

Study on Efficient Dephosphorization in Converter Based on Thermodynamic Calculation

Abstract
:1. Introduction
2. Research Method
2.1. Phosphorus Balance Distribution Ratio
2.2. P2O5 Activity Coefficient
2.3. Phosphorus Capacity
2.4. Phase Precipitated Calculation
3. Results and Discussion
3.1. Effect of Composition and Temperature on Dephosphorization
3.1.1. Basicity
3.1.2. FetO Content
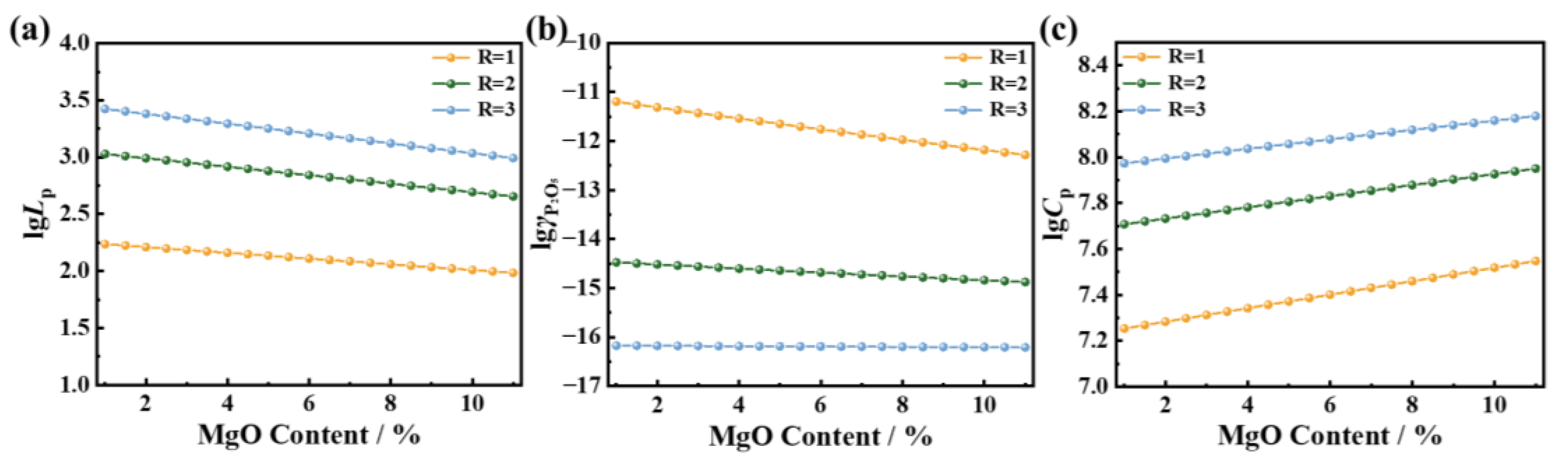
3.1.3. MgO Content
3.1.4. MnO Content
3.1.5. Temperature
3.2. Effect of Steel Slag Composition on Precipitated Phase
3.2.1. Basicity
3.2.2. FetO Content
3.3. Industrial Experiment Verification
4. Conclusions
- The results of thermodynamic formula calculations showed that increasing the basicity of the dephosphorization slag was beneficial for dephosphorization, but it should be kept below 3. When the FetO content was around 20%, the dephosphorization effect was the best, and a too high or too low FetO content was not conducive to dephosphorization. The contents of MgO, MnO, and other components had little effect on the dephosphorization effect. The reaction temperature should be kept relatively low during the dephosphorization stage, and the dephosphorization efficiency sharply decreased with the increase in temperature.
- During the solidification process of the dephosphorization slag, phosphorus existed in the form of Ca3(PO4)2. When the slag basicity and FetO content changed, Ca3(PO4)2 only changed its precipitation form, but the precipitation amount remained unchanged. Ca3(PO4)2 in the slag usually formed a solid solution with Ca2SiO4, so the form of phosphorus in the slag was mainly determined by the precipitation form and content of Ca2SiO4.
