Int. J. Prod. Res. 2020, 58, 5238–5252. [Google Scholar] [CrossRef]
- Damjanovic-Behrendt, V.; Behrendt, W. An open source approach to the design and implementation of Digital Twins for Smart Manufacturing. Int. J. Comput. Integr. Manuf. 2019, 32, 366–384. [Google Scholar] [CrossRef]
- Esmaeilian, B.; Behdad, S.; Wang, B. The evolution and future of manufacturing: A review. J. Manuf. Syst. 2016, 39, 79–100. [Google Scholar] [CrossRef]
- Lattanzi, L.; Raffaeli, R.; Peruzzini, M.; Pellicciari, M. Digital twin for smart manufacturing: A review of concepts towards a practical industrial implementation. Int. J. Comput. Integr. Manuf. 2021, 34, 567–597. [Google Scholar] [CrossRef]
- Wu, Q.; Mao, Y.; Chen, J.; Wang, C. Application Research of Digital Twin-Driven Ship Intelligent Manufacturing System: Pipe Machining Production Line. J. Mar. Sci. Eng. 2021, 9, 338. [Google Scholar] [CrossRef]
- Zhu, Z.; Xi, X.; Xu, X.; Cai, Y. Digital Twin-driven machining process for thin-walled part manufacturing. J. Manuf. Syst. 2021, 59, 453–466. [Google Scholar] [CrossRef]
- Fan, Y.; Yang, J.; Chen, J.; Hu, P.; Wang, X.; Xu, J.; Zhou, B. A digital-twin visualized architecture for Flexible Manufacturing System. J. Manuf. Syst. 2021, 60, 176–201. [Google Scholar] [CrossRef]
- Guo, H.; Chen, M.; Mohamed, K.; Qu, T.; Wang, S.; Li, J. A digital twin-based flexible cellular manufacturing for optimization of air conditioner line. J. Manuf. Syst. 2021, 58, 65–78. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M. Digital Twin Shop-Floor: A New Shop-Floor Paradigm Towards Smart Manufacturing. IEEE Access 2017, 5, 20418–20427. [Google Scholar] [CrossRef]
- Park, K.T.; Nam, Y.W.; Lee, H.S.; Im, S.J.; Noh, S.D.; Son, J.Y.; Kim, H. Design and implementation of a digital twin application for a connected micro smart factory. Int. J. Comput. Integr. Manuf. 2019, 32, 596–614. [Google Scholar] [CrossRef]
- Sun, X.; Bao, J.; Li, J.; Zhang, Y.; Liu, S.; Zhou, B. A digital twin-driven approach for the assembly-commissioning of high precision products. Robot. Comput. Manuf. 2020, 61, 101839. [Google Scholar] [CrossRef]
- Mykoniatis, K.; Harris, G.A. A digital twin emulator of a modular production system using a data-driven hybrid modeling and simulation approach. J. Intell. Manuf. 2021, 32, 1899–1911. [Google Scholar] [CrossRef]
- Aheleroff, S.; Xu, X.; Zhong, R.Y.; Lu, Y. Digital Twin as a Service (DTaaS) in Industry 4.0: An Architecture Reference Model. Adv. Eng. Inform. 2020, 47, 101225. [Google Scholar] [CrossRef]
- Glaessgen, E.; Stargel, D. The Digital Twin Paradigm for Future NASA and U.S. Air Force Vehicles. In Proceedings of the 53rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Honolulu, HI, USA, 23–26 April 2012. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.; Bao, J.; Lu, Y.; Li, J.; Lu, S.; Sun, X. Digital twin modeling method based on biomimicry for machining aerospace components. J. Manuf. Syst. 2021, 58, 180–195. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2017, 94, 3563–3576. [Google Scholar] [CrossRef]
- Wang, X.V.; Wang, L. Digital twin-based WEEE recycling, recovery and remanufacturing in the background of Industry 4. Int. J. Prod. Res. 2018, 57, 3892–3902. [Google Scholar] [CrossRef]
- Duan, J.-G.; Ma, T.-Y.; Zhang, Q.-L.; Liu, Z.; Qin, J.-Y. Design and application of digital twin system for the blade-rotor test rig. J. Intell. Manuf. 2021, 1–17. [Google Scholar] [CrossRef]
- Niu, X.; Qin, S. Integrating crowd-/service-sourcing into digital twin for advanced manufacturing service innovation. Adv. Eng. Inform. 2021, 50, 101422. [Google Scholar] [CrossRef]
- Zhang, J.; Deng, T.; Jiang, H.; Chen, H.; Qin, S.; Ding, G. Bi-level dynamic scheduling architecture based on service unit digital twin agents. J. Manuf. Syst. 2021, 60, 59–79. [Google Scholar] [CrossRef]
- GB/T 13007-2011; Centrifugal Pump-Efficiency. Administration of Quality Supervision, Inspection and Quarantine of People’s Republic of China: Beijing, China, 2011.
