
Design and Study of Composite Film Preparation Platform
Abstract
:1. Introduction
2. Materials and Methods
2.1. Hardware Design
2.1.1. Overall Design
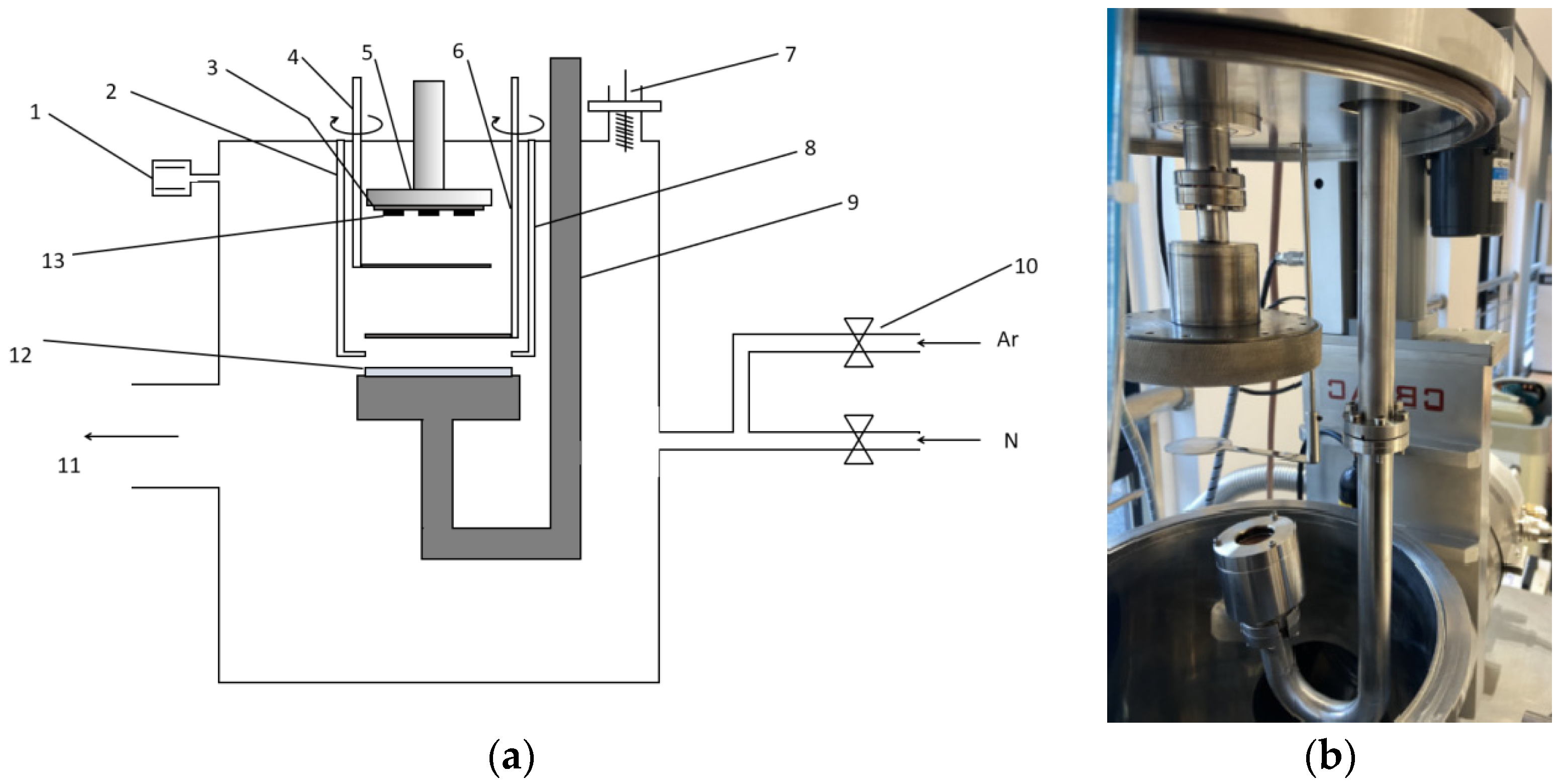
2.1.2. Magnetron Sputtering Module Design
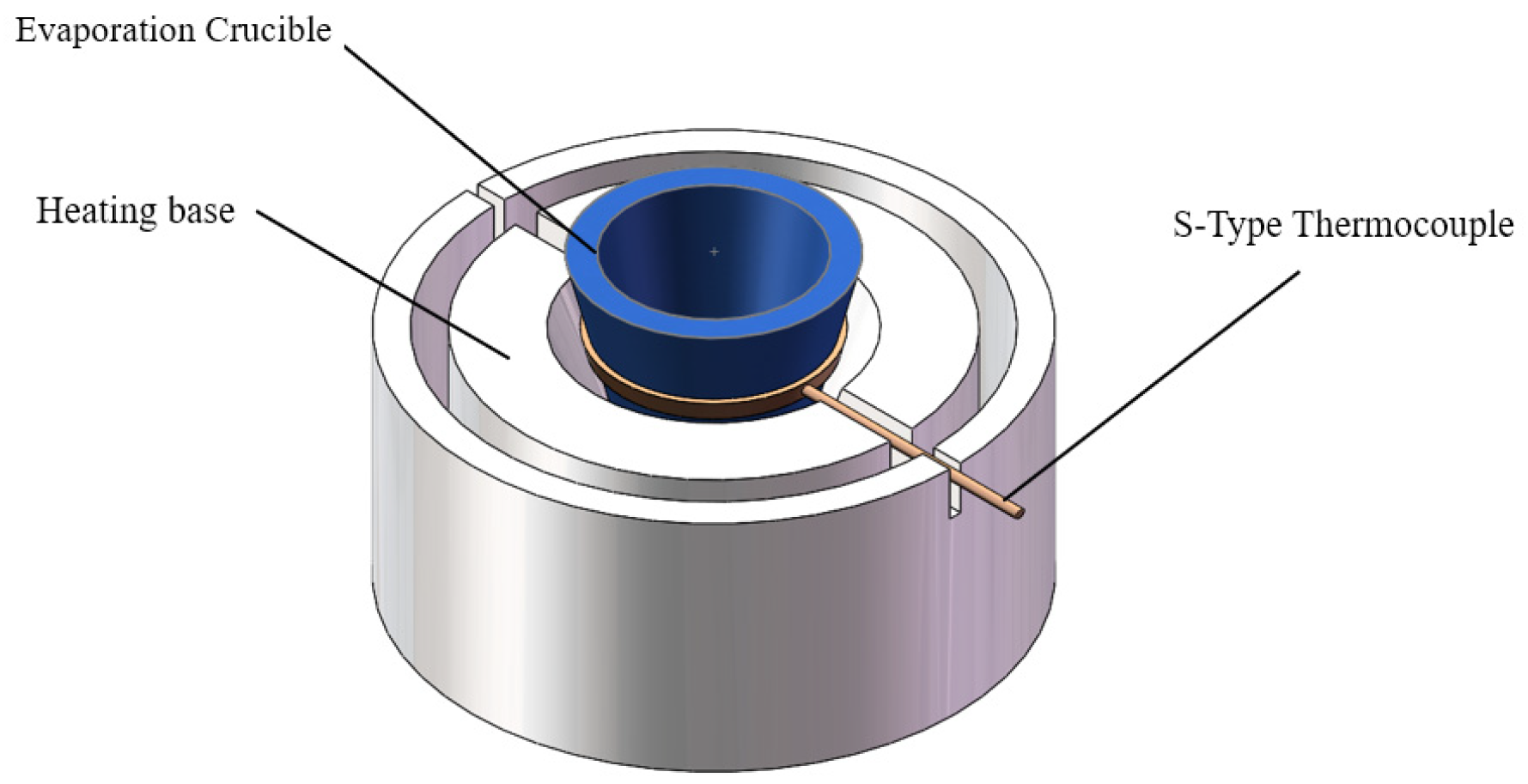
2.1.3. Evaporation System Module Design
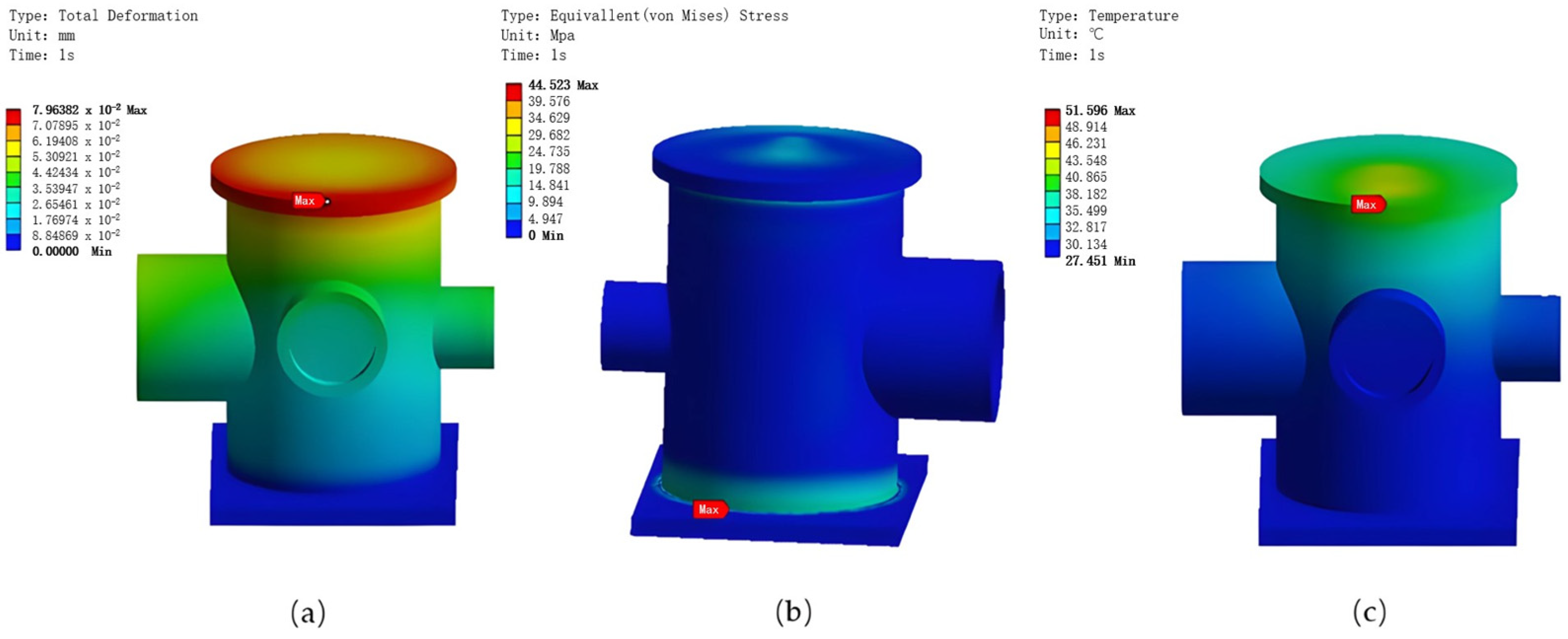
2.1.4. Vacuum System Module Design and Simulation
2.2. Research on Film Thickness Prediction Algorithm
2.2.1. Modeling of the Secondary Integration Learning Algorithm
2.2.2. Feature Selection and Data Segmentation
2.2.3. Model Training and Effectiveness Evaluation
3. Results
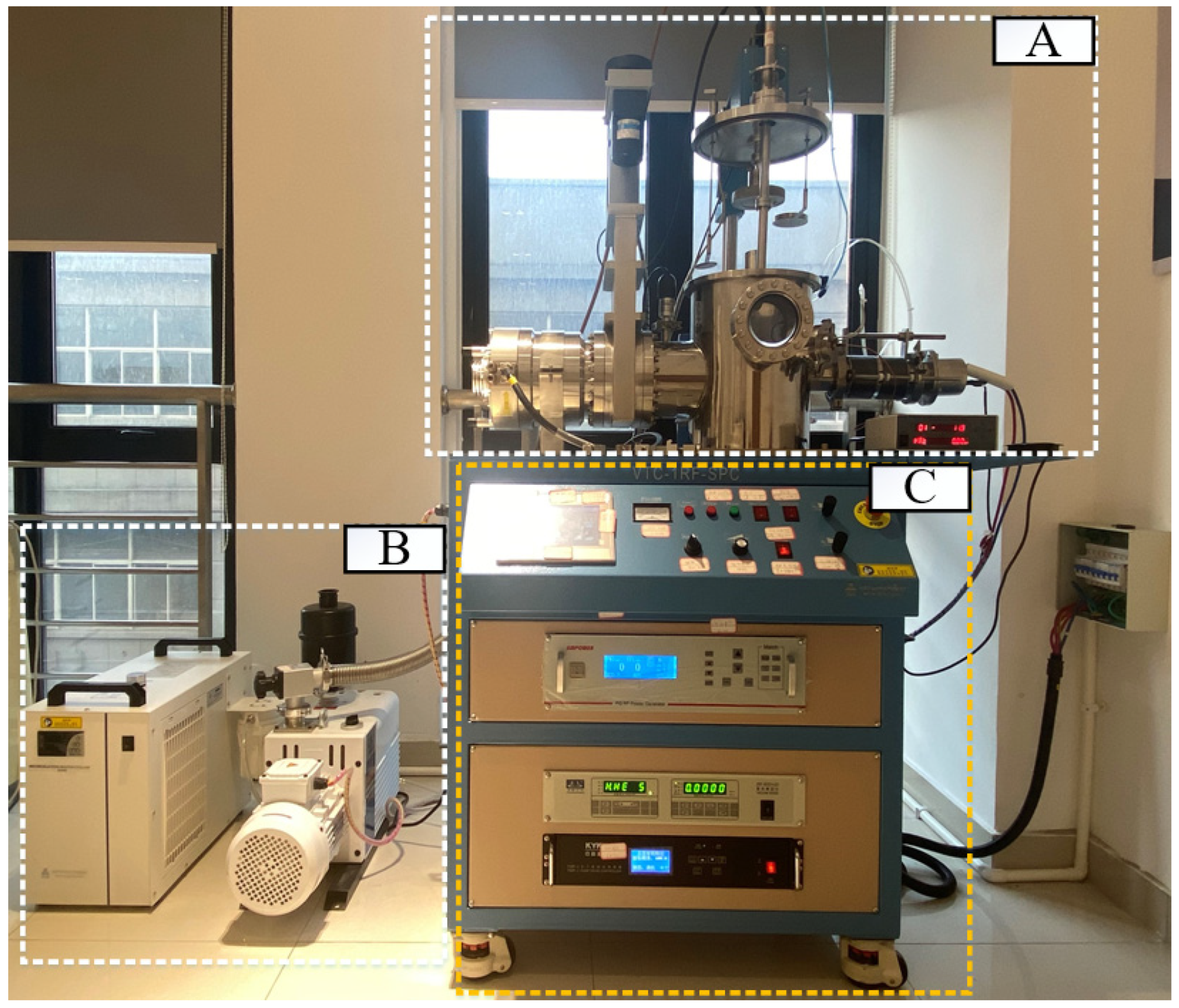
3.1. Platform Hardware Introduction
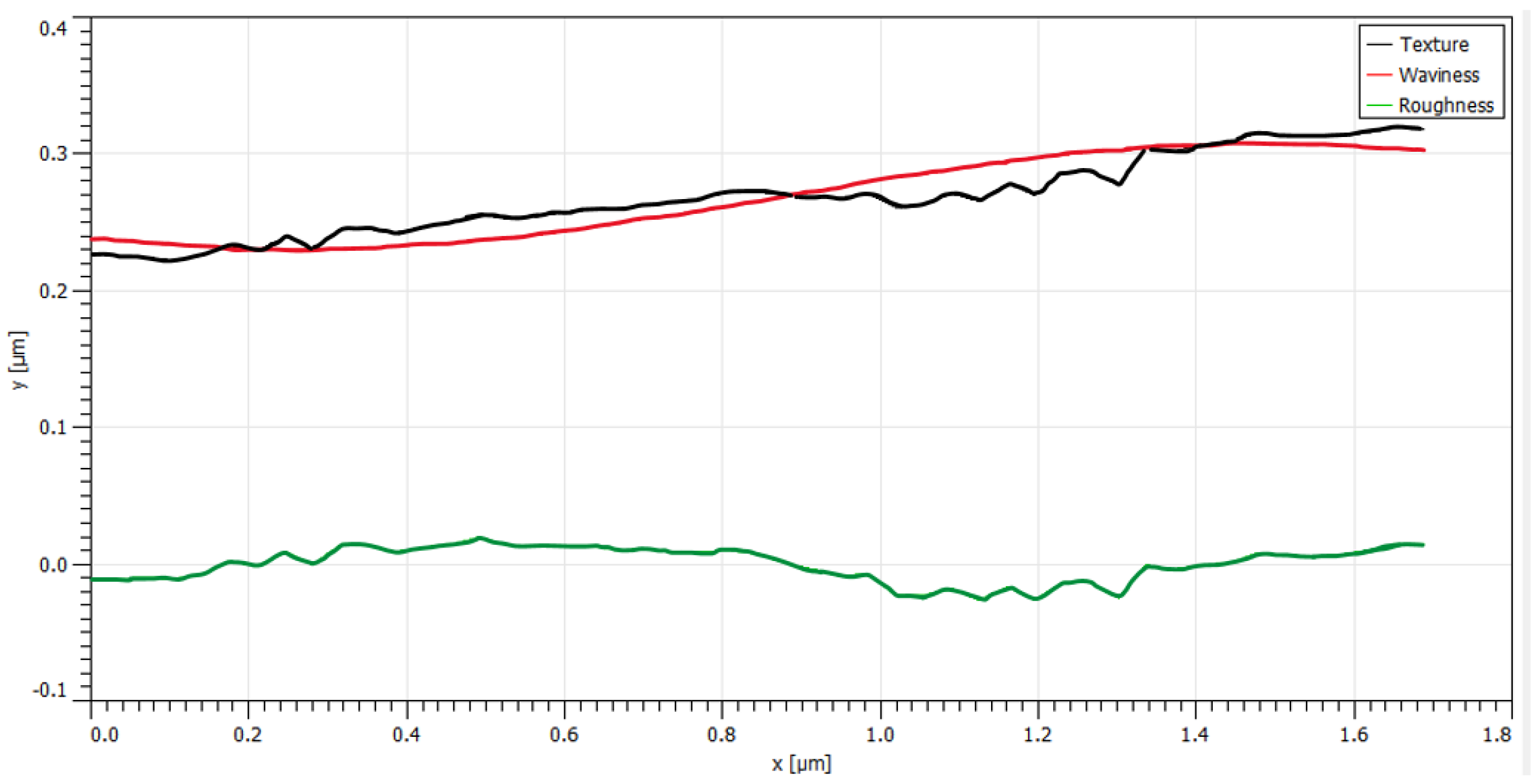
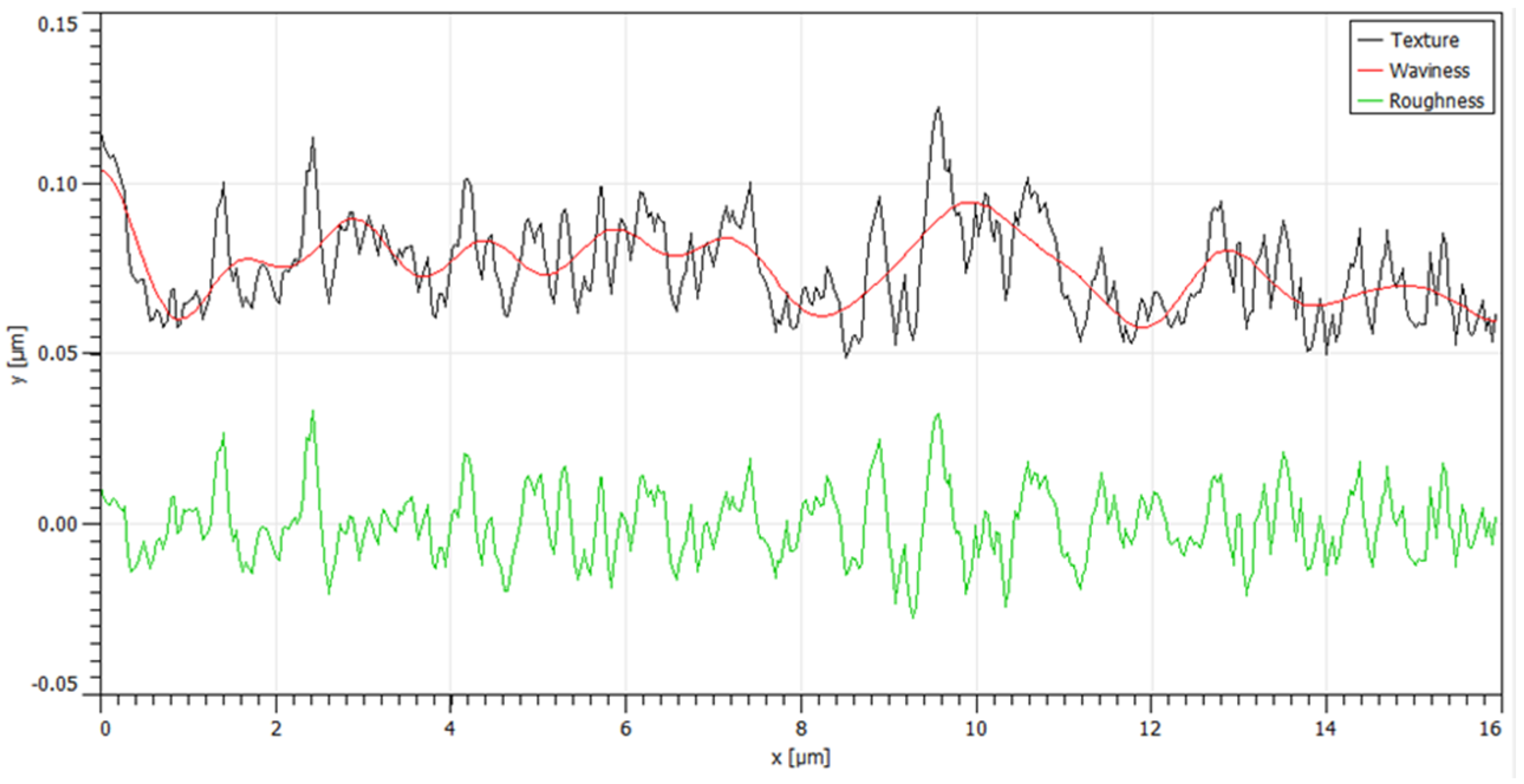
3.2. Surface Topography Inspection
3.3. Algorithm Model Validation
4. Discussion
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Abdelaziz, B.B.; Mustapha, N.; Bedja, I.M.; Aldaghri, O.; Idriss, H.; Ibrahem, M.; Ibnaouf, K.H. Spectral Behavior of a Conjugated Polymer MDMO-PPV Doped with ZnO Nanoparticles: Thin Films. Nanomaterials 2023, 13, 2405. [Google Scholar] [CrossRef]
- Behl, C.; Behlert, R.; Seiler, J.; Helke, C.; Shaporin, A.; Hiller, K. Characterization of Thin AlN/Ag/AlN-Reflector Stacks on Glass Substrates for MEMS Applications. Micro 2024, 4, 142–156. [Google Scholar] [CrossRef]
- Alanazi, T.I. Design and Device Numerical Analysis of Lead-Free Cs2AgBiBr6 Double Perovskite Solar Cell. Crystals 2023, 13, 267. [Google Scholar] [CrossRef]
