
Optimization of Sintering Process Parameters by Taguchi Method for Developing Al-CNT-Reinforced Powder Composites

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Solution Mixing Procedure
2.3. Compaction and Sintering Procedure
2.4. Characterizations
3. Results and Discussion
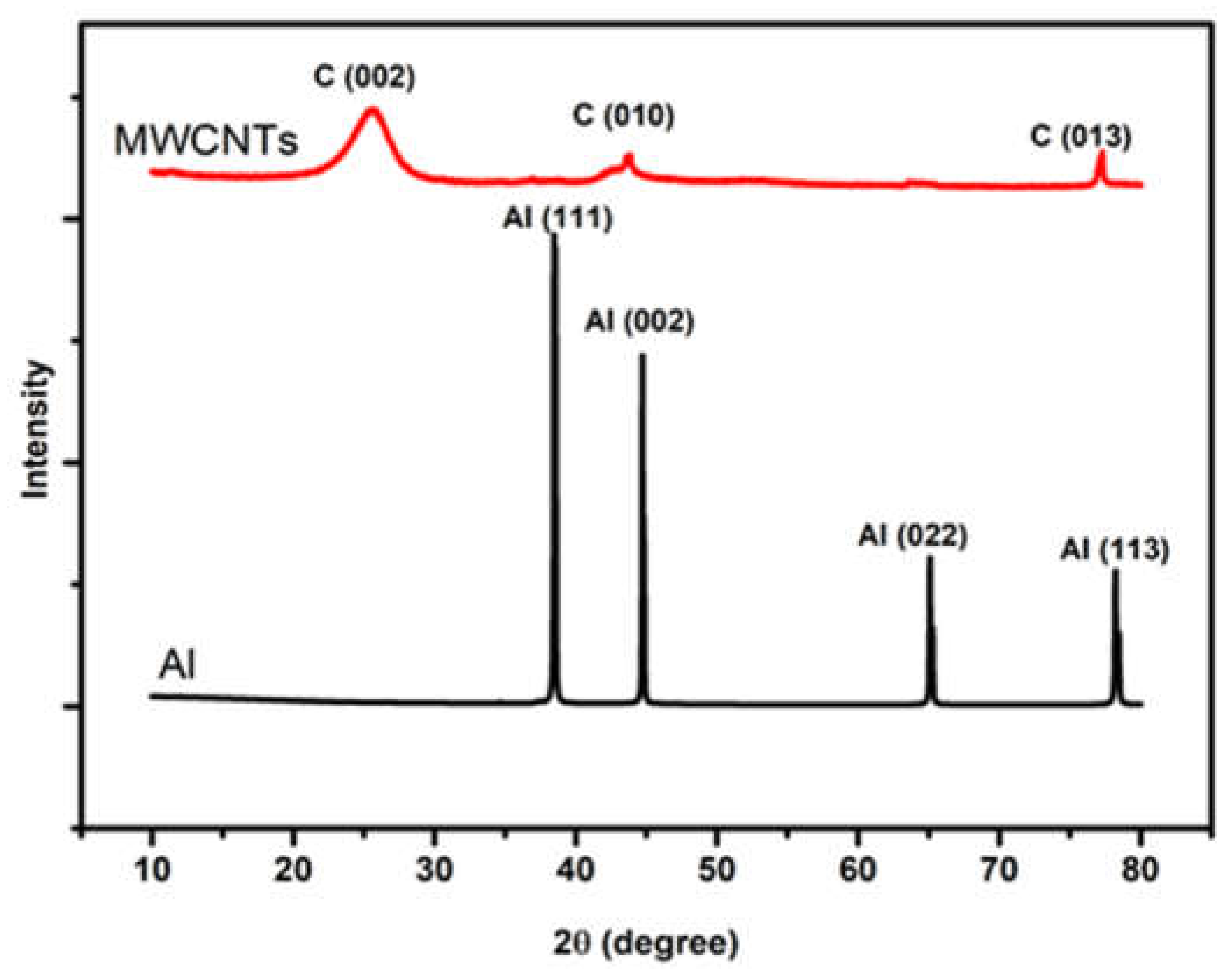
3.1. Macrostructure and Phase Analysis
3.2. Influence of Input Parameters on Micro-Hardness
3.3. Influence of Input Parameters on Density
3.4. Selection of Optimum Sintering Condition
