


Machining Performance for Ultrasonic-Assisted Magnetic Abrasive Finishing of a Titanium Alloy: A Comparison with Magnetic Abrasive Finishing

Abstract
:1. Introduction
2. Machining Principle of UAMAF and the Cutting Force Model
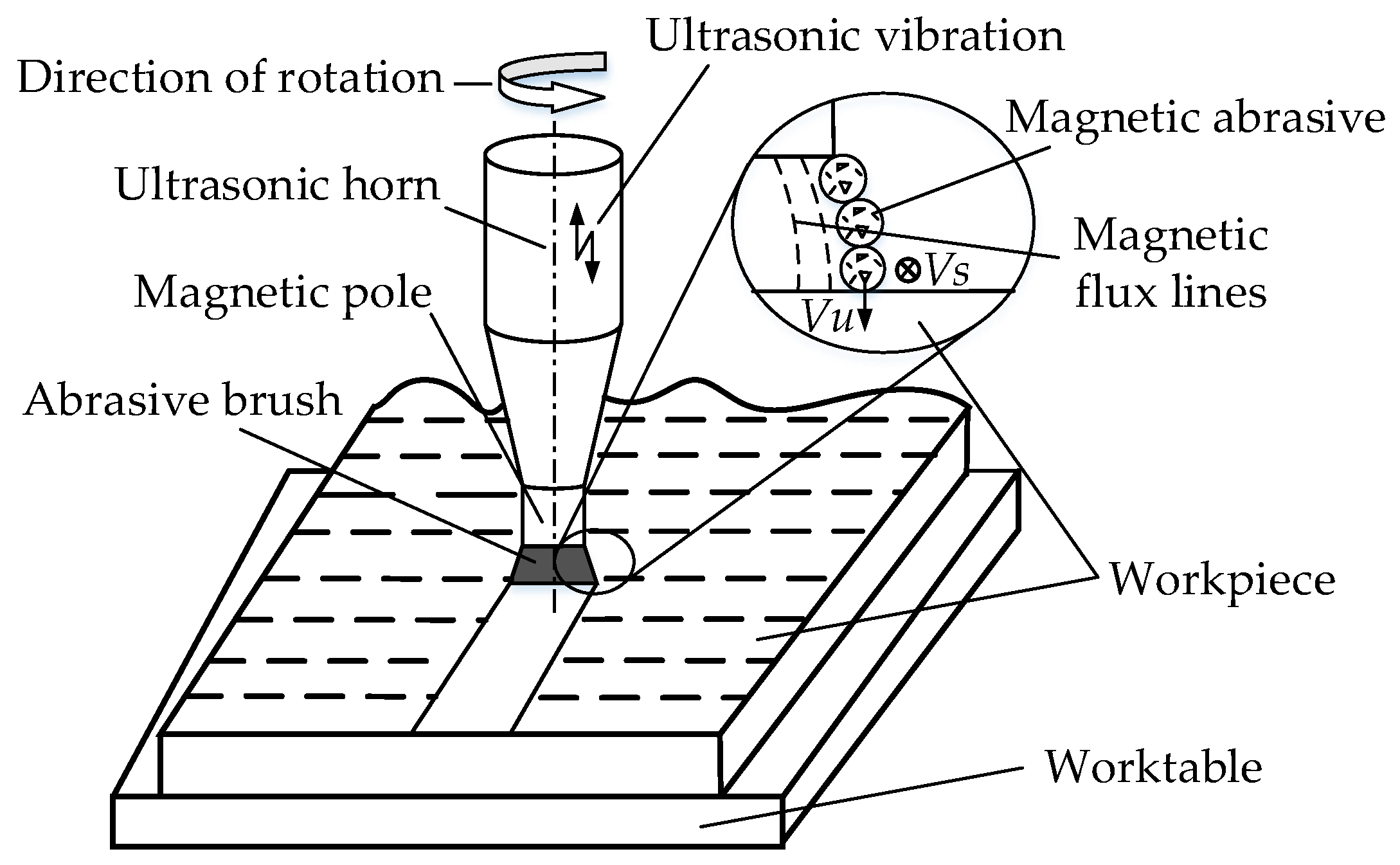
2.1. Machining Principle
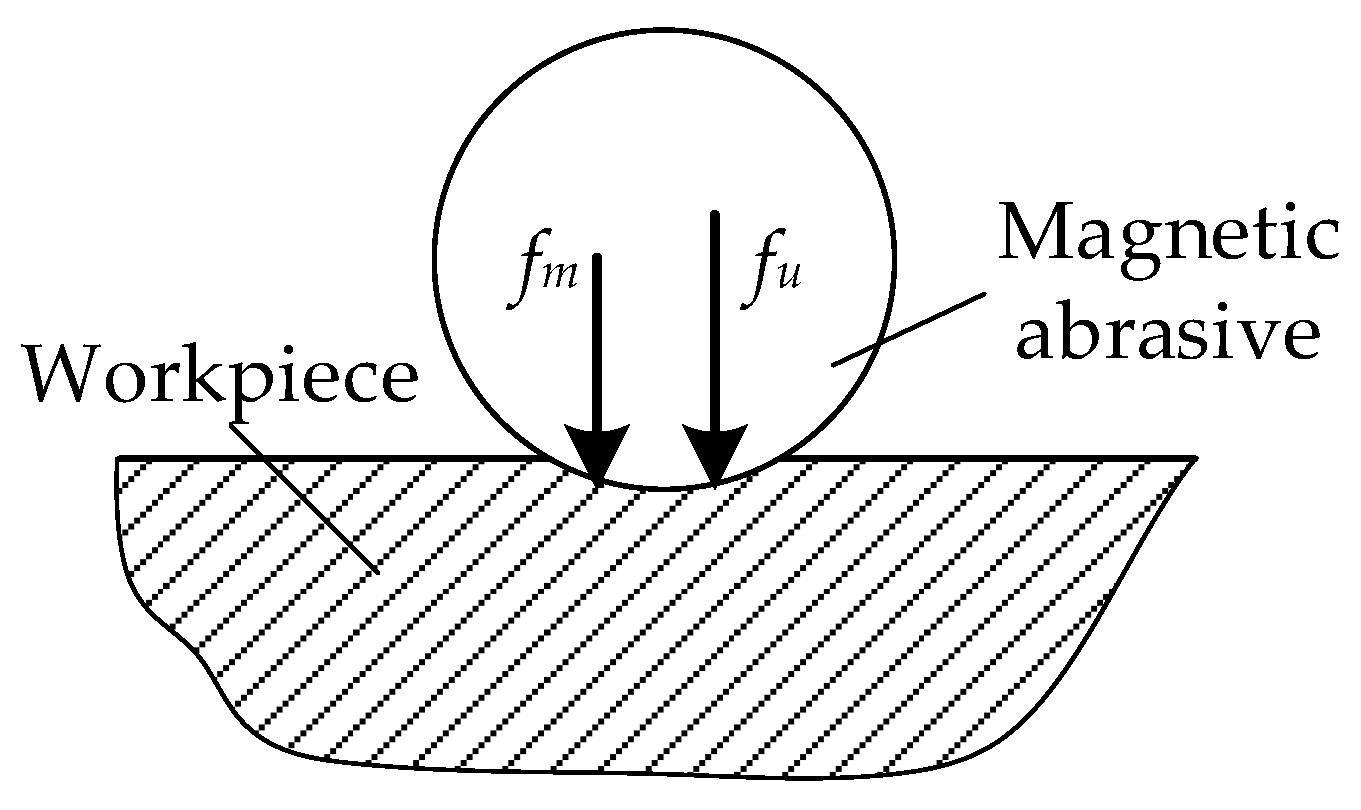
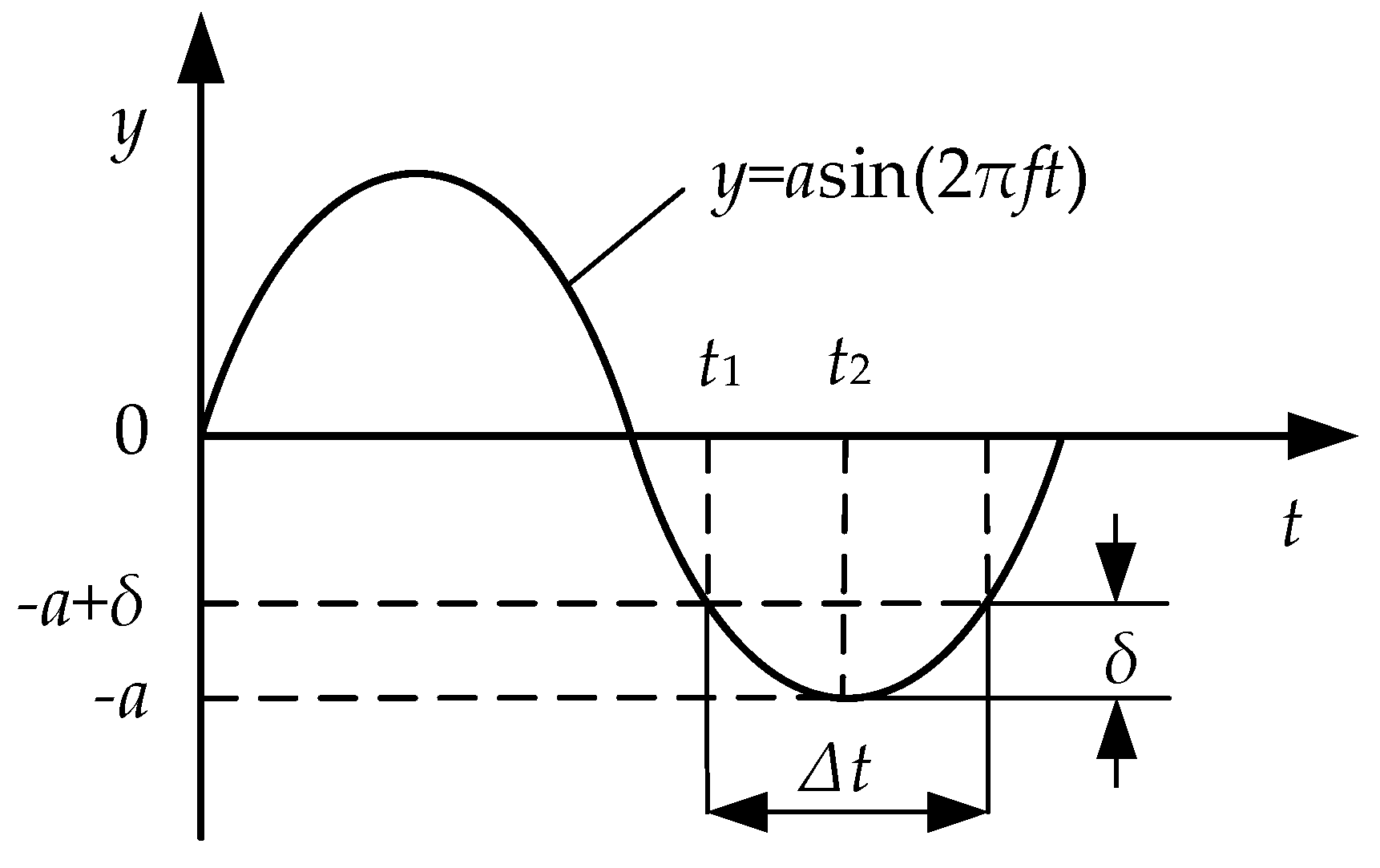
2.2. Modeling of Cutting Force
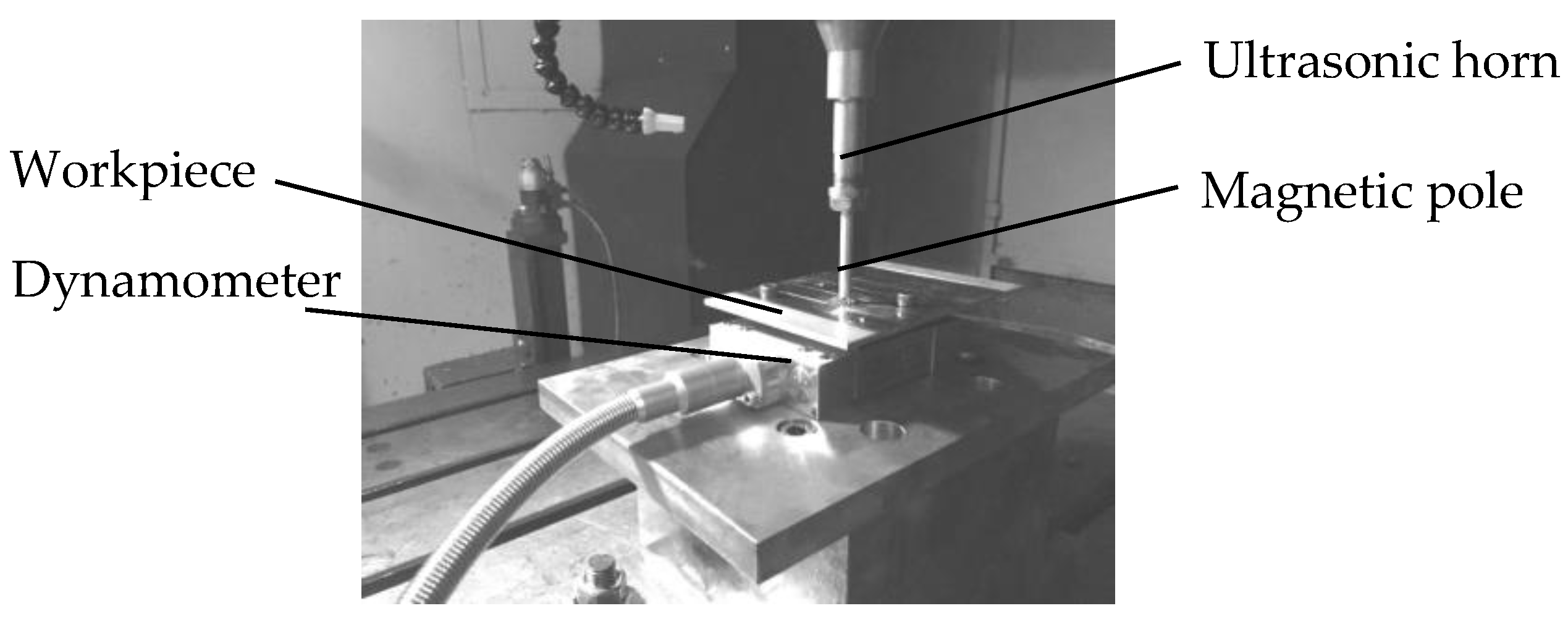
3. Experiment Conditions
4. Results and Discussion
