
The Influence of Tempering Temperature on Retained Austenite and Ductility–Toughness of a High-Strength Low-Carbon Alloyed Steel
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
3.1. Microstructural Analysis
3.2. The Mechanical Properties of the Material
4. Conclusions
- (1)
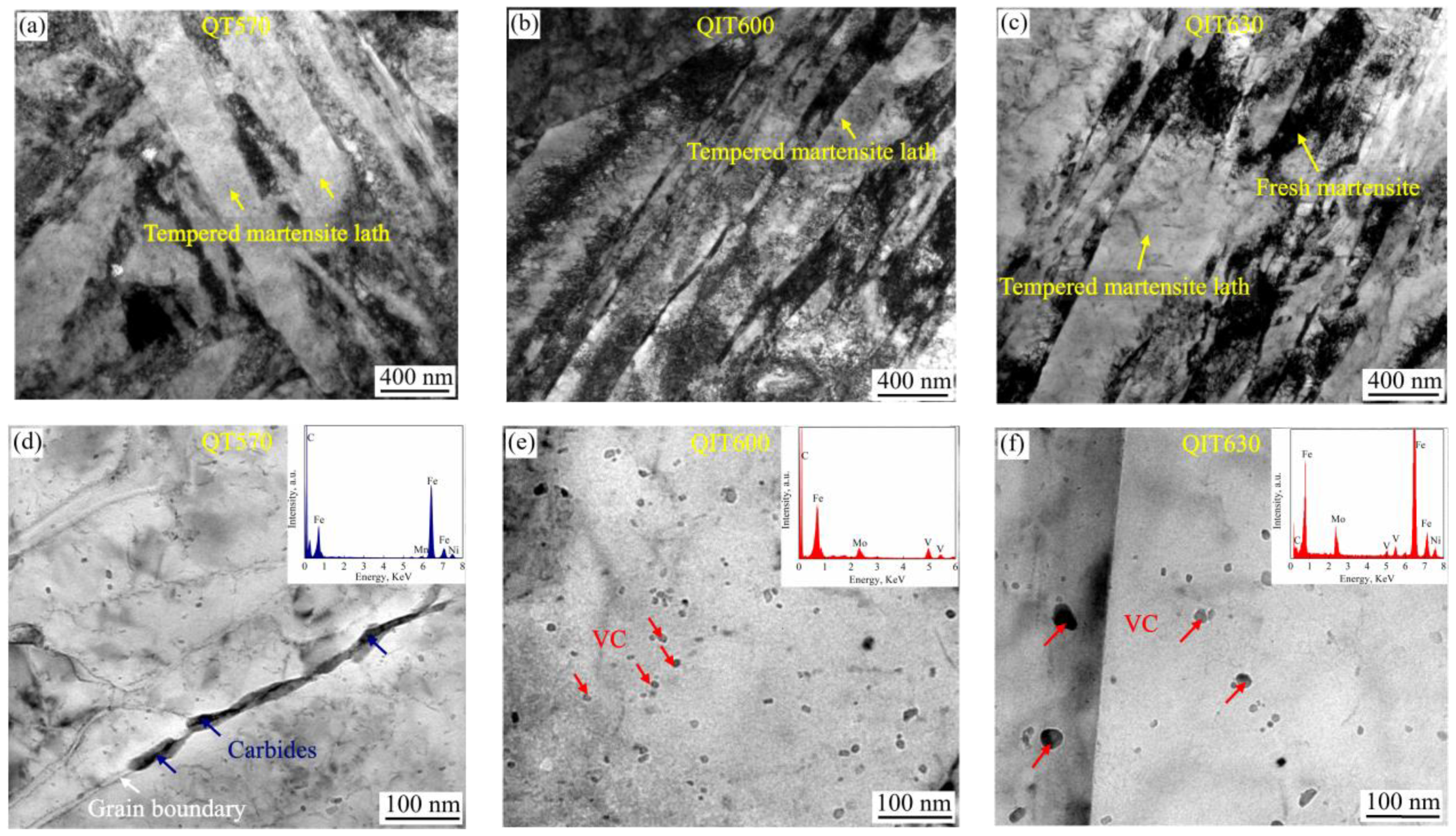
- In terms of microstructure, QT570 steel primarily consisted of a tempered martensite matrix. On the other hand, QIT600 steel exhibited a mixed microstructure comprising mainly tempered martensite along with 18 vol.% retained austenite. The phases present in QIT630 steel consisted of tempered martensite and fresh martensite. Additionally, the size of the VC precipitates in the QIT600 steel was smaller compared to that in the QIT630 steel, suggesting a higher precipitation-strengthening effect.