3.5. ANOVA for Hardness and Relative Density
3.6. Modeling
4. Conclusions
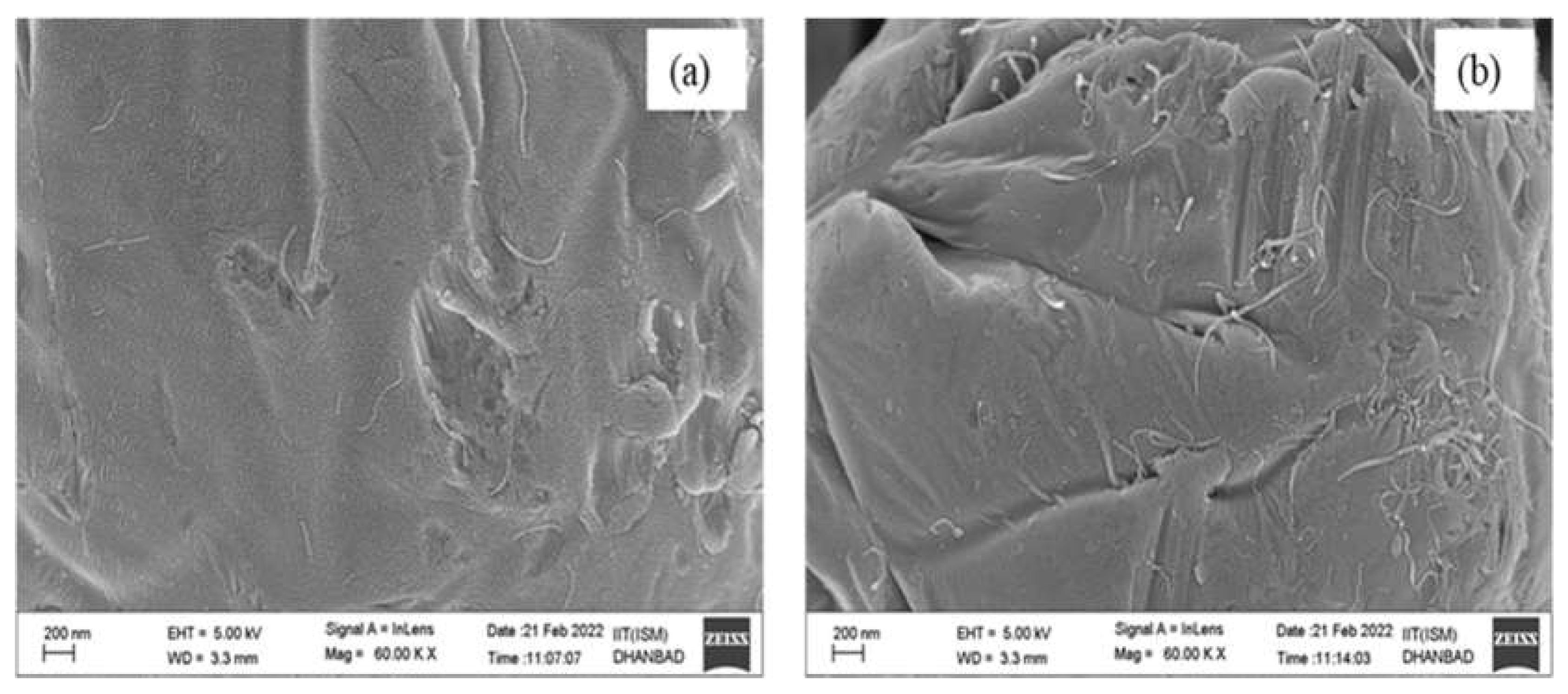
- The conventionally sintered composite had high CNT agglomerations across grain boundaries, which act as obstacles to effective heat transmission during sintering and produce pre-existing crack sites, enhancing porosity and preventing effective load transfers between the matrix and matrix reinforcements, resulting in material failure at low-stress levels.