4.1. Cutting Force
4.1.1. Effect of Ultrasonic Amplitude on Cutting Force
4.1.2. Effect of Machining Gap on Cutting Force
4.1.3. Effect of Feed Rate on Cutting Force
4.1.4. Effect of Spindle Speed on Cutting Force
4.2. Surface Roughness
4.3. Machining Performance of Magnetic Abrasive
5. Conclusions
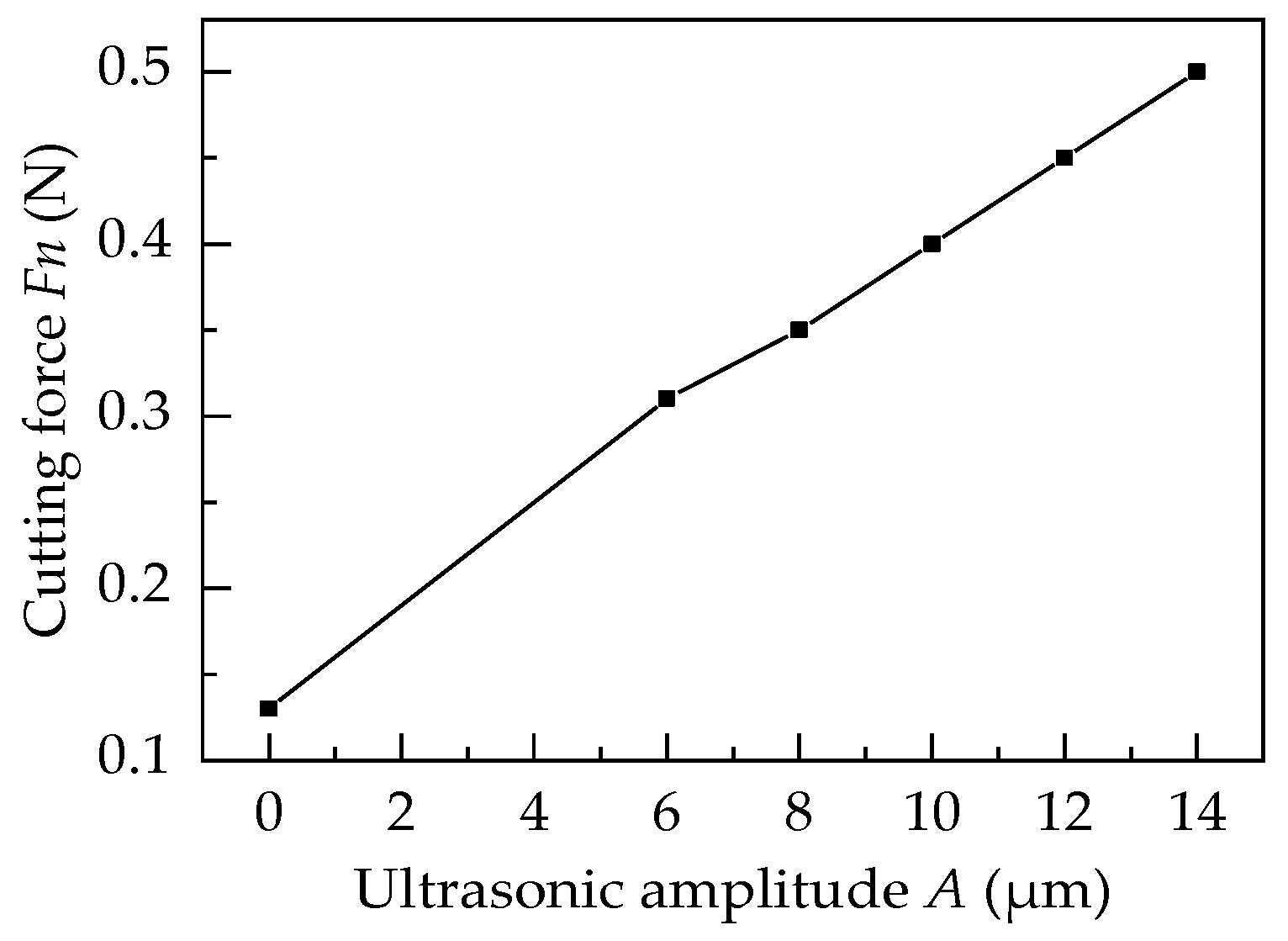
- Because of the effect of ultrasonic vibration, the cutting force of UAMAF is increased greatly, and is 2 to 4 times greater than that of MAF in the range of the ultrasonic