- The phases in the dephosphorization slag were mainly composed of phosphorus-rich phases, iron-rich phases, and the matrix phase. This was consistent with the results of scanning electron microscopy observation and XRD analysis. The developed prediction model accurately estimates the phosphorus distribution ratio between the slag and steel liquid.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hao, X.; An, H. Comparative study on transmission mechanism of supply shortage risk in the international trade of iron ore, pig iron and crude steel. Resour. Policy 2022, 79, 103022. [Google Scholar] [CrossRef]
- Ma, S.; Wen, Z.; Chen, J.; Wen, Z. Mode of circular economy in China’s iron and steel industry: A case study in Wu’an city. J. Clean. Prod. 2014, 64, 505–512. [Google Scholar] [CrossRef]
- Zhang, Q.; Sun, Y.; Han, Y.; Li, Y.; Gao, P. Review on coal-based reduction and magnetic separation for refractory iron-bearing resources. Int. J. Miner. Metall. Mater. 2022, 29, 2087–2105. [Google Scholar] [CrossRef]
- Wang, Z.; Bao, Y.; Wang, D.; Wang, M. Effective removal of phosphorus from high phosphorus steel slag using carbonized rice husk. J. Environ. Sci. 2023, 124, 156–164. [Google Scholar] [CrossRef] [PubMed]
- Lawrence, K.; Nehring, M. Market structure differences impacting Australian iron ore and metallurgical coal industries. Minerals 2015, 5, 473–487. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Han, Y.; Gao, P.; Wang, Z.; Ren, D. Recovery of iron from high phosphorus oolitic iron ore using coal-based reduction followed by magnetic separation. Int. J. Miner. Metall. Mater. 2013, 20, 411–419. [Google Scholar] [CrossRef]
- Liu, X.; Feng, H.; Chen, L.; Qin, X.; Sun, F. Hot metal yield optimization of a blast furnace based on constructal theory. Energy 2016, 104, 33–41. [Google Scholar] [CrossRef]
- Zhu, D.; Yang, C.; Pan, J.; Lu, L.; Guo, Z.; Liu, X. An integrated approach for production of stainless steel master alloy from a low grade chromite concentrate. Powder Technol. 2018, 335, 103–113. [Google Scholar] [CrossRef]
- Chen, Y.; Zuo, H. Gasification behavior of phosphorus during pre-reduction sintering of medium-high phosphorus iron ore. ISIJ Int. 2021, 61, 1459–1468. [Google Scholar] [CrossRef]
- Kubo, H.; Matsubae-Yokoyama, K.; Nagasaka, T. Magnetic separation of phosphorus enriched phase from multiphase dephosphorization slag. ISIJ Int. 2010, 50, 59–64. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Han, Y.; Sun, Y.; Li, Y. Innovative utilization of refractory iron ore via suspension magnetization roasting: A pilot-scale study. Powder Technol. 2019, 352, 16–24. [Google Scholar] [CrossRef]
- Lughofer, E.; Pollak, R.; Feilmayr, C.; Schatzl, M.; Saminger-Platz, S. Prediction and explanation models for hot metal temperature, silicon concentration, and cooling capacity in ironmaking blast furnaces. Steel Res. Int. 2021, 92, 2100078. [Google Scholar] [CrossRef]
- Jeong, Y.; Matsubae-Yokoyama, K.; Kubo, H.; Pak, J.; Nagasaka, T. Substance flow analysis of phosphorus and manganese correlated with South Korean steel industry. Resour. Conserv. Recycl. 2009, 53, 479–489. [Google Scholar] [CrossRef]
- Dippenaar, R. Industrial uses of slag (the use and re-use of iron and steelmaking slags). Ironmak. Steelmak. 2005, 32, 35–46. [Google Scholar] [CrossRef]
- Wang, L.; Guo, P.; Kong, L.; Zhao, P. Industrial application prospects and key issues of the pure-hydrogen reduction process. Int. J. Miner. Metall. Mater. 2022, 29, 1922–1931. [Google Scholar] [CrossRef]
