
Microstructural Control by Cooling Rate in β-type and Sintered Ti-3.6Fe-5Zr-0.2B (Mass%) Alloy Fabricated by Spark Plasma Sintering and Heat Treatment

Abstract
:1. Introduction
2. Materials and Methods
3. Results
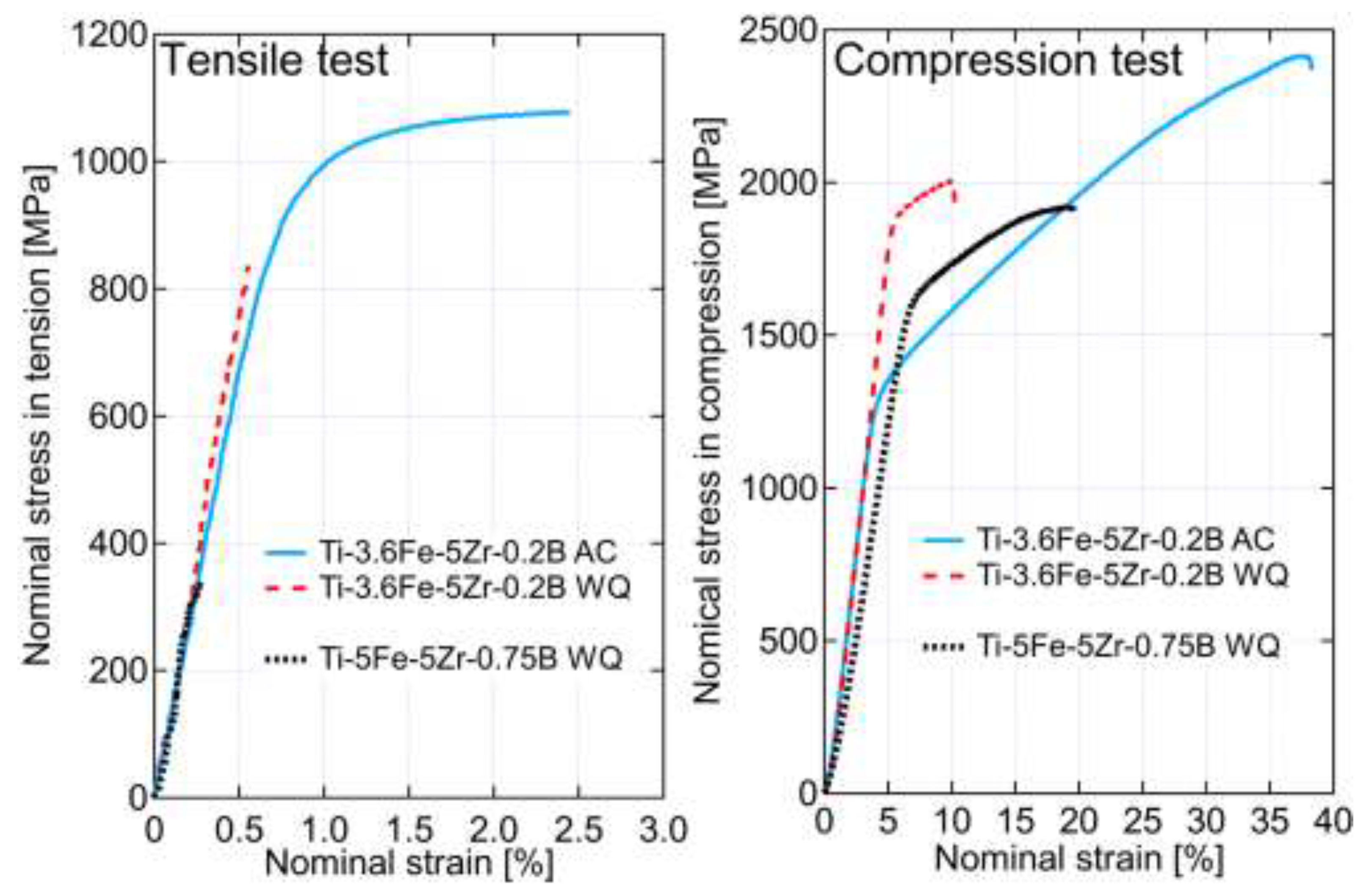
3.1. Relative Density and Nominal Stress–strain Curves
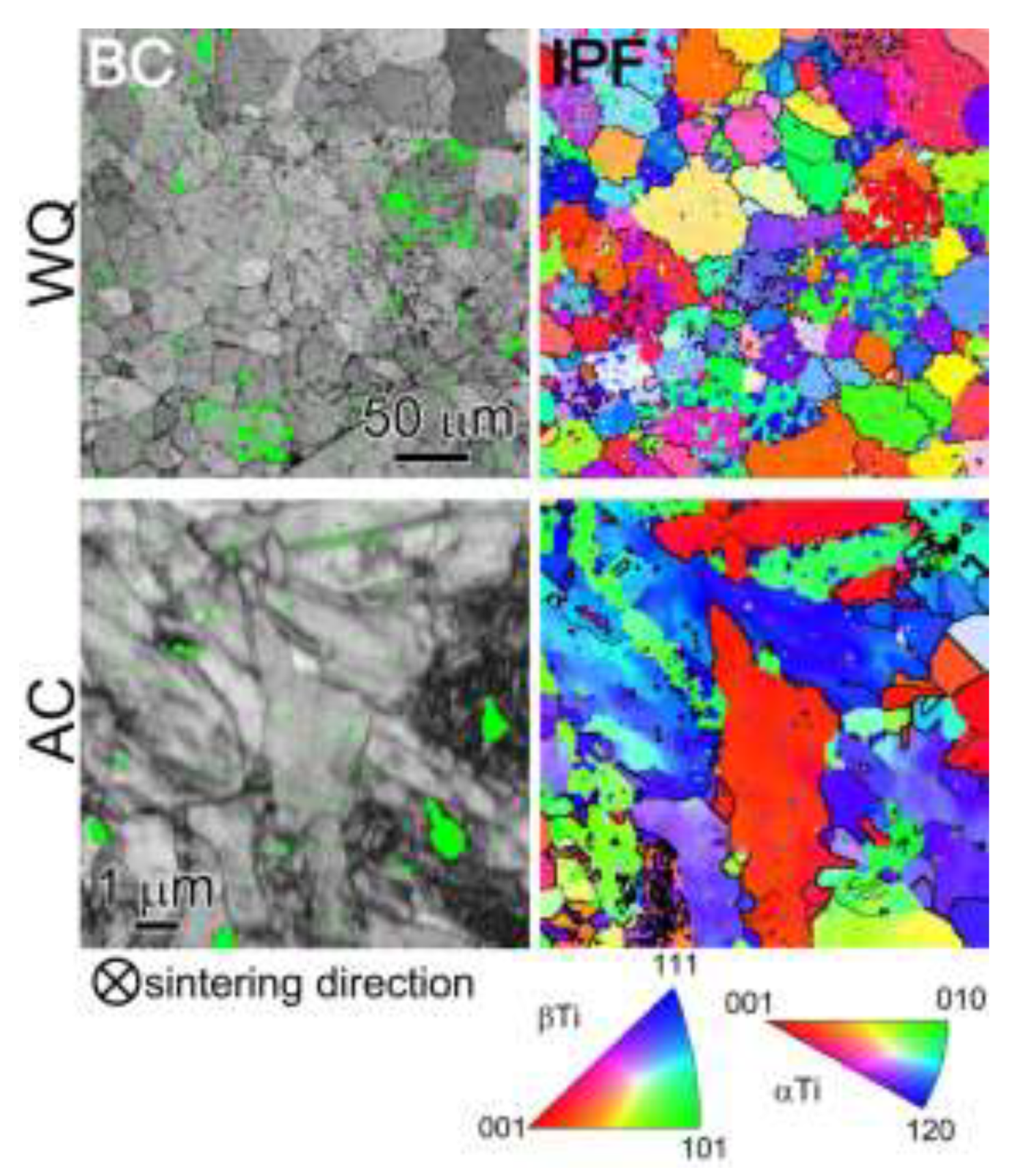
3.2. Constitutive Phases
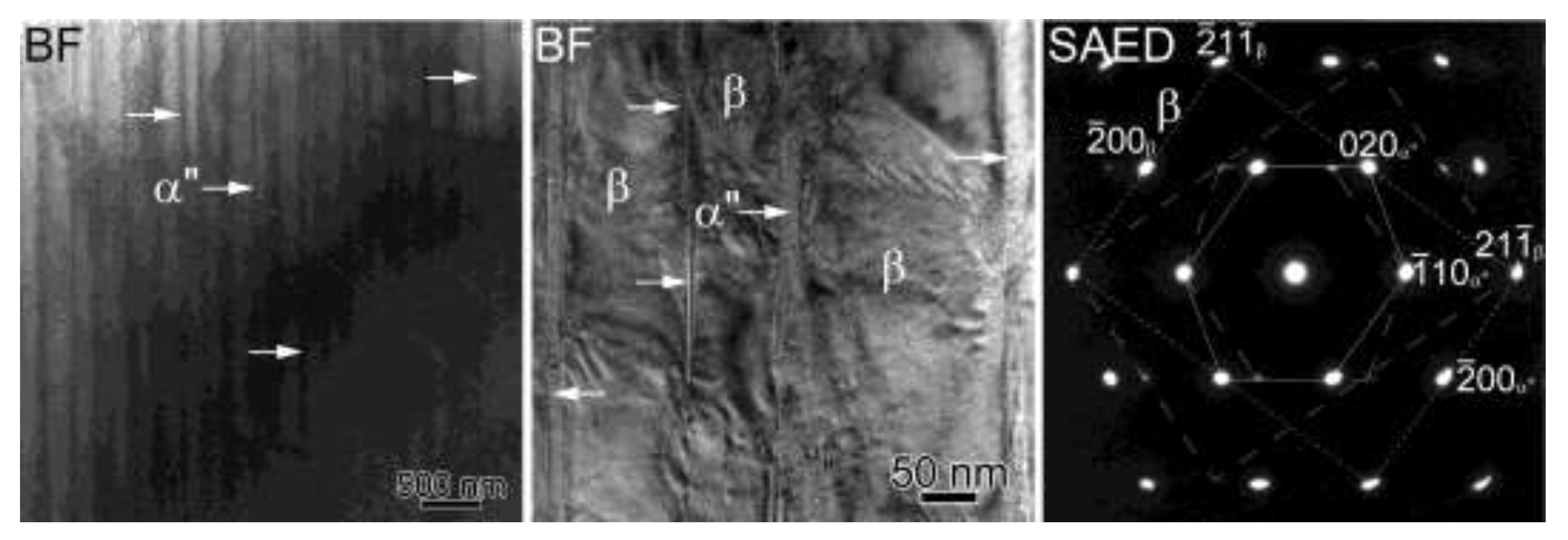
3.3. TEM Nanostructures
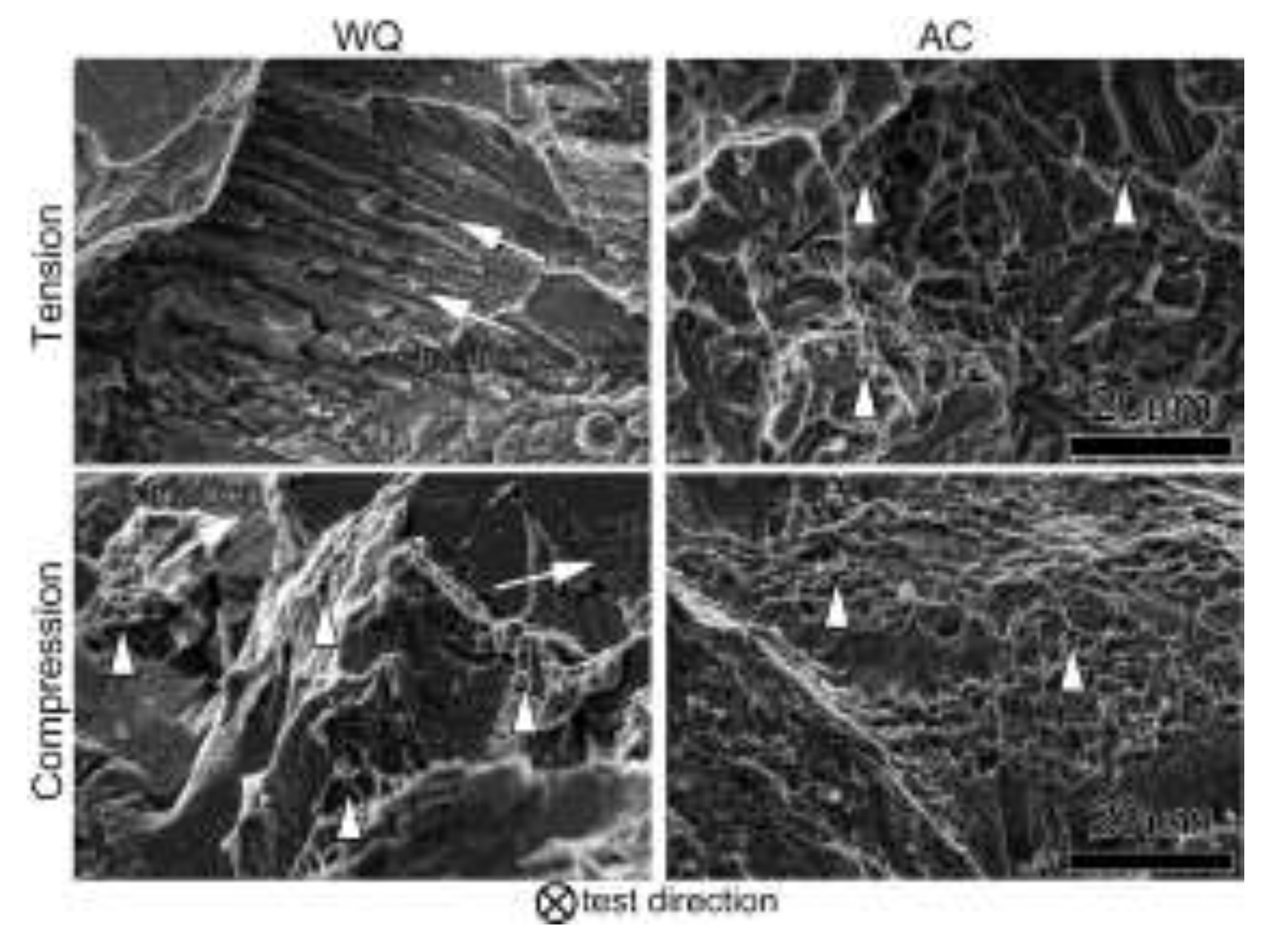
3.4. Fractography and Elemental Distributions to α or β Phases of Air-Cooled Sample
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Saheb, N.; Iqbal, Z.; Khalil, A.; Hakeem, A.S.; Aqeeli, N.A.; Laoui, T.; Al-Qutub, A.; Kirchner, R. Spark plasma sintering of metals and metal matrix nanocomposites: A review. J. Nanomater. 2012, 2012, 983470. [Google Scholar] [CrossRef] [Green Version]
- Yanagisawa, O.; Kuramoto, H.; Matsugi, K.; Komatsu, M. Observation of particle behavior in copper powder compact during pulsed electric discharge. Mater. Sci. Eng. A 2003, 350, 184–189. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Chandran, K.S.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium–Past, present, and future. Int. Mater. Rev. 2018, 63, 407–459. [Google Scholar] [CrossRef] [Green Version]
- Babu, N.K.; Kallip, K.; Leparoux, M.; AlOgab, K.A.; Talari, M.K.; Alqahtani, N.M. High strength Ti-6Al-4V alloy fabricated by high-energy cube milling using calcium as process control agent (PCA) and spark plasma sintering. Int. Adv. Manuf. Technol. 2017, 93, 445–453. [Google Scholar] [CrossRef]
