
Ti6Al4V-0.72H on the Establishment of Flow Behavior and the Analysis of Hot Processing Maps
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Equipment and Materials
2.2. Microstructural Characterization
3. Results
3.1. Microstructure Evolution
3.2. Analysis of Deformation Behavior
4. Discussion
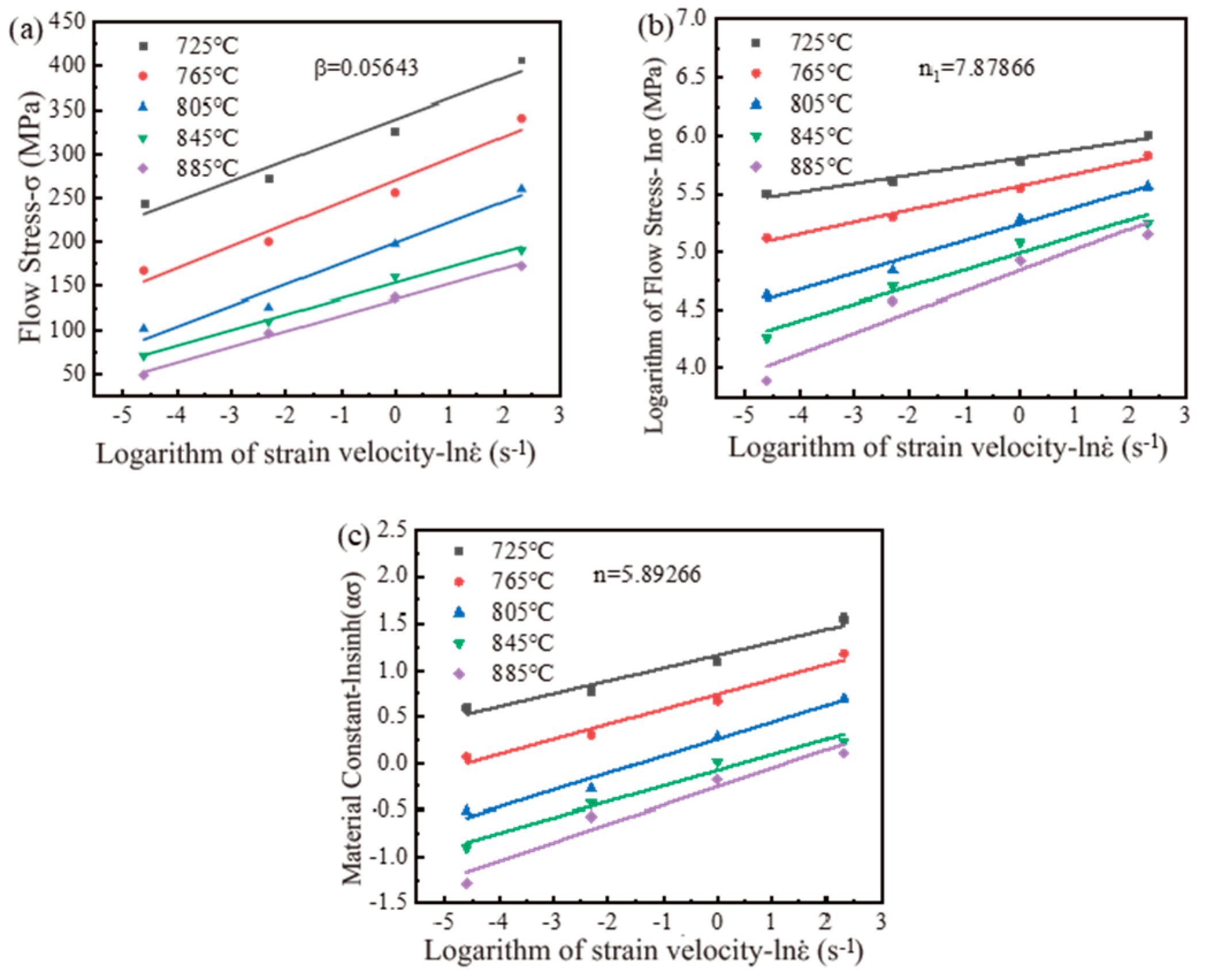
4.1. Z-Parameter Flow Model
4.2. Multiple Linear Regression Model for Phenomenology
4.3. The Hot Processing Map
5. Conclusions
- (1)
- A Q value of 684.74 KJ/mol at a hydrogen content of 0.72 wt% was obtained.
