
Wear Characteristics of Cutting Tool in Brittle Removal of a Ductile Meta in High-Speed Machining


Abstract
:1. Introduction
2. Experiments
3. Results and Discussions
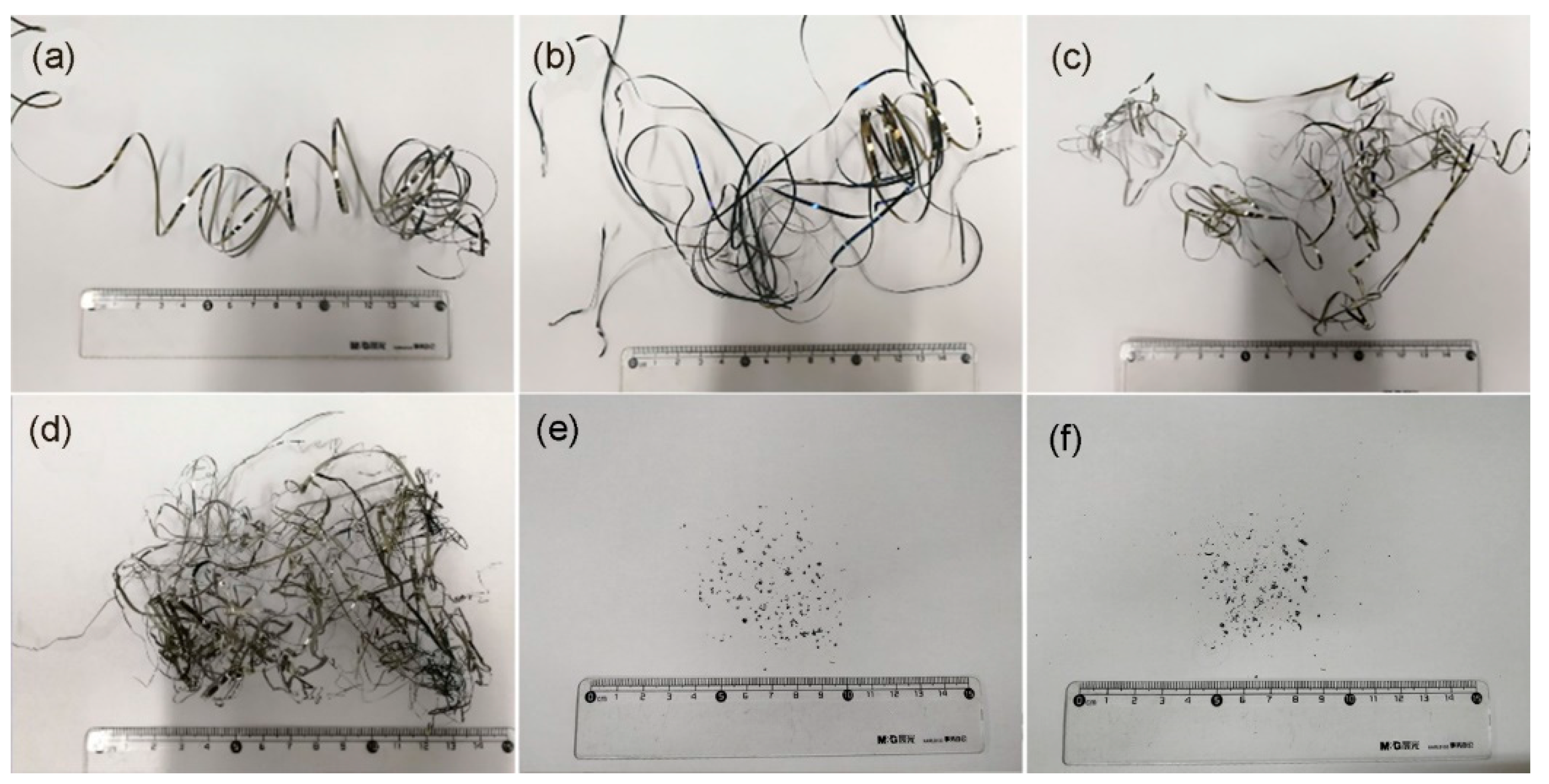
3.1. Chip Shape Evolution and Embrittlement
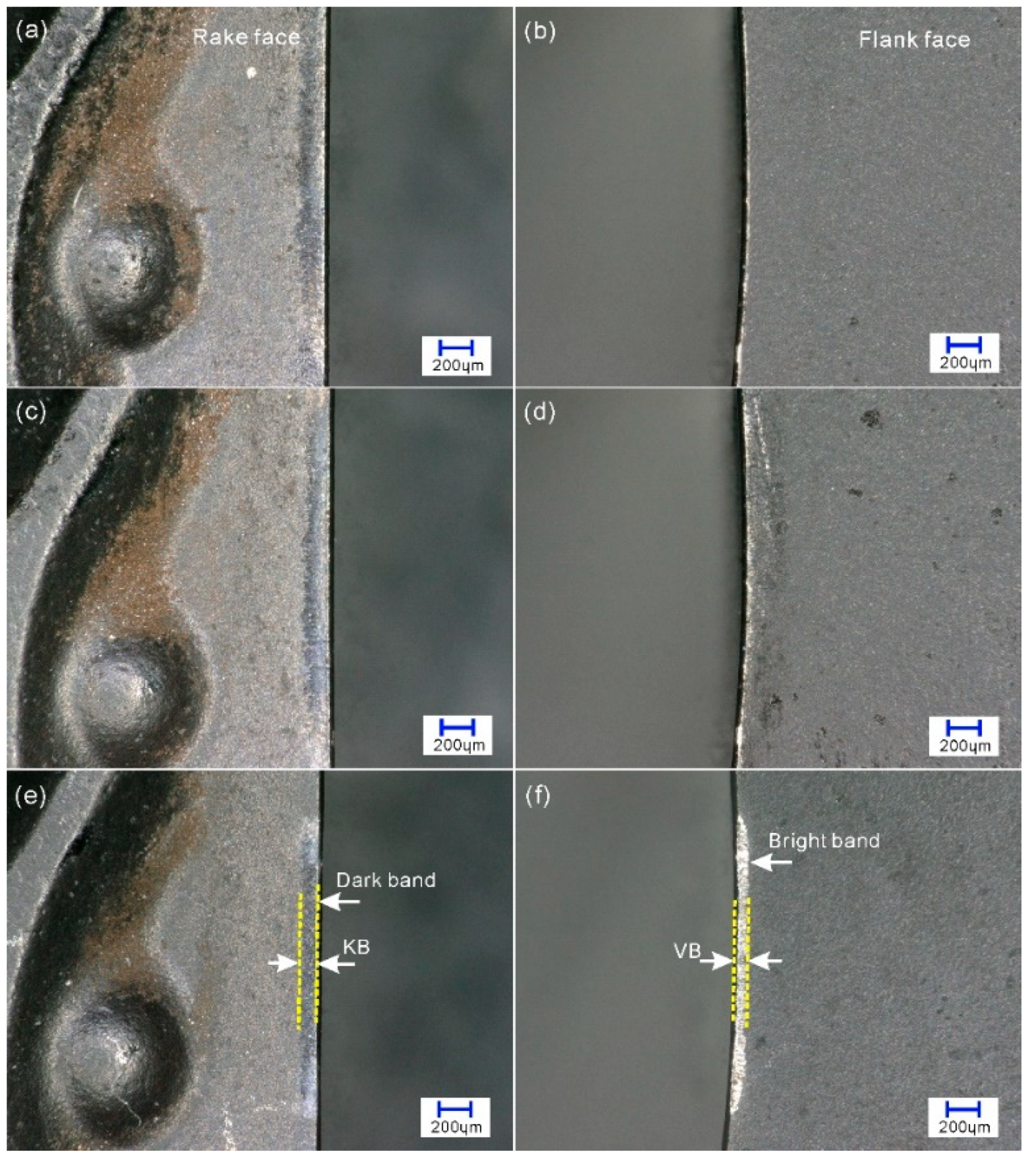
3.2. Tool Wear
3.3. Discussion
4. Conclusions
- (1)
- Pure iron chips are of ribbon chips in a wide cutting speed range from 1000 to 7000 m/min. The thickness of ribbon chips decreases significantly from approximately 0.198 mm to approximately 0.118 mm with the increase in cutting speed from 1000 to 7000 m/min. When the cutting speed reaches 8000 m/min, the chips turn into grain chips, showing that the pure iron becomes completely brittle at a cutting speed of 8000 m/min.