- Ali, D.O.A.; Fabbiani, M.; Coulomb, L.; Bosc, S.; Villeroy, B.; Estournès, C.; Estournès, C.; Koza, M.M.; Beaudhuin, M.; Viennois, R. Reactive Spark Plasma Sintering and Thermoelectric Properties of Zintl Semiconducting Ca14Si19 Compound. Crystals 2023, 13, 262. [Google Scholar] [CrossRef]
- Gong, L.; Zhang, P.; Lou, Z.; Wei, Z.; Wu, Z.; Xu, J.; Chen, X.; Xu, W.; Wang, Y.; Gao, F. Effect of Bi3+ Doping on the Electronic Structure and Thermoelectric Properties of (Sr0.889−xLa0.111Bix)TiO2.963: First-Principles Calculations. Crystals 2023, 13, 178. [Google Scholar] [CrossRef]
- Brito, D.; Anacleto, P.; Pérez-Rodríguez, A.; Fonseca, J.; Santos, P.; Alves, M.; Cavalli, A.; Sharma, D.; Claro, M.S.; Nicoara, N.; et al. Antimony Selenide Solar Cells Fabricated by Hybrid Reactive Magnetron Sputtering. Nanomaterials 2023, 13, 2257. [Google Scholar] [CrossRef]
- Castillo, I.; Mishra, K.K.; Katiyar, R.S. Characterization of V2O3 Nanoscale Thin Films Prepared by DC Magnetron Sputtering Technique. Coatings 2022, 12, 649. [Google Scholar] [CrossRef]
- Ding, Y.; Wang, Y.; Chen, J.; Chen, W.; Hu, A.; Shu, Y.; Zhao, M. Substrate-Assisted Laser-Induced Breakdown Spectroscopy Combined with Variable Selection and Extreme Learning Machine for Quantitative Determination of Fenthion in Soybean Oil. Photonics 2024, 11, 129. [Google Scholar] [CrossRef]
- Stoddard, N.; Pimputkar, S. Progress in Ammonothermal Crystal Growth of Gallium Nitride from 2017–2023: Process, Defects and Devices. Crystals 2023, 13, 1004. [Google Scholar] [CrossRef]
