3.1.1. Theoretical Analysis of the Oxidation Reaction
Table 3 presents the chemical reaction of the tool matrix with oxygen at high temperatures during the superalloy cutting process. Some of the oxidation products were not stable at high temperatures. In
Table 4, chemical reactions are presented that easily occurred with other substances.
According to the second law of thermodynamics, if any chemical reaction can proceed spontaneously, the free energy in this reaction process must be reduced. The specific basis for judging a spontaneous response is as follows: if , then the reaction proceeds spontaneously; if , then the reaction reaches equilibrium; and if , then the reaction does not occur.
The Gibbs free energies of the tool and workpiece reactions were calculated as follows:
where
is the Gibbs free energy in the reaction,
is the reaction heat effect, T is the absolute temperature, and
.
is the Gibbs free energy function. In Equation (1),
and
change with the temperature T. The Gibbs free energy and reaction heat effect of the tool materials according to a relevant handbook [
14] were used to obtain the Gibbs free energy at the relevant temperature.
Table 3 and
Table 4 present the Gibbs free energy of the tool body at 1200 K. Comparison with the Gibbs free energies of the tool materials showed that TiC can more easily oxidize to TiO
2 than to TiO and that Co can more easily oxidise to Co
3O
4 than to CoO. Furthermore, a new chemical reaction occurred between the intermediate products CoWO
4 and CO
2. The above analysis can be used to predict the chemical reaction with relevant compounds. As WO
3 has both gas and solid forms, the gaseous WO
3 escapes to the air. In this study, the Gibbs free energy values of the solid WO
3 and intermediate products were calculated.
3.1.2. Analysis Results for the Oxidation Reaction Experiment
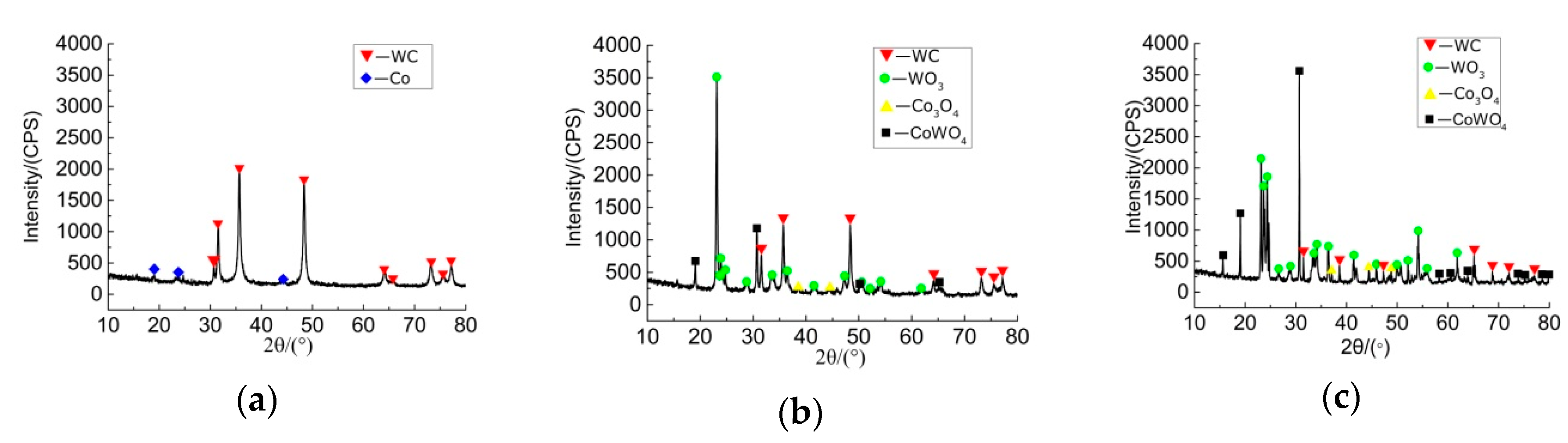
Figure 2a–c shows the XRD patterns of the WC/Co tool at 873 K, 973 K, and 1273 K, respectively. When the temperature was 873 K, there were no obvious oxidation products. When the temperature rose to 973 K, WO
3 and Co
3O
4 were observed, and CoWO
4 was produced by the combined reaction between WC and Co. However, when the temperature rose to 1273 K, WC still showed a diffraction peak among the oxidation products, indicating that it was not completely oxidized.