- When the temperature was raised from 550 °C to 600 °C, the relative densification and micro-hardness increased, and when the CNTs concentration increased, the relative density decreased and micro-hardness increased. The S/N results, on the other hand, demonstrated that the CNT concentration, followed by the temperature, has the most critical influence on the optimal quality attributes of micro-hardness and relative density obtained.
- The statistical studies based on ANOVA revealed that CNT concentration significantly influences relative density with an 83.58% percentage contribution, followed by temperature with a 14.58% percentage contribution. In the case of micro-hardness, CNT contributed the most (77.75%), followed by the temperature (14.58%) percentage contribution. The effect of noise factor on hardness and relative density contributed from the error source was 3.48% and 0.2%,which is very low.
- According to the created mathematical models for micro-hardness and relative density, the projected response results and experimental data were in close agreement. As a result, the generated models might be used for optimal sintering condition selection to enhance the product quality without requiring trial tests on Al/CNTs materials.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Esawi, A.M.K.; Morsi, K.; Sayed, A.; Taher, M.; Lanka, S. Effect of carbon nanotube (CNT) content on the mechanical properties of CNT-reinforced aluminium composites. Compos. Sci. Technol. 2010, 70, 2237–2241. [Google Scholar] [CrossRef]
- Reboul, M.C.; Baroux, B. Metallurgical aspects of corrosion resistance of aluminium alloys. Mater. Corros. 2011, 62, 215–233. [Google Scholar] [CrossRef]
- Miracle, D.B. Metal matrix composites—From science to technological significance. Compos. Sci. Technol. 2005, 65, 2526–2540. [Google Scholar] [CrossRef]
- Omrani, E.; Moghadam, A.D.; Menezes, P.L.; Rohatgi, P.K. Influences of graphite reinforcement on the tribological properties of self-lubricating aluminum matrix composites for green tribology, sustainability, and energy efficiency—A review. Int. J. Adv. Manuf. Technol. 2016, 83, 325–346. [Google Scholar] [CrossRef]
- Khanna, V.; Kumar, V.; Bansal, S.A. Mechanical properties of aluminium-graphene/carbon nanotubes (CNTs) metal matrix composites: Advancement, opportunities and perspective. Mater. Res. Bull. 2021, 138, 111224. [Google Scholar] [CrossRef]
- Rahman, M.H.; Al Rashed, H.M.M. Characterization of silicon carbide reinforced aluminum matrix Composites. Procedia Eng. 2014, 90, 103–109. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Sanusi, K.O. Microstructural characteristics, mechanical and wear behaviour ofaluminium matrix hybrid composites reinforced with alumina, rice husk ash and graphite. Eng. Sci. Technol. Int. J. 2015, 18, 416–422. [Google Scholar] [CrossRef]
- Alizadeh, A.; Abdollahi, A.; Biukani, H. Creep behavior and wear resistance of Al 5083 based hybrid composites reinforced with carbon nanotubes (CNTs) and boron carbide (B4C). J. Alloys Compd. 2015, 650, 783–793. [Google Scholar] [CrossRef]
- George, R.; Kashyap, K.T.; Rahul, R.; Yamdagni, S. Strengthening in carbon nanotube/aluminium (CNT/Al) composites. Scr. Mater. 2005, 53, 1159–1163. [Google Scholar] [CrossRef]
