3.1. Microstructural Evaluation of Sintering Qualities
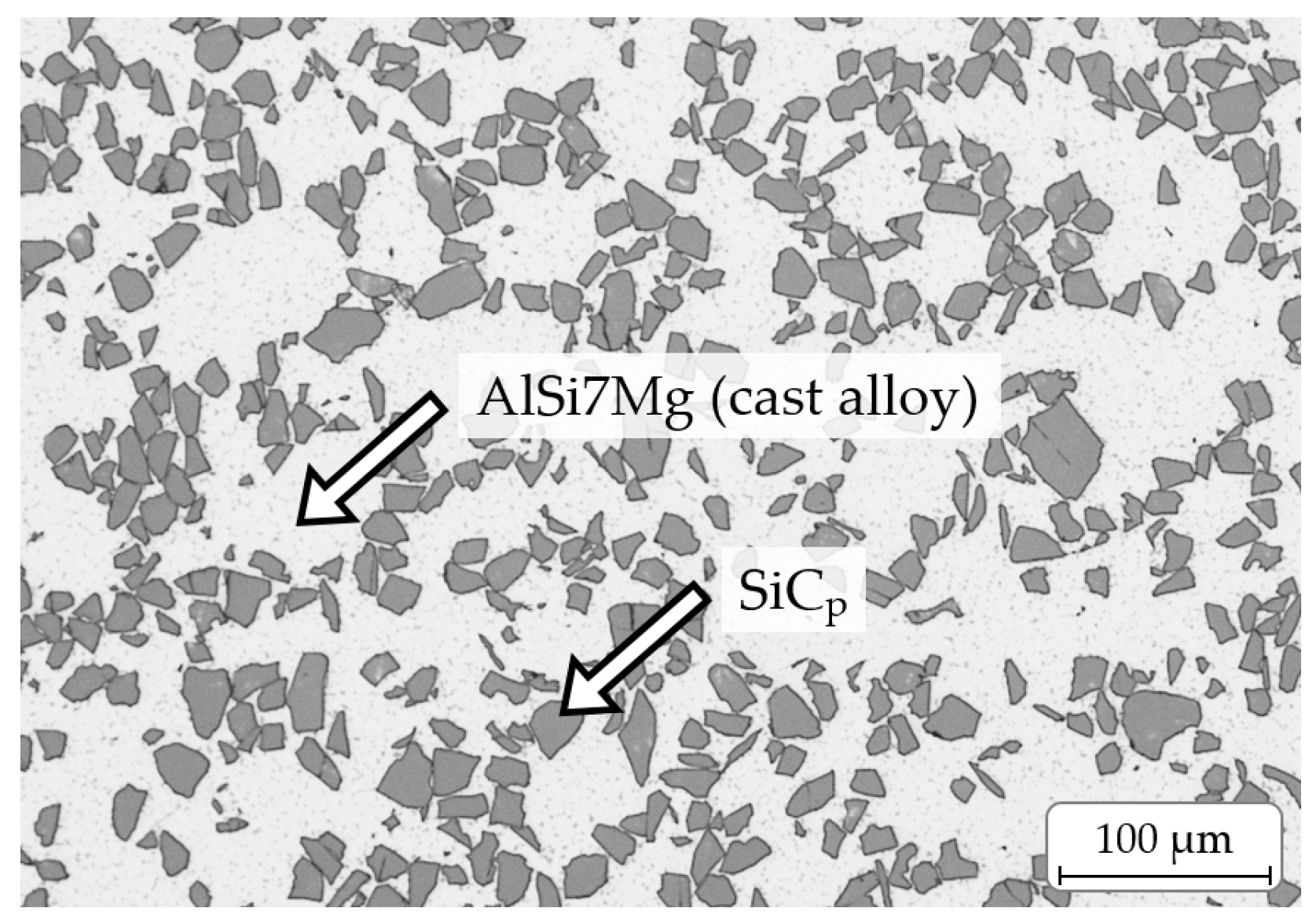
Figure 4 provides an overview of the macro- and microstructures of the sintered samples. The stereomicroscopic images in the first row clearly show areas of different appearance. On the one hand, there are large dark areas corresponding with former particles from the particulate material (see
Table 1). On the other hand, there is a lighter appearing material in-between corresponding with the former filler material, i.e., milled chips (see
Table 1). Its lighter appearance is obviously caused by a higher amount of smaller and more finely dispersed SiC
p (see
Figure 4c,d), which lead to a stronger light reflection.