- Zhou, F.; Zhao, Y.; Fu, F.; Liu, L.; Luo, Z. Thickness Nanoarchitectonics with Edge-Enhanced Raman, Polarization Raman, Optoelectronic Properties of GaS Nanosheets Devices. Crystals 2023, 13, 1506. [Google Scholar] [CrossRef]
- Estime, B.; Ren, D.; Sureshkumar, R. Tailored Fabrication of Plasmonic Film Light Filters for Enhanced Microalgal Growth and Biomass Composition. Nanomaterials 2023, 14, 44. [Google Scholar] [CrossRef] [PubMed]
- Hwang, S.; Han, Y.; Gardner, D.J. Characterization of CNC Nanoparticles Prepared via Ultrasonic-Assisted Spray Drying and Their Application in Composite Films. Nanomaterials 2023, 13, 2928. [Google Scholar] [CrossRef] [PubMed]
- Ji, S.; Zhu, J.; Yang, Y.; Zhang, H.; Zhang, Z.; Xia, Z.; Zhang, Z. Self-Attention-Augmented Generative Adversarial Networks for Data-Driven Modeling of Nanoscale Coating Manufacturing. Micromachines 2022, 13, 847. [Google Scholar] [CrossRef] [PubMed]
- Junrear, J.; Sakunasinha, P.; Chiangga, S. The Optimization of Metal Nitride Coupled Plasmon Waveguide Resonance Sensors Using a Genetic Algorithm for Sensing the Thickness and Refractive Index of Diamond-like Carbon Thin Films. Photonics 2022, 9, 332. [Google Scholar] [CrossRef]
- Kotlyar, V.; Nalimov, A.; Kovalev, A.; Stafeev, S. Optical Polarization Sensor Based on a Metalens. Sensors 2022, 22, 7870. [Google Scholar] [CrossRef] [PubMed]
- Ku, C.-A.; Yu, C.-Y.; Hung, C.-W.; Chung, C.-K. Advances in the Fabrication of Nanoporous Anodic Aluminum Oxide and Its Applications to Sensors: A Review. Nanomaterials 2023, 13, 2853. [Google Scholar] [CrossRef]
