
Enhanced Strength–Ductility Synergy of Mg-Al-Sn-Ca Alloy via Composite Asymmetric Extrusion

Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Mechanical Properties
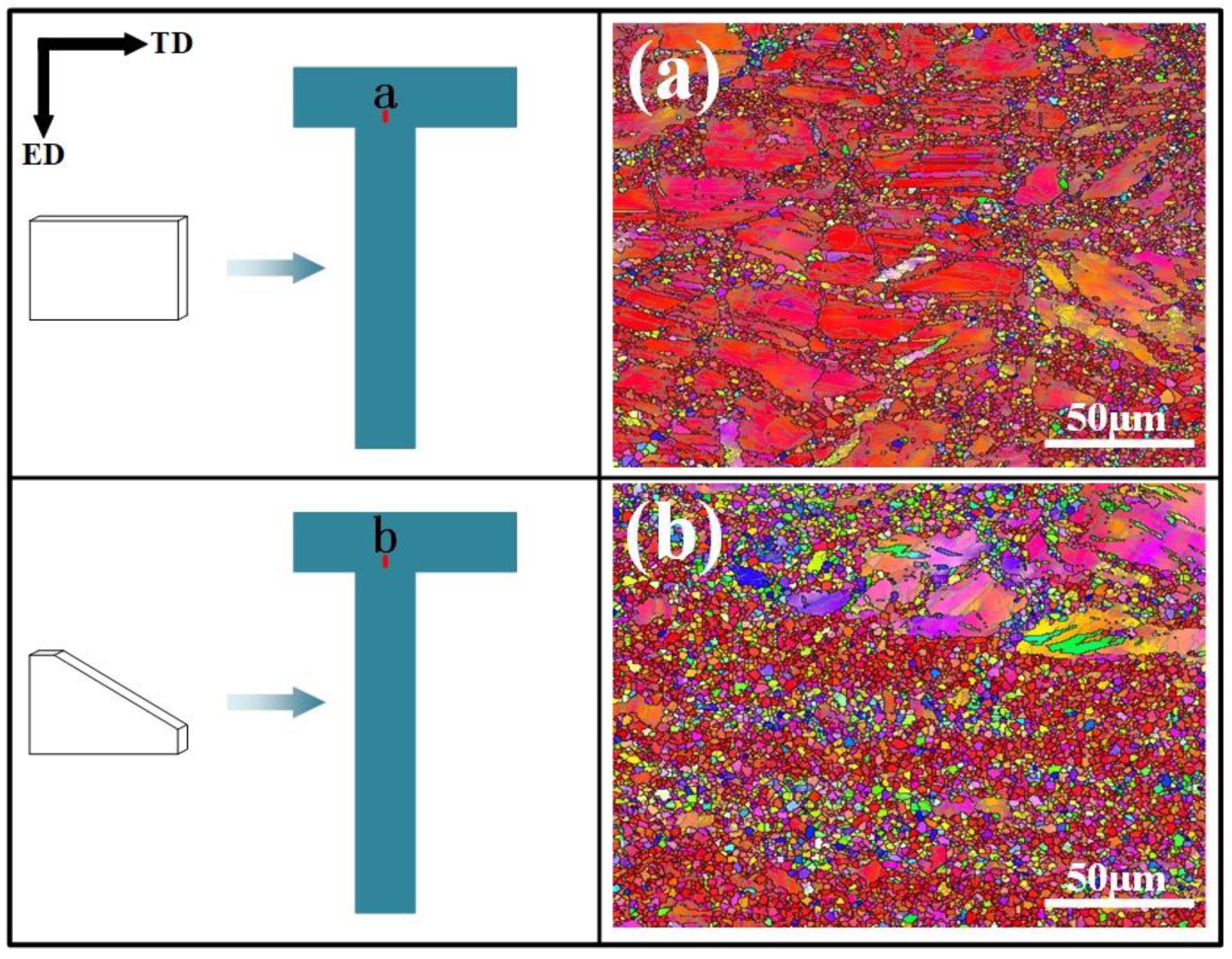
3.2. Microstructures and Textures
4. Discussion
4.1. Microstructure Analysis
4.2. Analysis of Mechanical Properties
5. Conclusions
- The utilization of an asymmetric billet in the CAE process induces greater plastic deformation compared to the AE process. This increased plastic deformation enhances the cumulative strain and promotes nucleation, resulting in a higher nucleation rate in CAE sheets.