The light microscopic pictures in
Figure 4 show that in the former chip areas, the average SiC
p particle size is significantly smaller and more heterogeneous in comparison to the reinforcement phase of the initial AMC material. This heterogeneity in size is probably the result of varying cutting forces and deformation grades during chip formation in the applied turning process. The amount of cracked SiC particles is higher in chip locations that experienced a higher mechanical load during cutting, whereas in locations with a lower local load, the SiC particles stayed intact.
Figure 4 further displays that the particles from the “coarse” and “middle” AMC particulate material are fully embedded within a matrix of the milled chips “filler” (see also
Table 1). The different particle types were successfully sintered with the applied RHS route, i.e., former particle boundaries cannot (CM fraction) or can just barely (MM fraction) be seen in the light microscopic pictures in
Figure 4. Only the change in mean SiC particle size, i.e., the presence of fragmented SiC
p, reflects the transition from one type of starting powder/particle fraction to another. Cislo et al. [
13] investigated the solid-state recycling (comminution, cleansing, pre-compaction, pulsed electric current sintering) of EN AW 6082 chips and observed a similar result. In their investigations, residue chip boundaries were also barely visible.
The details in
Figure 4c–f show the differences between the two sintered secondary AMC types using either the CM or the MM fraction. The secondary AMC produced under the use of the MM condition shows a significant level of pores, mainly in the interface area between the former chip filler and medium particulate fraction and also in the region of the former chip filler, as well as in some former particles of the particulate material. This—in comparison to the AMC produced from a CM fraction high-level of porosity—is explained by the lower sintering pressure while processing the MM fraction (see
Section 2.2.1). Since the relative powder density of the CM and MM fraction were similar (
Table 2), the lower sintering pressure resulted in a reduced volume diffusion flux that is needed to fill the present gaps, cavities, and pores. This volume diffusion flux, on the other hand, was higher during the sintering of the CM fraction under a higher sintering pressure. As a result, while the CM exhibits a nearly pore-free microstructure, the MM has a porosity of about 0.5–1.0% over the whole cross-sectional area.
For a better evaluation of the bonding between the former AMC particulate and powder material, interface indentations were carried out in both the secondary AMC from the CM and MM fraction.
Figure 5 shows typical interface areas before and after the indentation. The interface areas are respectively marked with the light dashed lines. In all cases, no visible cracks along the interfaces were triggered by the indenter. Only the area near the indentation was deformed by the volume displacement. This is also in accordance with earlier investigation results by Cislo et al. [
13]. While a delamination of the former chip particles after pre-compaction at room temperature was observed, the consolidation through sintering led to a strong bond, that corresponded to the coherence in the material itself. Due to the absence of cracks in both secondary AMC, the interfacial toughness cannot be determined according to [
12]. Since failure on the part of the particulate/filler material is more likely to be observed, it can be assumed that the bond between the fractions corresponds to the cohesion within the sintered fractions. These interfaces are therefore evaluated as metallurgically bonded.
Furthermore, dark and rarely occurring, the elongated phases (
Figure 4g,h) were observed in the interface areas of particulate material particles. Whether at all and to what extent these phases have an influence on the fracture behaviour is described and discussed in
Section 3.3.