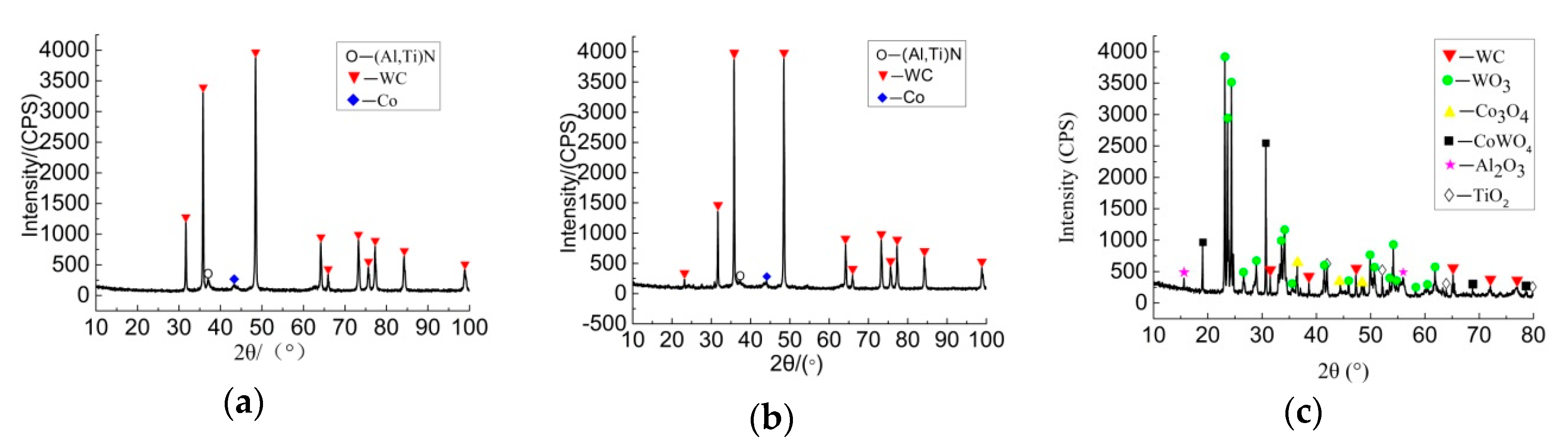
Figure 3a–c shows the XRD pattern charts for the coated carbide tool material at temperatures of 973 K, 1073 K, and 1273 K, respectively. Owing to the coating’s blocking effect, the coated carbide tool showed no obvious oxidation products when the temperature was between 873 K and 1073 K. When the temperature rose to 1273 K, however, not only oxidation products of the tool (i.e., WO
3, Co
3O
4, and CoWO
4) but also oxidation products of the coating (i.e., Al
2O
3 and TiO
2) were detected. This was mainly because the oxidation reaction between the coating and matrix composition of the tool occurs at high temperatures.