- (2)
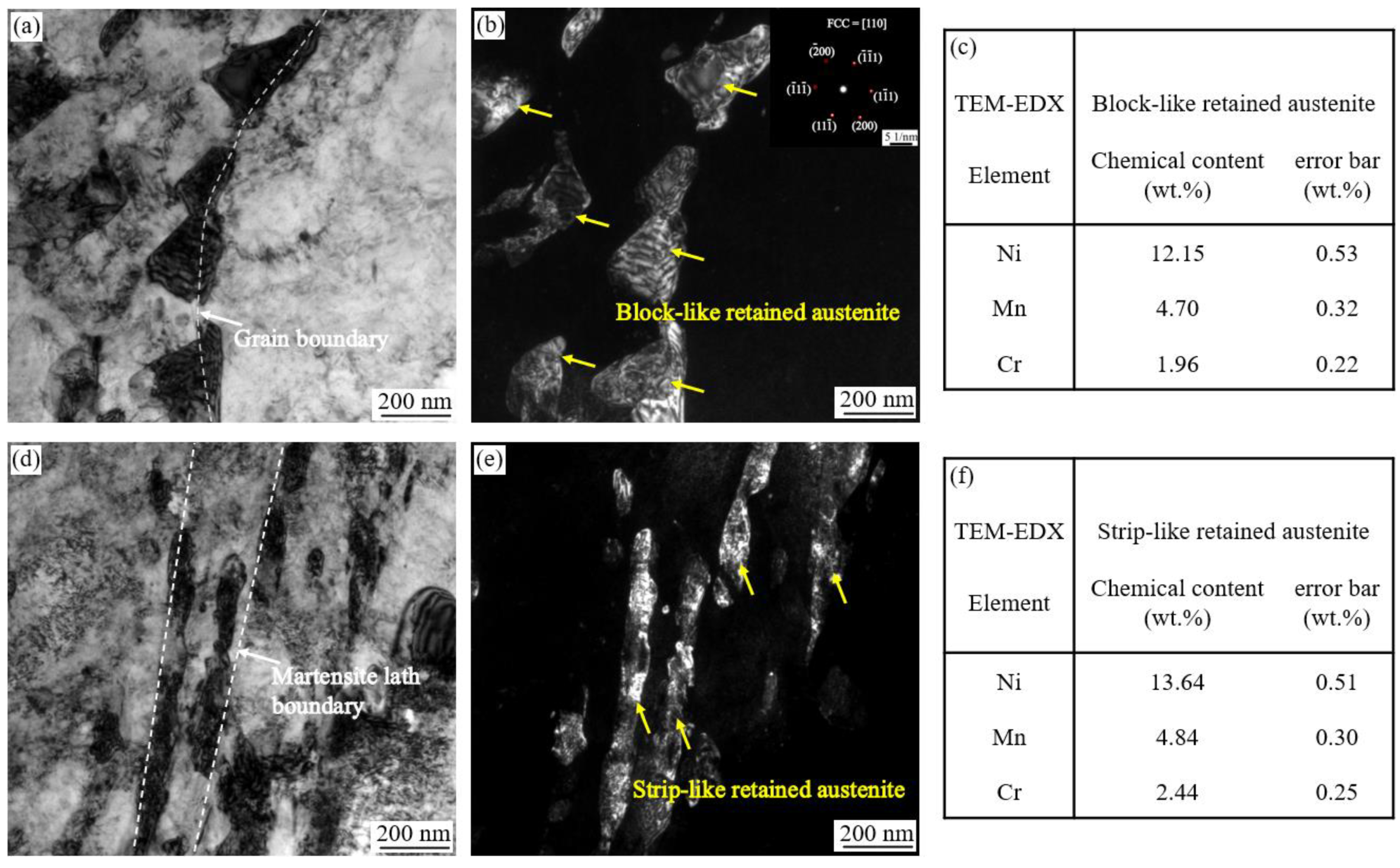
- The retained austenite in QIT600 steel exists in block-like and strip-like forms, with the block-like retained austenite having an alloy element composition of 12.15Ni-4.7Mn-1.96Cr and the strip-like retained austenite having a composition of 13.64Ni-4.84Mn-2.44Cr. Both types of retained austenite are enriched with high-concentration alloy elements, which ensure their thermal stability at −196 °C.