- Liu, L.H.; Yang, C.; Kang, L.M.; Long, L.; Xiao, Z.Y.; Li, P.J.; Zhang, L.C. Equiaxed Ti-based composites with high strength and large plasticity prepared by sintering and crystallizing amorphous powder. Mater. Sci. Eng. A 2016, 650, 171–182. [Google Scholar] [CrossRef] [Green Version]
- Sim, K.H.; Wang, G.; Kim, T.J.; Ju, K.S. Fabrication of a high strength and ductility Ti-22Al-25Nb alloy from high energy ball-milled powder by spark plasma sintering. J. Alloys Compds. 2018, 741, 1112–1120. [Google Scholar] [CrossRef]
- Bahador, A.; Kariya, S.; Umeda, J.; Kondoh, K. Tailoring microstructure and properties of a superelastic Ti-Ta alloy incorporating spark plasma sintering with thermomechanical processing. J. Mater. Eng. Perform. 2019, 28, 3012–3020. [Google Scholar] [CrossRef]
- Kang, L.M.; Yang, C. A review on high-strength titanium alloys: Microstructure, strengthening, and properties. Adv. Eng. Mater. 2019, 21, 1801359. [Google Scholar] [CrossRef]
- Ashby, M.F.; Jones, D.R.H. Engineering Materials; Pergamon: Oxford, UK, 1980. [Google Scholar]
- Homma, T.; Takano, H. Enhancement in age hardenability of sintered Ti-5Fe alloy by Zr addition processed by pulsed electric current sintering. Philos. Mag. 2018, 98, 2296–2310. [Google Scholar] [CrossRef]
- Homma, T.; Arafah, A.; Haley, D.; Nakai, M.; Niinomi, M.; Moody, M.P. Effect of alloying elements on microstructural evolution in oxygen content controlled Ti-9Nb-13Ta-4.6Zr (wt%) alloys for biomedical applications during aging. Mater. Sci. Eng. A 2018, 709, 312–321. [Google Scholar] [CrossRef]
- Homma, T. Influence of the boron addition on fine microstructures in sintered Ti-Fe-Zr alloy. Titan. Jpn. 2020, 68, 70–75. [Google Scholar]