3.2. Mechanical Behaviour under Tensile and Compressive Load
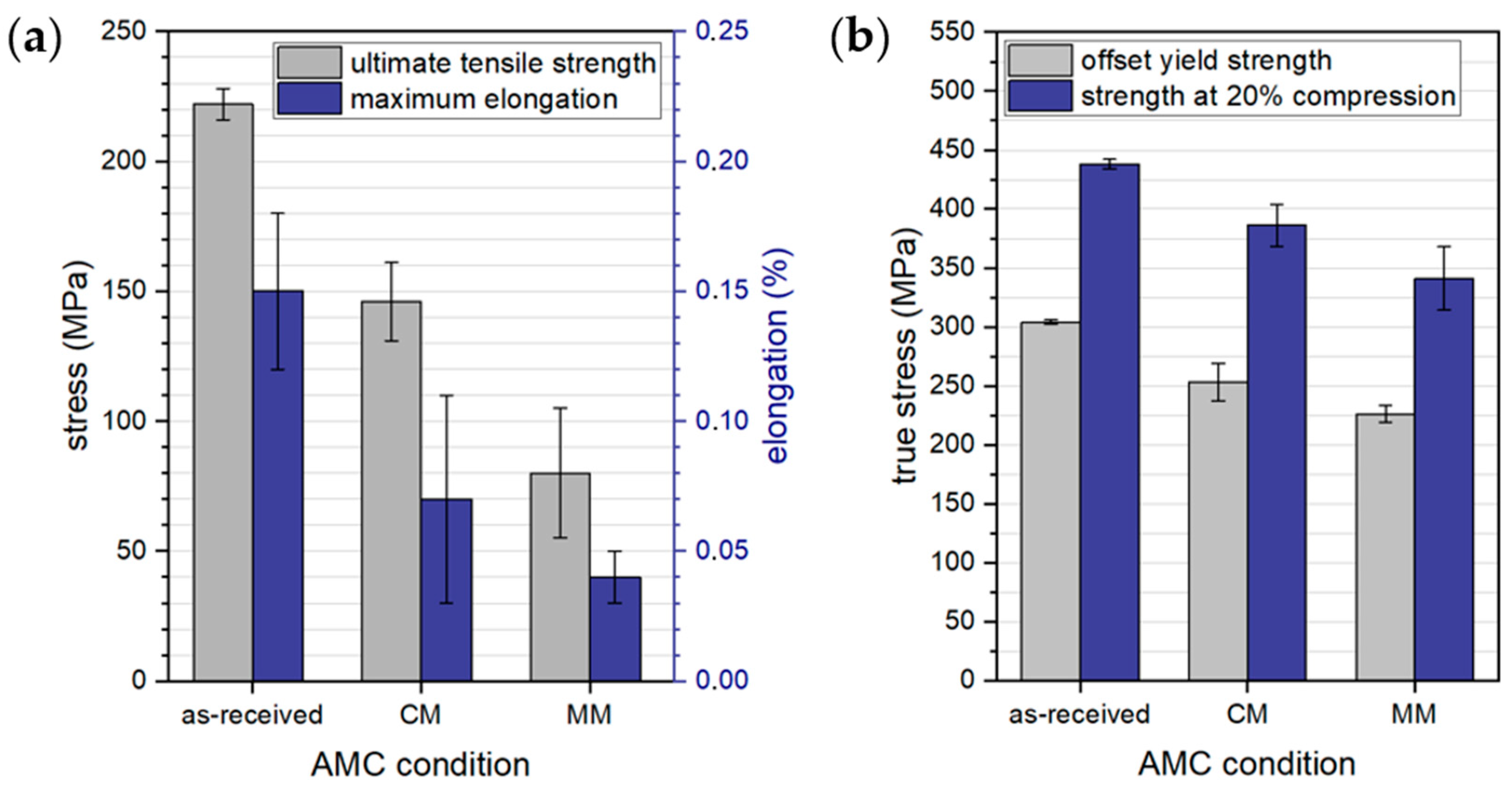
The results of the quasi-static tests under a tensile and compressive load are presented in
Figure 6. Compared to the initial AMC condition (as-received), the tensile strength of the sintered AMC using a CM fraction is reduced by about 30% and that for an MM fraction by about 60%. It can be assumed that a weaker bonding between the heterogeneous areas, i.e., between the filler and coarse or medium particulate phase, respectively, leads to failure already at lower stresses since the observed small variation of the present porosity level does not strongly affect the AMC strength [
9]. In general, the strength values of the recycled conditions scatter more strongly than those obtained for the initial as-received AMC. However, this originates from the more irregular AMC composition respective the described areas of former filler and particulate AMC material in combination with the small specimen volumes during mechanical testing. In addition, the average maximum strains for the recycled AMC conditions are significantly lower than the as-received condition. This indicates an extremely brittle behaviour of the recycled fractions.