- Dorri Moghadam, A.; Omrani, E.; Menezes, P.L.; Rohatgi, P.K. Mechanical and tribological properties of self-lubricating metal matrix nanocomposites reinforced by carbon nanotubes (CNTs) and graphene—A review. Compos. Part B Eng. 2015, 77, 402–420. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Hamim, S.U.; Karbalaei Akbari, M.; Fakhrhoseini, S.M.; Khayyam, H.; Pakseresht, A.H.; Ghasali, E.; Zabet, M.; Munir, K.S.; Jia, S.; et al. Carbon fiber reinforced metal matrix composites: Fabrication processes and properties. Compos. Part A Appl. Sci. Manuf. 2017, 92, 70–96. [Google Scholar] [CrossRef]
- Liang, A.; Jiang, X.; Hong, X.; Jiang, Y.; Shao, Z.; Zhu, D. Recent developments concerning the dispersion methods and mechanisms of graphene. Coatings 2018, 8, 33. [Google Scholar] [CrossRef]
- Torralba, J.M.; Da Costa, C.E.; Velasco, F. P/M aluminum matrix composites: An overview. J. Mater. Process. Technol. 2003, 133, 203–206. [Google Scholar] [CrossRef]
- Deng, C.F.; Wang, D.Z.; Zhang, X.X.; Li, A.B. Processing and properties of carbon nanotubes reinforced aluminum composites. Mater. Sci. Eng. A 2007, 444, 138–145. [Google Scholar] [CrossRef]
- Kumar, R.; Bhowmick, H.; Gupta, D.; Bansal, S. Development and characterization of multiwalled carbon nanotube-reinforced microwave sintered hybrid aluminum metal matrix composites: An experimental investigation on mechanical and tribological performances. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 2310–2323. [Google Scholar] [CrossRef]
- Guo, B.; Ni, S.; Yi, J.; Shen, R.; Tang, Z.; Du, Y.; Song, M. Microstructures and mechanical properties of carbon nanotubes reinforced pure aluminum composites synthesized by spark plasma sintering and hot rolling. Mater. Sci. Eng. A 2017, 698, 282–288. [Google Scholar] [CrossRef]
- Azarniya, A.; Azarniya, A.; Sovizi, S.; Hosseini, H.R.M.; Varol, T.; Kawasaki, A.; Ramakrishna, S. Physicomechanical properties of spark plasma sintered carbon nanotube-reinforced metal matrix nanocomposites. Prog. Mater. Sci. 2017, 90, 276–324. [Google Scholar] [CrossRef]
- Housaer, F.; Beclin, F.; Touzin, M.; Tingaud, D.; Legris, A.; Addad, A. Interfacial characterization in carbon nanotube reinforced aluminum matrix composites. Mater. Charact. 2015, 110, 94–101. [Google Scholar] [CrossRef]
- Ankur; Bharti, A.; Prasad, D.; Kumar, N.; Saxena, K.K. A Re-investigation: Effect of various parameter on mechanical properties of copper matrix composite fabricated by powder metallurgy. Mater. Today Proc. 2021, 45, 4595–4600. [Google Scholar] [CrossRef]
- Wang, L.; Choi, H.; Myoung, J.M.; Lee, W. Mechanical alloying of multi-walled carbon nanotubes and aluminium powders for the preparation of carbon/metal composites. Carbon 2009, 47, 3427–3433. [Google Scholar] [CrossRef]
- Choi, H.J.; Lee, S.M.; Bae, D.H. Wear characteristic of aluminum-based composites containing multi-walled carbon nanotubes. Wear 2010, 270, 12–18. [Google Scholar] [CrossRef]
- Singh, L.K.; Bhadauria, A.; Jana, S.; Laha, T. Effect of Sintering Temperature and Heating Rate on Crystallite Size, Densification Behaviour and Mechanical Properties of Al-MWCNT Nanocomposite Consolidated via Spark Plasma Sintering. Acta Metall. Sin. (Engl. Lett.) 2018, 31, 1019–1030. [Google Scholar] [CrossRef]