- (3)
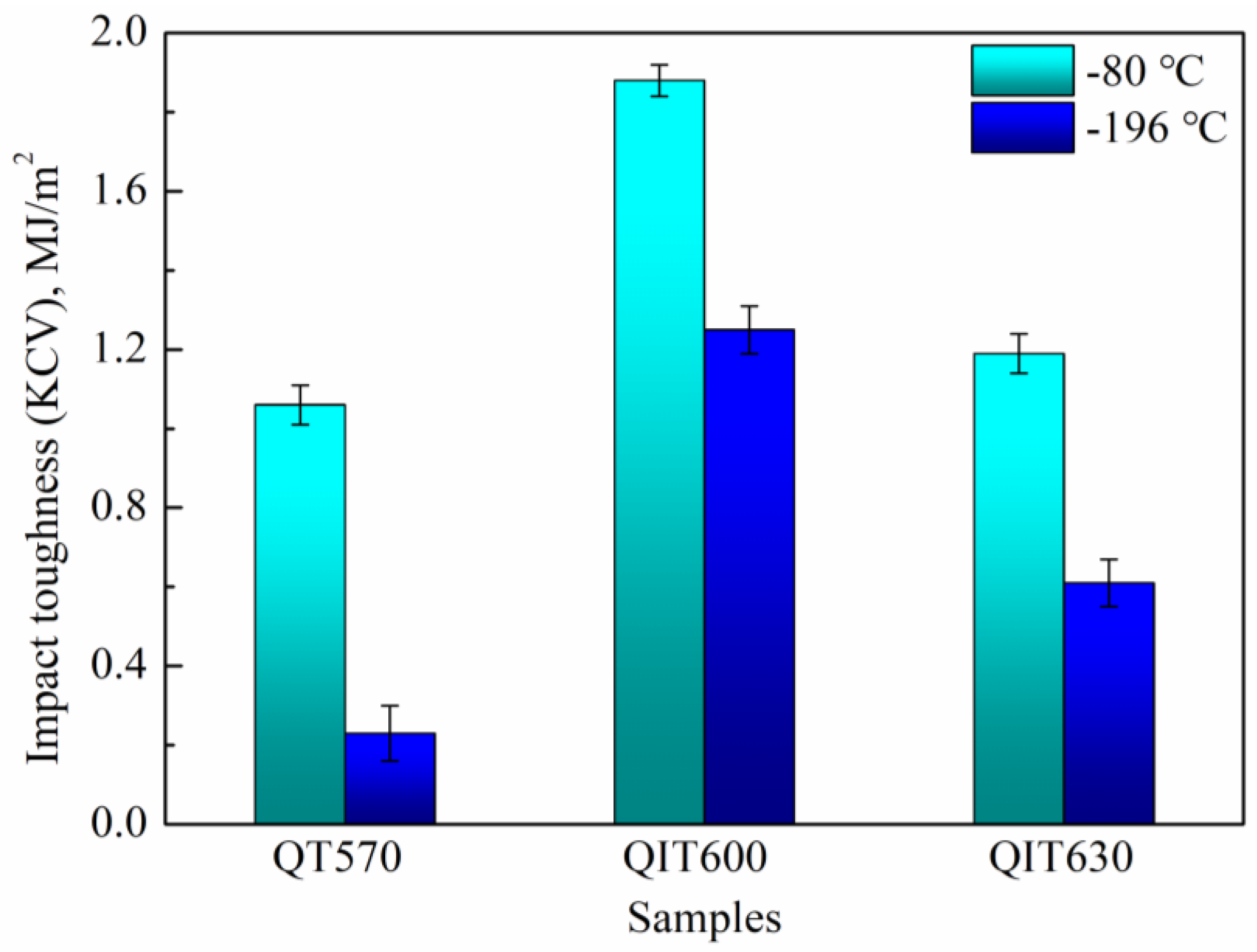
- Excellent combination of high yield stress (1025 MPa), perfect total elongation (21%), and excellent cryogenic impact energy (1.25 MJ/m2 at −196 °C) was achieved in the QIT600, surpassing the strength–ductility–toughness combination of the QT570 and QIT630 steels with their respective yield strengths of 1150 MPa and 716 MPa, total elongations of 16.5% and 17.5%, and cryogenic impact energies of only 0.23 and 0.61 MJ/m2.
- (4)
- The mechanical stability of retained austenite in QIT600 steel enables the occurrence of TRIP over a wide range of strains. This leads to sustained work hardening and a significant improvement in ductility. The TRIP toughening effect produced by the retained austenite effectively enhances the ability to arrest cracks during low-temperature impact deformation, ultimately resulting in a ductile fracture behavior.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Revilla, C.; López, B.; Rodriguez-Ibabe, J.M. Carbide size refinement by controlling the heating rate during induction tempering in a low alloy steel. Mater. Des. 2014, 62, 296–304. [Google Scholar] [CrossRef]
- Pamnani, R.; Karthik, V.; Jayakumar, T.; Vasudevan, M.; Sakthivel, T. Evaluation of mechanical properties across micro alloyed HSLA steel weld joints using Automated Ball Indentation. Mater. Sci. Eng. A 2016, 651, 214–223. [Google Scholar] [CrossRef]
- Abdollah-Zadeh, A.; Belbasy, M. Effects of Mn and Cu on the Mechanical Properties of a High Strength Low Alloy NiCrMoV Steel. J. Mater. Ence Technol. 2005, 214, 470–474. [Google Scholar]
- Salemi, A.; Abdollah-Zadeh, A. The effect of tempering temperature on the mechanical properties and fracture morphology of a NiCrMoV steel. Mater. Charact. 2008, 59, 484–487. [Google Scholar] [CrossRef]
- Lu, J.; Yu, H.; Yang, S. Mechanical behavior of multi-stage heat-treated HSLA steel based on examinations of microstructural evolution. Mater. Sci. Eng. A 2020, 803, 140493. [Google Scholar] [CrossRef]
- Zhang, X.J. Microhardness characterisation in developing high strength, high toughness and superior ballistic resistance low carbon Ni steel. Mater. Sci. Technol. 2012, 28, 818–822. [Google Scholar] [CrossRef]
