

Comparative Analysis of Three Constitutive Models and Microstructure Characteristics of Nb521 during Hot Deformation


Abstract
:1. Introduction
2. Materials
3. Result and Discussion
3.1. Stress–Strain Curve
3.2. Johnson–Cook Model
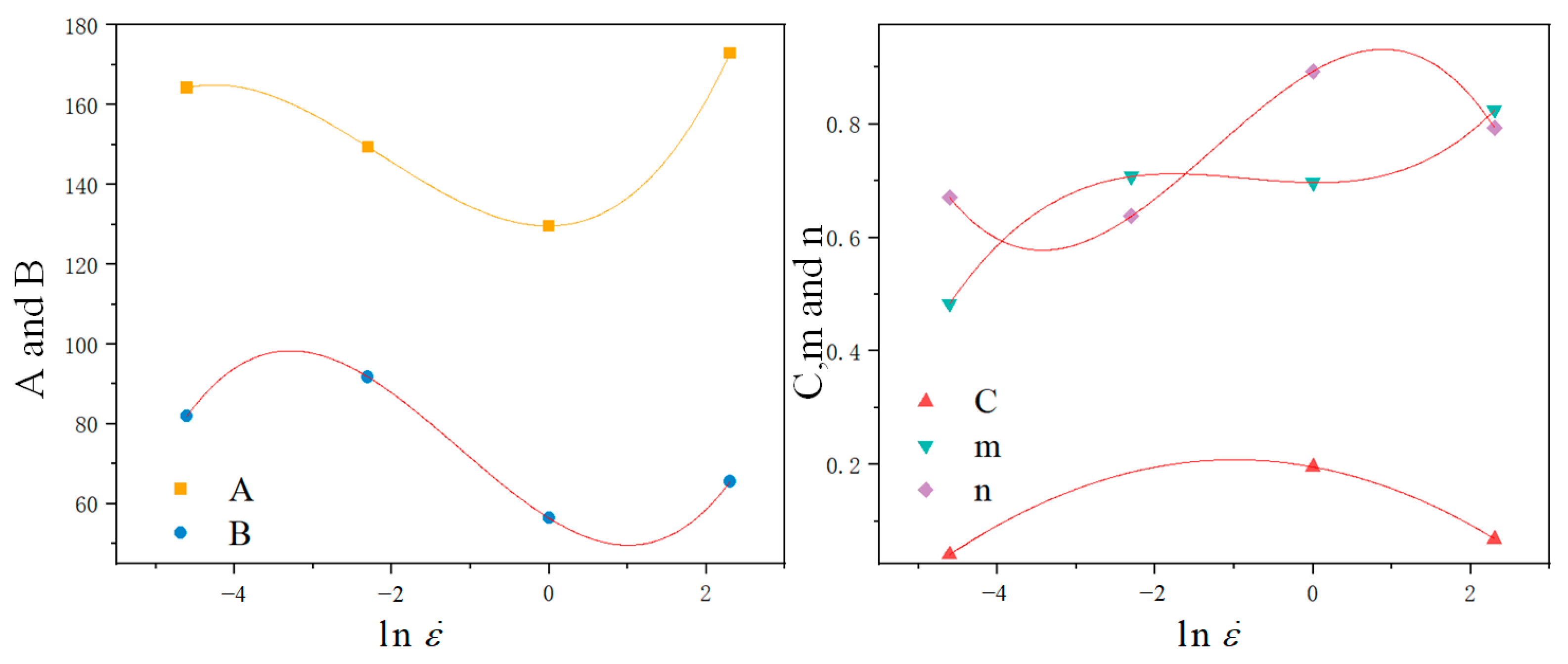
3.3. Modified Johnson–Cook Model
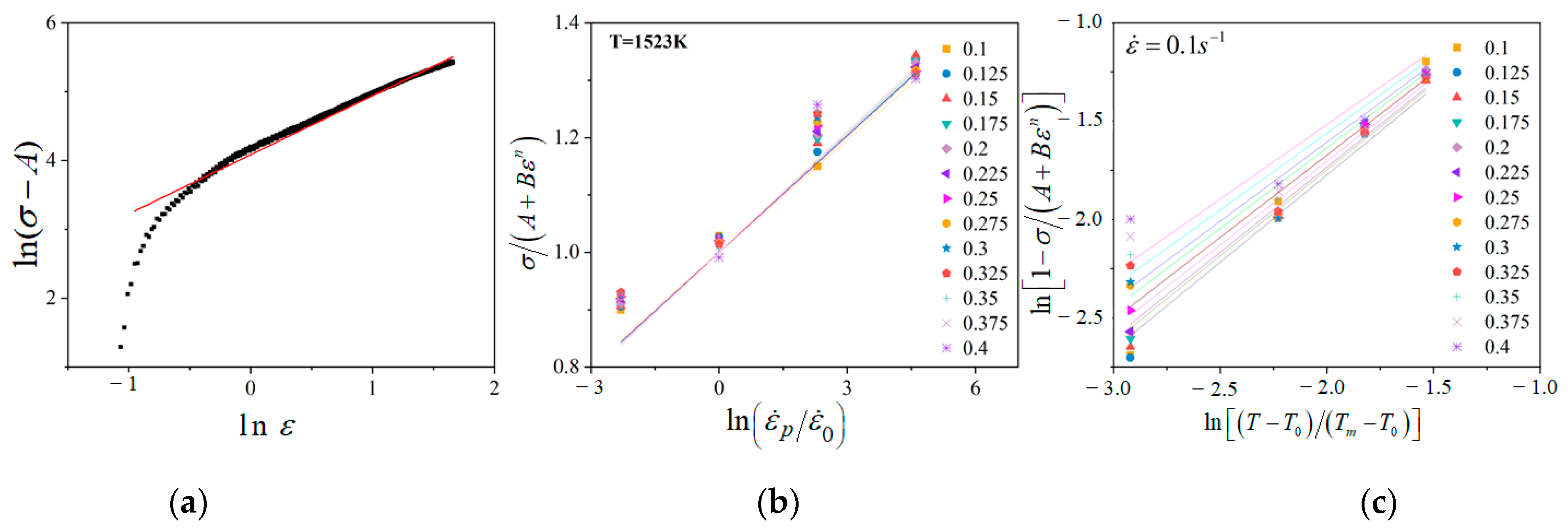