- Lee, M.; Kim, J.; Khine, M.T.; Kim, S.; Gandla, S. Facile Transfer of Spray-Coated Ultrathin AgNWs Composite onto the Skin for Electrophysiological Sensors. Nanomaterials 2023, 13, 2467. [Google Scholar] [CrossRef] [PubMed]
- Lin, Q.; Wang, Z.; Meng, Q.; Mao, Q.; Xian, D.; Tian, B. A Co-Sputtering Process Optimization for the Preparation of FeGaB Alloy Magnetostrictive Thin Films. Nanomaterials 2023, 13, 2948. [Google Scholar] [CrossRef]
- Ling, L.; Zhang, X.; Hu, X.; Fu, Y.; Yang, D.; Liang, E.; Chen, Y. Research on Spraying Quality Prediction Algorithm for Automated Robot Spraying Based on KHPO-ELM Neural Network. Machines 2024, 12, 100. [Google Scholar] [CrossRef]
- Loghin, F.; Rivadeneyra, A.; Becherer, M.; Lugli, P.; Bobinger, M. A Facile and Efficient Protocol for Preparing Residual-Free Single-Walled Carbon Nanotube Films for Stable Sensing Applications. Nanomaterials 2019, 9, 471. [Google Scholar] [CrossRef]
- Hashimoto, T.; Letts, E.R.; Key, D. Progress in Near-Equilibrium Ammonothermal (NEAT) Growth of GaN Substrates for GaN-on-GaN Semiconductor Devices. Crystals 2022, 12, 1085. [Google Scholar] [CrossRef]
- Heng, C.; Wang, X.; Zhao, C.; Wu, G.; Lv, Y.; Wu, H.; Zhao, M.; Finstad, T.G. Ultrathin Rare-Earth-Doped MoS2 Crystalline Films Prepared with Magnetron Sputtering and Ar + H2 Post-Annealing. Crystals 2023, 13, 308. [Google Scholar] [CrossRef]
- Luo, J.; Khattinejad, R.; Assari, A.; Tayyebi, M.; Hamawandi, B. Microstructure, Mechanical and Thermal Properties of Al/Cu/SiC Laminated Composites, Fabricated by the ARB and CARB Processes. Crystals 2023, 13, 354. [Google Scholar] [CrossRef]