- Liu, L.; Li, S.; Zhang, X.; Pan, D.; Gao, L.; Chen, B.; Umeda, J.; Kondoh, K. Syntheses, microstructure evolution and performance of strength-ductility matched aluminum matrix composites reinforced by nano SiC-cladded CNTs. Mater. Sci. Eng. A 2021, 824, 141784. [Google Scholar] [CrossRef]
- Vani, V.V.; Chak, S.K. The effect of process parameters in Aluminum Metal Matrix Composites with Powder Metallurgy. Manuf. Rev. 2018, 5, 7. [Google Scholar] [CrossRef]
- Awotunde, M.A.; Adegbenjo, A.O.; Obadele, B.A.; Okoro, M.; Shongwe, B.M.; Olubambi, P.A. Influence of sintering methods on the mechanical properties of aluminium nanocomposites reinforced with carbonaceous compounds: A review. J. Mater. Res. Technol. 2019, 8, 2432–2449. [Google Scholar] [CrossRef]
- Astkahov, V.P.; Outeiro, J.C. Finite Element Modellin. InMachining. Fundamentals and Recent Advances; Springer: Berlin/Heidelberg, Germany, 2008; ISBN 978-3-319-23837-1. [Google Scholar]
- Sahoo, P.; Pratap, A.; Bandyopadhyay, A. Modeling and optimization of surface roughness and tool vibration in CNC turning of aluminum alloy using hybrid RSM-WPCA methodology. Int. J. Ind. Eng. Comput. 2017, 8, 385–398. [Google Scholar] [CrossRef]
- Sukumar, S.; Saravanan, S.; Prabhu, T.R.; Parameswaran, P. Optimization of process parameter of sintered powder metallurgical TiC reinforced tungsten matrix composites. Met. Powder Rep. 2021, 76, S1–S8. [Google Scholar] [CrossRef]
- Dhemla, P.; Somani, P.; Swami, B.L.; Gaur, A. Optimizing the design of sintered fly ash light weight concrete by Taguchi and ANOVA analysis. Mater. Today Proc. 2022, 62, 495–503. [Google Scholar] [CrossRef]
- Hegde, A.L.; Shetty, R.; Chiniwar, D.S.; Naik, N.; Nayak, M. Optimization and Prediction of Mechanical Characteristics on Vacuum Sintered Ti-6Al-4V-SiCp Composites Using Taguchi’s Design of Experiments, Response Surface Methodology and Random Forest Regression. J. Compos. Sci. 2022, 6, 339. [Google Scholar] [CrossRef]
- Stalin, B.; Sudha, G.T.; Ravichandran, M. Optimization of Powder Metallurgy Parameters for AA7072-MoO3 Composites through Taguchi Method. Mater. Today Proc. 2020, 22, 2622–2630. [Google Scholar] [CrossRef]
- Jailani, H.S.; Rajadurai, A.; Mohan, B.; Kumar, A.S.; Sornakumar, T. Multi-response optimisation of sintering parameters of Al-Si alloy/fly ash composite using Taguchi method and grey relational analysis. Int. J. Adv. Manuf. Technol. 2009, 45, 362–369. [Google Scholar] [CrossRef]
- Ali, M.; Hussein, M.A.; Al-Aqeeli, N. Optimization of Spark Plasma Sintering Parameters Using the Taguchi Method for Developing Mg-Based Composites. Jom 2020, 72, 1186–1194. [Google Scholar] [CrossRef]
- Sharma, A.; Tirumuruhan, B.; Muthuvel, G.S.; Gupta, A.K.; Sujith, R. Optimization of Process Parameters of Boron Carbide-Reinforced Al-Zn-Mg-Cu Matrix Composite Produced by Pressure-Assisted Sintering. J. Mater. Eng. Perform. 2022, 31, 328–340. [Google Scholar] [CrossRef]
- Abe, J.O.; Popoola, O.M.; Popoola, A.P.; Ajenifuja, E.; Adebiyi, D.I. Application of Taguchi design method for optimization of spark plasma sintering process parameters for Ti-6Al-4V/h-BN binary composite. Eng. Res. Express 2019, 1, 25043. [Google Scholar] [CrossRef]
- Rijesh, M.; Sreekanth, M.S.; Deepak, A.; Dev, K.; Surendranathan, A.O. Effect of milling time on production of aluminium nanoparticle by high energy ball milling. Int. J. Mech. Eng. Technol. 2018, 9, 646–652. [Google Scholar]