3.4. Arrhenius Model
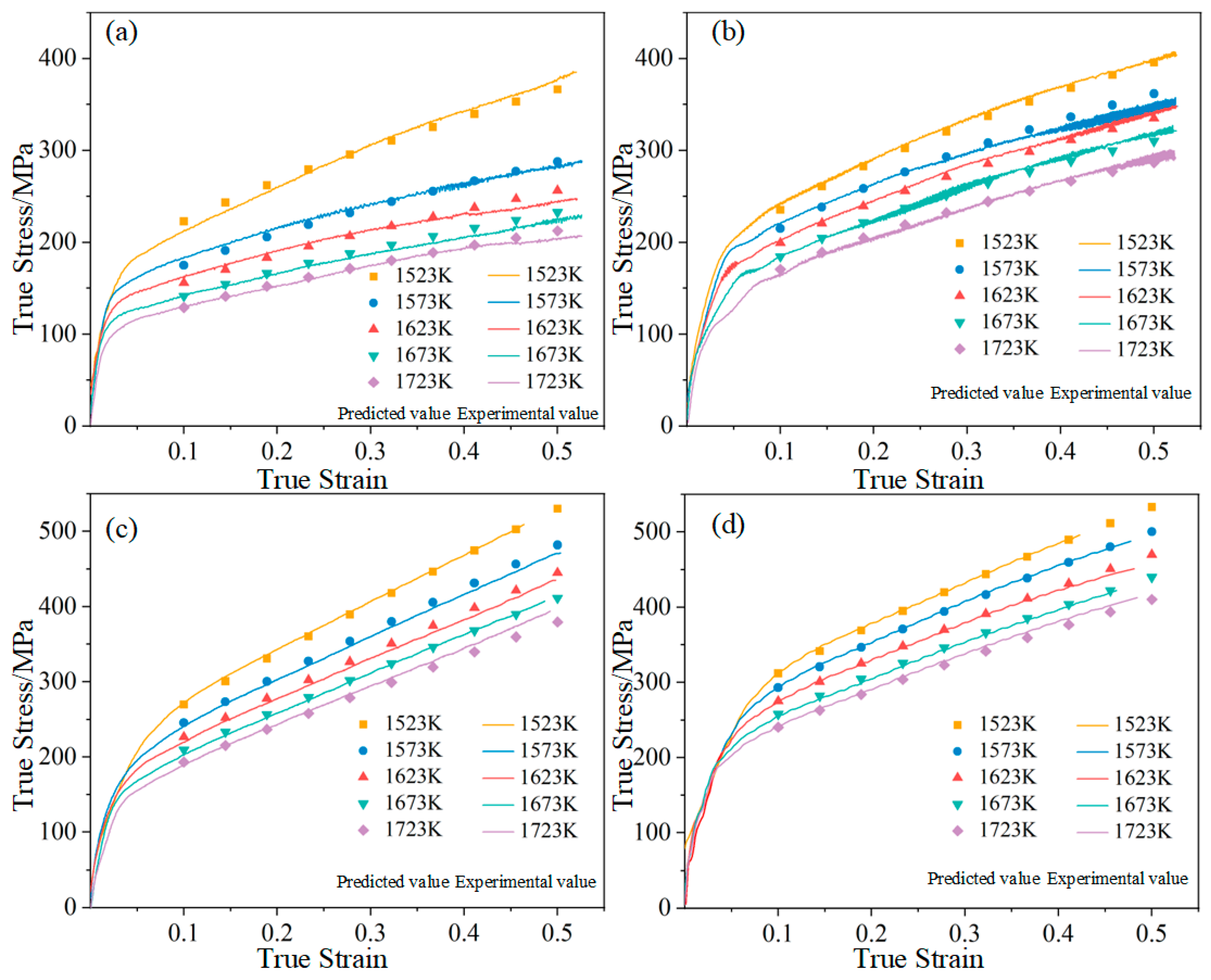
3.5. Precision Analysis
3.6. In Situ EBSD Tensile Test
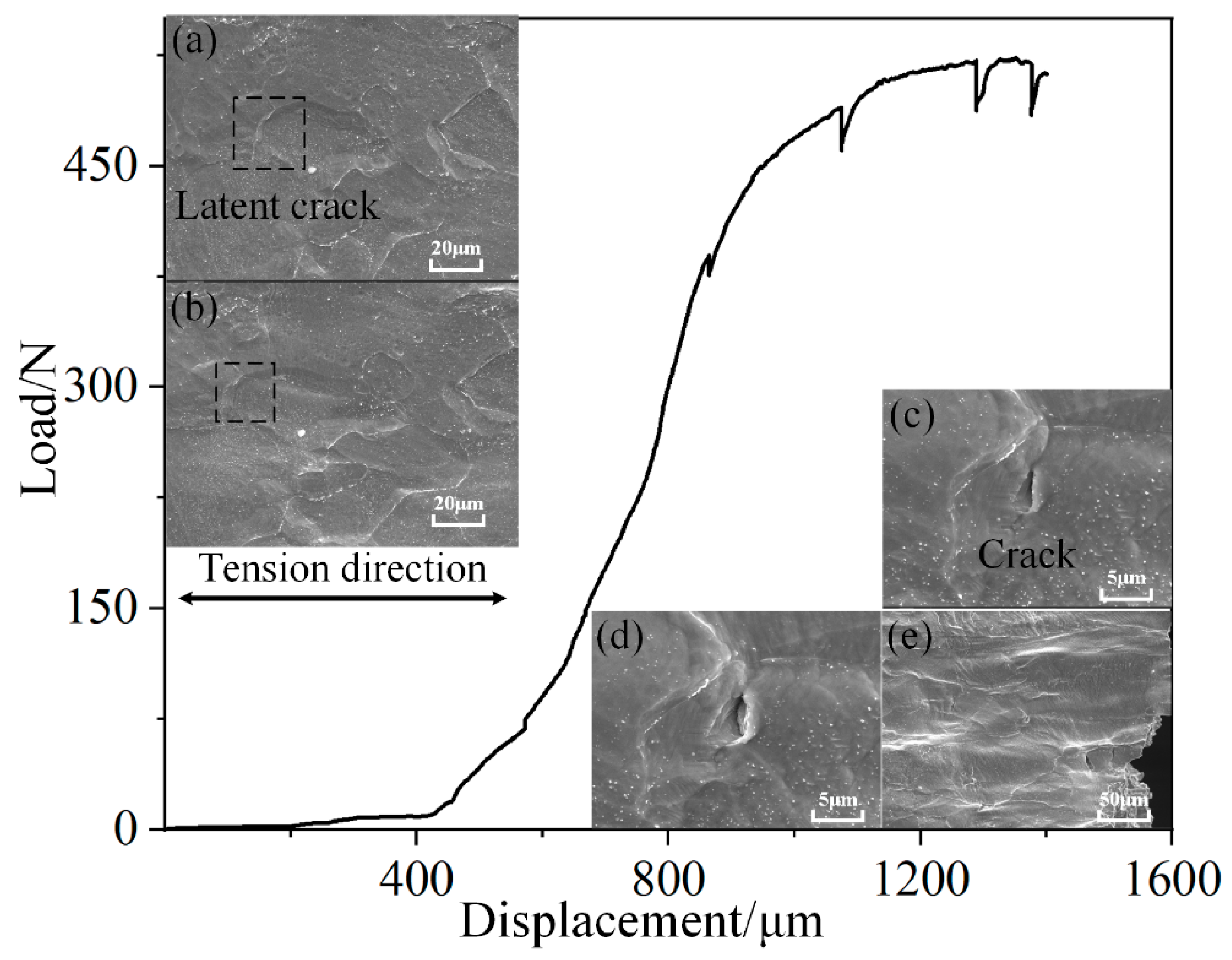
3.7. Fracture Analysis
4. Conclusions
- All three models exhibit varying degrees of error. The maximum errors of the Johnson–Cook model, modified Johnson–Cook model and Arrhenius model are 30.97 MPa, 7.46 MPa and 30.12 MPa, and the relative errors are 16.56%, 2.25% and 9.64%. Among them, the modified Johnson–Cook model demonstrates superior accuracy. The JC model displays good prediction accuracy only when referring to reference strain and temperature. It can be seen from the MJC model that the parameters of Nb521 vary greatly at different temperatures and strain rates, which may be because the deformation mechanism of Nb521 is affected at higher temperatures and strain rates.
- Both grain elongation and torsion are the main deformation mechanism of Nb521, and {001} <110> cubic texture gradually forms with stretching.