The compression tests confirm that secondary AMC obtained from the CM and MM fraction exhibit lower strength than the initial as-received AMC and that the AMC from the CM fraction shows higher strength values than that from the MM fraction. In comparison to the tensile strength values, however, the grade of the strength reduction was lower in the compression tests. Simultaneously, the specimens show a significantly higher deformation capacity in the compression tests due to the absence of the notch effect of the pores. Nevertheless, in the case of the AMC obtained from the MM fraction, the observed pores reduce the effective cross-sectional area and, therefore, enable material flow at lower global stresses. Further, the lower content of the filler fraction with its fine SiC particles offers a lower dispersion hardening effect compared to the AMC obtained from the CM fraction. In comparison with the offset yield strength, the strength of all conditions at a 20% compression increased by about 50% (
Figure 6b, blue bars). After reaching the yield strength (
Figure 6b, grey bars), retained pores in the AMC flatten, and strain-hardening takes place. However, the absolute increase in stress due to strain hardening (and friction) is about 135 MPa for the AMC from the CM fraction and about 115 MPa for that of the MM fraction. This higher strength could result from the better bonding state in the AMC-internal interfaces between the former filler and particulate material, which is likely to be caused by the increased driving force for sintering due to the increased process pressure, discussed above [
14].
In addition, in all AMC qualities, dispersion hardening could occur since the fine particles do not only work as pinning sites for dislocations, but also as effective obstacles for dislocation movement. This results in a similar relative increase in strength up to a compression of 20% for all tested AMC despite their different microstructures.
Nevertheless, the initial condition with its homogeneous AMC microstructure exhibits the highest yield strength when compared to the secondary AMC conditions. This is again attributed to the heterogeneous distribution of differently sized former AMC particles, as well as areas of significantly differing SiC
p sizes in the secondary AMC obtained from the CM and MM fraction. The difference in bearable stress may specifically be attributed to the present interfaces between the former filler and particulate fractions, as well as local gradients of mechanical properties. Guo et al. [
15] recycled a 15% B
4C reinforced Al 1060 with melt metallurgy. They observed no reduction in mechanical properties after recycling. A better distribution of the reinforcement phase after recycling even led to a slight improvement in the mechanical properties. However, a local formation of a reaction phase during sintering was also observed. The followed recycling route is therefore limited in terms of the reinforcement content due to the already described risk of the formation of brittle detrimental phases.
An additional strength-reducing influence on the investigated secondary AMC could be reaction phases or contaminations that result from the mechanical crushing and milling of the secondary AMC raw material and that concentrate at the internal secondary AMC interfaces. Therefore, a fracture face analysis is addressed in
Section 3.3.
3.3. Fracture Analysis
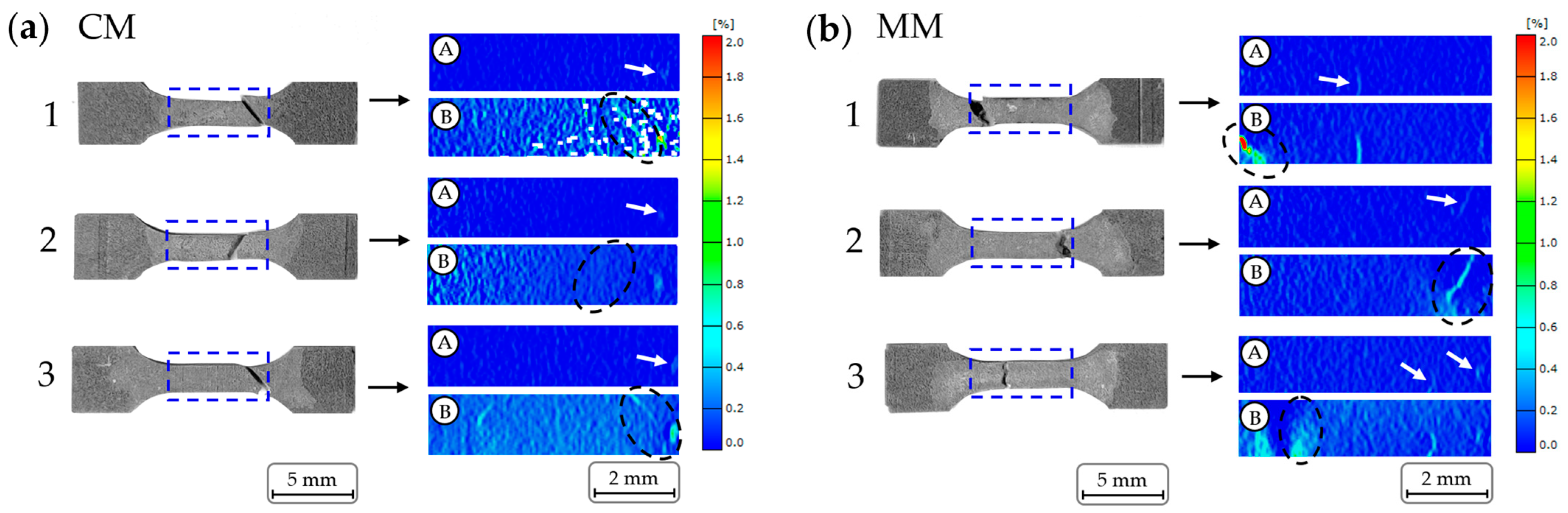
A full fracture analysis on each individual tensile specimen of the recycled AMC sinter materials was performed to reveal the influence of the heterogeneous microstructure on the fracture behaviour. In
Figure 7, the recorded local deformations are presented. Dashed blue frames on the respective specimen macrographs mark the regions of interest recorded by digital image correlation.