- Manjunath, M.; Hausner, S.; Heine, A.; De Baets, P.; Fauconnier, D. Electrical Impedance Spectroscopy for Precise Film Thickness Assessment in Line Contacts. Lubricants 2024, 12, 51. [Google Scholar] [CrossRef]
- Martínez, C.; Arcos, C.; Briones, F.; Machado, I.; Sancy, M.; Bustamante, M. The Effect of Adding CeO2 Nanoparticles to Cu–Ni–Al Alloy for High Temperatures Applications. Nanomaterials 2024, 14, 143. [Google Scholar] [CrossRef] [PubMed]
- Michman, E.; Oded, M.; Shenhar, R. Dual Block Copolymer Morphologies in Ultrathin Films on Topographic Substrates: The Effect of Film Curvature. Polymers 2022, 14, 2377. [Google Scholar] [CrossRef] [PubMed]
- Park, H.H.; Fermin, D.J. Recent Developments in Atomic Layer Deposition of Functional Overlayers in Perovskite Solar Cells. Nanomaterials 2023, 13, 3112. [Google Scholar] [CrossRef] [PubMed]
- Redka, D.; Buttberg, M.; Franz, G. Chemical Vapor Deposition of Longitudinal Homogeneous Parylene Thin-Films inside Narrow Tubes. Processes 2022, 10, 1982. [Google Scholar] [CrossRef]
- Wang, J.; Pan, Y.; Zhao, M.; Ma, P.; Lv, S.; Huang, Y. Computational Fluid Dynamics Numerical Simulation on Flow Behavior of Molten Slag–Metal Mixture over a Spinning Cup. Processes 2024, 12, 372. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, H.; Li, Y.; Wang, H.; Lu, K. A Dynamic Permeability Model in Shale Matrix after Hydraulic Fracturing: Considering Mineral and Pore Size Distribution, Dynamic Gas Entrapment and Variation in Poromechanics. Processes 2024, 12, 117. [Google Scholar] [CrossRef]