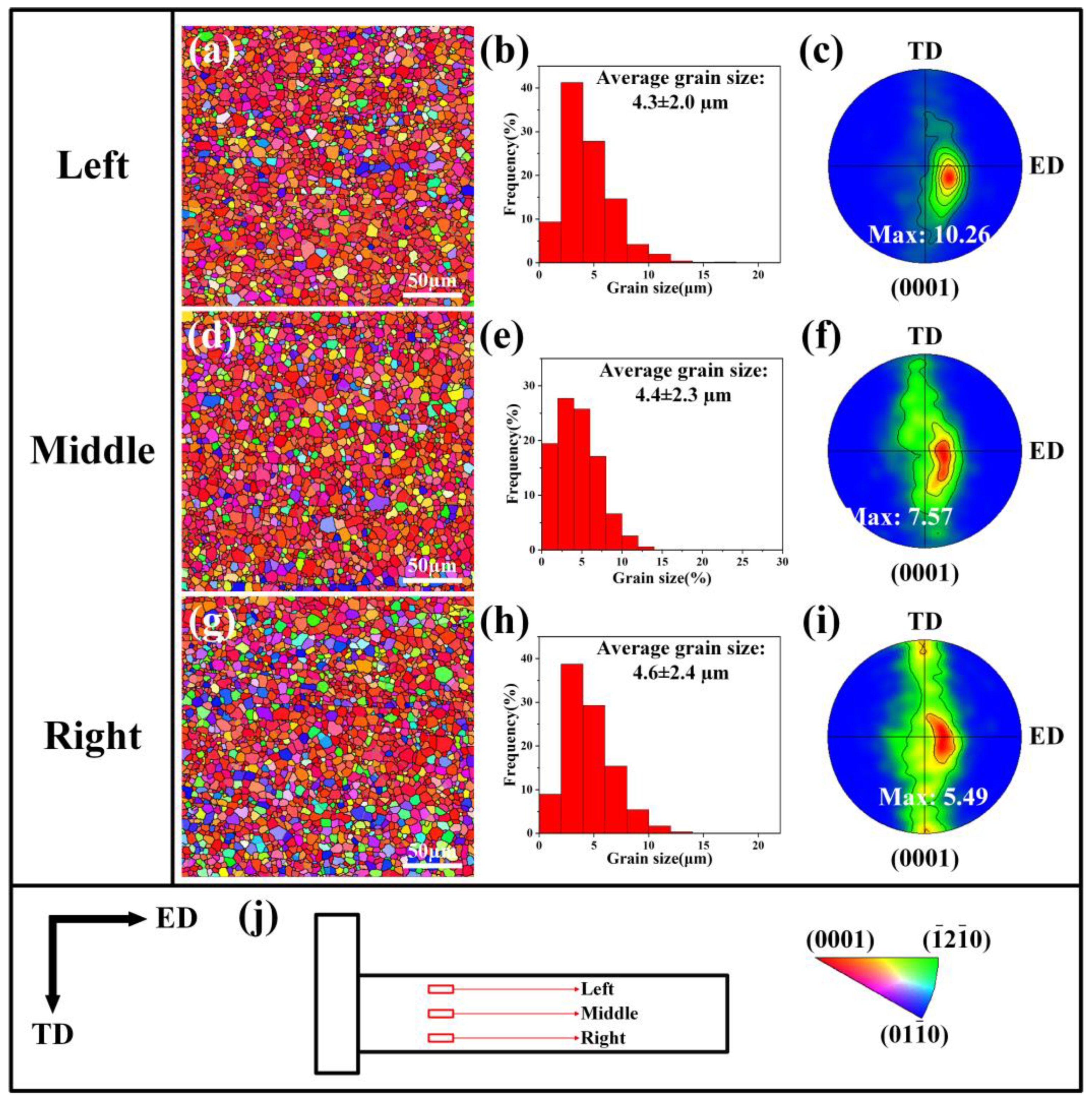
- The CAE sheets exhibited a weakened texture compared to the AE sheets, and the maximum texture intensity was 7.57 mrd. This suggests that the CAE process alters the texture evolution during extrusion.