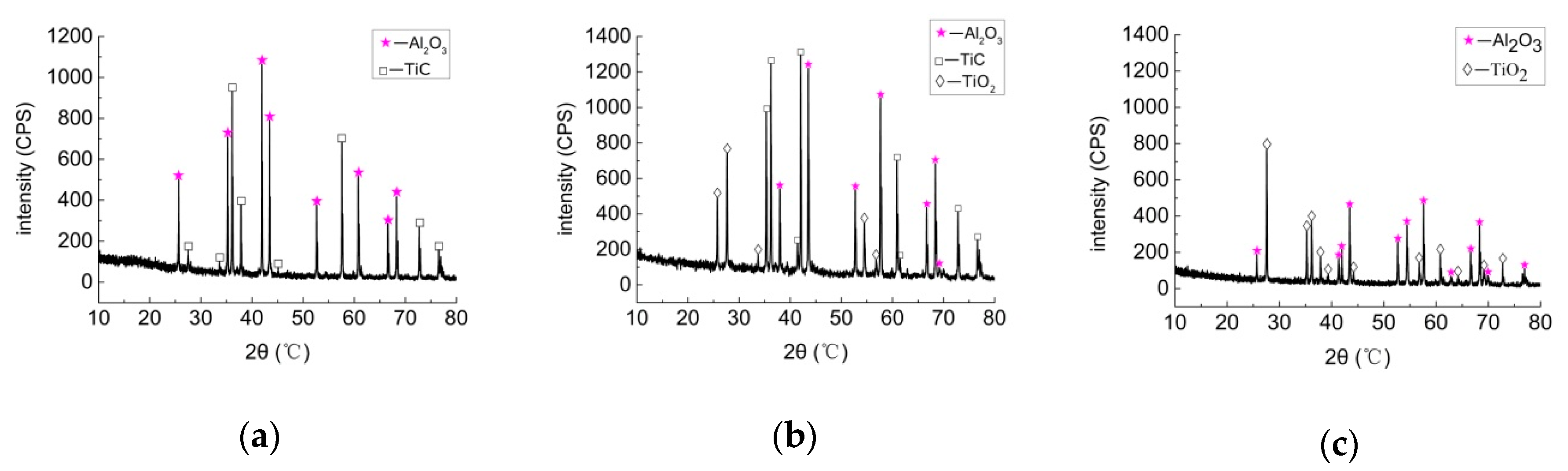
Figure 4a–c shows XRD diagrams of the ceramic material at temperatures of 973, 1173 K, and 1273 K, respectively. When the temperature was 973 K, the tool showed no obvious oxidation products. When the temperature rose to 1173 K, the TiC of the tool produced the oxidation product TiO
2, but TiC was still present. When the temperature rose to 1273 K, only TiO
2 was observed, with no TiC. Thus, the TiC in the ceramic tool was completely oxidized to TiO
2, which is also why the color of the ceramic material changed from cinereous to white. The matrix Al
2O
3 of the ceramic tool did not change. Therefore, the ceramic tool showed strong antioxidant properties.
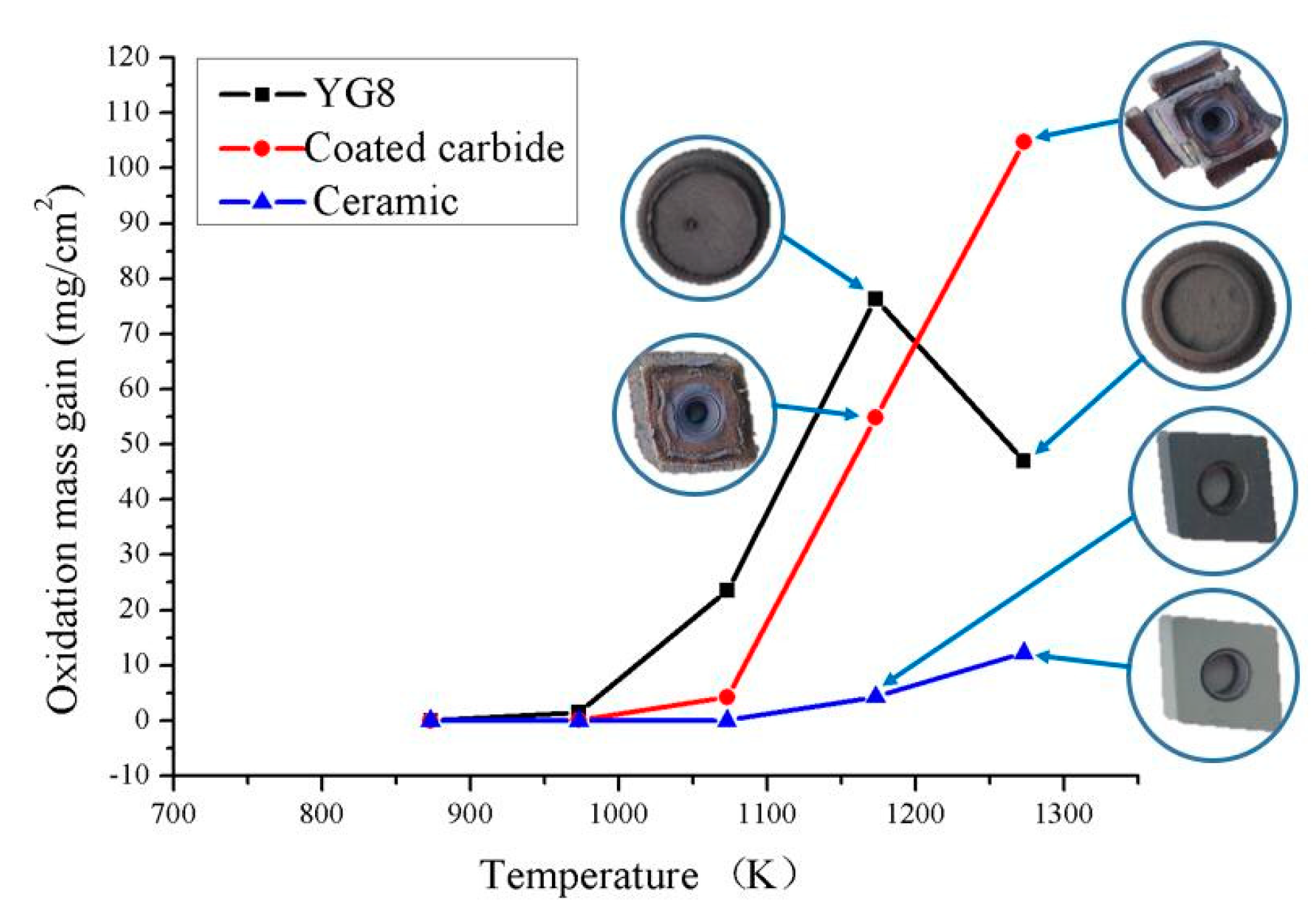
Figure 5 shows the oxidation mass gain curves of different tool materials at different temperatures. When the temperature was lower than 1000 K, there was no obvious mass gain due to tool material oxidation. Around 1000 K, the oxidation mass gain phenomenon appeared. As the temperature rose, the mass increased sharply owing to oxidation. The peak mass gain occurred when the temperature rose to about 1200 K. This was mainly because of WO
3 sublimation at the tool surface at 1100 K. This generated extensive contact between the tool matrix and oxygen in the air, which sharply increased the oxidation of the tool material. As the temperatures rose, the oxidation mass gain began to decrease. This was mainly because high temperatures caused an oxide film to form, which separated the cutting tool material from oxygen. This made the oxidation reaction difficult. As the temperature increased, the sublimation of WO
3 and CO
2 gas escape caused the oxidation mass gain to decrease.
The oxidation mass gain of the coated carbide tool occurred at 1100 K with a sharp increase; the trend was similar to that of WC/Co. When the temperature rose to 1200 K, the oxidation mass gain continued to increase and eventually exceeded that of WC/Co. This was because Al on the coating surface was oxidized to Al2O3, which attached to the tool surface and formed an oxide layer with a good protective effect on the tool matrix. The oxygen entered the tool matrix through the pores and defects of the coating as the temperature increased from 1100 K to 1200 K. This led to matrix oxidation and edge cracking of the oxide layer, which intensified the oxidation reaction. Owing to the extensive contact between the tool matrix material and oxygen, there was a significant increase in the oxidation mass gain. This was also the reason for the large area shedding at the high temperature of 1273 K.