- (2)
- With the cutting length of 3768 mm, there is almost no wear in the flank face at 1000 m/min. At 4000 m/min, the value of the average wear width VB is approximately 20 μm, while at 8000 and 9000 m/min, the average wear width VB reaches about 70 μm. The brittle removal of the uncut chip makes the tool–workpiece contact zone be the sole heat source in the cutting. Matrix and coating cracking takes place at cutting speed of 8000 m/min, which may be due to the high temperature gradient.
- (3)
- The findings of this study are helpful for choosing suitable tools and cutting parameters for the brittle cutting of the ductile metal pure iron with very high cutting speed to solve the problems of machining high ductility metals due to their high ductility and high stickiness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Schulz, H.; Moriwaki, T. High-speed machining. CIRP Ann. Manuf. Technol. 1992, 41, 637–643. [Google Scholar] [CrossRef]
- Clifton, R. Dynamic plasticity. J. Appl. Mech. 1993, 50, 941–952. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, B. Material embrittlement in high strain-rate loading. Int. J. Extrem. Manuf. 2019, 1, 022003. [Google Scholar] [CrossRef]
- Zerilli, F.J.; Armstrong, R.W. The effect of dislocation drag on the stress-strain behavior of F.C.C. metals. Acta Metal. Mater. 1992, 40, 1803–1808. [Google Scholar] [CrossRef]
- Armstrong, R.W.; Walley, S.M. High strain rate properties of metals and alloys. Int. Mater. Rev. 2008, 53, 105–128. [Google Scholar] [CrossRef]
- Klepaczko, J.R. Plastic shearing at high and very high strain rates. J. De Phys. IV 1994, 4, C8-35–C8-40. [Google Scholar] [CrossRef]
- Yu, J.; Jiang, F.; Rong, Y. Experimental research on mechanical property size effects of AISI D2 steel. Mater. Sci. Tech. Lond. 2012, 20, 83–88. [Google Scholar]
- Xu, Z.; Liu, Y.; Sun, Z.; Hu, H.; Huang, F. On shear failure behaviors of an armor steel over a large range of strain rates. Int. J. Impact Eng. 2018, 118, 24–38. [Google Scholar] [CrossRef]
- Zheng, C.; Wang, F.; Cheng, X.; Liu, J.; Fu, K.; Liu, T.; Zhu, Z.; Yang, K.; Peng, M.; Jin, D. Failure mechanisms in ballistic performance of Ti–6Al–4V targets having equiaxed and lamellar microstructures. Int. J. Impact Eng. 2015, 85, 161–169. [Google Scholar] [CrossRef]
- Xu, Z.; He, X.; Hu, H.; Tan, P.J.; Liu, Y.; Huang, F. Plastic behavior and failure mechanism of Ti-6Al-4V under quasi-static and dynamic shear loading. Int. J. Impact Eng. 2019, 130, 281–291. [Google Scholar] [CrossRef]
- Edwards, M. Properties of metals at high rates of strain. Mater. Sci. Tech. Lond. 2006, 22, 453–462. [Google Scholar] [CrossRef]
- Rittel, D.; Ravichandran, G.; Venkert, A. The mechanical response of pure iron at high strain rates under dominant shear. Mat. Sci. Eng. A Struct. 2006, 432, 191–201. [Google Scholar] [CrossRef]
- Guo, X.; Li, Y.; Cai, L.; Guo, J.; Guo, D. Effects of tool edge radius on chip formation during the micromachining of pure iron. Int. J. Adv. Manuf. Tech. 2020, 108, 2121–2130. [Google Scholar] [CrossRef]
- Yang, Y.; Jin, L.; Zhu, J.; Kong, J.; Li, L. Study on cutting force, cutting temperature and machining residual stress in precision turning of pure iron with different grain sizes. Chin. J. Mech. Eng. En. 2020, 4, 159–167. [Google Scholar] [CrossRef]