- The fracture mechanism of Nb521 at room temperature and high temperature has been revealed. At room temperature, microcracks induced by impurity particles at the grain boundary initiate the fracture. At high temperatures, the microcracks are not induced by impurity particles but by specific stress conditions. The cracks appear on both sides along with the stretching, leading to the brittle fracture of the surface structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, N.; Li, H.; Xu, F.; Yin, Z.; Zhang, X. Recent Development of Advanced Materials for Liquid Rocket Thruster Chambers. Aerosp. Mater. Technol. 2019, 49, 1–8. [Google Scholar]
- Zhang, C.; Hu, G. Structure, Properties and Applaction of Nb521 Alloys. Aerosp. Mater. Technol. 2012, 42, 105–107. [Google Scholar]
- Senkov, O.N.; Rao, S.I.; Butler, T.M.; Chaput, K.J. Ductile Nb alloys with reduced density and cost. J. Alloys Compd. 2019, 808, 151685. [Google Scholar] [CrossRef]
- Luo, Y.; Zhai, B. Research on precision spinning-pressure forming process of large-size thin-walled nozzle made of niobium tungsten alloy. J. Rocket. Propuls. 2016, 42, 68–73. [Google Scholar]
- Yapici, G.G. Simultaneous improvement in strength and ductility of severely deformed niobium alloy. Mater. Lett. 2020, 279, 128443. [Google Scholar] [CrossRef]
- Xia, M.; Zheng, X.; Liu, H.; Bai, R.; Cai, X.; Wang, F. Effect of Nb2C Particle Size and Content on Microstructure and Properties of Niobium Alloy. Hot Work. Technol. 2016, 45, 115–117. [Google Scholar] [CrossRef]
- Xin, M.; Lv, Y.; Li, S.; Zhang, X.; Wang, H.; Han, W.; Hu, X.; Shen, L. Effects of Cold Rotary Forging on Microstructure and Mechanical Properties of Nb521 Alloy Bars. Rare Met. Cem. Carbides 2018, 46, 37–42. [Google Scholar]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Bodunrin, M.O. Flow stress prediction using hyperbolic-sine Arrhenius constants optimised by simple generalised reduced gradient refinement. J. Mater. Res. Technol.-JmrT 2020, 9, 2376–2386. [Google Scholar] [CrossRef]
- Yang, Z.; Feng, X.; Zhang, X.; Shen, Y.; Huang, X.; Xie, R. Study on Dynamic Mechanical Behaviors and J–C Constitutive Model of a Fine-Grained D6A Steel. Crystals 2022, 12, 806. [Google Scholar] [CrossRef]
- Nasri, M.T.; Abbassi, F.; Ahmad, F.; Makhloufi, W.; Ayadi, M.; Mehboob, H.; Choi, H.S. Experimental and numerical investigation of sheet metal failure based on Johnson-Cook model and Erichsen test over a wide range of temperatures. Mech. Adv. Mater. Struct. 2022, 30, 2087–2100. [Google Scholar] [CrossRef]
- Qian, X.; Peng, X.; Song, Y.; Huang, J.; Wei, Y.; Liu, P.; Mao, X.; Zhang, J.; Wang, L. Dynamic constitutive relationship of CuCrZr alloy based on Johnson-Cook model. Nucl. Mater. Energy 2020, 24, 100768. [Google Scholar] [CrossRef]
- Wang, Y.; Zhou, D.; Zhou, Y.; Sha, A.; Cheng, H.; Yan, Y. A Constitutive Relation Based on the Johnson–Cook Model for Ti-22Al-23Nb-2(Mo, Zr) Alloy at Elevated Temperature. Crystals 2021, 11, 754. [Google Scholar] [CrossRef]