amplitude of 6μm to 14 μm. Moreover, the cutting force of UAMAF is increased approximately linearly with the increase in ultrasonic amplitude.
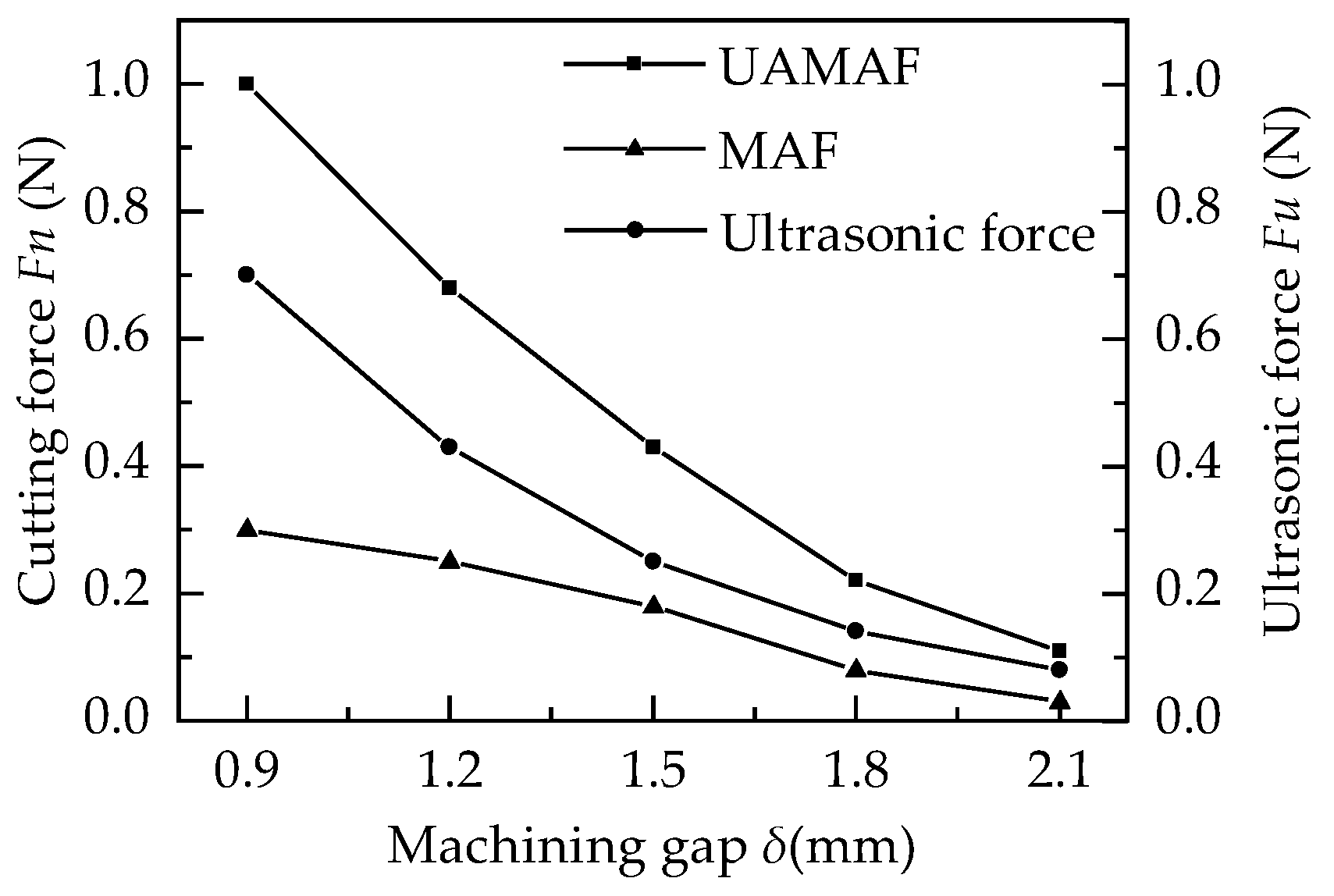
- The cutting force is decreased rapidly with the increase in the machining gap, due to the energy loss of ultrasonic vibration transmission between the end face of the magnetic pole and the magnetic abrasive, and between magnetic abrasives, and the ultrasonic force is decreased by about 60% in every layer in UAMAF.
