

Integrated Approach to Obtain Gas Flow Velocity in Convection Reflow Soldering Oven
Abstract
:1. Introduction
2. Integrated Approach
2.1. Basic Concept of the Approach
2.2. Theoretical Calculation of Nozzle-Matrix Gas Flow Velocity
2.3. Response Surface Model
2.4. Response Surface Optimization
3. Nozzle-Matrix Gas Flow Velocity Calculation and Correction
3.1. Aluminum Alloy Thin Plate Test
3.2. Establish Numerical Model
3.2.1. Reflow Oven Single Temperature Zone Oven Chamber Model
3.2.2. Boundary Conditions
3.2.3. Meshing
- (1)
- Meshing method
- (2)
- Mesh dependence analysis
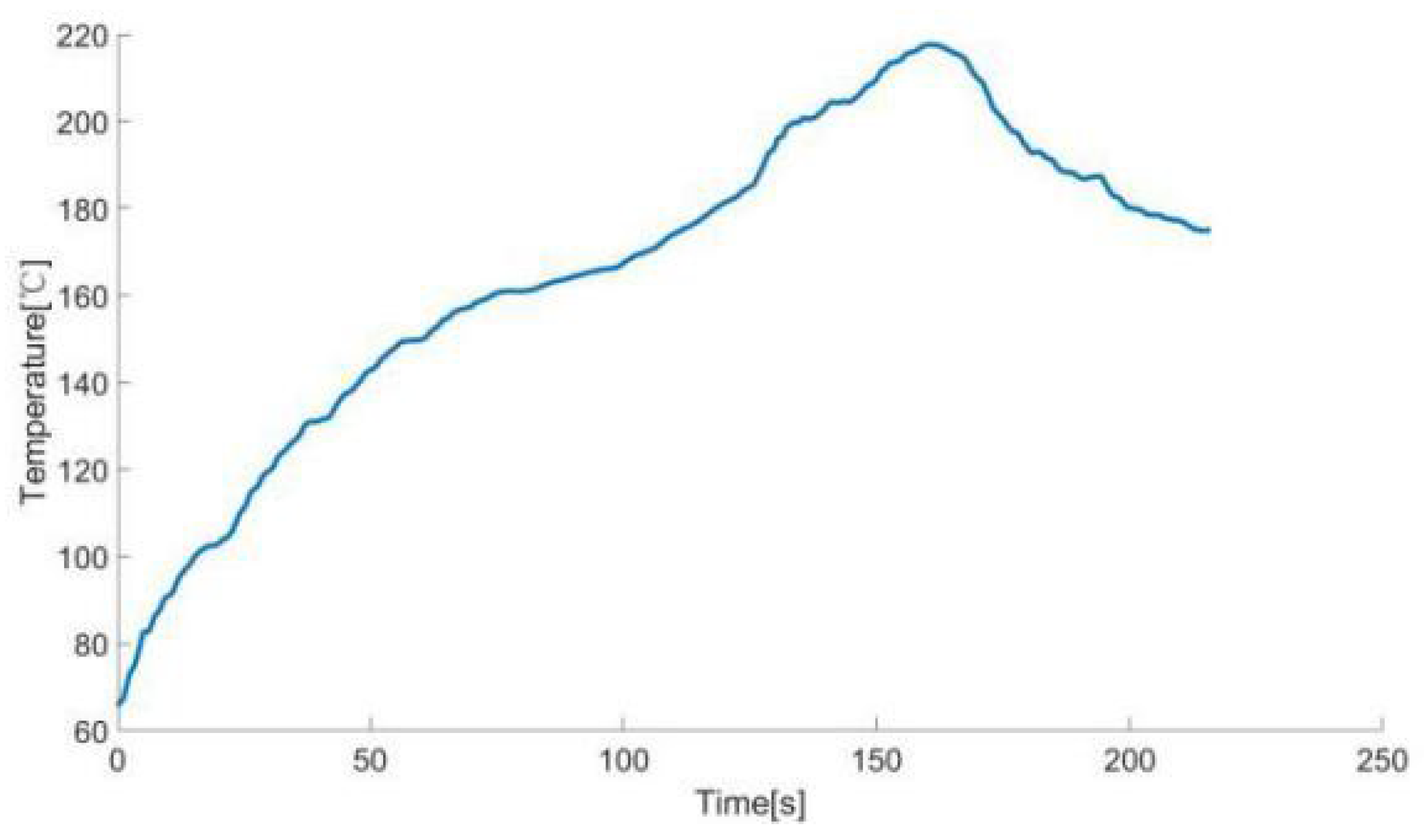
3.2.4. Simulation of Reflow Soldering Process
3.3. Nozzle-Matrix Gas Flow Velocity Correction
3.3.1. Design of Experiment
3.3.2. Model Correction Based on Response Surface
3.3.3. Result Analysis
4. Experimental Verification of Nozzle-Matrix Gas Flow Velocity Based on PCBA
4.1. Establish Thermal Simulation Model of PCBA Components
- (1)
- PCBA component geometric model
- (2)
- Thermal properties of equivalent components
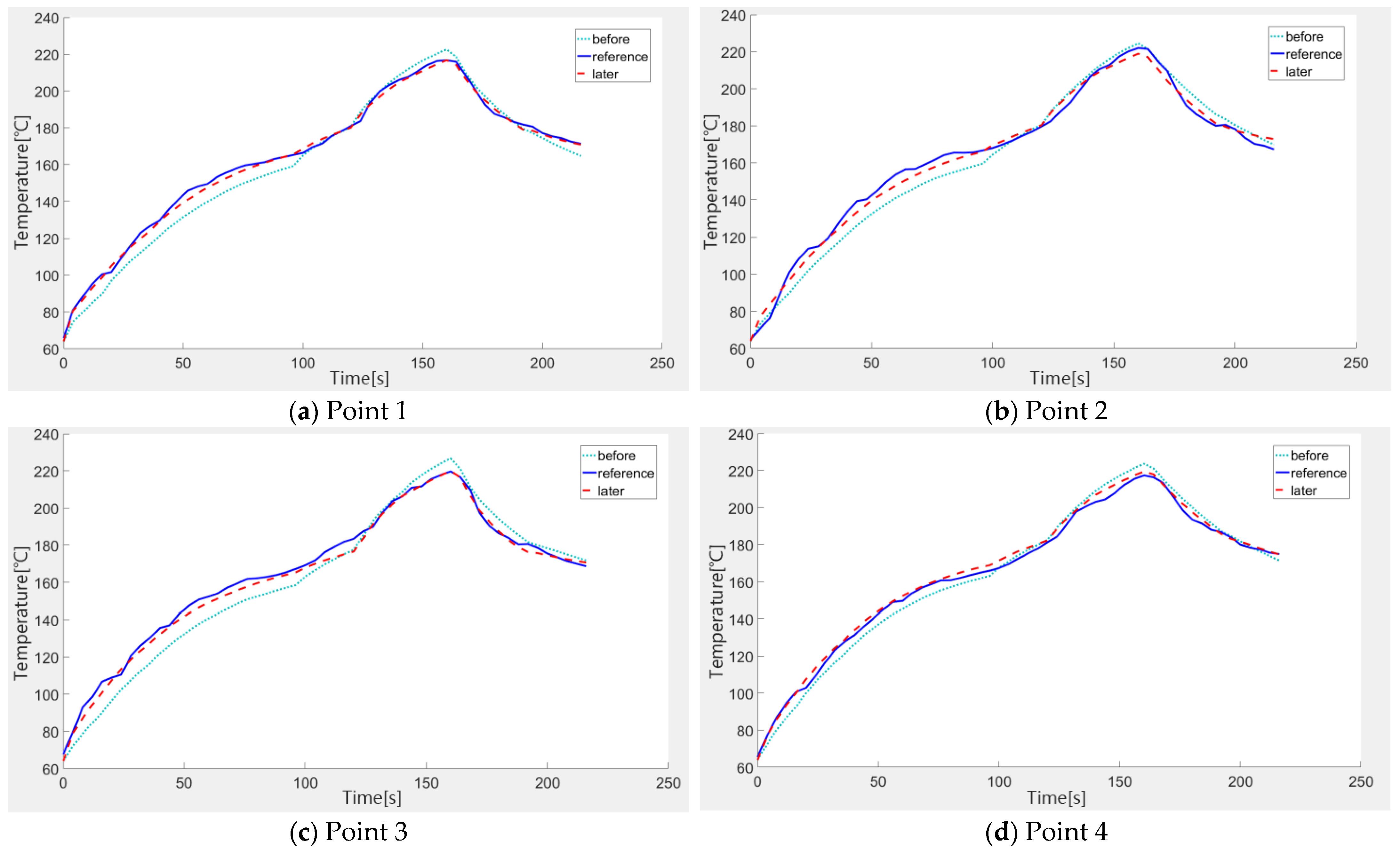
4.2. Accuracy Verification
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Ar | relative orifice area (m2) |
| constant-pressure heat capacity (J/kg K) | |
| D | nozzle diameter (m) |
| D1 | horizontal spacing of adjacent holes (m) |
| D2 | longitudinal spacing of adjacent holes (m) |
| H | distance from nozzle outlet to PCB board (m) |
| convection heat transfer coefficient (W/m2 K) | |
| hc | average convection heat transfer coefficient (W/m2 K−1) |
| k | thermal conductivity (W/m K) |
| l | the thickness of the PCB (m) |
| n | number of samples |
| average Nusselt number | |
| P | polynomial basis |
| Pr | Prandtl number |
| R2 | coefficient of determination |
| Radj2 | adjusted coefficient of determination |