The ceramic tool did not show an obvious oxidation mass gain below 1100 K, but the mass began to slowly increase at 1100 K and above. As the tool matrix was Al2O3 in the experiment, the ceramic tool showed good oxidation resistance. However, the oxidation mass gain increased slowly because TiC in the ceramic tool was oxidized to TiO2 at high temperatures.
As shown in
Figure 5, the oxidation mass gain of WC/Co was not obvious until the temperature reached 973 K.
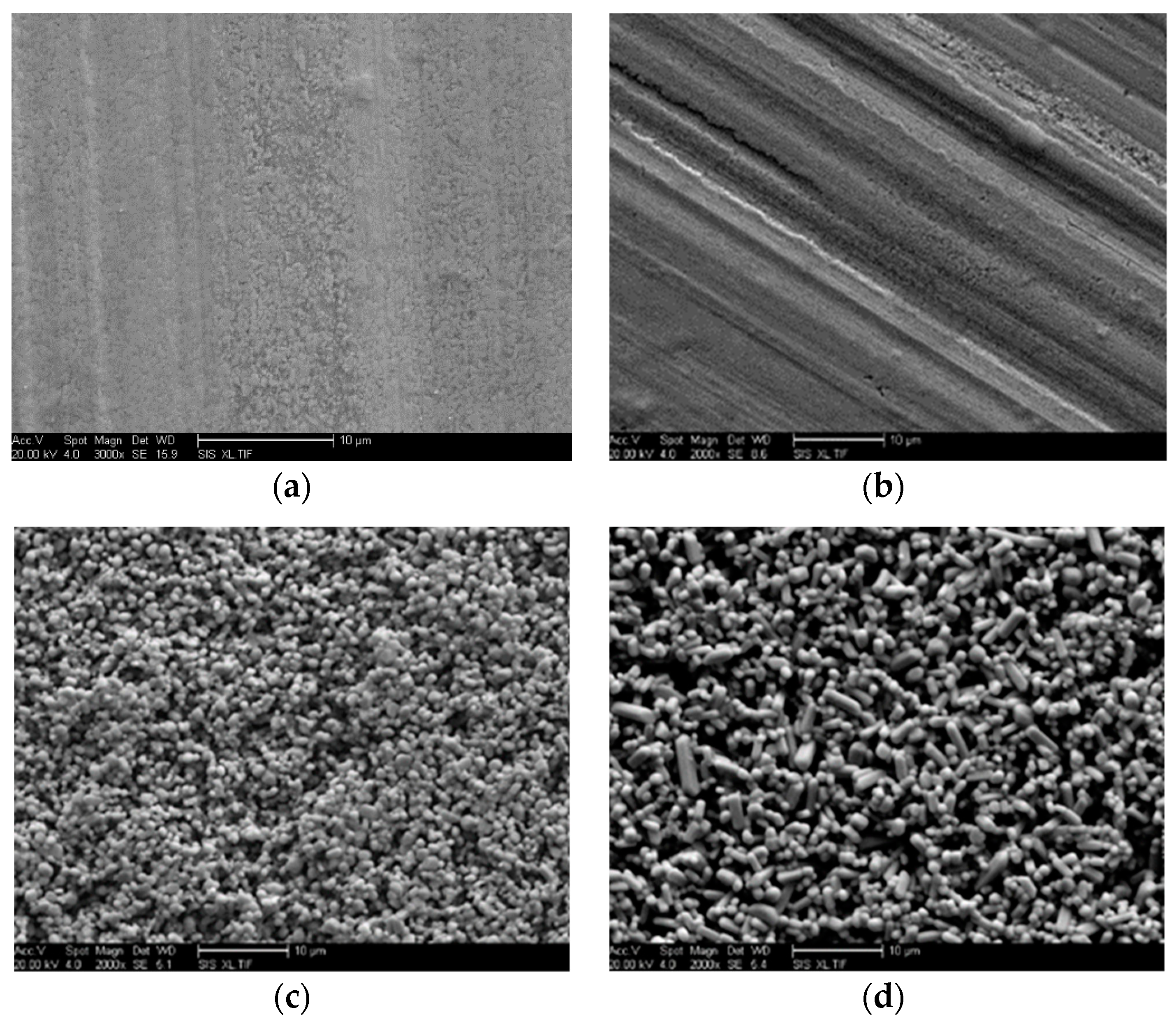
Figure 6a–d shows SEM images of the WC/Co tool material at temperatures of room temperature, 873 K, 1173 K, and 1273 K, respectively. A compact oxidation layer appeared on the tool surface and totally covered it at 1173 K. When the temperature rose to 1273 K, the oxide particles in the oxide layer increased in size, and obvious gaps appeared between the particles. There were two reasons for this. First, some oxides were in a gaseous state at high temperatures. For example, the oxidation product of WC (WO
3) had two forms: solid and gas. At 1100 K, the formation of solid WO