The presented images of these records marked with an A represent the beginnings of the respective localised deformation, whereas pictures marked with a B correspond to the respective last records before failure. White arrows in these images point to the locations of the first deformation, and the black dashed ellipses encircle the regions of failure.
As can be seen by the displayed deformation scales, the local deformation in tensile stress direction did not exceed 2.0%, and the global deformation was not higher than 0.7% on average (
Figure 6a). Comparing the respective images A and B, it is important to note that the locations of the first deformations do not, in most cases, correlate with those of the later sample failure. The reason for this is that only one surface of the tensile test specimens was observed while deformation localisations that led to failure could only be apparent on the specimens’ backs. Comparing the images from a digital picture analysis with the respective macrographs, differences in the fracture behaviour of AMC obtained from the CM and MM particle/powder fractions become visible. AMC specimens from the CM fractions mainly failed under a shear fracture while the AMC specimens from MM fractions showed an irregular, mixed-to-normal stress fracture.
SEM examinations were carried out to better understand the structural differences that lead to the different fracture types. Specimen number 3 (compare
Figure 7) was chosen as a representative for both secondary AMC types.
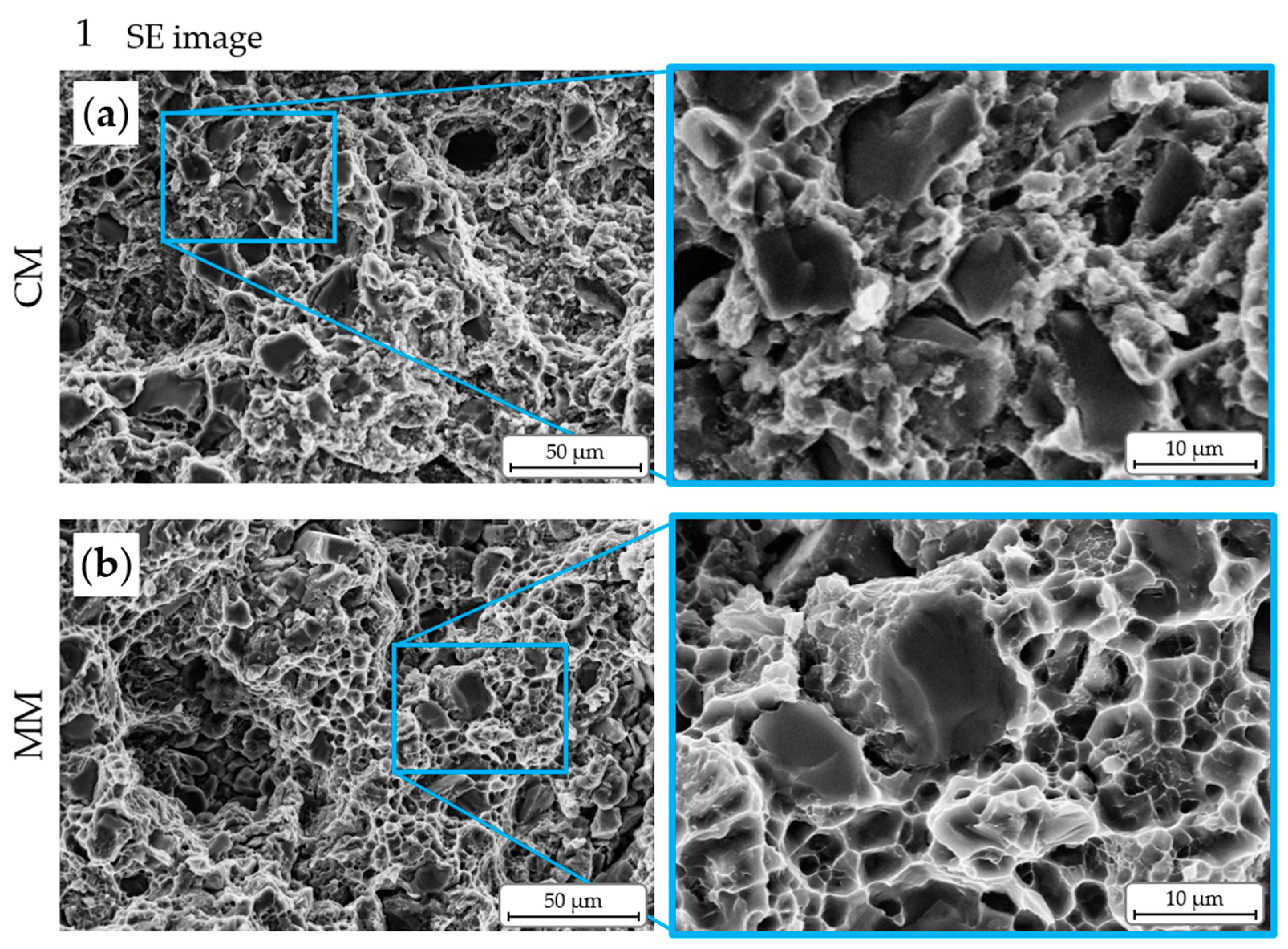
Figure 8 gives an overview of the fracture surfaces for AMC obtained from the CM (a) and MM (b) particle/powder fractions, respectively. The stereomicrographs at the tops are included for easier allocation. The respective SEM images of the tilted fracture surfaces are presented below, giving impressions on the topography (SE contrast) and element composition (BSE contrast).
It is noticeable that, in
Figure 8a, about 80% of the fracture surface of the AMC obtained from the CM particle fraction are very fine and smooth while the rest is clearly more fragmented and rougher. On the other hand, the AMC obtained from the MM fraction (
Figure 8b) has an inversed appearance: the largest part of the fracture surface is characterised by severe fracturing, and smooth surface areas are seldom. The smooth and angled fracture surface areas are related to areas of shear fracture, whereas the rough areas represent areas of normal stress breaking.