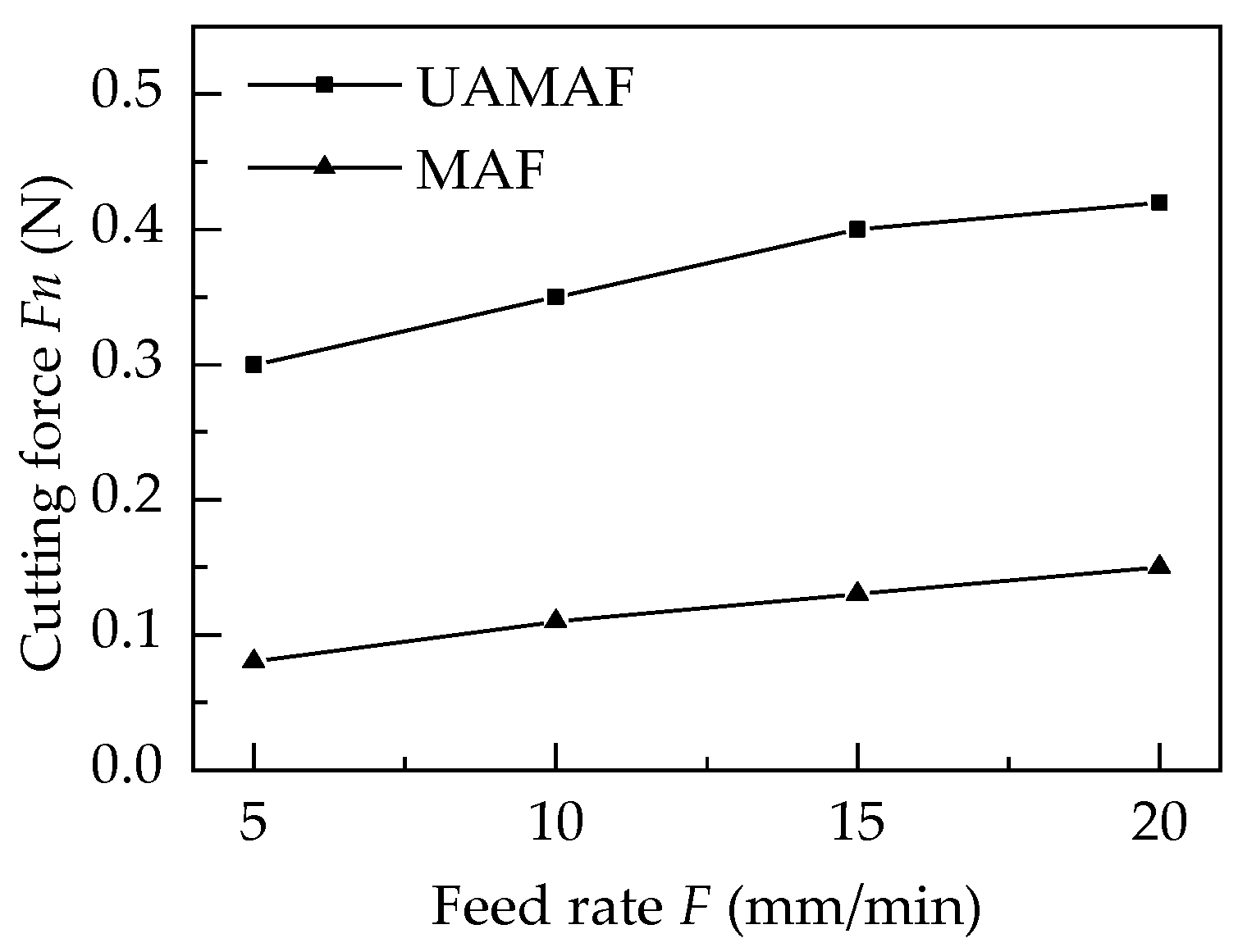
- The wave crest removal is lower, the surface area of the workpiece is larger, and there are more effective abrasives involved in machining as the feed rate is increased gradually; thus, the cutting force is increased with the increase in the feed rate in UAMAF and MAF. At the same time, due to the effect of ultrasonic vibration, the cutting force and material removal efficiency are greater, and therefore, the cutting force of UAMAF is increased faster than that of MAF relative to the feed rate.
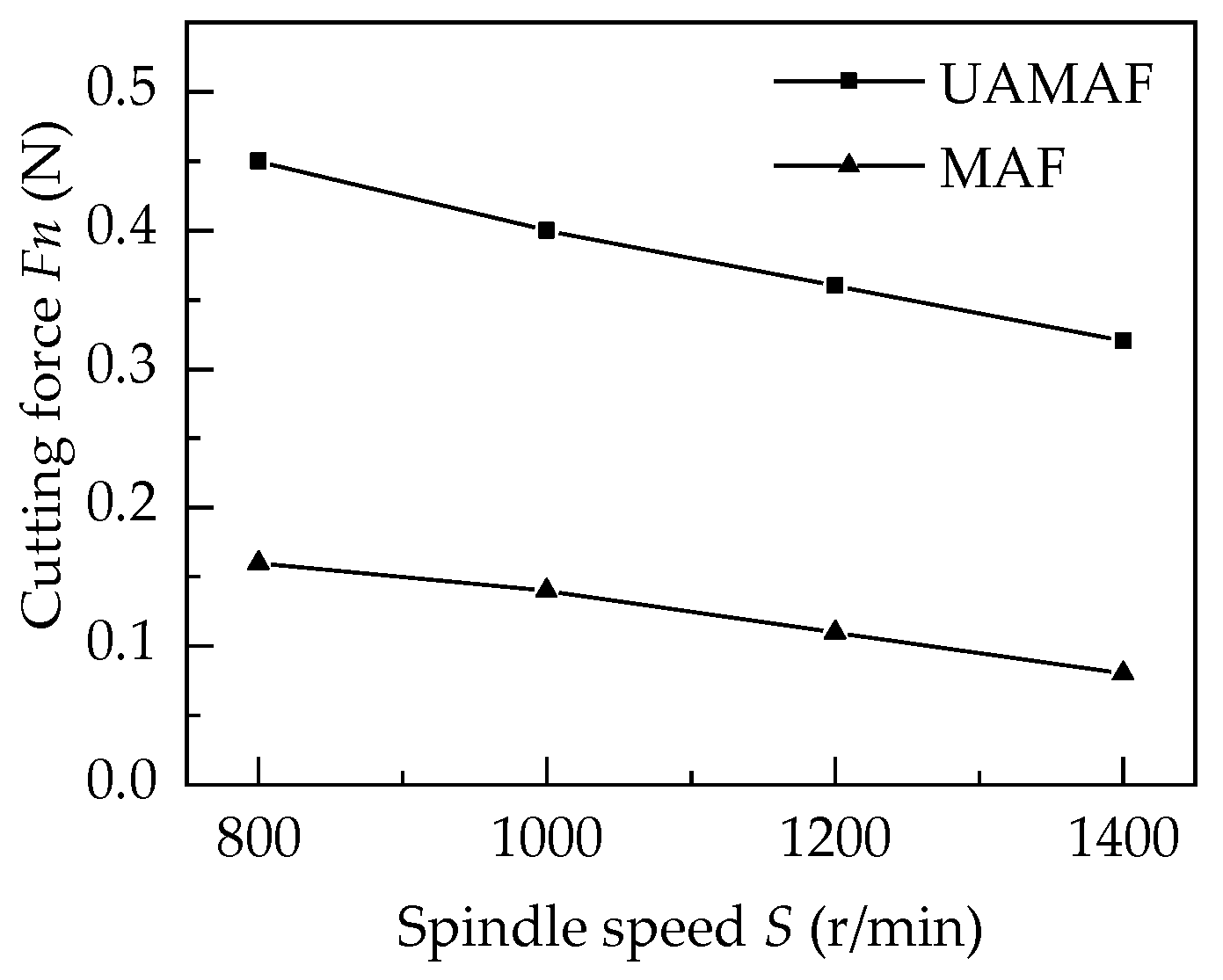
- The amount of magnetic abrasives that are thrown out is increased gradually as the spindle speed increases, due to the increase in centrifugal force during machining. As a result, the number of magnetic abrasives participating in machining is decreased, and the cutting force of UAMAF and MAF is reduced gradually with the increase in spindle speed.