- Dhua, S.K.; Mukerjee, D.; Sarma, D.S. Influence of tempering on the microstructure and mechanical properties of HSLA-100 steel plates. Met. Mater. Trans. A 2001, 32, 2259–2270. [Google Scholar] [CrossRef]
- Hou, W.; Liu, Q.; Gu, J. Nano-sized austenite and Cu precipitates formed by using intercritical tempering plus tempering and their effect on the mechanical property in a low carbon Cu bearing 7 Ni steel. Mater. Sci. Eng. A 2020, 780, 139186. [Google Scholar] [CrossRef]
- Otani, K.; Hattori, K.; Muraoka, H.; Kawazoe, H.; Tsuruta, S. Development of Ultraheavy-Gauge (210 mm thick) 800 N/mm2 Tensile Strength Plate Steel for Racks of Jack-Up Rigs. Nippon Steel Tech Rep. 1993, 58, 1–8. [Google Scholar]
- Liu, D.; Cheng, B.; Chen, Y. Strengthening and Toughening of a Heavy Plate Steel for Shipbuilding with Yield Strength of Approximately 690 MPa. Met. Mater. Trans. A 2012, 44, 440–455. [Google Scholar] [CrossRef]
- Dhua, S.; Ray, A.; Sarma, D. Effect of tempering temperatures on the mechanical properties and microstructures of HSLA-100 type copper-bearing steels. Mater. Sci. Eng. A 2001, 318, 197–210. [Google Scholar] [CrossRef]
- Kim, J.I.; Morris, J.W. The composition of precipitated austenite in 5.5ni steel. Met. Trans. A 1981, 12, 1957–1963. [Google Scholar] [CrossRef]
- ASTM E975-13; Standard Practice for X-Ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation. ASTM International: West Conshohocken, PA, USA, 2013.
- Zhao, J.; Zhao, X.; Zhao, X.; Dong, C.; Kang, S. Effects of nucleation site and morphology of carbide-free bainite on microstructures and properties of bainite/martensite multi-phase steels. Mater. Sci. Eng. A 2019, 744, 86–93. [Google Scholar] [CrossRef]
- Hou, W.; Liu, Q.; Gu, J. Improved impact toughness by multi-step heat treatment in a 1400 MPa low carbon precipita-tion-strengthened steel. Mater. Sci. Eng. A 2020, 797, 140077. [Google Scholar] [CrossRef]
- Timokhina, I.B.; Hodgson, P.D.; Pereloma, E.V. Effect of microstructure on the stability of retained austenite in transfor-mation-induced-plasticity steels. Metall. Mater. Trans. A 2004, 35, 2331–2341. [Google Scholar] [CrossRef] [Green Version]