Besides the different roughness values and angles of these areas, differences in their elemental composition can be seen. The BSE images indicate a concentration of an element with a significantly higher atomic mass (light grey/white dots) than aluminium in the fracture surfaces of both AMC types. The concentration of this element appears to be higher on the fracture surface of the AMC obtained from the MM powder than on the fracture surface of the AMC obtained from the CM powder.
To reveal the nature of this element, SEM analyses at a higher resolution were carried out (
Figure 9) at the positions 1 and 2, respectively marked in the fracture surface images in
Figure 8. Position 1 represents areas of normal stress fracture, and position 2 represents regions of shear fracture.
While the rough, i.e., normal stress fracture, surface of the AMC obtained from the CM shows an irregular and fissured topography, the corresponding fracture surface of the AMC obtained from the MM is characterised by the typical honeycomb structure of the ductile cast aluminium alloy matrix, which was also observed in tensile specimens of the initial AMC condition. It is a trans-granular fracture, wherein the crack path is mainly directed by pores and the interface areas between aluminium matrix and reinforcing SiC
p phase. Here, the aluminium matrix is delaminated from the SiC particles. Nearly exposed SiC particles are visible in the examined fracture structure as well as gaps, where SiC particles were previously located. Krishnan et al. [
16] observed similar fracture surface morphologies for another type of recycled AMC that contained a spherically shaped Al
2O
3p reinforcement phase. From the respective investigations, it was concluded that the composites failed predominantly with the brittle fracture mode while the ductile fracture was limited to a few areas. In addition, Srivatsan [
17] described the fracture surfaces of Al
2O
3-reinforced AMC as rough on a microscopic scale and as normal to the tensile stress axis, but he also observed the brittle cracking of the reinforcement phase. Srivatsan attributed this observation to the present hard and brittle reinforcement particles that cause a triaxial stress state in the soft and ductile metal matrix. The resulting restricted deformability of the composite limits the flow stress of the metal matrix. This, on the one hand, favours the formation and growth of voids within the matrix, and, on the other hand, provokes debonding at the particle–matrix interfaces.