- (2)
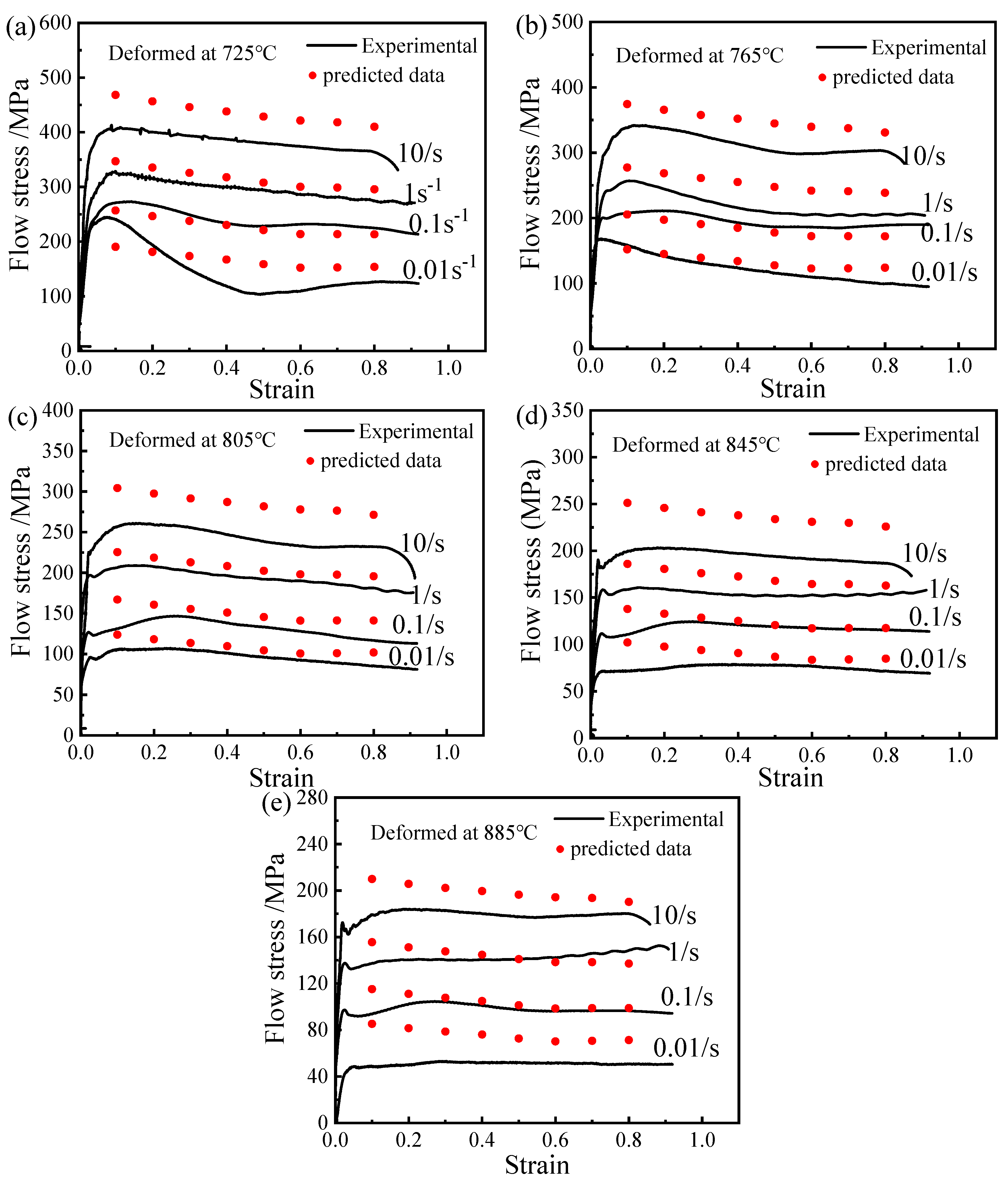
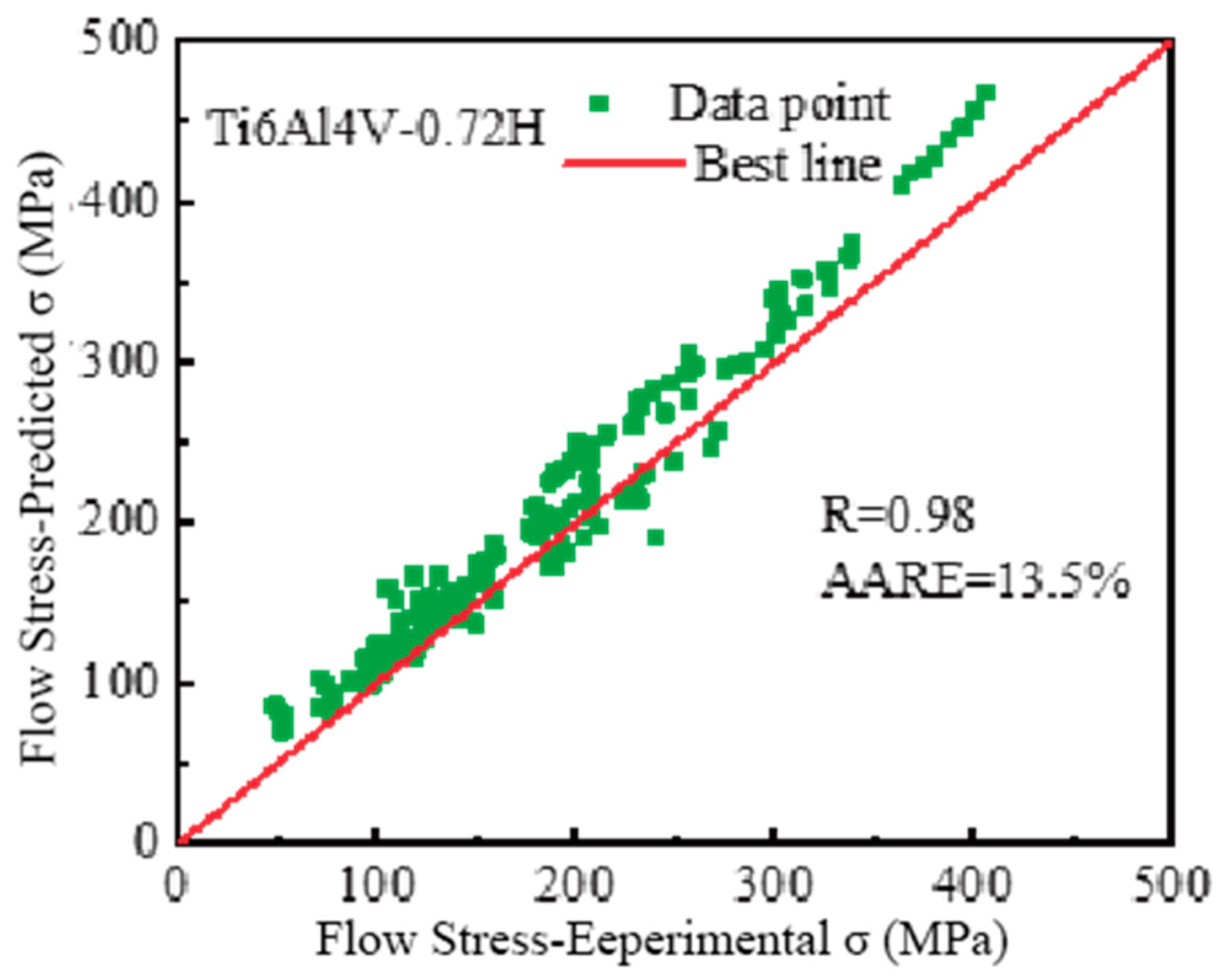
- A regression model incorporating strain was developed to capture the curvilinear relationship among deformation parameters (including flow stress, deformation temperature and strain). The multiple linear regression model proposed was carefully analyzed, revealing a strong and accurate correlation between the experimental and predicted values. The correlation coefficient was determined to be 0.98, with an error margin of only 13.5%, indicating a high level of precision and reliability in the model.