- The mechanical properties of the CAE sheets exhibited simultaneous improvements in strength and ductility. These sheets demonstrated excellent mechanical characteristics (YS: 253 ± 4 MPa and EL: 20 ± 2%). The elevated YS was primarily ascribed to the reinforcement mechanisms of grain boundary strengthening and precipitation strengthening. Meanwhile, the good ductility owes largely to the uniform microstructure, weak tilted texture, and random distribution of the nanoscale CaMgSn phases.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, Y.; Xiong, X.; Chen, J.; Peng, X.; Chen, D.; Pan, F. Research advances of magnesium and magnesium alloys worldwide in 2022. J. Magnes. Alloys 2023, 11, 2611–2654. [Google Scholar] [CrossRef]
- Song, J.; Chen, J.; Xiong, X.; Peng, X.; Chen, D.; Pan, F. Research advances of magnesium and magnesium alloys worldwide in 2021. J. Magnes. Alloys 2022, 10, 863–898. [Google Scholar] [CrossRef]
- Gao, M.; Etim, I.P.; Yang, K.; Tan, L.; Ma, Z. Enhancing mechanical property and corrosion resistance of Mg–Zn-Nd alloy wire by a combination of SPD techniques, extrusion and hot drawing. Mater. Sci. Eng. A 2022, 829, 142058. [Google Scholar] [CrossRef]
- Cheng, Y.Q.; Chen, Z.H.; Xia, W.J.; Zhou, T. Improvement of Drawability at Room Temperature in AZ31 Magnesium Alloy Sheets Processed by Equal Channel Angular Rolling. J. Mater. Eng. Perform. 2008, 17, 15–19. [Google Scholar] [CrossRef]
- Li, Z.-G.; Miao, Y.; Jia, H.-L.; Zheng, R.; Wang, M.-H.; Wang, H.-Y. Designing a low-alloyed Mg–Al–Sn–Ca alloy with high strength and extraordinary formability by regulating fine grains and unique texture. Mater. Sci. Eng. A 2022, 852, 143687. [Google Scholar] [CrossRef]
- Nakata, T.; Xu, C.; Matsumoto, Y.; Shimizu, K.; Sasaki, T.T.; Hono, K.; Kamado, S. Optimization of Mn content for high strengths in high-speed extruded Mg-0.3Al-0.3Ca (wt%) dilute alloy. Mater. Sci. Eng. A 2016, 673, 443–449. [Google Scholar] [CrossRef]
- Li, M.-Y.; Guan, Z.-P.; Liu, L.-P.; Jia, H.-J.; Li, Z.-G.; Wang, M.-H.; Ma, P.-K.; Song, J.-W. Investigation of enhanced strength anisotropy in an extruded Mg–Al–Ca–Mn alloy at cryogenic temperature. Mater. Sci. Eng. A 2024, 890, 145940. [Google Scholar] [CrossRef]
- Kabir, A.S.H.; Sanjari, M.; Su, J.; Jung, I.-H.; Yue, S. Effect of strain-induced precipitation on dynamic recrystallization in Mg–Al–Sn alloys. Mater. Sci. Eng. A 2014, 616, 252–259. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Elsayed, F.R.; Nakata, T.; Ohkubo, T.; Kamado, S.; Hono, K. Strong and ductile heat-treatable Mg–Sn–Zn–Al wrought alloys. Acta Mater. 2015, 99, 176–186. [Google Scholar] [CrossRef]