- Villiars, P.; Calvert, L.D. Pearson’s Handbook of Crystallographic Data for Intermetallic Phase, 2nd ed.; ASM International: Materials Park, OH, USA, 1991. [Google Scholar]
- Martin, J.W.; Doherty, R.D.; Cantor, B.L. Stability of Microstructure in Metallic Systems, 2nd ed.; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Fujii, H.; Takahashi, K.; Mori, K.; Kawakami, A.; Kunieda, K.; Otsuka, H. Titanium and its alloys using non-rare common elements as alloying ones. Mater. Jpn. 2009, 48, 547–554. [Google Scholar] [CrossRef]
- German, R.M. Coarsening in sintering: Grain shape distribution, grain size distribution, and grain growth kinetics in solid-pre systems. Crit. Rev. Solid State Mater. Sci. 2010, 35, 263–305. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Froyen, L. Impact of thermal diffusion in densification during SPS. J. Am. Ceram. Soc. 2009, 92, S122–S132. [Google Scholar] [CrossRef]
- Ashby, M.F.; Jones, D.R.H. Engineering Materials 2; Pergamon: Oxford, UK, 1986. [Google Scholar]
- Zafari, A.; Xia, K. Stress induced martensitic transformation in metastable b Ti-5Al-5Mo-5V-3Cr alloy: Triggering stress and interaction with deformation bands. Mater. Sci. Eng. A 2018, 724, 75–79. [Google Scholar] [CrossRef]
- Moffat, D.L.; Larbalestier, D.C. The competition between martensite and omega in quenched Ti-Nb alloys. Met. Trans. A 1988, 19A, 1677–1686. [Google Scholar] [CrossRef]
- Trapp, J.; Semenov, A.; Nöthe, M.; Wallmersperger, T.; Kieback, B. Fundamental principle of spark plasma sintering of metals: Part III–Densification by plasticity and creep deformation. Powder Met. 2020, 63, 329–337. [Google Scholar] [CrossRef]