- GB/T 29531-2013; Methods of Measuring and Evaluating Vibration of Pumps. Administration of Quality Supervision, Inspection and Quarantine of People’s Republic of China: Beijing, China, 2013.
- GB/T 29529-2013; Methods of Measuring and Evaluating Noise of Pumps. Administration of Quality Supervision, Inspection and Quarantine of People’s Republic of China: Beijing, China, 2013.
- GB/T 13469-2021; Economical Operation for Centrifugal, Mixed Flow and Axial Flow Pump Systems. State Administration for Market Regulation, Standardization Administration of PRC: Beijing, China, 2021.
- GB/T 3216-2016; Rotodynamic Pumps–Hydraulic Performance Acceptance Tests—Grades 1, 2 and 3. State Administration for Market Regulation, Standardization Administration of PRC: Beijing, China, 2016.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | 202006135 | |
|---|---|---|
| Pump nameplate parameters | Model | MD500-90×7 |
| Rated flow (m3/h) | 500 | |
| Rated head (m) | 630 | |
| Speed (r/min) | 1480 | |
| Efficiency (%) | 80 | |
| Motor nameplate parameters | Model | YB2-5602-4 |
| Rated power (KW) | 1400 | |
| Voltage (V) | 6000 | |
| Electricity (A) | 159 | |
| Rated power factor | 0.88 | |
| Rated efficiency (%) | 96.3 | |
| Speed (r/min) | 1490 | |
| Other parameters | Inside diameter of inlet pipe (m) | 300 |
| Inside diameter of outlet pipe (m) | 250 | |
| Rows of high (m) | 610 | |
| Table head (m) | 0.9 | |
| Number | 202006135 | |
|---|---|---|
| Pump nameplate parameters | Model | MD650-80×12P |
| Rated flow (m3/h) | 650 | |
| Rated head (m) | 960 | |
| Speed (r/min) | 1480 | |
| Efficiency (%) | 82 | |
| Motor nameplate parameters | Model | YB2-7103-4 |
| Rated power (KW) | 2500 | |
| Voltage (V) | 10,000 | |
| Electricity (A) | 170.9 | |
| Rated power factor | 0.88 | |
| Rated efficiency (%) | 96 | |
| Speed (r/min) | 1490 | |
| Other parameters | Inside diameter of inlet pipe (m) | 300 |
| Inside diameter of outlet pipe (m) | 300 | |
| Rows of high (m) | 925 | |
| Table head (m) | 1 | |
| Check the Project | Monitoring Results | Monitoring | |
|---|---|---|---|
| 1 | Pumps and motors should not be eliminated by state decree. The system should run under normal conditions during the test. | Non obsolete product | Conform to the standard |
| 2 | Pump inlet pressure gage, pump outlet pressure gage, and pump and motor nameplates should be complete and intact. The motor with rated power ≥ 45 kW should be equipped with an ammeter, voltmeter, energy meter, etc. | Reasonably equipped and complete Normal operation Within verification period | Conform to the standard |
| 3 | Pump operating conditions should meet the requirements of GB/T 13469-2021 [63]. | The operating conditions meet the requirements | Conform to the standard |
| 4 | Pump shaft seal is normal during operation. | Running normally | Conform to the standard |
| 5 | The balanced water application line of the multistage pump leads back to the suction end of the pump. | Balance water pipes are properly connected | Conform to the standard |
| 6 | The pipeline should meet the requirements of GB/T 13469-2021 [63]. | Meet the requirements | Conform to the standard |
| 7 | The liquid conveying system of the pump under test shall have a complete operation ledger, performance curve, modification record, and other technical files. | The operation record is complete and correct. Complete technical files | Conform to the standard |
| Monitored Unit | Equipment Model | Number | |||
|---|---|---|---|---|---|
| Henan Zheng Pump | MD650-80×12P | 202006135 | |||
| Name | Symbol | Unit | Data Sources and Formulas | Result | |
| 1 | Import pipe diameter | d1 | m | Measured | 0.3 |
| 2 | Outlet pipe diameter | d2 | m | Measured | 0.3 |
| 3 | Inlet pressure | P1 | MPa | Measured | −0.047 |
| 4 | Outlet pressure | P2 | MPa | Measured | 9.4 |
| 5 | Distance between inlet and outlet pressure gages | Z2 − Z1 | m | Measured | 1 |
| 6 | Suction height | Hx | m | Measured | 4 |
| 7 | Drainage height | Hp | m | Check information | 925 |