- Zhu, G.; Wang, L.; Zhou, H.; Wang, J.; Shen, Y.; Tu, P.; Zhu, H.; Liu, W.; Jin, P.; Zeng, X. Improving ductility of a Mg alloy via non-basal slip induced by Ca addition. Int. J. Plast. 2019, 120, 164–179. [Google Scholar] [CrossRef]
- Pan, H.; Kang, R.; Li, J.; Xie, H.; Zeng, Z.; Huang, Q.; Yang, C.; Ren, Y.; Qin, G. Mechanistic investigation of a low-alloy Mg–Ca-based extrusion alloy with high strength–ductility synergy. Acta Mater. 2020, 186, 278–290. [Google Scholar] [CrossRef]
- Zha, M.; Liang, J.-W.; Xing, H.; Xu, H.; Jiang, B.; Wang, C.; Jia, H.-L.; Wang, H.-Y. Spheroiding and refining of coarse CaMgSn phase in Mg–Al–Sn–Ca alloys for simultaneously improved strength and ductility via sub-rapid solidification and controlled rolling. Mater. Sci. Eng. A 2022, 834, 142598. [Google Scholar] [CrossRef]
- Fan, G.D.; Zheng, M.Y.; Hu, X.S.; Xu, C.; Wu, K.; Golovin, I.S. Improved mechanical property and internal friction of pure Mg processed by ECAP. Mater. Sci. Eng. A 2012, 556, 588–594. [Google Scholar] [CrossRef]
- Yoshimoto, S.; Miyahara, Y.; Horita, Z.; Kawamura, Y. Mechanical Properties and Microstructure of Mg-Zn-Y Alloys Processed by ECAE. Mater. Sci. Forum 2006, 503–504, 769–774. [Google Scholar] [CrossRef]
- Shi, Y.; Zheng, J.; Ji, J.; Zhang, H.; Zhang, Z.; Wang, Q.; Xue, Y. The improvement of grain refinement, texture modification and mechanical properties of pure Mg prepared by cyclic expansion extrusion with an asymmetric extrusion cavity. Mater. Res. Express 2021, 8, 046530. [Google Scholar] [CrossRef]
- Yang, Q.; Jiang, B.; Pan, H.; Song, B.; Jiang, Z.; Dai, J.; Wang, L.; Pan, F. Influence of different extrusion processes on mechanical properties of magnesium alloy. J. Magnes. Alloys 2014, 2, 220–224. [Google Scholar] [CrossRef]
- Pan, F.; Wang, Q.; Jiang, B.; He, J.; Chai, Y.; Xu, J. An effective approach called the composite extrusion to improve the mechanical properties of AZ31 magnesium alloy sheets. Mater. Sci. Eng. A 2016, 655, 339–345. [Google Scholar] [CrossRef]
- Wang, Q.; Jiang, B.; Tang, A.; Ma, S.; Jiang, Z.; Chai, Y.; Liu, B.; Pan, F. Ameliorating the mechanical properties of magnesium alloy: Role of texture. Mater. Sci. Eng.: A 2017, 689, 395–403. [Google Scholar] [CrossRef]
- He, J.; Jiang, B.; Xie, H.; Jiang, Z.; Liu, B.; Pan, F. Improved tension-compression performance of Mg-Al-Zn alloy processed by co-extrusion. Mater. Sci. Eng.: A 2016, 675, 76–81. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhang, Z.; Wang, M.; Li, Y.; Cai, J.; Li, Z. Microstructure and mechanical properties of Mg-Al-Sn-Ca alloy extruded by asymmetric severe shear extrusion with different asymmetric coefficients. J. Alloys Compd. 2023, 960, 170884. [Google Scholar] [CrossRef]