- Zhou, W.-Y.; Chen, H.-F.; Tseng, X.-L.; Lo, H.-H.; Wang, P.J.; Jiang, M.-Y.; Fuh, Y.-K.; Li, T.T. Impact of Pulse Parameters of a DC Power Generator on the Microstructural and Mechanical Properties of Sputtered AlN Film with In-Situ OES Data Analysis. Materials 2023, 16, 3015. [Google Scholar] [CrossRef] [PubMed]
- Calabretta, M.; Sitta, A.; Oliveri, S.M.; Sequenzia, G. Warpage Behavior on Silicon Semiconductor Device: The Impact of Thick Copper Metallization. Appl. Sci. 2021, 11, 5140. [Google Scholar] [CrossRef]
- Grzywacz, H.; Jenczyk, P.; Milczarek, M.; Michałowski, M.; Jarząbek, D.M. Burger Model as the Best Option for Modeling of Viscoelastic Behavior of Resists for Nanoimprint Lithography. Materials 2021, 14, 6639. [Google Scholar] [CrossRef]
- Wang, Y.-F.; Yoshida, J.; Takeda, Y.; Yoshida, A.; Kaneko, T.; Sekine, T.; Kumaki, D.; Tokito, S. Printed Composite Film with Microporous/Micropyramid Hybrid Conductive Architecture for Multifunctional Flexible Force Sensors. Nanomaterials 2023, 14, 63. [Google Scholar] [CrossRef]
- Wu, R.; Hu, Y.; Li, P.; Peng, J.; Hu, J.; Yang, M.; Chen, D.; Guo, Y.; Zhang, Q.; Xie, X.; et al. Controlled Epitaxial Growth and Atomically Sharp Interface of Graphene/Ferromagnetic Heterostructure via Ambient Pressure Chemical Vapor Deposition. Nanomaterials 2021, 11, 3112. [Google Scholar] [CrossRef] [PubMed]
- Yazdani, S.; Phillips, J.; Mosey, A.; Bsaibes, T.; Decca, R.; Cheng, R. Study of the Long-Range Exchange Coupling in Nd-Fe-B/Ti/Fe Multilayered Structure. Crystals 2024, 14, 119. [Google Scholar] [CrossRef]