- (3)
- The hot processing maps were calculated and plotted based on the stress–strain curves obtained from high-temperature deformation. A comparison of the two hot processing maps revealed an increased size in the flow instability zone of the alloy when the hydrogen content was 0.72 wt%. Finally, the optimal processing temperature range for Ti6Al4V was determined to be 940–980 °C, with a strain rate of 0.01–0.1 s−1, while for Ti6Al4V-0.72H, the recommended processing temperature range was 725–760 °C, with a strain rate of 0.01–1.5 s−1. This study will establish the theoretical foundation and optimize the processing parameters for thermal treatment of additively manufactured titanium and generation of titanium alloys.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Schauerte, O. Titanium in automotive production. Adv. Eng. Mater. 2003, 5, 411–418. [Google Scholar] [CrossRef]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Schutz, R.W.; Baxter, C.F.; Boster, P.L.; Fores, F.H. Applying titanium alloys in drilling and offshore production systems. JOM 2001, 53, 33–35. [Google Scholar] [CrossRef]
- Sehgal, A.K.; Juneja, C.; Singh, J.; Kalsi, S. Comparative analysis and review of materials properties used in aerospace Industries: An overview. Mater Today Proc. 2022, 48, 1609–1613. [Google Scholar] [CrossRef]
- Cui, C.; Hu, B.; Zhao, L.; Liu, S. Titanium alloy production technology, market prospects and industry development. Mater. Des. 2011, 32, 1684–1691. [Google Scholar] [CrossRef]
- Uhlmann, E.; Kersting, R.; Klein, T.B.; Cruz, M.F.; Borille, A.V. Additive manufacturing of titanium alloy for aircraft components. Procedia CIRP 2015, 35, 55. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Fayazfar, H.; Salarian, M.; Rogalsky, A.; Sarker, D.; Russo, P.; Paserin, V.; Toyserkani, E. A critical review of powder-based additive manufacturing of ferrous alloys: Process parameters, microstructure and mechanical properties. Mater. Des. 2018, 144, 98–128. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.D.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Gorunov, A.I. Additive manufacturing of Ti6Al4V parts using ultrasonic assisted direct energy deposition. J. Manuf. Process. 2020, 59, 545–556. [Google Scholar] [CrossRef]
- Meng, L.X.; Yang, H.J.; Ben, D.D.; Ji, H.B.; Lian, D.L.; Ren, D.C.; Li, Y.; Bai, T.S.; Cai, Y.S.; Chen, J.; et al. Effects of defects and microstructures on tensile properties of selective laser melted Ti6Al4V alloys fabricated in the optimal process zone. Mater. Sci. Eng. A 2022, 830, 142294. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H. Effects of heat accumulation on microstructure and mechanical properties of Ti6Al4V alloy deposited by wire arc additive manufacturing. Addit. Manuf. 2018, 23, 151–160. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Coules, H.E.; Fairman, J.; Martina, F.; Kashoob, T.; Mamash, H.; Cozzolino, L.D. Microstructure and residual stress improvement in wire and arc additively manufactured parts through high-pressure rolling. J. Mater. Process. Technol. 2013, 213, 1782–1791. [Google Scholar] [CrossRef]
- Kobryn, P.A.; Moore, E.H.; Semiatin, S.L. The effect of laser power and traverse speed on microstructure, porosity, and build height in laser-deposited Ti-6Al-4V. Scr. Mater. 2000, 43, 299–305. [Google Scholar] [CrossRef]
- Kooi, B.J.; Pei, Y.T.; De Hosson JT, M. The evolution of microstructure in a laser clad TiB–Ti composite coating. Acta Mater. 2003, 51, 831–845. [Google Scholar] [CrossRef]
- Pouzet, S.; Peyre, P.; Gorny, C.; Castelnau, O.; Baudin, T.; Brisset, F.; Colin, C.; Gadaud, P. Additive layer manufacturing of titanium matrix composites using the direct metal deposition laser process. Mater. Sci. Eng. A 2016, 677, 171–181. [Google Scholar] [CrossRef]
- Gu, D.; Wang, Z.; Shen, Y.; Li, Q.; Li, Y. In-situ TiC particle reinforced Ti–Al matrix composites: Powder preparation by mechanical alloying and selective laser melting behavior. Appl. Surf. Sci. 2009, 255, 9230–9240. [Google Scholar] [CrossRef]