- Liu, L.; Wei, L.; Xiao, J.; Bai, S.; Jiang, B.; He, C.; Huang, G.; Zhang, D.; Pan, F. Improving mechanical properties of AZ31 alloy sheets via novel turned-bearing extrusion by introducing shear strain. J. Mater. Res. Technol. 2023, 24, 9915–9927. [Google Scholar] [CrossRef]
- Yang, H.; Chai, Y.; Jiang, B.; He, C.; He, J.; Yang, Q.; Yuan, M. Enhanced mechanical properties of Mg-3Al-1Zn alloy sheets through slope extrusion. Int. J. Miner. Metall Mater. 2022, 29, 1343–1350. [Google Scholar] [CrossRef]
- Zhao, C.; Li, Z.; Shi, J.; Chen, X.; Tu, T.; Luo, Z.; Cheng, R.; Atrens, A.; Pan, F. Strain hardening behavior of Mg–Y alloys after extrusion process. J. Magnes. Alloys 2019, 7, 672–680. [Google Scholar] [CrossRef]
- Xu, J.; Yang, T.; Jiang, B.; Song, J.; He, J.; Wang, Q.; Chai, Y.; Huang, G.; Pan, F. Improved mechanical properties of Mg-3Al-1Zn alloy sheets by optimizing the extrusion die angles: Microstructural and texture evolution. J. Alloys Compd. 2018, 762, 719–729. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Yu, H.; Xin, Y.; Wang, M.; Liu, Q. Hall-Petch relationship in Mg alloys: A review. J. Mater. Sci. Technol. 2018, 34, 248–256. [Google Scholar] [CrossRef]
- Liu, Y.; Cheng, W.; Zhang, Y.; Niu, X.; Wang, H.; Wang, L. Microstructure, tensile properties, and corrosion resistance of extruded Mg-1Bi-1Zn alloy: The influence of minor Ca addition. J. Alloys Compd. 2020, 815, 152414. [Google Scholar] [CrossRef]
- Nie, J.F. Effects of precipitate shape and orientation on dispersion strengthening in magnesium alloys. Scr. Mater. 2003, 48, 1009–1015. [Google Scholar] [CrossRef]
- Kang, D.H.; Kim, D.-W.; Kim, S.; Bae, G.T.; Kim, K.H.; Kim, N.J. Relationship between stretch formability and work-hardening capacity of twin-roll cast Mg alloys at room temperature. Scr. Mater. 2009, 61, 768–771. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Billet Shape | Size |
|---|---|---|
| AE | square-shaped | 70 mm × 45 mm × 10 mm 10 mm (top), 70 mm (bottom), 45 mm (height), and 10 mm (thickness) |
| CAE | trapezoid-shaped |
| Value | AE | CAE |
|---|---|---|
| Nano-sized precipitates CaMgSn | Nano-sized precipitates CaMgSn | |
| dp (nm) | 440 | 180 |
| f (%) | 0.13 | 0.28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, X.; Li, Y.; Li, Z.; Wang, C.; Deng, H. Enhanced Strength–Ductility Synergy of Mg-Al-Sn-Ca Alloy via Composite Asymmetric Extrusion. Crystals 2024, 14, 323. https://doi.org/10.3390/cryst14040323
Chen X, Li Y, Li Z, Wang C, Deng H. Enhanced Strength–Ductility Synergy of Mg-Al-Sn-Ca Alloy via Composite Asymmetric Extrusion. Crystals. 2024; 14(4):323. https://doi.org/10.3390/cryst14040323
Chicago/Turabian StyleChen, Xiwen, Yuxuan Li, Zhigang Li, Chao Wang, and Hai Deng. 2024. "Enhanced Strength–Ductility Synergy of Mg-Al-Sn-Ca Alloy via Composite Asymmetric Extrusion" Crystals 14, no. 4: 323. https://doi.org/10.3390/cryst14040323