- Ujah, C.O.; Popoola, A.P.I.; Popoola, O.M.; Aigbodion, V.S. Influence of CNTs addition on the mechanical, microstructural, and corrosion properties of Al alloy using spark plasma sintering technique. Int. J. Adv. Manuf. Technol. 2020, 106, 2961–2969. [Google Scholar] [CrossRef]
- Esawi, A.M.K.; El Borady, M.A. Carbon nanotube-reinforced aluminium strips. Compos. Sci. Technol. 2008, 68, 486–492. [Google Scholar] [CrossRef]
- Manikandan, P.; Sieh, R.; Elayaperumal, A.; Le, H.R.; Basu, S. Micro/Nanostructure and Tribological Characteristics of Pressureless Sintered Carbon Nanotubes Reinforced Aluminium Matrix Composites. J. Nanomater. 2016, 2016, 9843019. [Google Scholar] [CrossRef]
- Guo, B.; Song, M.; Yi, J.; Ni, S.; Shen, T.; Du, Y. Improving the mechanical properties of carbon nanotubes reinforced pure aluminum matrix composites by achieving non-equilibrium interface. Mater. Des. 2017, 120, 56–65. [Google Scholar] [CrossRef]
- Singh, L.K.; Bhadauria, A.; Laha, T. Al-MWCNT nanocomposite synthesized via spark plasma sintering: Effect of powder milling and reinforcement addition on sintering kinetics and mechanical properties. J. Mater. Res. Technol. 2019, 8, 503–512. [Google Scholar] [CrossRef]
- Hou, P.X.; Liu, C.; Cheng, H.M. Purification of carbon nanotubes. Carbon 2008, 46, 2003–2025. [Google Scholar] [CrossRef]
- Cavaliere, P.; Sadeghi, B.; Shabani, A. Carbon nanotube reinforced aluminum matrix composites produced by spark plasma sintering. J. Mater. Sci. 2017, 52, 8618–8629. [Google Scholar] [CrossRef]
- Matvienko, O.; Daneyko, O.; Kovalevskaya, T.; Khrustalyov, A.; Zhukov, I.; Vorozhtsov, A. Investigation of Stresses Induced due to the Mismatch of the Coefficients of Thermal Expansion of the Matrix and the Strengthening Particle in Aluminum-Based Composites. Metals 2021, 11, 279. [Google Scholar] [CrossRef]
- Kwon, H.; Estili, M.; Takagi, K.; Miyazaki, T.; Kawasaki, A. Combination of hot extrusion and spark plasma sintering for producing carbon nanotube reinforced aluminum matrix composites. Carbon 2009, 47, 570–577. [Google Scholar] [CrossRef]
- Anand Sekhar, R.; Rakesh Pillai, R.; Mubarak Ali, M.; Shyam Kumar, C.N. Enhanced mechanical and wear properties of aluminium-based composites reinforced with a unique blend of granite particles and boron carbide for sustainable material recycling. J. Alloys Compd. 2023, 963, 171165. [Google Scholar] [CrossRef]
- Singh, L.K.; Bhadauria, A.; Laha, T. Comparing the strengthening efficiency of multiwalled carbon nanotubes and graphene nanoplatelets in aluminum matrix. Powder Technol. 2019, 356, 1059–1076. [Google Scholar] [CrossRef]
- Dutta, S.; Kumar Reddy Narala, S. Optimizing turning parameters in the machining of AM alloy using Taguchi methodology. Measurement 2021, 169, 108340. [Google Scholar] [CrossRef]
- Joardar, H.; Das, N.S.; Sutradhar, G.; Singh, S. Application of response surface methodology for determining cutting force model in turning of LM6/SiCP metal matrix composite. Measurement 2014, 47, 452–464. [Google Scholar] [CrossRef]
- Ajith Arul Daniel, S.; Pugazhenthi, R.; Kumar, R.; Vijayananth, S. Multi objective prediction and optimization of control parameters in the milling of aluminium hybrid metal matrix composites using ANN and Taguchi-grey relational analysis. Def. Technol. 2019, 15, 545–556. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| L9 Test Sample | CNTs (wt.%) | Sintering Temperature (°C) | Sintering Time (Minute) |