- Arrazola, P.J.; Garay, A.; Fernandez, E.; Ostolaza, K. Correlation between tool flank wear, force signals and surface integrity when turning bars of Inconel 718 in finishing conditions. Int. J. Mach. Machinabil. Mater. 2014, 15, 84–100. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z.; Cai, Y.; Luo, X.; Xiong, Z. Advancements in material removal mechanism and surface integrity of high speed metal cutting: A review. Int. J. Mach. Tool. Manuf. 2021, 166, 103744. [Google Scholar] [CrossRef]
- Hatt, O.; Lomas, Z.; Thomas, M.; Jackson, M. The effect of titanium alloy chemistry on machining induced tool crater wear characteristics. Wear 2018, 408, 200–207. [Google Scholar] [CrossRef]
- Fan, Y.; Hao, Z.; Lin, J.; Yu, Z. Material response at tool-chip interface and its effects on tool wear in turning Inconel 718. Mater. Manuf. Process. 2014, 29, 1446–1452. [Google Scholar] [CrossRef]
- Su, G.; Guan, Y.; Liu, Z. Microstructure of spherical particles generated in high-speed machining of an alloy steel. Int. J. Mater. Res. 2017, 108, 607–610. [Google Scholar] [CrossRef]
- Liu, C.; Wan, M.; Zhang, W.; Yang, Y. Chip formation mechanism of Inconel 718: A review of models and approaches. Chin. J. Mech. Eng. Eng. 2021, 34, 1–16. [Google Scholar]
- Dhami, H.S.; Viswanathan, K. On the formation of spherical particles in surface grinding. In International Manufacturing Science and Engineering Conference; American Society of Mechanical Engineers: New York, NY, USA, 2020; Volume 84256, p. V001T05A005. [Google Scholar]
- Zhao, J.; Liu, Z. Influences of coating thickness on cutting temperature for dry hard turning Inconel 718 with PVD TiAlN coated carbide tools in initial tool wear stage. J. Manuf. Process. 2020, 56, 1155–1165. [Google Scholar] [CrossRef]
- Su, G.; Xiao, X.; Du, J.; Zhang, J.; Zhang, P.; Liu, Z.; Xu, C. On cutting temperatures in high and ultrahigh-speed machining. Int. J. Adv. Manuf. Tech. 2020, 107, 73–83. [Google Scholar] [CrossRef]
- Su, G.; Liu, Z. Wear characteristics of nano TiAlN-coated carbide tools in ultra-high speed machining of AerMet100. Wear 2012, 289, 124–131. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Ni | Cu | Al | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Content | 0.003 | 0.006 | 0.008 | 0.005 | 0.006 | 0.003 | 0.003 | 0.01 | 0.008 | 0.007 | Bal. |
| Yield Strength σs (MPa) | Tensile Strength σb (MPa) | Hardness (Hv) | Thermal Conductivity k (W/m K) | Specific Heat c (J/kg K) | Density ρ (g/cm3) | Elastic Modulus E (GPa) |
|---|---|---|---|---|---|---|
| 160 | 272 | 94 | 46.52 | 460 | 7.86 | 204 |
| Cutting Speed vc (m/min) | Feed Rate fn (mm/r) | Cutting Length L (mm) | Rake Angle α (deg) | Width of Cut w (mm) | Cutting Fluid |
|---|---|---|---|---|---|
| 1000, 3000, 5000, 7000, 8000, 9000 | 0.1 | ~3768 | 0 | 1.5 | Dry cutting |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, G.; Wang, Y.; Han, Z.; Zhang, P.; Zhang, H.; Wang, B.; Liu, Z. Wear Characteristics of Cutting Tool in Brittle Removal of a Ductile Meta in High-Speed Machining. Symmetry 2021, 13, 1679. https://doi.org/10.3390/sym13091679
Su G, Wang Y, Han Z, Zhang P, Zhang H, Wang B, Liu Z. Wear Characteristics of Cutting Tool in Brittle Removal of a Ductile Meta in High-Speed Machining. Symmetry. 2021; 13(9):1679. https://doi.org/10.3390/sym13091679
Chicago/Turabian StyleSu, Guosheng, Yuhao Wang, Zhitao Han, Peirong Zhang, Hongxia Zhang, Baolin Wang, and Zhanqiang Liu. 2021. "Wear Characteristics of Cutting Tool in Brittle Removal of a Ductile Meta in High-Speed Machining" Symmetry 13, no. 9: 1679. https://doi.org/10.3390/sym13091679