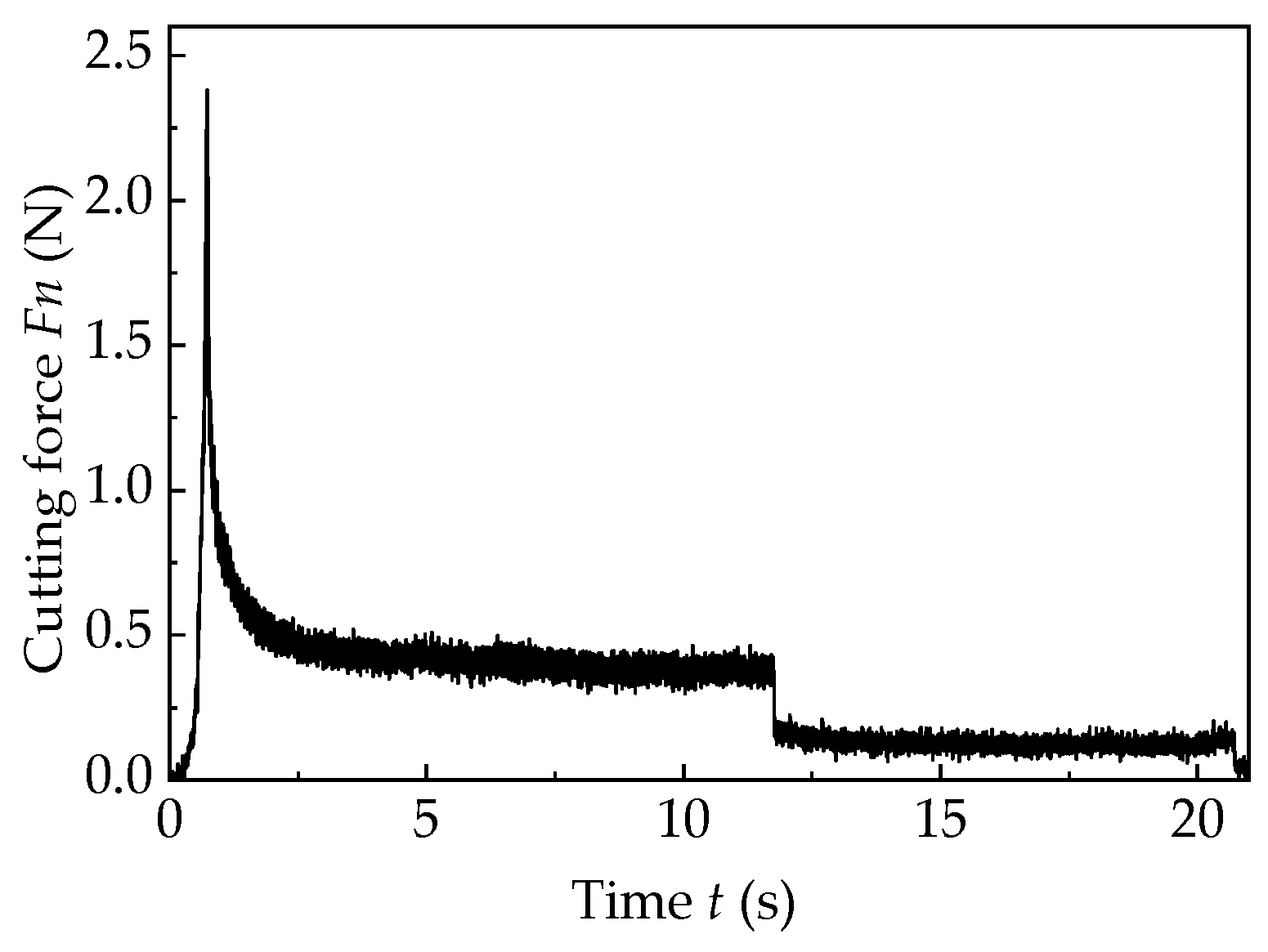
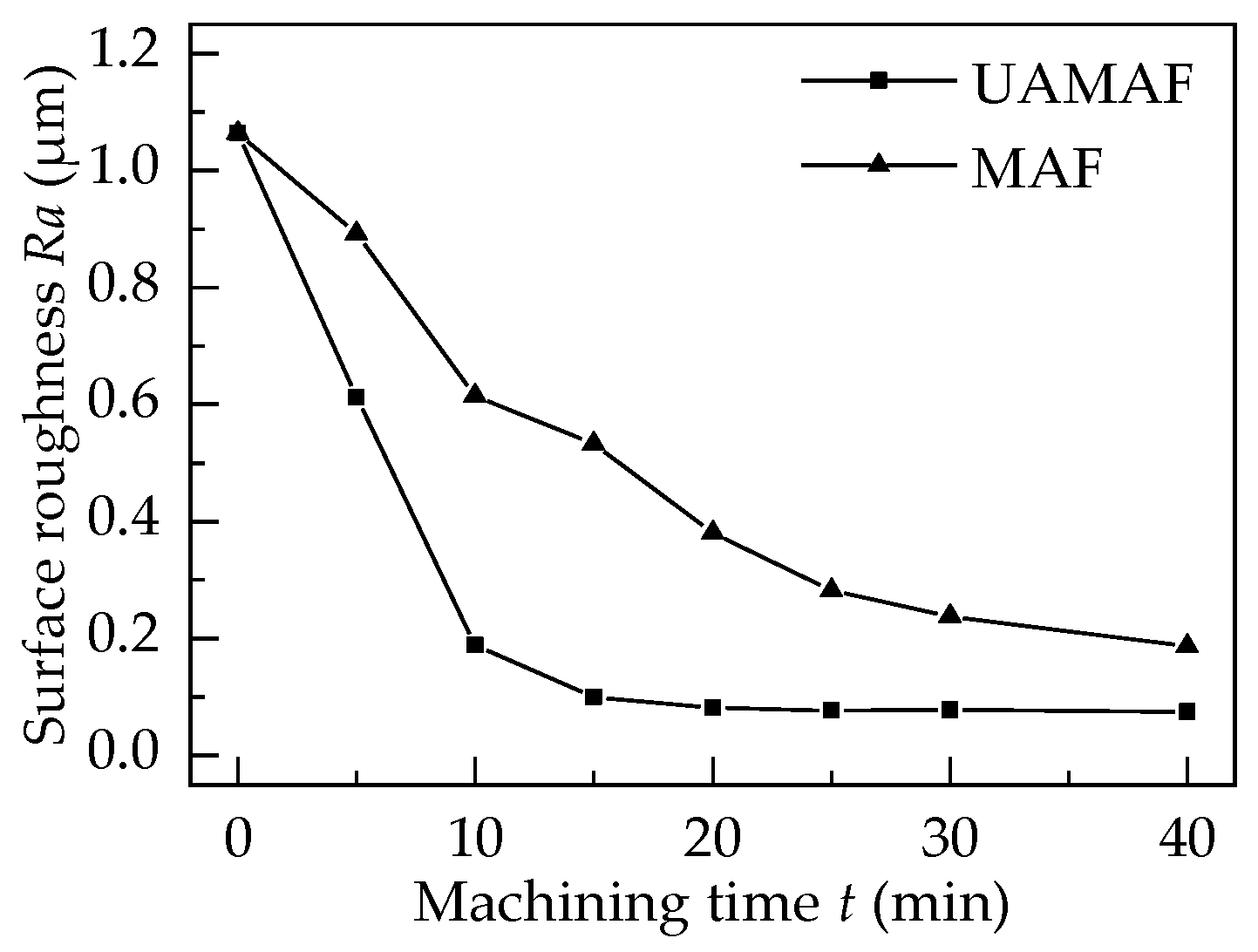
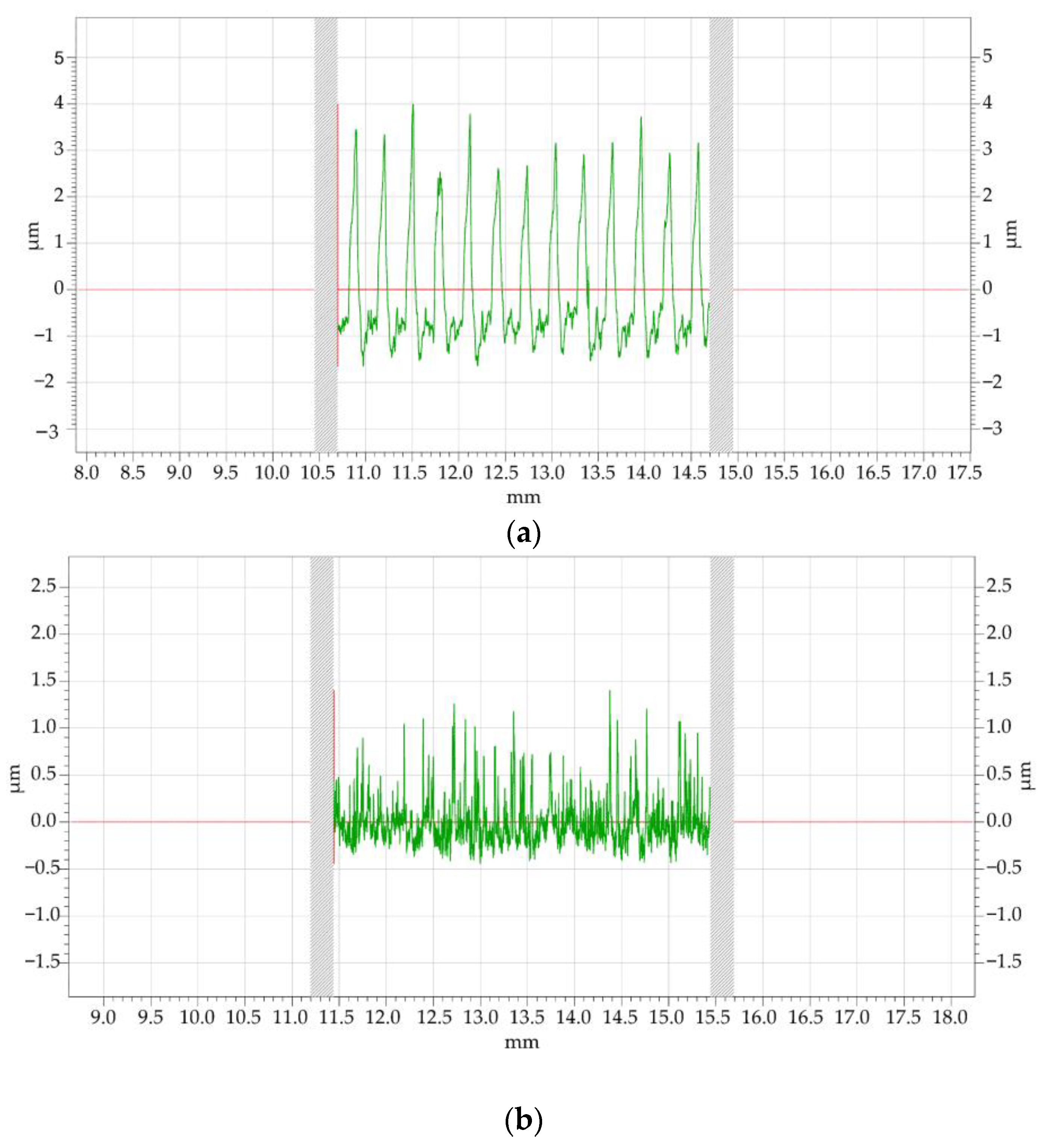
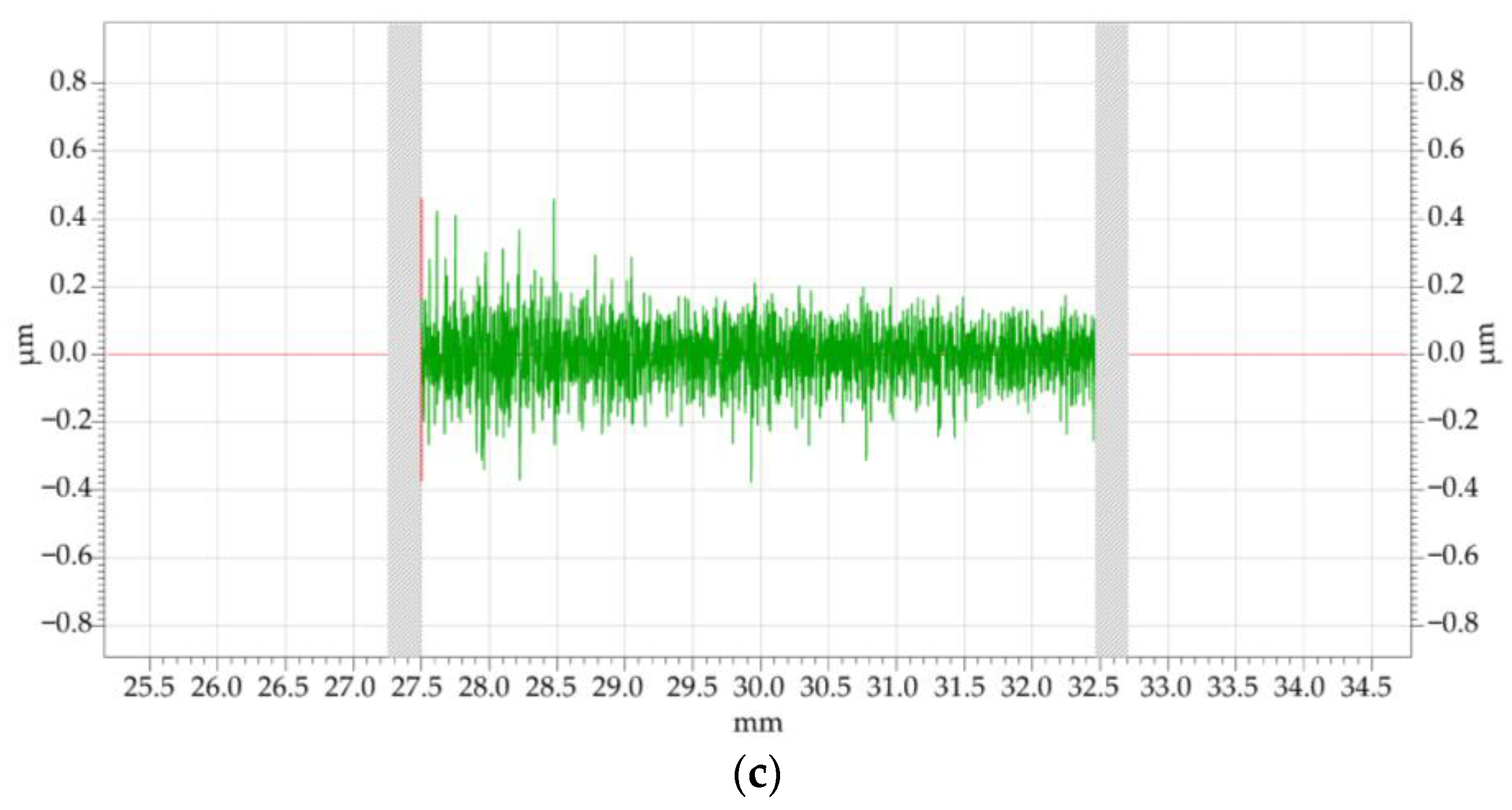
- Due to the vertex effect of UAMAF, the surface roughness decreased rapidly at the beginning of machining, then decreased more and more slowly, and finally, remained basically unchanged with the increase in machining time.