| Re | Reynolds number |
| S | the pitch of adjacent nozzles in an array (m) |
| Sed | Euclidean distance (m) |
| SSE | quantifies the unexplained variation |
| SST | total variation of the output |
| T | temperature (°C) |
| t | time step (s) |
| Tair | air temperature (°C) |
| Ttn | measured node temperature (°C) |
| Tsd | nozzle setup temperature (°C) |
| Tsn | simulated temperature (°C) |
| T(t) | end temperature (°C) |
| T(i) | initial temperature (°C) |
| Ve | nozzle-matrix gas flow velocity (m/s) |
| ρ | density (kg/m3) |
| ν | kinematic viscosity of the gas (m2/s) |
References
- Lau, C.S.; Abdullah, M.Z.; Ani, F.C. Effect of solder joint arrangements on BGA lead-free reliability during cooling stage of reflow soldering process. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 2098–2107. [Google Scholar] [CrossRef]
- Huang, B.Y.; Sun, G.Z.; Zhang, T.L. Mathematics model of reflow soldering temperature field in SMT. Electron. Process Technol. 2005, 26, 333–335. [Google Scholar]
- Gong, Y. Study on Optimization of Furnace Temperature Profile Under Reflow Soldering. Hot Work. Technol. 2013, 45, 187–190. [Google Scholar]
- Esfandyari, A.; Bachy, B.; Raithel, S.; Syed-Khaja, A.; Franke, J. Simulation, optimization and experimental verification of the over–pressure reflow soldering process. Procedia CIRP 2017, 62, 565–570. [Google Scholar] [CrossRef]
- Ngo, T.T.; Go, J.; Zhou, T.; Nguyen, H.V.; Lee, G.S. Enhancement of exit flow uniformity by modifying the shape of a gas torch to obtain a uniform temperature distribution on a steel plate during preheating. Appl. Sci. 2018, 8, 2197. [Google Scholar] [CrossRef]
- Ngo, T.T.; Zhou, T.; Go, J.; Nguyen, H.V.; Lee, G.S. Improvement of the steel-plate temperature during preheating by using guide vanes to focus the flame at the outlet of a gas torch. Energies 2019, 12, 869. [Google Scholar] [CrossRef]