- Ying, M.; Liu, X.; Zhang, Y.; Zhang, C. Optimizing Load Capacity Predictions in Gas Foil Thrust Bearings: A Novel Full-Ramp Model. Lubricants 2024, 12, 76. [Google Scholar] [CrossRef]
- Zhu, C.; Jin, L.; Li, W.; Han, S.; Yan, J. The Prediction of Wear Depth Based on Machine Learning Algorithms. Lubricants 2024, 12, 34. [Google Scholar] [CrossRef]
- Zou, T.; Kang, L.; Zhang, D.; Li, J.; Zheng, Z.; Peng, X. Polyethylene Terephthalate Composite Films with Enhanced Flame Retardancy and Gas Barrier Properties via Self-Assembly Nanocoating. Nanomaterials 2023, 13, 2018. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dataset No. | Sputtering Air Pressure/Pa | Sputtering Current/mA | Sputtering Time/s | Film Thickness/nm |
|---|---|---|---|---|
| 1 * | 0.7 | 120 | 10 | 10.6 |
| 2 | 0.8 | 120 | 14 | 10.4 |
| 3 * | 1.4 | 120 | 30 | 16.0 |
| 4 * | 1.5 | 120 | 14 | 10.8 |
| 5 | 0.9 | 120 | 12 | 11.2 |
| 6 * | 0.8 | 120 | 20 | 11.5 |
| 7 * | 0.7 | 130 | 10 | 12.3 |
| 8 * | 0.8 | 130 | 14 | 11.9 |
| 9 * | 1.4 | 130 | 30 | 17.5 |
| 10 * | 1.5 | 130 | 14 | 13.3 |
| 11 | 0.8 | 110 | 20 | 10.5 |
| 12 * | 0.9 | 120 | 13 | 11.1 |
| 13 * | 0.8 | 120 | 18 | 10.8 |
| 14 * | 0.8 | 120 | 30 | 19.3 |
| 15 * | 0.9 | 120 | 35 | 25.4 |
| Dataset No. | Evaporation Amount/g | Resistance to Vaporization Current/A | Film Thickness/nm |
|---|---|---|---|
| 1 * | 0.2 | 30 | 0.2 |
| 2 * | 0.4 | 30 | 0.3 |
| 3 | 0.6 | 30 | 0.4 |
| 4 * | 0.8 | 30 | 0.6 |
| 5 * | 1.0 | 25 | 0.7 |