- Chandan, A.K.; Bansal, G.K.; Kundu, J.; Chakraborty, J.; Chowdhury, S.G. Effect of prior austenite grain size on the evolution of microstructure and mechanical properties of an inter-critically annealed medium manganese steel. Mater. Sci. Eng. A 2019, 768, 138458. [Google Scholar] [CrossRef]
- Mahieu, J.; De Cooman, B.C.; Maki, J. Phase transformation and mechanical properties of si-free CMnAl transfor-mation-induced plasticity-aided steel. Metall. Mater. Trans. A 2002, 33, 2573–2580. [Google Scholar] [CrossRef]
- Kang, S.; De Moor, E.; Speer, J.G. Retained Austenite Stabilization Through Solute Partitioning During Intercritical Annealing in C-, Mn-, Al-, Si-, and Cr-Alloyed Steels. Met. Mater. Trans. A 2015, 46, 1005–1011. [Google Scholar] [CrossRef]
- Schwab, R.; Ruff, V. On the nature of the yield point phenomenon. Acta Mater. 2013, 61, 1798–1808. [Google Scholar] [CrossRef]
- Hu, C.; Huang, C.; Liu, Y.; Perlade, A.; Zhu, K.; Huang, M. The dual role of TRIP effect on ductility and toughness of a medium Mn steel. Acta Mater. 2023, 245, 118629. [Google Scholar] [CrossRef]
- Hu, J.; Li, X.; Meng, Q.; Wang, L.; Li, Y.; Xu, W. Tailoring retained austenite and mechanical property improvement in Al–Si–V containing medium Mn steel via direct intercritical rolling. Mater. Sci. Eng. A 2022, 855, 143904. [Google Scholar] [CrossRef]
- Gu, X.; Xu, Y.; Peng, F.; Misra, R.; Wang, Y. Role of martensite/austenite constituents in novel ultra-high strength TRIP-assisted steels subjected to non-isothermal annealing. Mater. Sci. Eng. A 2019, 754, 318–329. [Google Scholar] [CrossRef]
- Zhang, K.; Zhang, M.; Guo, Z.; Chen, N.; Rong, Y. A new effect of retained austenite on ductility enhancement in high-strength quenching–partitioning–tempering martensitic steel. Mater. Sci. Eng. A 2011, 528, 8486–8491. [Google Scholar] [CrossRef]
- Guo, Q.; Liu, H.; Sun, C.; Liu, H.; Cao, Y.; Wang, L.; Cai, X.; Fu, P.; Wang, P.; Li, D. Effectively improving the hardness-strength-toughness of carburized bearing steel via nanoprecipitates and fine grain structure. Mater. Sci. Eng. A 2023, 872, 144961. [Google Scholar] [CrossRef]