- Lau, C.S.; Abdullah, M.Z.; Khor, C.Y. Optimization of the reflow soldering process with multiple quality characteristics in ball grid array packaging by using the grey-based Taguchi method. Microelectron. Int. 2013, 30, 151–168. [Google Scholar] [CrossRef]
- Abas, A.; Ishak, M.H.H.; Abdullah, M.Z.; Khor, S.F. Lattice Boltzmann method study of bga bump arrangements on void formation. Microelectron. Reliab. 2016, 56, 170–181. [Google Scholar] [CrossRef]
- Haslinda, M.S.; Abas, A.; Ani, F.C.; Jalar, A.; Saad, A.A.; Abdullah, M.Z. Discrete phase method particle simulation of ultra-fine package assembly with SAC305-TiO2 nano-reinforced lead free solder at different weighted percentages. Microelectron. Reliab. 2017, 79, 336–351. [Google Scholar] [CrossRef]
- Sahrudin, I.N.; Aziz, M.S.A.; Abdullah, M.Z.; Salleh, M.A.A.M. Molecular dynamics simulation of the nano-reinforced lead-free solder at different reflow soldering process temperature. IOP Conf. Ser. Mater. Sci. Eng. 2019, 701, 012014. [Google Scholar] [CrossRef]
- David, C.W.; Stuart, M.H. A simplified model of the reflow soldering process. Solder. Surf. Mount Technol. 2002, 14, 30–37. [Google Scholar]
- Gong, Y.; Li, Q.; Yang, D.G. The optimization of reflow soldering temperature profile based on simulation. In Proceedings of the IEEE 7th International Conference on Electronic Packaging Technology, Shanghai, China, 26–29 August 2006; pp. 1–4. [Google Scholar]
- Srivalli, C.; Abdullah, M.Z.; Khor, C.Y. Numerical investigations on the effects of different cooling periods in reflow-soldering process. Heat Mass Transfer 2015, 51, 1413–1423. [Google Scholar] [CrossRef]