- Because of the increase in cutting force, the material removal rate of UAMAF is greater than that of MAF. It can realize the rapid removal of the wave crest on the surface of the titanium alloy and the rapid reduction of the surface roughness. Therefore, the machining efficiency of UAMAF can be increased by about four times, compared with MAF.
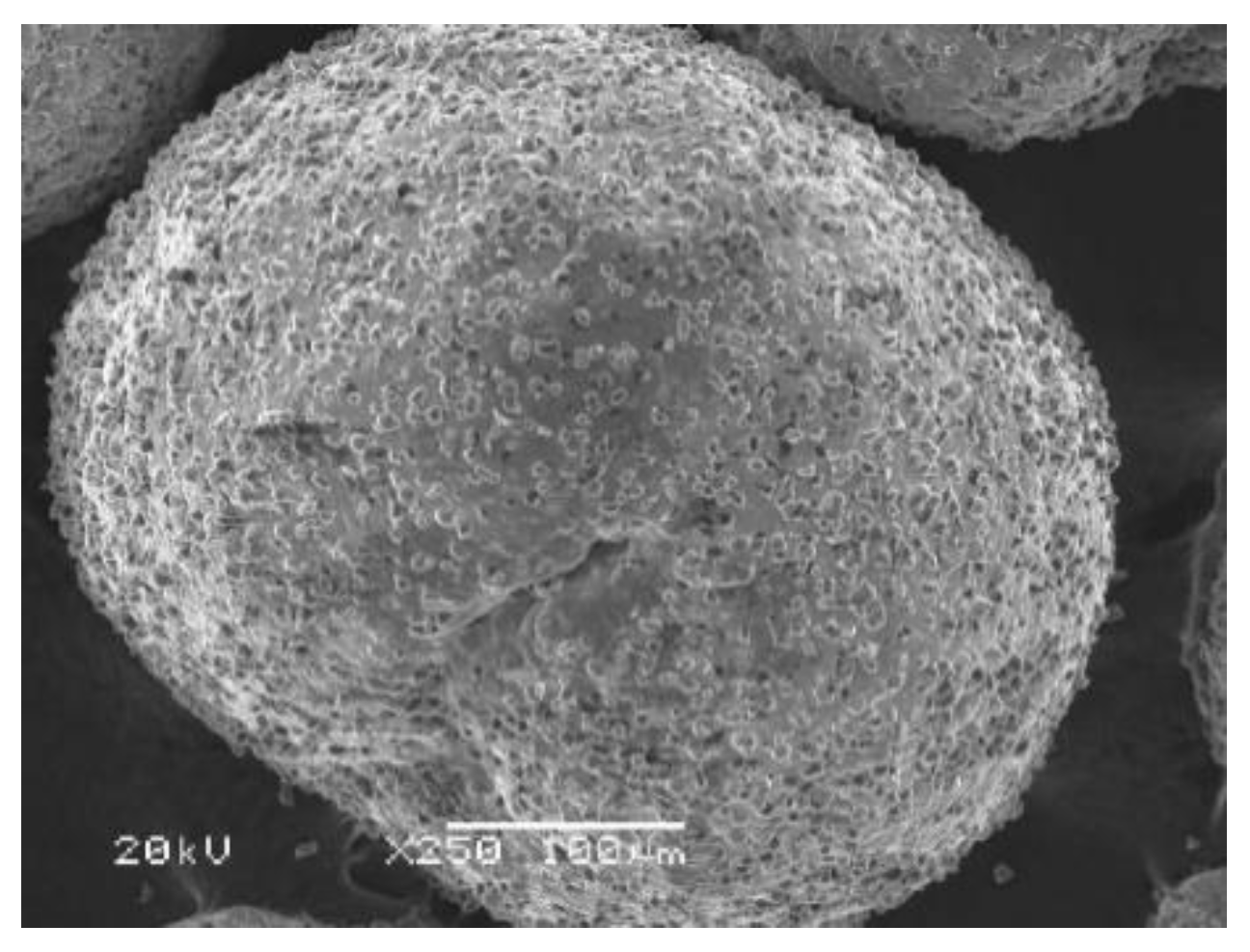
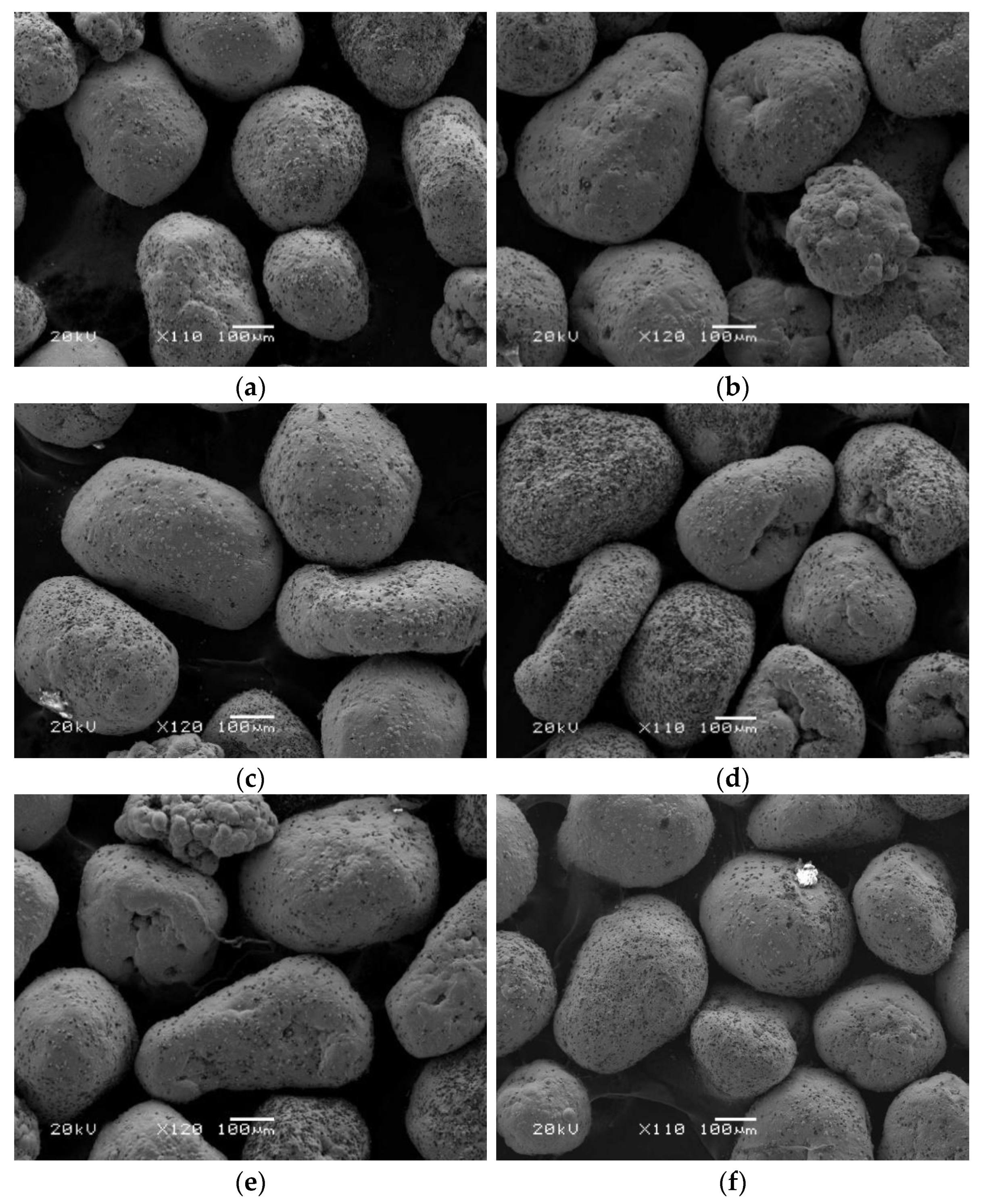
- The amount of diamond grits on the surface of the magnetic abrasive is decreased gradually with the increase in machining time, and the main wear type of the magnetic abrasive is that the diamond grits fell off from the magnetic abrasive in both UAMAF and MAF.