- Yang, J.; Wang, L.; Zheng, Y.; Zhong, Z. Strain Modified Constitutive Equation and Processing Maps of High Quality 20MnCr5(SH) Gear Steel. Crystals 2021, 11, 536. [Google Scholar] [CrossRef]
- Xia, Y.F.; Jiang, W.; Cheng, Q.; Jiang, L.; Jin, L. Hot deformation behavior of Ti-6Al-4V-0.1Ru alloy during isothermal compression. Trans. Nonferrous Met. Soc. China 2020, 30, 134–146. [Google Scholar] [CrossRef]
- Hu, M.; Dong, L.; Zhang, Z.; Lei, X.; Yang, R.; Sha, Y. Correction of Flow Curves and Constitutive Modelling of a Ti-6Al-4V Alloy. Metals 2018, 8, 256. [Google Scholar] [CrossRef] [Green Version]
- Wan, Q.; Hua, K.; Tong, Y.; Wu, Y.; Zhang, F.; Li, X.; Wang, H. Interrupted in-situ EBSD study of crystallographic characteristics and deformation micro-mechanism in TiZrHfNb refractory high entropy alloys during uniaxial tensile deformation. Mater. Charact. 2022, 189, 111960. [Google Scholar] [CrossRef]
- Wang, Z.; Zaefferer, S. On the accuracy of grain boundary character determination by pseudo-3D EBSD. Mater. Charact. 2017, 130, 33–38. [Google Scholar] [CrossRef]
- Ye, Z.; Li, C.; Zheng, M.; Zhang, X.; Yang, X.; Gu, J. In-situ EBSD/DIC-based investigation of deformation and fracture mechanism in FCC- and L12-structured FeCoNiV high-entropy alloys. Int. J. Plast. 2022, 152, 103247. [Google Scholar] [CrossRef]
- Zhu, Q.; Wang, C.; Qin, H.; Chen, G.; Zhang, P. Effect of the grain size on the microtensile deformation and fracture behaviors of a nickel-based superalloy via EBSD and in-situ synchrotron radiation X-ray tomography. Mater. Charact. 2019, 156, 109875. [Google Scholar] [CrossRef]
- Cai, X.; Li, Q.; Xia, M.; Li, W.; Zheng, X.; Wang, F.; Liu, H.; Bai, R. Effect of Oxidizing Temperature on Mechanical Properties of Nb521 Alloy. Hot Work. Technol. 2021, 50, 36–38. [Google Scholar] [CrossRef]
- Han, Q.; Wang, W.; Fang, J.; Cui, H.; Zhang, H.; Yang, X.; Mu, Q.; Xu, J.; Shi, H. In-situ SEM and EBSD study on fretting fatigue crack initiation of a directionally solidified Ni-based superalloy. Int. J. Fatigue 2022, 161, 106908. [Google Scholar] [CrossRef]
- Gao, W.; Lu, J.; Zhou, J.; Liu, L.E.; Wang, J.; Zhang, Y.; Zhang, Z. Effect of grain size on deformation and fracture of Inconel718: An in-situ SEM-EBSD-DIC investigation. Mater. Sci. Eng. A 2022, 861, 144361. [Google Scholar] [CrossRef]
- Liu, J.; Sun, J.; Chen, Q.; Lu, L. Intergranular Cracking in Mg-Gd-Y Alloy during Tension Test. Crystals 2022, 12, 1040. [Google Scholar] [CrossRef]
- Zhu, B.; Wu, X.; Wan, M.; Zhao, G.; Cao, Y.; Luo, W.; Li, S.; He, J. Progress of high temperature niobium alloy for aerospace applications. Chin. J. Nonferrous Met. 2022, 1–33. [Google Scholar] [CrossRef]
- Lin, X.; Huang, H.; Yuan, X.; Wang, Y.; Zheng, B.; Zuo, X.; Zhou, G. Establishment and validity verification of the hot processing map of a Ti-47.5Al-2.5V-1.0Cr-0.2Zr alloy with a lamellar microstructure. Mater. Charact. 2022, 183, 111599. [Google Scholar] [CrossRef]