- Qin, L.; Wang, W.; Yang, G.; Bian, H. Development of an ultrasonic vibration system for laser deposition molding. Manuf. Technol. Mach. Tool 2013, 50–54. [Google Scholar]
- Qi, Y. Study on Strengthening Technology of Nickel-Based High-Temperature Alloy by Laser Rapid Prototyping Based on Ultrasonic Shock. Master’s Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2014. [Google Scholar]
- Martina, F.; Colegrove, P.A.; Williams, S.W.; Meyer, J. Microstructure of interpass rolled wire+ arc additive manufacturing Ti-6Al-4V components. Metall. Mater. Trans. A 2015, 46, 6103–6118. [Google Scholar] [CrossRef]
- Han, X. First-Principles Calculations and Molecular Dynamics Simulations of the Role of Hydrogen in Titanium Crystals. Ph.D. Thesis, Harbin Institute of Technology, Harbin, China, 2010. [Google Scholar]
- Bao, C. Study on the Room Temperature Modification Mechanism of Ti6Al4V Alloy with Hydrogen Placement. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2008. [Google Scholar]
- Doğu, M.N.; Esen, Z.; Davut, K.; Tan, E.; Gümüş, B.; Dericioglu, A.F. Microstructural and texture evolution during thermo-hydrogen processing of Ti6Al4V alloys produced by electron beam melting. Mater. Charact. 2020, 168, 110549. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, Z.; Xiao, S.; Chen, Y. Effect of hydrogenation on microstructure evolution, mechanical and electrochemical properties of pure titanium. J. Alloys Compd. 2019, 781, 1139–1149. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, S.Q. Hydrogenation characteristics of Ti-6Al-4V cast alloy and its microstructural modification by hydrogen treatment. Int. J. Hydrogen Energy 1997, 22, 161–168. [Google Scholar] [CrossRef]
- Kai, X.; Chen, C.; Sun, X.; Wang, C.; Zhao, Y. Hot deformation behavior and optimization of processing parameters of a typical high-strength Al–Mg–Si alloy. Mater. Des. 2016, 90, 1151–1158. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.C.; Frazier, W.G.; Prasad, Y.V.R.K. Hot working of commercial Ti–6Al–4V with an equiaxed α–β microstructure: Materials modeling considerations. Mater. Sci. Eng. A 2000, 284, 184–194. [Google Scholar] [CrossRef]
- Li, M.; Bo, C.; Zhang, Z.; Zhao, J.; Xu, D.; Wang, Y. High-temperature thermal deformation behavior of TC2 titanium alloy. Chin. J. Mater. Res. 2021, 34, 892–904. [Google Scholar]
- Lin, Y.C.; Chen, X.M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Des. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Souza, P.M.; Beladi, H.; Singh, R.; Rolfe, B.; Hodgson, P.D. Constitutive analysis of hot deformation behavior of a Ti6Al4V alloy using physical based model. Mater. Sci. Eng. A 2015, 648, 265–273. [Google Scholar] [CrossRef]
- Zeng, Z.; Jonsson, S.; Zhang, Y. Constitutive equations for pure titanium at elevated temperatures. Mater. Sci. Eng. A 2008, 505, 116–119. [Google Scholar] [CrossRef]
- Peng, W.; Zeng, W.; Wang, Q.; Yu, H. Comparative study on constitutive relationship of as-cast Ti60 titanium alloy during hot deformation based on Arrhenius-type and artificial neural network models. Mater. Des. 2013, 51, 95–104. [Google Scholar] [CrossRef]
- Mosleh, A.; Mikhaylovskaya, A.; Kotov, A.; Pourcelot, T.; Aksenov, S.; Kwame, J.; Portnoy, V. Modelling of the Superplastic Deformation of the Near-α Titanium Alloy (Ti-2.5Al-1.8Mn) Using Arrhenius-Type Constitutive Model and Artificial Neural Network. Metals 2017, 7, 568. [Google Scholar] [CrossRef]
- Bodunrin, M.O. Flow stress prediction using hyperbolic-sine Arrhenius constants optimised by simple generalised reduced gradient refinement. J. Mater. Res. Technol. 2020, 9, 2376–2386. [Google Scholar] [CrossRef]
- Zhang, C.; Li, X.Q.; Li, D.S.; Jin, C.H.; Xiao, J.J. Modelization and comparison of Norton-Hoff and Arrhenius constitutive laws to predict hot tensile behavior of Ti–6Al–4V alloy. Trans. Nonferrous Met. Soc. China 2012, 22, s457–s464. [Google Scholar] [CrossRef]