- Iqbal, A.M.; Aziz, M.S.A.; Abdullah, M.Z.; Ishak, M.H.H. Temperature prediction on flexible printed circuit board in reflow oven soldering for motherboard application. IOP Conf. Ser. Mater. Sci. Eng. 2019, 530, 012019. [Google Scholar] [CrossRef]
- Lai, Y.; Park, S. Reflow profiling with the aid of machine learning models. Solder. Surf. Mt. Technol. 2023. ahead-of-print. [Google Scholar] [CrossRef]
- Lai, Y.; Ha, J.H.; Deo, K.A.; Yang, J.; Yin, P.; Park, S. Reflow Recipe Establishment Based on CFD-Informed Machine Learning Model. IEEE Trans. Compon. Packag. Manuf. Technol. 2023, 13, 127–134. [Google Scholar] [CrossRef]
- Deng, S.S.; Hwang, S.J.; Lee, H.H. Temperature prediction for system in package assembly during the reflow soldering process. Int. J. Heat Mass Transfer 2016, 98, 1–9. [Google Scholar] [CrossRef]
- Illés, B.; Bakó, I. Numerical study of the gas flow velocity space in convection reflow oven. Int. J. Heat Mass Transfer 2014, 70, 185–191. [Google Scholar] [CrossRef]
- Steenberge, N.V.; Limaye, P.; Willems, G.; Vandevelde, B.; Schildermans, I. Analytical and finite element models of the thermal behavior for lead-free soldering processes in electronic assembly. Microelectron. Reliab. 2007, 47, 215–222. [Google Scholar] [CrossRef]
- Martin, H. Heat and mass transfer between impinging gas jets and solid surfaces. Adv. Heat Transf. 1977, 13, 1–60. [Google Scholar]
- Chen, X.; Liu, H.; Wei, L.I. Experimental Investigation of Multiply Intensive Circular Air Impingement Jets Heat Transfer. Ind. Furn. 2016, 38, 19–23. [Google Scholar]
- Most, T.; Will, J. Metamodel of Optimal Prognosis-an automatic approach for variable reduction and optimal metamodel selection. Proc. Weimar. Optim.-Und Stochastiktage 2008, 5, 20–21. [Google Scholar]
- Roos, D.; Most, T.; Unger, J.F.; Will, J. Advanced surrogate models within the robustness evaluation. Proc. Weimar. Optim.-Und Stochastiktage 2007, 4, 29–30. [Google Scholar]