- Shokry, A.; Gowid, S.; Mulki, H.; Kharmanda, G. On the Prediction of the Flow Behavior of Metals and Alloys at a Wide Range of Temperatures and Strain Rates Using Johnson-Cook and Modified Johnson-Cook-Based Models: A Review. Materials 2023, 16, 1574. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.-N.; Shangguan, Q.-Q.; Xie, C.-J.; Liu, F. A modified Johnson–Cook model of dynamic tensile behaviors for 7075-T6 aluminum alloy. J. Alloys Compd. 2015, 619, 186–194. [Google Scholar] [CrossRef]
- Ojal, N.; Cherukuri, H.P.; Schmitz, T.L.; Devlugt, K.T.; Jaycox, A.W. A combined experimental and numerical approach that eliminates the non-uniqueness associated with the Johnson-Cook parameters obtained using inverse methods. Int. J. Adv. Manuf. Technol. 2022, 120, 2373–2384. [Google Scholar] [CrossRef]
- Wang, C.; Shi, D.; Yang, X.; Li, S.; Dong, C. An improved viscoplastic constitutive model and its application to creep behavior of turbine blade. Mater. Sci. Eng. A 2017, 707, 344–355. [Google Scholar] [CrossRef]
- Wu, M.; Zhang, S.; Ma, S.; Yan, H.; Wang, W.; Li, Q. Hot Deformation Behavior of Q345 Steel and Its Application in Rapid Shear Connection. Materials 2019, 12, 2186. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, G.; Tian, Y.; Song, Y.; Li, J.; Li, H.; Zhang, J. A Comparative Study of Three Constitutive Models concerning Thermo-Mechanical Behavior of Q345 Steel during Hot Deformation. Crystals 2022, 12, 1262. [Google Scholar] [CrossRef]
- Niu, D.; Zhao, C.; Li, D.; Wang, Z.; Luo, Z.; Zhang, W. Constitutive Modeling of the Flow Stress Behavior for the Hot Deformation of Cu-15Ni-8Sn Alloys. Front. Mater. 2020, 7, 577867. [Google Scholar] [CrossRef]
- Chao, Z.L.; Jiang, L.T.; Chen, G.Q.; Zhang, Q.; Zhang, N.B.; Zhao, Q.Q.; Pang, B.J.; Wu, G.H. A modified Johnson-Cook model with damage degradation for B4Cp/Al composites. Compos. Struct. 2022, 282, 115029. [Google Scholar] [CrossRef]
- Bibhanshu, N.; Gussev, M.N.; Massey, C.P.; Field, K.G. Investigation of deformation mechanisms in an advanced FeCrAl alloy using in-situ SEM-EBSD testing. Mater. Sci. Eng. A 2022, 832, 142373. [Google Scholar] [CrossRef]
- Wu, X.; Suo, H.; Ji, Y.; Li, J.; Ma, L.; Liu, M.; Zhang, Z.; Wang, Q. Systematical analysis on the grain orientation evolution of pure nickel under plastic deformation by using in-situ EBSD. Mater. Sci. Eng. A 2020, 792, 139722. [Google Scholar] [CrossRef]
- Zhang, Z.-W.; Li, Z.; Liu, Y.; Wang, J.-T. Path Dependency of Plastic Deformation in Crystals: Work Hardening, Crystallographic Rotation and Dislocation Structure Evolution. Crystals 2022, 12, 999. [Google Scholar] [CrossRef]
- Jiang, J.; Zhai, H.; Du, M.; Wang, D.; Pei, X.; Ma, X.; Wang, B. Temperature-dependent deformation and cracking behavior in Cr coating for accident tolerant fuel cladding: An in-situ SEM study. Surf. Coat. Technol. 2021, 427, 127815. [Google Scholar] [CrossRef]