- Qi, F.; Yao, J.; Dai, G.; Chen, X.; Guo, Y.; Sun, Z.; Wang, Y.; Liu, H. Effect of hydrogen on the microstructure and mechanical properties of high temperature deformation of Ti6Al4V additive manufactured. Int. J. Hydrogen Energy 2023, 48, 15292–15302. [Google Scholar] [CrossRef]
- Satheesh Kumar, S.S.; Raghu, T.; Bhattacharjee, P.P.; Appa Rao, G.; Borah, U. Constitutive modeling for predicting peak stress characteristics during hot deformation of hot isostatically processed nickel-base superalloy. J. Mater. Sci. 2015, 50, 6444–6456. [Google Scholar] [CrossRef]
- Zong, Y.; Liang, Y.; Yin, Z.W. Effects of hydrogen addition on the high temperature deformation behavior of TC21 titanium alloy. Int. J. Hydrogen Energy 2012, 37, 13631–13637. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, S.; Qi, G.; Wang, F.; Li, Y. The intrinsic equation of thermal deformation of AZ31 magnesium alloy. Chin. J. Nonferrous Met. 2008, 18, 1977–1982. [Google Scholar]
- Mirzadeh, H.; Najafizadeh, A.; Moazeny, M. Flow curve analysis of 17-4 PH stainless steel under hot compression test. Metall. Mater. Trans. A 2009, 40, 2950–2958. [Google Scholar] [CrossRef]
- Roostaei, M.; Parsa, M.H.; Mahmudi, R.; Mirzadeh, H. Hot compression behavior of GZ31 magnesium alloy. J. Alloys Compd. 2015, 631, 1–6. [Google Scholar] [CrossRef]
- Peng, X.; Guo, H.; Shi, Z.; Qin, C.; Zhao, Z. Constitutive equations for high temperature flow stress of TC4-DT alloy incorporating strain, strain rate and temperature. Mater. Des. 2013, 50, 198–206. [Google Scholar] [CrossRef]
- Sajadi, S.A.; Toroghinejad, M.R.; Rezaeian, A.; Ebrahimi, G.R. A study of hot compression behavior of an as-cast FeCrCuNi2Mn2 high-entropy alloy. J. Alloys Compd. 2022, 896, 162732. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Models | References | Specificities |
|---|---|---|
| Mechanistic models | [33] | This model does not call for detailed understanding of the physical phenomena, and the constitutive relationship between the flow stress and process variables can be determined by the regression analysis. |
| Phenomenology models | [34,35] | This model takes into account the thermal deformation mechanism of metal in the deformation process, which includes work hardening due to dislocation and dislocation interactions, and dynamic softening ascribed to thermal activation. |
| Artificial neural network models | [36] | This model is best suited to solving problems, which are most difficult to solve using traditional computational methods. |
| Ti | C | Fe | Al | O | H | N | Si | V | |
|---|---|---|---|---|---|---|---|---|---|
| Ti6Al4V | Bal. | 0.06 | 0.15 | 6.02 | 0.16 | 0.009 | 0.03 | 0.04 | 4 |
| Ti6Al4V-0.72H | Bal. | 0.05 | 0.21 | 6.13 | 0.3 | 0.722 | 0.04 | 0.04 | 4 |
| Hydrogen Contents (wt%) | Deformation Temperature (°C) | Strain (s−1) | Deformation Quantity (%) |
|---|---|---|---|
| 0H | 820, 860, 900, 940, 980 | 0.01, 0.1, 1, 10 | 60 |
| 0.72H | 725, 765, 805, 845, 885 | 0.01, 0.1, 1, 10 | 60 |
| Temperature (°C) | Strain Rates (s−1) | Peak Stresses (MPa) |
|---|---|---|
| 725 | 0.01 | 244 |
| 0.1 | 273 | |
| 1 | 326 | |
| 10 | 406 | |
| 765 | 0.01 | 167 |
| 0.1 | 200 | |
| 1 | 256 | |
| 10 | 341 | |
| 805 | 0.01 | 102 |
| 0.1 | 126 | |
| 1 | 197 | |
| 10 | 260 | |
| 845 | 0.01 | 71 |
| 0.1 | 110 | |
| 1 | 160 | |
| 10 | 190 | |
| 885 | 0.01 | 49 |
| 0.1 | 97 | |
| 1 | 137 | |
| 10 | 172 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, J.-H.; Gu, H.; Zhang, J.; Jiang, J.; Wu, G.-Q.; Sun, Z.-G. Ti6Al4V-0.72H on the Establishment of Flow Behavior and the Analysis of Hot Processing Maps. Crystals 2024, 14, 345. https://doi.org/10.3390/cryst14040345
Sun J-H, Gu H, Zhang J, Jiang J, Wu G-Q, Sun Z-G. Ti6Al4V-0.72H on the Establishment of Flow Behavior and the Analysis of Hot Processing Maps. Crystals. 2024; 14(4):345. https://doi.org/10.3390/cryst14040345
Chicago/Turabian StyleSun, Jian-Hua, Hai Gu, Jie Zhang, Jie Jiang, Guo-Qing Wu, and Zhong-Gang Sun. 2024. "Ti6Al4V-0.72H on the Establishment of Flow Behavior and the Analysis of Hot Processing Maps" Crystals 14, no. 4: 345. https://doi.org/10.3390/cryst14040345