- Liu, X.; Zhou, D. Research on modeling and simulation of PCBA reflow soldering process based on the ICEPAK. Aviat. Precis. Manuf. Technol. 2013, 49, 25–29. [Google Scholar]
- Pistone, G.; Vicario, G. Kriging prediction from a circular grid: Application to wafer diffusion. Appl. Stoch. Models Bus. Ind. 2013, 29, 350–361. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zone | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Tsd/°C | 160 | 170 | 180 | 180 | 180 | 210 | 260 | 250 | 130 | 130 |
| Tair/°C | 80 | 100 | 140 | 160 | 180 | 200 | 250 | 300 |
|---|---|---|---|---|---|---|---|---|
| Pr | 0.629 | 0.688 | 0.684 | 0.682 | 0.681 | 0.68 | 0.677 | 0.674 |
| ν × 10−6/(m2·s−1) | 21.09 | 23.13 | 27.8 | 30.09 | 32.49 | 34.85 | 40.61 | 48.33 |
| k/(W/m K) | 0.0305 | 0.0321 | 0.0349 | 0.0364 | 0.0378 | 0.0393 | 0.0427 | 0.046 |
| Zone | Tsd | Tair | T(t) | T(i) | Time/s | hc/W/(m2·K) | Ve/m·s−1 |
|---|---|---|---|---|---|---|---|
| 1 | 160 | 150 | 101.94 | 65.58 | 17.25 | 63.890 | 9.91 |
| 2 | 170 | 160 | 130.92 | 104.11 | 17.25 | 71.157 | 11.69 |
| 3 | 180 | 170 | 149.47 | 131.21 | 17.25 | 69.829 | 11.48 |
| 4 | 180 | 175 | 160.74 | 149.59 | 17.25 | 65.091 | 10.38 |
| 5 | 180 | 175 | 165.72 | 160.95 | 17.25 | 50.361 | 7.06 |
| 6 | 210 | 200 | 181.56 | 169.54 | 17.25 | 58.537 | 9.30 |
| 7 | 260 | 240 | 204.25 | 184.9 | 17.25 | 52.093 | 7.76 |
| 8 | 250 | 230 | 217.57 | 204.51 | 17.25 | 76.002 | 13.60 |
| 9 | 130 | 150 | 187.27 | 210.46 | 22.51 | 43.621 | 5.09 |
| 10 | 130 | 140 | 174.96 | 187.01 | 22.51 | 29.151 | 3.01 |
| Group | Max. Element Size | No. Elements | No. Nodes | Quality |
|---|---|---|---|---|
| No. 1 | X: 0.004 Y: 0.007875 Z: 0.001125 | 1,675,180 | 1,735,032 | Face alignment: 0.526279 Volume: 3.36689 × 10−11 Skewness: 0.296051 |