- Zou, L.M.; Yang, C.; Long, Y.; Xiao, Z.Y.; Li, Y.Y. Fabrication of biomedical Ti-35Nb-7Zr-5Ta alloys by mechanical alloying and spark plasma sintering. Powder Met. 2012, 55, 65–70. [Google Scholar] [CrossRef]
- Diouf, S.; Molinari, A. Densification mechanisms in spark plasma sintering: Effect of particle size and pressure. Powder Technol. 2012, 221, 220–227. [Google Scholar] [CrossRef]
- Handtrack, D.; Despang, F.; Sauer, C.; Kieback, B.; Reinfried, N.; Grin, Y. Fabrication of ultra-fine grained and dispersion-strengthened titanium materials by spark plasma sintering. Mater. Sci. Eng. A 2006, 437, 423–429. [Google Scholar] [CrossRef]
- Majima, K.; Isono, T.; Shoji, K. Effect of (a+b)-quenching on the mechanical properties of sintered Ti-Fe binary alloys. Funtai Oyobi Fummatsu Yakin 1987, 34, 349–354. [Google Scholar]
- Ando, I.; Mugita, Y.; Hirayama, K.; Munetoh, S.; Aramaki, M.; Jiang, F.; Tsuji, T.; Takeuchi, A.; Uesugi, M.; Ozaki, Y. Elucidation of pore connection mechanism during ductile fracture of sintered pure iron by applying persistent homology to 4D images of pores: Role of open pore. Mater. Sci. Eng. A 2021, 828, 142112. [Google Scholar] [CrossRef]
- Morinaga, M. Local lattice strain around alloying elements in metals and its influence on alloy properties. Rep. Toyota Phys. Chem. Res. Inst. 2019, 72, 115–127. [Google Scholar]
- Payne, M.C.; Teter, M.P.; Allan, D.C.; Arias, T.A.; Joannopoulos, J.D. Iterative minimization techniques of ab initio total-energy calculations: Molecular dynamics and conjugate gradients. Rev. Mod. Phys. 1992, 64, 1045–1097. [Google Scholar] [CrossRef] [Green Version]