- Due to the effect of ultrasonic vibration, the spatial position in the machining gap and the attitude of the magnetic abrasive are more easily changed in UAMAF. Therefore, the probability of all magnetic abrasives in the machining gap and diamond grits on the magnetic abrasive directly participating in machining is increased greatly, the uniform wear of the magnetic abrasive is realized, and the utilization ratio of the magnetic abrasive is improved greatly.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, W.Y.; Lin, Y.H.; Chen, Y.H.; Shi, T.H.; Singh, H. The effect of different heat treatments on microstructure and mechanical properties of Ti6Al4V titanium alloy. Rare Met. Mater. Eng. 2017, 46, 634–639. [Google Scholar]
- Basak, A.K.; Yuan, C.G.; Prakash, C.; Pramanik, A.; Shankar, S. Drilling of titanium alloy (Ti6Al4V)—A review. Mach. Sci. Technol. 2021, 25, 637–702. [Google Scholar]
- Habrat, W.; Krupa, K.; Markopoulos, A.P.; Karkalos, N.E. Thermo-mechanical aspects of cutting forces and tool wear in the laser-assisted turning of Ti-6Al-4V titanium alloy using AlTiN coated cutting tools. Int. J. Adv. Manuf. Technol. 2021, 115, 759–775. [Google Scholar] [CrossRef]
- Ma, F.J.; Luan, S.Y.; Luo, Q.C.; Liu, Y.; Sha, Z.H.; Zhang, S.F. Effects of ultrasonic assisted magnetic abrasive finishing on surface integrity of titanium alloy. China Surf. Eng. 2019, 32, 128–136. [Google Scholar]
- Mulik, R.S.; Pandey, P.M. Mechanism of surface finishing in ultrasonic-assisted magnetic abrasive finishing process. Mater. Manuf. Process. 2010, 25, 1418–1427. [Google Scholar] [CrossRef]
- Mulik, R.S.; Pandey, P.M. Ultrasonic assisted magnetic abrasive finishing of hardened AISI 52100 steel using unbonded SiC abrasives. Int. J. Refract. Met. Hard Mater. 2011, 29, 68–77. [Google Scholar] [CrossRef]
- Chen, Y.; Zeng, J.H.; Qian, Z.K.; Zhao, Y.; Chen, Y.H. Parameter Optimization Design and Analysis of Ultrasonic Composite Magnetic Abrasive Finishing. Surf. Technol. 2019, 48, 268–274. [Google Scholar]
- Zhou, K.; Chen, Y.; Du, Z.W.; Niu, F.L. Surface integrity of titanium part by ultrasonic magnetic abrasive finishing. Int. J. Adv. Manuf. Technol. 2015, 80, 997–1005. [Google Scholar] [CrossRef]
- Çelik, M.; Gürün, H.; Çaydaş, U. Surface modification of wire-EDMed Ti6Al4V alloy by ultrasonic assisted magnetic abrasive finishing technique. Surf. Topogr. Metrol. Prop. 2022, 10, 025011. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, Z.Q.; Wang, X.K. Ultrasonic vibration-assisted magnetic abrasive finishing. Trans. Chin. Soc. Agric. Mach. 2013, 44, 294–298. [Google Scholar]
- Qi, H.; Qin, S.K.; Cheng, Z.C.; Zou, Y.L.; Cai, D.H.; Wen, D.H. DEM and experimental study on the ultrasonic vibration-assisted abrasive finishing of WC-8Co cemented carbide cutting edge. Powder Technol. 2021, 378, 716–723. [Google Scholar] [CrossRef]
- Jiao, A.Y.; Quan, H.J.; Chen, Y.; Han, B. Experimental Research of Titanium Alloy Taper Hole by Ultrasonic Magnetic Abrasive Finishing. J. Mech. Eng. 2017, 53, 114–119. [Google Scholar] [CrossRef]
- Guo, C.; Zhang, D.L.; Li, X.H.; Liu, J.; Li, F. A permanent magnet tool in ultrasonic assisted magnetic abrasive finishing for 30CrMnSi grooves part. Precis. Eng. 2022, 75, 180–192. [Google Scholar] [CrossRef]
- Anjaneyulu, K.; Venkatesh, G. On surface integrity of Hastelloy C-276 using chemo based ultrasonic assisted magnetic abrasive finishing process. Sādhanā 2022, 47, 190. [Google Scholar] [CrossRef]
- Mulik, R.S.; Pandey, P.M. Experimental investigations and modeling of finishing force and torque in ultrasonic assisted magnetic abrasive finishing. J. Manuf. Sci. Eng. 2012, 134, 051008. [Google Scholar] [CrossRef]
- Qin, N.; Pei, Z.J.; Treadwell, C.; Guo, D.M. Physics-based predictive cutting force model in ultrasonic-vibration-assisted grinding for titanium drilling. J. Manuf. Sci. Eng. 2009, 131, 041011. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Tensile strength (MPa) | 990 |
| Yield strength (MPa) | 830 |
| Poisson ratio | 0.34 |
| Modulus of elasticity (GPa) | 110 |
| Parameter | Value |
|---|---|
| Spindle speed—S (r/min) | 800, 1000,1200, 1400 |
| Feed rate—F (mm/min) | 5, 10, 15, 20 |
| Machining gap—g (mm) | 0.9, 1.2, 1.5, 1.8, 2.1 |
| Ultrasonic amplitude—A (μm) | 0, 2, 4, 6, 8, 10, 12, 14 |
| Ultrasonic frequency—f (kHz) | 21.91 |
| Magnetic abrasive size—d (μm) | 300 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, F.; Wang, Z.; Liu, Y.; Sha, Z.; Zhang, S. Machining Performance for Ultrasonic-Assisted Magnetic Abrasive Finishing of a Titanium Alloy: A Comparison with Magnetic Abrasive Finishing. Machines 2022, 10, 902. https://doi.org/10.3390/machines10100902
Ma F, Wang Z, Liu Y, Sha Z, Zhang S. Machining Performance for Ultrasonic-Assisted Magnetic Abrasive Finishing of a Titanium Alloy: A Comparison with Magnetic Abrasive Finishing. Machines. 2022; 10(10):902. https://doi.org/10.3390/machines10100902
Chicago/Turabian StyleMa, Fujian, Ziguang Wang, Yu Liu, Zhihua Sha, and Shengfang Zhang. 2022. "Machining Performance for Ultrasonic-Assisted Magnetic Abrasive Finishing of a Titanium Alloy: A Comparison with Magnetic Abrasive Finishing" Machines 10, no. 10: 902. https://doi.org/10.3390/machines10100902