| No. 2 | X: 0.08 Y: 0.01575 Z: 0.00225 | 776,520 | 820,385 | Face alignment: 0.526279 Volume: 3.94414 × 10−11 Skewness: 0.296051 |
| No. 3 | X: 0.016 Y: 0.0315 Z: 0.0045 | 512,448 | 550,241 | Face alignment: 0.526279 Volume: 3.94414 × 10−11 Skewness: 0.296051 |
| Time | 10 s | 30 s | 50 s | 70 s | 90 s | 110 s | 130 s | 150 s | 170 s | 190 s | 210 s |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Simulated temperature/°C | 78.23 | 103.97 | 125.67 | 141.67 | 151.63 | 163.45 | 180.06 | 201.08 | 208.24 | 191.61 | 181.21 |
| Measured temperature/°C | 90.88 | 119.69 | 142.75 | 157.47 | 164.23 | 174.11 | 194.49 | 209.67 | 209.87 | 187.12 | 177.11 |
| Temperature deviation/°C | 12.65 | 15.72 | 17.08 | 15.8 | 12.6 | 10.66 | 14.43 | 8.59 | 1.63 | 4.49 | 4.1 |
| Deviation ratio/% | 13.92 | 13.13 | 11.96 | 10.03 | 7.67 | 6.12 | 7.42 | 4.10 | 0.78 | 2.40 | 2.31 |
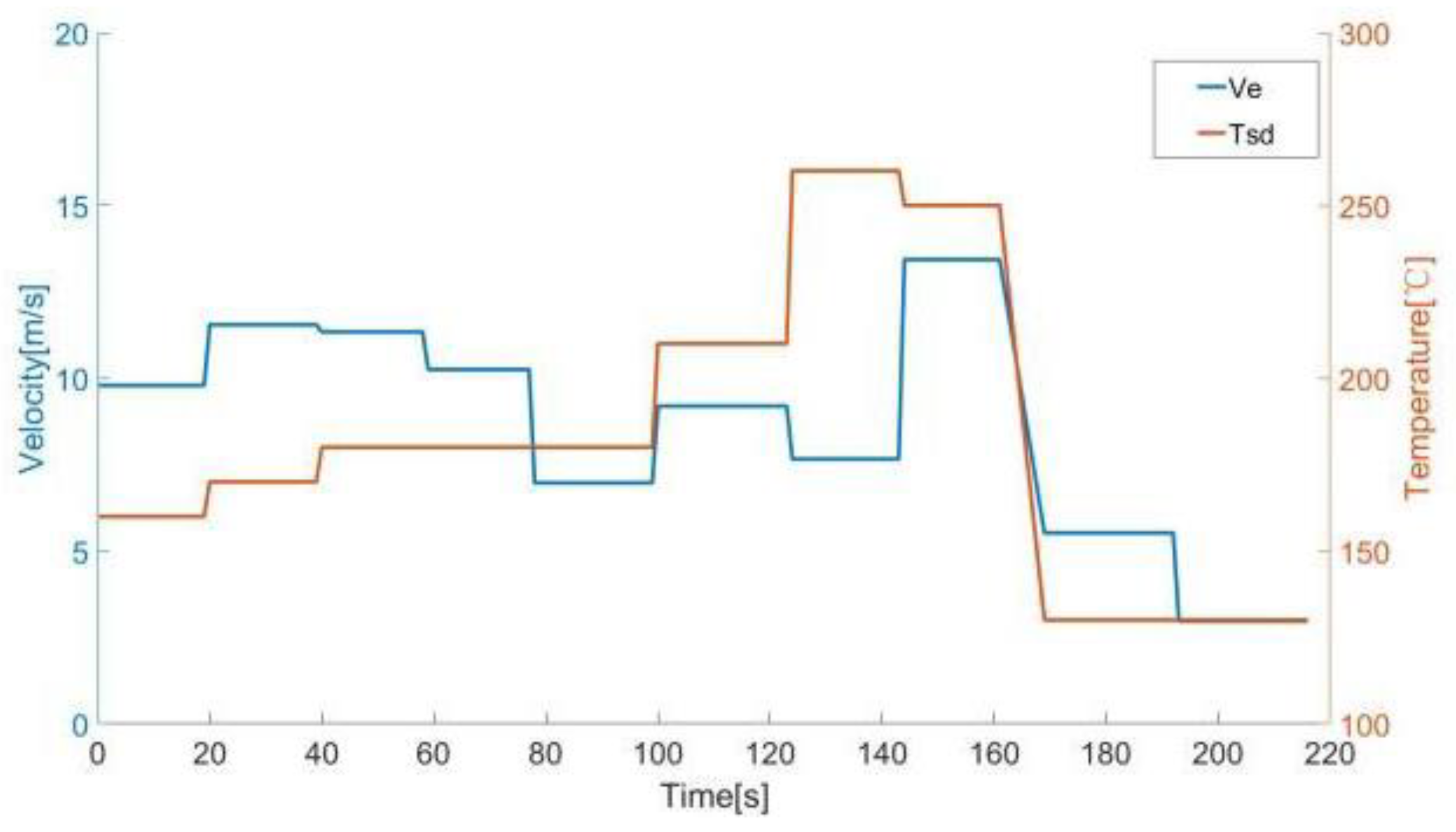
| Zone | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Tsd/°C | 160 | 170 | 180 | 180 | 180 | 210 | 260 | 250 | 130 | 130 |
| Ve/m·s−1 | 15.37 | 14.21 | 11.59 | 11.50 | 11.06 | 6.02 | 5.04 | 7.07 | 6.88 | 2.51 |
| Time | 10 s | 30 s | 50 s | 70 s | 90 s | 110 s | 130 s | 150 s | 170 s | 190 s | 210 s |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Simulated temperature/°C | 87.57 | 116.54 | 138.57 | 152.65 | 160.62 | 173.05 | 192.34 | 210.73 | 208.07 | 189.34 | 177.84 |
| Measured temperature/°C | 90.88 | 119.69 | 142.75 | 157.47 | 164.23 | 174.11 | 194.49 | 209.67 | 209.87 | 187.12 | 177.11 |
| Temperature deviation/°C | 3.31 | 3.15 | 4.18 | 4.82 | 3.61 | 1.06 | 2.15 | 1.06 | 1.8 | 2.22 | 0.73 |
| Deviation ratio/% | 3.64 | 2.63 | 2.93 | 3.06 | 2.20 | 0.61 | 1.11 | 0.51 | 0.86 | 1.19 | 0.41 |
| Material | Density (kg/m3) | Specific Heat (J·kg−1·°C−1) | Conductivity (W·m−1·°C−1) | ||