- Cherfliff, H.R.; Ashby, M.F. A process model for age hardening of aluminium alloys—I. the model. Acta Met. Mater. 1990, 38, 1789–1802. [Google Scholar]
- Li, H.; Cai, Q.; Li, S.; Xu, H. Effects of Mo equivalent on the phase constituent, microstructure and compressive mechanical properties of Ti-Nb-Mo-Ta alloys prepared by powder metallurgy. J. Mater. Res. Technol. 2022, 16, 588–598. [Google Scholar] [CrossRef]
- Zhao, G.-H.; Liang, X.Z.; Kim, B.; Rivera-Díaz-del-Castillo, P.E.J. Modelling strengthening mechanisms in beta-type Ti alloys. Mater. Sci. Eng. A 2019, 756, 156–160. [Google Scholar] [CrossRef]
- Sato, T.; Hukai, S.; Huang, Y.C. The Ms points of binary titanium alloys. J. Aust. Inst. Met. 1960, 5, 149–153. [Google Scholar]
- Bignon, M.; Bertrand, E.; Tancret, F.; Divera-Díaz-del-Castillo, P.E.J. Modelling martensitic transformation in titanium alloys: The influence of temperature and deformation. Materialia 2019, 7, 100382. [Google Scholar] [CrossRef]
- Oshio, E.; Yoshinaga, A.; Adachi, M. Transmission electron microscope observations of w phase in titanium-5% iron alloy. Nippon Kinzoku Gakkaishi 1969, 33, 437–442. [Google Scholar]
- Hanada, S.; Yoshio, Y.; Izumi, O. Plastic deformation mode of retained β phase in β-eutectoid Ti-Fe alloy. J. Mater. Sci. 1986, 21, 866–870. [Google Scholar] [CrossRef]
- Komatsu, S.; Ikeda, M.; Sugimoto, T.; Kamei, K.; Inoue, K. Phase constitution and resistivity of quenched Ti-2 to 15 mass% Fe alloys. Nippon Kinzoku Gakkaishi 1991, 55, 491–496. [Google Scholar]