| 8 | The actual row high | Hc | m | Hc = Hx + Hx | 929 |
| 9 | Conversion coefficient of inclined pipeline | / | Check information | 1.037 | |
| 10 | Process pressure | Pg | MPa | Check information | 9.4 |
| 11 | System backwater end pressure | Pc | MPa | Check information | 0 |
| 12 | Pump flow | Q | m3/h | Measured | 660 |
| 13 | Liquid density | ρ | kg/m3 | Standard values | 1000 |
| 14 | Pump head | H | m | 964 | |
| 15 | Pump effective power | Pu | kW | 1732.7 | |
| 16 | Motor input power | Pgr | kW | Measured | 2187.8 |
| 17 | Motor efficiency | ηd | % | Check information | 96 |
| 18 | Transmission efficiency | ηc | % | Check information | 100 |
| 19 | Pump shaft power | Pz | kW | 2100.2 | |
| 20 | Pump operating efficiency | ηx | % | 82.5 | |
| Equipment model: MD650-80×12P Rated flow: 650 m3/h; Rated head: 560 m; Shaft power: 1208.4 kPa Rated speed: 1480 r/min; Rated efficiency: 82% | |||||||
| Pump Parameters | |||||||
| Inlet Pressure (kPa) | Outlet Pressure (kPa) | Speed (r/min) | Traffic (m3/h) | Lift (m) | |||
| Measured Values | Calculated Values | Measured Values | Calculated Values | ||||
| 1 | −15.900 | 3365.000 | 996 | 0.500 | 0.743 | 346.152 | 764.313 |
| 2 | −16.100 | 3302.000 | 996 | 95.900 | 142.574 | 339.746 | 750.923 |
| 3 | −16.300 | 3159.000 | 994 | 184.200 | 274.372 | 325.181 | 721.481 |
| 4 | −16.300 | 3015.000 | 993 | 247.100 | 368.397 | 310.493 | 690.142 |
| 5 | −16.300 | 2895.000 | 991 | 289.200 | 431.729 | 298.253 | 664.676 |
| 6 | −16.600 | 2768.000 | 991 | 337.500 | 503.985 | 285.329 | 636.260 |
| 7 | −16.600 | 2599.000 | 991 | 390.300 | 583.008 | 268.091 | 598.183 |
| 8 | −16.700 | 2527.000 | 991 | 411.900 | 615.273 | 260.757 | 581.819 |
| 9 | −17.000 | 2455.000 | 990 | 436.500 | 652.282 | 253.444 | 565.958 |
| 10 | −17.000 | 2396.000 | 991 | 451.600 | 674.506 | 247.426 | 551.962 |
| 11 | −17.200 | 2317.000 | 991 | 484.300 | 723.419 | 239.388 | 534.139 |
| 12 | −17.300 | 2230.000 | 990 | 505.100 | 755.175 | 230.525 | 515.298 |
| 13 | −17.300 | 2059.000 | 990 | 532.500 | 795.819 | 213.083 | 475.924 |
| 14 | −17.700 | 1952.000 | 989 | 559.300 | 836.632 | 202.209 | 452.461 |
| ---- | ---- | ---- | ---- | ---- | ---- | ---- | ---- |
| Electrical Parameters | |||||||
| Water Power (kW) | Output Power (kW) | Pump Efficiency (%) | |||||
| Measured Values | Calculate the Value | Measured Values | Calculate the Value | ||||
| 1 | 0.471 | 1.546 | 203.020 | 666.110 | 0.23 | ||
| 2 | 88.730 | 291.563 | 254.460 | 836.144 | 34.87 | ||
| 3 | 163.122 | 539.091 | 282.690 | 934.245 | 57.70 | ||
| 4 | 208.940 | 692.393 | 300.210 | 994.847 | 69.60 | ||
| 5 | 234.898 | 781.481 | 313.730 | 1043.745 | 74.87 | ||
| 6 | 262.251 | 873.273 | 330.010 | 1098.904 | 79.47 | ||
| 7 | 284.956 | 949.742 | 349.100 | 1163.528 | 81.63 | ||
| 8 | 292.500 | 974.884 | 353.620 | 1178.593 | 82.72 | ||
| 9 | 301.275 | 1005.349 | 365.590 | 1219.966 | 82.41 | ||
| 10 | 304.296 | 1013.893 | 371.190 | 1236.779 | 81.98 | ||
| 11 | 315.729 | 1052.306 | 388.100 | 1293.513 | 81.35 | ||
| 12 | 317.097 | 1059.749 | 400.550 | 1338.653 | 79.17 | ||
| 13 | 309.005 | 1031.454 | 411.370 | 1373.148 | 75.12 | ||
| 14 | 307.995 | 1030.891 | 430.940 | 1442.402 | 71.47 | ||
| ---- | ---- | ---- | ---- | ---- | ---- | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Feng, L.; Wang, J.; Lin, K.-Y. Integration of Design, Manufacturing, and Service Based on Digital Twin to Realize Intelligent Manufacturing. Machines 2022, 10, 275. https://doi.org/10.3390/machines10040275
Zhang L, Feng L, Wang J, Lin K-Y. Integration of Design, Manufacturing, and Service Based on Digital Twin to Realize Intelligent Manufacturing. Machines. 2022; 10(4):275. https://doi.org/10.3390/machines10040275
Chicago/Turabian StyleZhang, Luyao, Lijie Feng, Jinfeng Wang, and Kuo-Yi Lin. 2022. "Integration of Design, Manufacturing, and Service Based on Digital Twin to Realize Intelligent Manufacturing" Machines 10, no. 4: 275. https://doi.org/10.3390/machines10040275