|---|---|---|---|---|---|
| Copper foil | 8839 | 20 °C | 356.8 | 20 °C | 521.5 |
| 80 °C | 375.5 | 80 °C | 532.0 | ||
| 120 °C | 388.0 | 120 °C | 539.0 | ||
| 160 °C | 400.4 | 160 °C | 546.0 | ||
| 200 °C | 412.8 | 200 °C | 553.3 | ||
| 225 °C | 420.6 | 225 °C | 557.7 | ||
| 240 °C | 425.3 | 240 °C | 560.0 | ||
| FR-4 | 1859 | 20 °C | 1100 | 0.29 | |
| 80 °C | 1400 | ||||
| 120 °C | 1500 | ||||
| 160 °C | 1550 | ||||
| 200 °C | 1600 | ||||
| 225 °C | 1610 | ||||
| 240 °C | 1640 | ||||
| Sn63Pb37 | 8218 | 196 | 50.2 | ||
| Cell | 1800 | 20 °C | 840 | 18 | |
| 80 °C | 850 | ||||
| 120 °C | 900 | ||||
| 160 °C | 960 | ||||
| 200 °C | 1000 | ||||
| 225 °C | 1050 | ||||
| 240 °C | 900 | ||||
| Point | Before Correction | After Correction | ||||
|---|---|---|---|---|---|---|
| Maximum Temperature Deviation * Δ/°C | Δ ≥ 10 °C/% | Δ ≥ 5 °C/% | Maximum Temperature Deviation Δ/°C | Δ ≥ 10 °C/% | Δ ≥ 5 °C/% | |
| 1 | 12.63 | 27.1 | 50.9 | 4.80 | 0 | 0 |
| 2 | 12.95 | 27.3 | 54.6 | 6.47 | 0 | 15 |
| 3 | 16.79 | 31.0 | 70.9 | 6.87 | 0 | 9 |
| 4 | 8.18 | 0 | 40.0 | 5.34 | 0 | 1.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, B.; Chen, C.; Lin, Y.; Chen, D.; Huang, W.; Pan, K.; Gong, Y. Integrated Approach to Obtain Gas Flow Velocity in Convection Reflow Soldering Oven. Symmetry 2023, 15, 1739. https://doi.org/10.3390/sym15091739
Xie B, Chen C, Lin Y, Chen D, Huang W, Pan K, Gong Y. Integrated Approach to Obtain Gas Flow Velocity in Convection Reflow Soldering Oven. Symmetry. 2023; 15(9):1739. https://doi.org/10.3390/sym15091739
Chicago/Turabian StyleXie, Bubu, Cai Chen, Yihao Lin, Dong Chen, Wei Huang, Kailin Pan, and Yubing Gong. 2023. "Integrated Approach to Obtain Gas Flow Velocity in Convection Reflow Soldering Oven" Symmetry 15, no. 9: 1739. https://doi.org/10.3390/sym15091739