- Liu, Z.; Kobayashi, Y.; Yin, F.; Kuwabara, M.; Nagai, K. Nucleation of acicular ferrite on sulfide inclusion during rapid solidification of low carbon steel. ISIJ Int. 2007, 47, 1781–1788. [Google Scholar] [CrossRef] [Green Version]
- Gibbs, P.J.; De Moor, E.; Merwin, M.J.; Clausen, B.; Speer, J.G.; Matlock, D.K. Austenite stability effects on tensile behavior of manganese-enriched-austenite transformation-induced plasticity steel. Metall. Mater. Trans. A 2011, 42, 3691–3702. [Google Scholar] [CrossRef]
- Zurutuza, I.; Isasti, N.; Detemple, E.; Schwinn, V.; Mohrbacher, H.; Uranga, P. Effect of Nb and Mo additions in the microstructure/tensile property relationship in high strength quenched and quenched and tempered boron steels. Metals 2020, 11, 29. [Google Scholar] [CrossRef]
- Yao, X.; Huang, J.; Qiao, Y.; Sun, M.; Wang, B.; Xu, B. Precipitation behavior of carbides and its effect on the microstructure and mechanical properties of 15CrNi3MoV Steel. Metals 2022, 12, 1758. [Google Scholar] [CrossRef]
- Tian, Z.; Li, B.; Zhang, X.; Jiang, Z. Double slag operation dephosphorization in BOF for producing low phosphorus steel. J. Iron Steel Res. Int. 2009, 16, 6–14. [Google Scholar] [CrossRef]
- Lv, M.; Zhu, R.; Yang, L. High efficiency dephosphorization by mixed injection during steelmaking process. Steel Res. Int. 2019, 90, 1800454. [Google Scholar] [CrossRef]
- Lin, L.; Zeng, J. Consideration of green intelligent steel processes and narrow window stability control technology on steel quality. Int. J. Miner. Metall. Mater. 2021, 28, 1264–1273. [Google Scholar] [CrossRef]
- Qian, Q.; Dong, Q.; Xu, J.; Zhao, W.; Li, M. A metallurgical dynamics-based method for production state characterization and end-point time prediction of basic oxygen furnace steelmaking. Metals 2022, 13, 2. [Google Scholar] [CrossRef]
- Li, H.; Li, X.; Liu, X.; Bu, X.; Li, H.; Lyu, Q. Industrial internet platforms: Applications in BF ironmaking. Ironmak. Steelmak. 2022, 49, 905–916. [Google Scholar] [CrossRef]
- Huss, J.; Berg, M.; Kojola, N. Experimental study on phosphorus partitions between liquid iron and liquid slags based on DRI. Metall. Mater. Trans. B 2020, 51, 786–794. [Google Scholar] [CrossRef]
- Wang, Z.; Bao, Y.; Wang, D.; Gu, C.; Wang, M. Study on the effect of different factors on the change of the phosphorus-rich phase in high phosphorus steel slag. Crystals 2022, 12, 1030. [Google Scholar] [CrossRef]
- Ide, K.; Fruehan, R.J. Evaluation of phosphorus reaction equilibrium in steelmaking. Iron Steelmak. 2000, 27, 65–70. [Google Scholar]
- Balajiva, K.; Quarrell, A.G.; Vajragupta, P. A laboratory investigation of the phosphorus reaction in the basic steeling porcess. J. Iron Steel Inst. 1946, 153, 115–150. [Google Scholar]
- Suito, H.; Inoue, R. Thermodynamic assessment of hot metal and steel dephosphorization with MnO-containing BOF slags. ISIJ Int. 1995, 35, 258–265. [Google Scholar] [CrossRef] [Green Version]
- Turkdogan, E.T. Assessment of P2O5 activity coefficients in molten slags. ISIJ Int. 2000, 40, 964–970. [Google Scholar] [CrossRef] [Green Version]
- Sen, N. Studies on dephosphorisation of steel in induction furnace. Steel Res. Int. 2006, 77, 242–249. [Google Scholar] [CrossRef]
- Assis, A.N.; Tayeb, M.A.; Sridhar, S.; Fruehan, R.J. Phosphorus equilibrium between liquid iron and CaO-SiO2-MgO-Al2O3-FeO-P2O5 slags: EAF slags, the effect of alumina and new correlation. Metals 2019, 9, 116. [Google Scholar] [CrossRef] [Green Version]