- Abdel-Hady, M.; Fuwa, H.; Hinoshita, K.; Kimura, H.; Shinzato, Y.; Morinaga, M. Phase stability change with Zr content in b-type Ti-Nb alloys. Scripta Mater. 2007, 57, 1000–1003. [Google Scholar] [CrossRef]
- Mantani, Y.; Takemoto, Y.; Hida, M.; Sakakibara, A.; Tajima, M. Phase transformation of a” martensite structure by aging in Ti-8 mass% Mo alloy. Mater. Trans. 2004, 45, 1629–1634. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Density | Theoretical Density | Relative Density |
|---|---|---|---|
| g/cm3 | g/cm3 | % | |
| Ti-3.6Fe-5Zr-0.2B | 4.65 | 4.65 | 100 |
| Alloy | Cooling | σUTS | σ0.2T | εfT | σUCS | σ0.2C | εfC |
|---|---|---|---|---|---|---|---|
| MPa | MPa | pct | MPa | MPa | pct | ||
| Ti-3.6Fe-5Zr-0.2B | WQ | - | 835 | - | 2006 | 1862 | 5.3 |
| AC | 1078 | 977 | 1.7 | 2419 | 1255 | 32 | |
| Ti-5Fe-5Zr-0.75B | WQ | - | 447 | - | 1963 | 1904 | 4.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Homma, T.; Washizu, T. Microstructural Control by Cooling Rate in β-type and Sintered Ti-3.6Fe-5Zr-0.2B (Mass%) Alloy Fabricated by Spark Plasma Sintering and Heat Treatment. Crystals 2023, 13, 1184. https://doi.org/10.3390/cryst13081184
Homma T, Washizu T. Microstructural Control by Cooling Rate in β-type and Sintered Ti-3.6Fe-5Zr-0.2B (Mass%) Alloy Fabricated by Spark Plasma Sintering and Heat Treatment. Crystals. 2023; 13(8):1184. https://doi.org/10.3390/cryst13081184
Chicago/Turabian StyleHomma, Tomoyuki, and Takashi Washizu. 2023. "Microstructural Control by Cooling Rate in β-type and Sintered Ti-3.6Fe-5Zr-0.2B (Mass%) Alloy Fabricated by Spark Plasma Sintering and Heat Treatment" Crystals 13, no. 8: 1184. https://doi.org/10.3390/cryst13081184