| 6 * | 1.0 | 30 | 0.7 |
| 7 * | 1.0 | 35 | 0.7 |
| 8 * | 1.0 | 40 | 0.8 |
| 9 | 1.2 | 30 | 0.8 |
| 10 * | 1.5 | 30 | 1.1 |
| Assessment of Indicators | LR | KNN | DT | RF | Bagging | Boosting |
|---|---|---|---|---|---|---|
| EV | 0.91 | 0.95 | 0.97 | 0.99 | 0.99 | 0.98 |
| MAE | 146.46 | 72.94 | 65.39 | 32.01 | 31.87 | 51.15 |
| MSE | 33,237.01 | 20,529.71 | 9951.06 | 3173.00 | 3035.97 | 8242.24 |
| MAPE | 59.44 | 12.22 | 12.86 | 6.42 | 7.01 | 9.98 |
| R2 | 0.91 | 0.94 | 0.97 | 0.99 | 0.99 | 0.98 |
| Assessment of Indicators | LR | KNN | DT | RF | Bagging | Boosting |
|---|---|---|---|---|---|---|
| EV | 1.00 | 0.87 | 0.98 | 0.98 | 1.00 | 1.00 |
| MAE | 0.01 | 0.08 | 0.04 | 0.04 | 0.01 | 0.01 |
| MSE | 0.00 | 0.01 | 0.00 | 0.00 | 0.00 | 0.00 |
| MAPE | 1.15 | 17.77 | 5.84 | 8.28 | 1.15 | 1.11 |
| R2 | 1.00 | 0.87 | 0.98 | 0.97 | 1.00 | 1.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Li, W.; Wu, G.; Chen, G.; Wu, J.; Zhang, N.; Gan, Y.; Zhang, D.; Chen, C. Design and Study of Composite Film Preparation Platform. Crystals 2024, 14, 389. https://doi.org/10.3390/cryst14050389
Li C, Li W, Wu G, Chen G, Wu J, Zhang N, Gan Y, Zhang D, Chen C. Design and Study of Composite Film Preparation Platform. Crystals. 2024; 14(5):389. https://doi.org/10.3390/cryst14050389
Chicago/Turabian StyleLi, Chao, Wenxin Li, Guangqin Wu, Guojin Chen, Junyi Wu, Niushan Zhang, Yusen Gan, Dongqi Zhang, and Chang Chen. 2024. "Design and Study of Composite Film Preparation Platform" Crystals 14, no. 5: 389. https://doi.org/10.3390/cryst14050389