3 was the main reaction. When the temperature rose to 1200 K, gaseous WO
3 formed easily, and the main form of WO
3 was gaseous. As the gaseous WO
3 escaped, gaps appeared on the surface of the compact oxidation film. Second, the solid WO
3 sublimated at high temperatures, which resulted in gaps appearing in the compact oxide film. Oxygen then penetrated the cutter through the gap and continued to react with the tool material, which reduced the tool performance. In addition, products such as WO
3 and Co
3O
4 reacted with oxygen and produced CoWO
4 with CO
2, and CO
2 escaped to also produce gaps. In general, the sublimation of WO
3 and generation of gaseous WO
3 and CO
2 reduced the oxidation mass gain of the tool material, which coincided with the oxidation mass gain curve shown in
Figure 5.
According to
Figure 5, the oxidation mass gain of the coated carbide tool was not obvious before the temperature rose to 1100 K, and there was no significant oxidation of the tool material. The tool material showed obvious oxidation when the temperature rose to 1173 K.
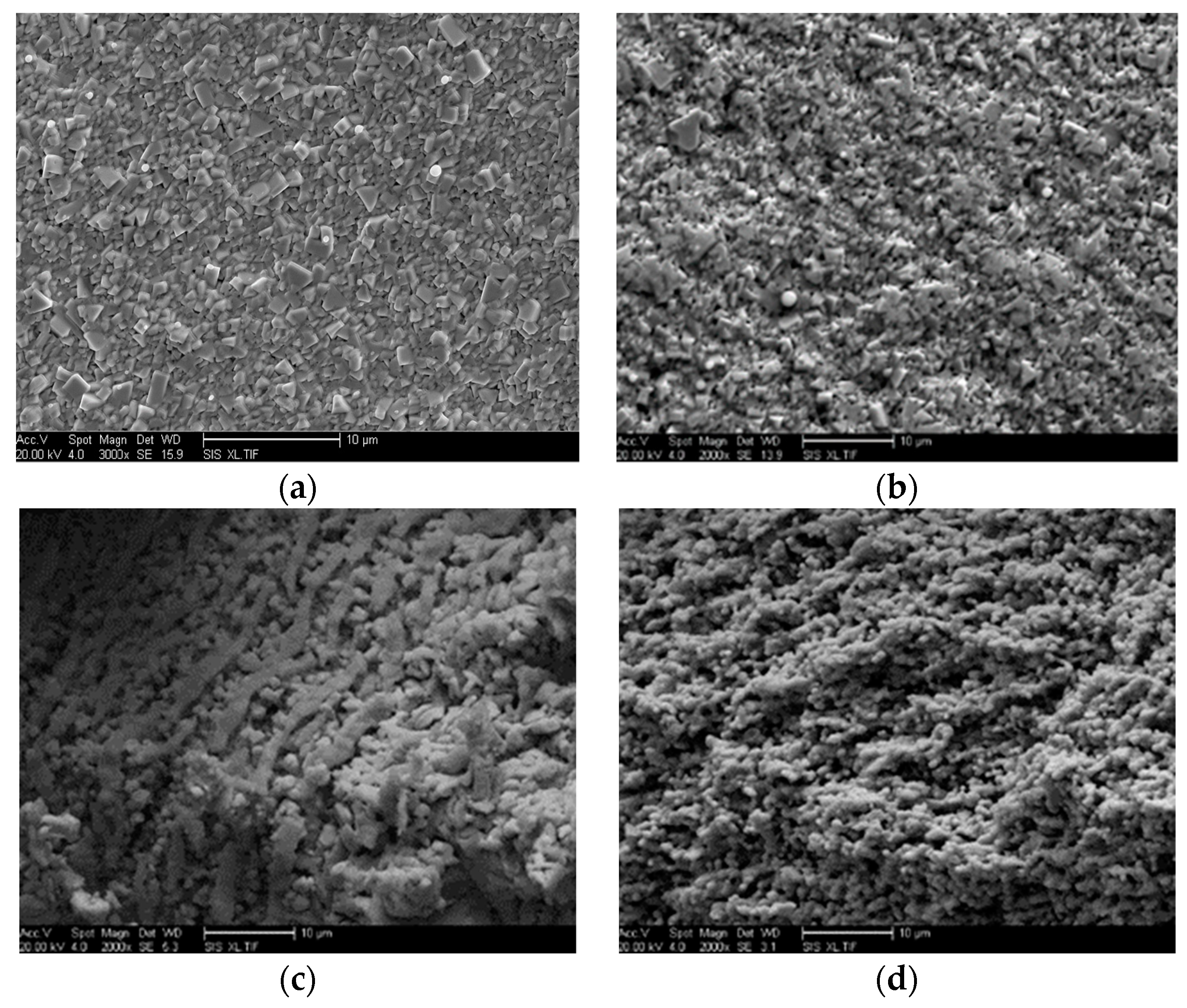