- Li, S.; Wang, Y.; Wang, X. In-situ Observation of the Deformation and Fracture Behaviors of Long-Term Thermally Aged Cast Duplex Stainless Steels. Metals 2019, 9, 258. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition of Nb521 Alloy | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| W | Mo | Zr | C | N | O | Cu | Ti | Fe | Si | Ta | Nb |
| 5.14 | 1.87 | 1.33 | 0.0095 | 0.0060 | 0.010 | 0.001 | 0.016 | 0.001 | 0.0028 | 0.59 | Bal |
| A | B | C | m | n | ||
|---|---|---|---|---|---|---|
| 0.01 | −4.60 | 164.28 | 81.99 | 0.042 | 0.484 | 0.67 |
| 0.1 | −2.30 | 149.43 | 91.78 | 0.707 | 0.637 | |
| 1 | 0 | 129.66 | 56.40 | 0.196 | 0.697 | 0.893 |
| 10 | 2.30 | 172.98 | 65.59 | 0.069 | 0.824 | 0.793 |
| A | B | C | m | n |
|---|---|---|---|---|
| A0 = 129.66 | B0 = 56.40 | C0 = 0.196 | M0 = 0.697 | N0 = 0.893 |
| A1 = 0.19 | B1 = −12.18 | C1 = −0.025 | M1 = −0.0016 | N1 = 0.080 |
| A2 = 5.95 | B2 = 4.20 | C2 = −0.013 | M2 = 0.0131 | N2 = −0.0335 |
| A3 = 0.93 | B3 = 1.23 | M3 = 0.00509 | N3 = −0.00877 |
| α | n | Q | c |
|---|---|---|---|
| T/K | |||||||
|---|---|---|---|---|---|---|---|
| 1523 | 0.01 | −27.32 | −0.09 | −29.42 | −8.95 | −0.03 | −9.64 |
| 0.1 | −4.52 | −5.01 | −0.95 | −1.35 | −1.50 | −0.29 | |
| 1 | −25.64 | −2.90 | −11.25 | −6.30 | −0.71 | −2.77 | |
| 10 | 1.00 | 0.23 | 30.12 | 0.23 | 0.05 | 6.98 | |
| 1573 | 0.01 | 11.66 | −1.19 | 4.81 | 4.81 | −0.49 | 1.98 |
| 0.1 | 4.97 | 4.44 | 4.91 | 1.68 | 1.50 | 1.66 | |
| 1 | −11.36 | 7.10 | 1.17 | −3.16 | 1.97 | 0.32 | |
| 10 | −12.52 | −2.70 | 17.19 | −3.07 | −0.66 | 4.21 | |
| 1623 | 0.01 | 21.44 | −1.26 | 8.44 | 10.03 | −0.59 | 3.94 |
| 0.1 | −5.61 | −6.14 | −11.68 | −1.97 | −2.16 | −4.11 | |
| 1 | −8.63 | 7.46 | −1.44 | −2.61 | 2.25 | −0.43 | |
| 10 | −13.14 | 1.13 | 12.55 | −3.46 | 0.30 | 3.31 | |
| 1673 | 0.01 | 30.97 | 3.17 | 13.47 | 16.56 | 1.69 | 7.20 |
| 0.1 | −3.29 | −3.80 | −13.95 | −1.26 | −1.45 | −5.33 | |
| 1 | −12.50 | 1.72 | −9.60 | −4.01 | 0.55 | −3.08 | |
| 10 | −13.85 | 3.10 | 8.40 | −3.92 | 0.88 | 2.38 | |
| 1723 | 0.01 | 27.24 | −3.29 | 7.10 | 15.63 | −1.89 | 4.07 |
| 0.1 | 1.58 | 1.09 | −11.87 | 0.67 | 0.46 | −5.00 | |
| 1 | −17.93 | −5.31 | −17.73 | −6.09 | −1.80 | −6.03 | |
| 10 | −23.84 | −5.27 | −3.72 | −7.06 | −1.56 | −1.10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, B.; Jia, M.; Zhao, R.; Wan, M. Comparative Analysis of Three Constitutive Models and Microstructure Characteristics of Nb521 during Hot Deformation. Crystals 2023, 13, 1170. https://doi.org/10.3390/cryst13081170
Zhu B, Jia M, Zhao R, Wan M. Comparative Analysis of Three Constitutive Models and Microstructure Characteristics of Nb521 during Hot Deformation. Crystals. 2023; 13(8):1170. https://doi.org/10.3390/cryst13081170
Chicago/Turabian StyleZhu, Baohui, Minghang Jia, Rui Zhao, and Min Wan. 2023. "Comparative Analysis of Three Constitutive Models and Microstructure Characteristics of Nb521 during Hot Deformation" Crystals 13, no. 8: 1170. https://doi.org/10.3390/cryst13081170