|---|---|---|---|
| 1 | 0.0 | 500 | 30 |
| 2 | 0.0 | 550 | 60 |
| 3 | 0.0 | 600 | 90 |
| 4 | 0.5 | 500 | 60 |
| 5 | 0.5 | 550 | 90 |
| 6 | 0.5 | 600 | 30 |
| 7 | 1.0 | 500 | 90 |
| 8 | 1.0 | 550 | 30 |
| 9 | 1.0 | 600 | 60 |
| Test No. | Relative density (%) | Micro-Hardness (Hv) | S/N Ratios of Results | |
|---|---|---|---|---|
| Relative Density | Macro-Hardness | |||
| 1 | 92.453 | 34.3 | 39.3184 | 30.7059 |
| 2 | 92.831 | 36.4 | 39.3539 | 31.2220 |
| 3 | 93.427 | 36.7 | 39.4094 | 31.2933 |
| 4 | 91.642 | 45.2 | 39.2419 | 33.1028 |
| 5 | 91.832 | 46.3 | 39.2599 | 33.3116 |
| 6 | 92.148 | 43.8 | 39.2897 | 32.8295 |
| 7 | 91.125 | 46.3 | 39.1928 | 33.3116 |
| 8 | 91.092 | 48.5 | 39.1896 | 33.7148 |
| 9 | 91.633 | 46.4 | 39.2410 | 33.3304 |
| Process Parameters | Mean S/N Hardness | ||||
|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Max–Min (∆) | Rank | |
| CNTs (wt.%) | 31.07 | 33.08 | 33.45 | 2.38 | 1 |
| Sintering temperature (°C) | 32.37 | 32.75 | 32.48 | 0.38 | 2 |
| Sintering time (Minutes) | 32.42 | 32.55 | 32.64 | 0.22 | 3 |
| Process Parameters | Mean S/N Density | ||||
|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Max–Min (∆) | Rank | |
| CNTs (wt.%) | 39.36 | 39.26 | 39.21 | 0.15 | 1 |
| Sintering temperature (°C) | 39.25 | 39.27 | 39.31 | 0.06 | 2 |
| Sintering time (Minutes) | 39.27 | 39.28 | 39.29 | 0.02 | 3 |
| Control Factors | Dof | Sum of Squares | Mean Squares | p-Value | % Contribution |
|---|---|---|---|---|---|
| CNTs (wt.%) | 2 | 2.5540 | 1.27699 | 0.013 | 77.75 |
| Sintering temperature (°C) | 2 | 0.4481 | 0.22406 | 0.362 | 13.64 |
| Sintering time (Minutes) | 2 | 0.1680 | 0.08401 | 0.628 | 5.11 |
| Error | 2 | 0.1146 | 0.05732 | 3.48 | |
| Total | 8 | 3.2848 | 100 | ||
| S = 1.225; R-sq. = 98.7%; R-sq.(adj) = 94.7%; R-sq,(pred) = 85.23% | |||||
| Control Factors | Dof | Sum of Squares | Mean Squares | p-Value | % Contribution |
|---|---|---|---|---|---|
| CNTs (wt.%) | 2 | 0.035841 | 0.017920 | 0.002 | 83.58 |
| Sintering temperature (°C) | 2 | 0.006253 | 0.003127 | 0.014 | 14.58 |
| Sintering time (Minutes) | 2 | 0.000700 | 0.000350 | 0.110 | 1.63 |
| Error | 2 | 0.000086 | 0.000043 | 0.2 | |
| Total | 8 | 0.042881 | 100 | ||
| S = 0.07337; R-sq. = 99.8%; R-sq.(adj) = 99.1%; R-sq,(pred) = 89.09% | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, N.; Soren, S.; Prasad, R.; Singh, Y.; Nautiyal, H.; Sharma, A.; Tiang, S.S.; Lim, W.H. Optimization of Sintering Process Parameters by Taguchi Method for Developing Al-CNT-Reinforced Powder Composites. Crystals 2023, 13, 1352. https://doi.org/10.3390/cryst13091352
Kumar N, Soren S, Prasad R, Singh Y, Nautiyal H, Sharma A, Tiang SS, Lim WH. Optimization of Sintering Process Parameters by Taguchi Method for Developing Al-CNT-Reinforced Powder Composites. Crystals. 2023; 13(9):1352. https://doi.org/10.3390/cryst13091352
Chicago/Turabian StyleKumar, Navin, Shatrughan Soren, Rakesh Prasad, Yashvir Singh, Hemant Nautiyal, Abhishek Sharma, Sew Sun Tiang, and Wei Hong Lim. 2023. "Optimization of Sintering Process Parameters by Taguchi Method for Developing Al-CNT-Reinforced Powder Composites" Crystals 13, no. 9: 1352. https://doi.org/10.3390/cryst13091352