- Kunisada, K.; Iwai, H. Effect of Na2O on phosphorus distribution between liquid iron and CaO-based slags. ISIJ Int. 2007, 27, 263–269. [Google Scholar] [CrossRef]
- Basu, S.; Lahiri, A.K.; Seetharaman, S. A model for activity coefficient of P2O5 in BOF slag and phosphorus distribution between liquid steel and slag. ISIJ Int. 2007, 47, 1236–1238. [Google Scholar] [CrossRef] [Green Version]
- Bergman, Å. Representation of phosphorus and vanadium equilibria between liquid iron and complex steelmaking type slags. ISIJ Int. 1988, 28, 945–951. [Google Scholar] [CrossRef]
- Ray, H.S.; Pal, S. Simple method for theoretical estimation of viscosity of oxide melts using optical basicity. Ironmak. Steelmak. 2004, 31, 125–130. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | CaO | SiO2 | FetO | MnO | P2O5 | MgO |
|---|---|---|---|---|---|---|
| Content | 38 | 19 | 25 | 5 | 3 | 10 |
| Lp Representation | Lp Calculation Formula |
|---|---|
| Oxide | CaO | SiO2 | FeO | MnO | P2O5 | MgO |
|---|---|---|---|---|---|---|
| Optical basicity | 1 | 0.47 | 0.72 | 0.95 | 0.38 | 0.92 |
| No. | CaO | SiO2 | FetO | MnO | P2O5 | MgO |
|---|---|---|---|---|---|---|
| 1 | 28.5 | 28.5 | 25 | 5 | 3 | 10 |
| 2 | 38 | 19 | 25 | 5 | 3 | 10 |
| 3 | 42.75 | 14.25 | 25 | 5 | 3 | 10 |
| 4 | 48 | 24 | 10 | 5 | 3 | 10 |
| 5 | 44.67 | 22.33 | 15 | 5 | 3 | 10 |
| 6 | 41.33 | 20.67 | 20 | 5 | 3 | 10 |
| Composition | CaO | SiO2 | FetO | MnO | P2O5 | MgO |
|---|---|---|---|---|---|---|
| Content | 39.1 | 15.5 | 21.2 | 6.8 | 3.3 | 7.7 |
| No. | Main Components of Dephosphorization Slag/% | [P] Content in Molten Steel/% | Temperature/°C | |||||
|---|---|---|---|---|---|---|---|---|
| CaO | SiO2 | FetO | MnO | P2O5 | MgO | |||
| 1 | 32.6 | 18.1 | 25.3 | 5.4 | 3.7 | 7.7 | 0.137 | 1332 |
| 2 | 31.8 | 19.5 | 27.7 | 5.7 | 3.8 | 5 | 0.143 | 1400 |
| 3 | 37.2 | 21.2 | 18.9 | 6.1 | 4.3 | 5.3 | 0.144 | 1375 |
| 4 | 35.8 | 18.8 | 22.5 | 3.8 | 4.9 | 7.1 | 0.139 | 1386 |
| 5 | 34.8 | 20.7 | 24.4 | 6.1 | 4.2 | 3.9 | 0.138 | 1367 |
| 6 | 32.8 | 17 | 29.4 | 3.9 | 3.6 | 6.8 | 0.134 | 1393 |
| 7 | 36.8 | 17.2 | 23.7 | 4.2 | 4.8 | 6.5 | 0.142 | 1377 |
| 8 | 37.9 | 19.4 | 25.3 | 2.9 | 4.6 | 4.1 | 0.143 | 1368 |
| 9 | 34.2 | 19 | 26.9 | 3.4 | 4 | 5.8 | 0.15 | 1378 |
| 10 | 42 | 18.1 | 18.2 | 4.1 | 4.4 | 5.3 | 0.143 | 1354 |
| 11 | 33.6 | 15.8 | 26 | 5.3 | 4.3 | 6.9 | 0.142 | 1380 |
| 12 | 38.2 | 20.3 | 16 | 7.3 | 4.3 | 7.4 | 0.138 | 1327 |
| 13 | 42.3 | 22.3 | 14.6 | 4.9 | 2.8 | 6.3 | 0.143 | 1352 |
| 14 | 32.2 | 23.6 | 23.3 | 4.4 | 3.4 | 4.6 | 0.145 | 1368 |
| 15 | 31.3 | 15.7 | 28.5 | 5.6 | 3.6 | 6.7 | 0.149 | 1383 |
| Coefficient | (%CaO) | (%MgO) | (%P2O5) | (%MnO) | 1/T | lg(%T.Fe) |
|---|---|---|---|---|---|---|
| p-value | 0.000 | 0.011 | 0.000 | 0.003 | 0.006 | 0.000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.-L.; Song, T.-L.; Zhao, L.-H.; Bao, Y.-P. Study on Efficient Dephosphorization in Converter Based on Thermodynamic Calculation. Crystals 2023, 13, 1132. https://doi.org/10.3390/cryst13071132
Wang Z-L, Song T-L, Zhao L-H, Bao Y-P. Study on Efficient Dephosphorization in Converter Based on Thermodynamic Calculation. Crystals. 2023; 13(7):1132. https://doi.org/10.3390/cryst13071132
Chicago/Turabian StyleWang, Zhong-Liang, Tian-Le Song, Li-Hua Zhao, and Yan-Ping Bao. 2023. "Study on Efficient Dephosphorization in Converter Based on Thermodynamic Calculation" Crystals 13, no. 7: 1132. https://doi.org/10.3390/cryst13071132