Figure 7a–d shows SEM images of the carbide tools at temperatures of room temperature, 973 K, 1173 K, and 1273 K, respectively. At 1173 K, the coating was not completely shed, with some remaining on the oxide surface of the tool material. Loss of the coating aggravated the oxidation of the tool material. When the temperature rose to 1273 K, the coating of the tool material had completely fallen off, and the matrix of the tool material was fully oxidized. Gaps also appeared between the oxide granules for reasons similar to those described for the WC/Co tool material.
As shown in
Figure 5, the mass gain of the ceramic tool was not obvious at 973 K. The oxidation mass gain of the tool material increased slowly when the temperature rose to 1173 K.
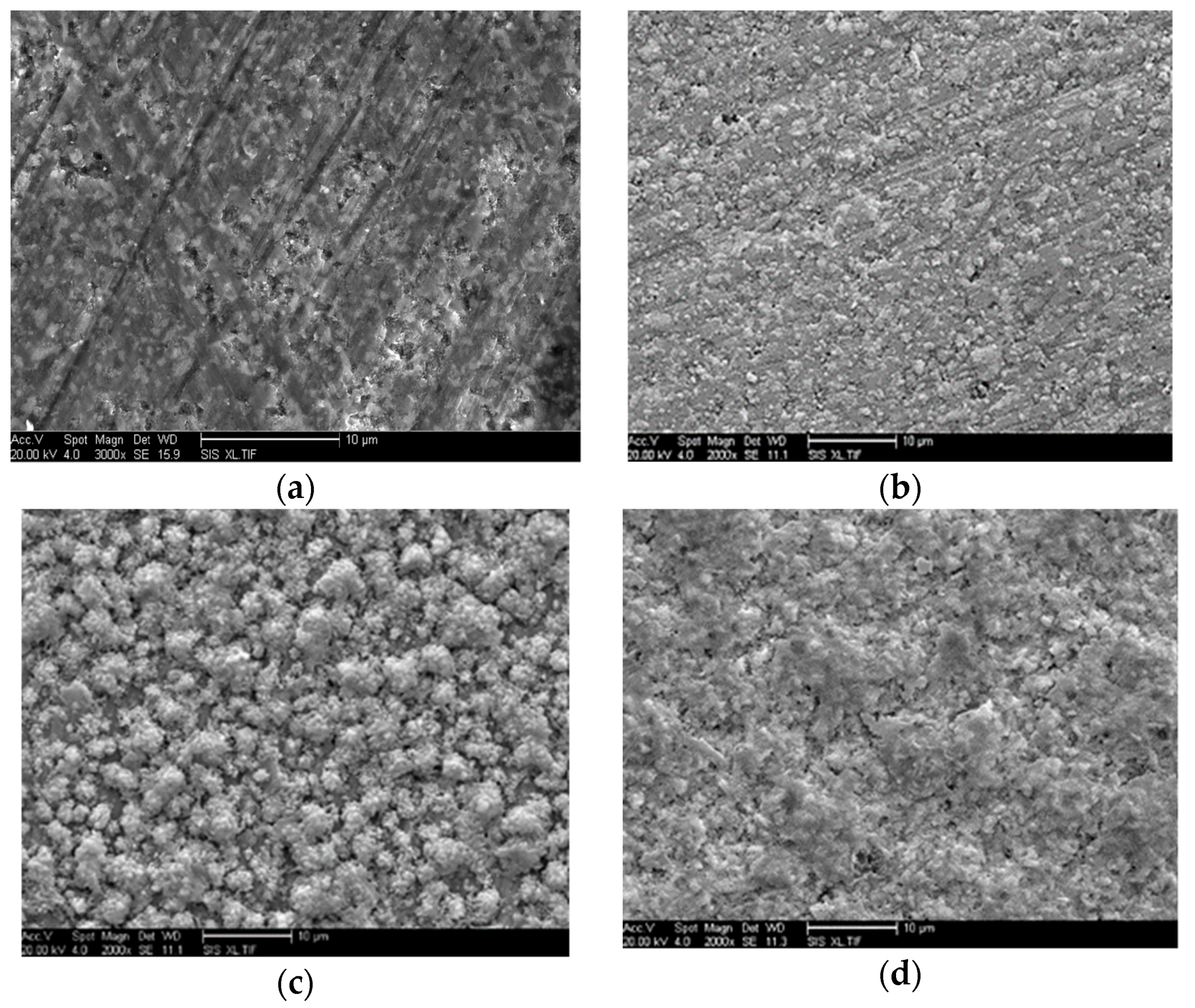
Figure 8a–d shows SEM images of the ceramic tool material at temperatures of room temperature, 973, 1173 K, and 1273 K, respectively.
Figure 4 shows that the oxidation product TiO
2 was observed at 1173 K, but part of the TiC was not oxidized. The TiC in the tool material completely oxidized to TiO
2 when the temperature was increased to 1273 K. As shown in
Figure 8, a large amount of oxidation product was found on the surface of the tool material at 973 K. Larger oxide particles appeared on the surface of the tool material at 1173 K. At 1273 K, the tool oxidation products continued to increase, and the surface was covered with oxidized particles.
The above analysis indicates that the different kinds of tool materials showed different degrees of oxidation at high temperatures. The ceramic tool material had the lowest degree of oxidation. The WC/Co tool material showed slight oxidation at 973 K and very intense oxidation at 1173 K. The coated carbide tool material showed an obvious oxide layer at 1173 K, and the coating started to chip. At 1273 K, the coating of the cutter was chipped over a large area. In conclusion, the ceramic tool material showed the strongest antioxidant properties, followed by the coated carbide and then WC/Co. Severe oxidation of tool materials will result in a rapid deterioration in material properties [
15].














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}