- Joo, M.; Suh, D.-W.; Bae, J.; Bhadeshia, H. Role of delamination and crystallography on anisotropy of Charpy toughness in API-X80 steel. Mater. Sci. Eng. A 2012, 546, 314–322. [Google Scholar] [CrossRef] [Green Version]
- Verdeja, J.; Asensio, J.; Pero-Sanz, J. Texture, formability, lamellar tearing and HIC susceptibility of ferritic and low-carbon HSLA steels. Mater. Charact. 2003, 50, 81–86. [Google Scholar] [CrossRef]
- Wang, F.; Sun, Q.; Ren, H.; Cao, N.; Song, X.; Deng, S.; Qian, D.; Wu, M. A novel quenching-electroshocking-tempering process for toughness improvement by microstructure refining and austenite stability tailoring in aviation bearing steel. Mater. Sci. Eng. A 2022, 854, 143817. [Google Scholar] [CrossRef]
- Yoon, Y.C.; Lee, S.I.; Oh, D.K.; Hwang, B. Microstructure and low-temperature toughness of intercritically annealed Fe–9Mn-0.2C Medium-Mn steels containing Al, Cu, and Ni. Mater. Sci. Eng. A 2022, 854, 143804. [Google Scholar] [CrossRef]
- Zhang, H.; Sun, M.; Liu, Y.; Ma, D.; Xu, B.; Huang, M.; Li, D.; Li, Y. Ultrafine-grained dual-phase maraging steel with high strength and excellent cryogenic toughness. Acta Mater. 2021, 211, 116878. [Google Scholar] [CrossRef]
- Li, Y.; Chen, D.; Liu, D.; Kang, J.; Yuan, G.; Mao, Q.; Misra, R.; Wang, G. Combined thermo-mechanical controlled processing and dynamic carbon partitioning of low carbon Si/Al-Mn steels. Mater. Sci. Eng. A 2018, 732, 298–310. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, L.; Wan, J.; Zhang, J.; Wang, F.; Yuan, G.; Wang, G. The Influence of Tempering Temperature on Retained Austenite and Ductility–Toughness of a High-Strength Low-Carbon Alloyed Steel. Crystals 2023, 13, 1194. https://doi.org/10.3390/cryst13081194
Sun L, Wan J, Zhang J, Wang F, Yuan G, Wang G. The Influence of Tempering Temperature on Retained Austenite and Ductility–Toughness of a High-Strength Low-Carbon Alloyed Steel. Crystals. 2023; 13(8):1194. https://doi.org/10.3390/cryst13081194
Chicago/Turabian StyleSun, Lirong, Jiafeng Wan, Jiqing Zhang, Feng Wang, Guo Yuan, and Guodong Wang. 2023. "The Influence of Tempering Temperature on Retained Austenite and Ductility–Toughness of a High-Strength Low-Carbon Alloyed Steel" Crystals 13, no. 8: 1194. https://doi.org/10.3390/cryst13081194