The smooth fracture morphology that appears in both secondary AMC types is not to be expected for a material quality that is similar to the initial AMC state, which usually fails at a full normal stress fracture. However, the BSE images in position 2 of both secondary AMC types confirm—in combination with EDS—a significant amount of iron and carbon (arrows in
Figure 9d,f), as well as chrome, in some places. These elemental contaminations were not detected in the respective position 1. This ferrous phase is already visible in the light microscope images (see
Figure 4g,h). However, the concentration of this phase differs for the different secondary AMC types. In case of the AMC obtained from the CM, there are only a few punctual accumulations of this phase, whereas it is distributed almost uniformly at the fracture surface of the secondary AMC obtained from the MM (see
Figure 9e,f). Comparing the respective topographies, it becomes obvious that the highly contaminated fracture surface of the AMC obtained from the MM is much smoother than that of the AMC obtained from the CM.
Apparently, the ferrous phase contaminated the secondary AMC during the undefined crushing of the initial AMC, which was done using steel pressure-loading punches. From the above described SEM investigations, it can be assumed that finer particles from the particulate secondary material came in frictional and, thus, tribological contact with the steel punch more often than coarser ones so that the total amount of the transferred ferrous phase is increased in the AMC obtained from the finer crushed particle fraction, i.e., from the MM fraction. In addition, this transfer of the ferrous phase obviously resulted in a uniform and smooth transfer layer on these particles. The ferrous phase or transfer layer weakens the metallurgical bonding between the AMC chip filler and particulate material in the CM and MM fractions during the RHS process. This effect being more pronounced in the AMC obtained from the MM fraction, specimens of that type failed earlier when compared to the initial AMC and that obtained from the CM fraction.
It has to be noticed that all smoother fracture surfaces show contamination with the ferrous phase. In addition, these fracture surfaces are mostly at an angle similar to the 45° angle for shear fractures. It is possible that the contaminated interface areas preferably fail under shear loading. The specimens thus failed prematurely due to correspondingly arranged interfaces. The Coulomb criterion for a shear fracture of a brittle material states that shear fractures occur when the shear resistance on a potential fracture surface exceeds two forces: (1) the cohesive force of the material along that surface prior to the fracture’s formation and (2) the frictional resistance along that surface once formed. Thus, the total shear resistance is the sum of the cohesive shear strength and the product of the effective normal stress and the coefficient of internal friction [
18,
19]. The sliding resistance then determines whether the failure is caused by new shear fractures or by sliding on pre-existing cohesionless surfaces. From this, it can be concluded that the resistance against sliding and the cohesive force is reduced in the area of contamination with the ferrous phase due to the absence of a metallic bond/cohesion. Consequently, the shear stress caused by the mechanical load was higher than the shear strength at these interfaces.
Due to the random arrangement of a former particulate AMC material and chips within the secondary AMC types, the crack was then deflected, leading to significantly higher stresses on the smaller residual cross-section, which caused a brittle residual fracture perpendicular to the normal stress direction.
In order to find an additional explanation for the failure of the AMC obtained from the MM at comparatively low loads, the crack paths were further investigated using the counterparts of the tensile test specimens.
Figure 10 shows these cross sections for the secondary AMC obtained from the a) CM and b) MM. In the case of the AMC from the CM, the crack runs straight in the direction of the above discussed angle, similar to a shear fracture. Based on the previous considerations, the weakest fracture surface area had to be the (contaminated) former surface of a particle from the particulate secondary AMC material, as can be seen in the middle upper detail of
Figure 10a. At the edge to the crack, smaller, crushed SiC particles are visible. They are possibly residues of the AMC component from the former chip material or of the SiC
p phase of the crushed particulate AMC material itself that was broken down during the undefined crushing. The bottom detail of
Figure 10a shows the deflected residual fracture surface that results from the ending of the area/volume of the former particle of the particulate AMC material. Depending on the tensile specimens’ shape and the proximity to the specimen neck, the shortest way for the crack was directly through the former AMC chip material, characterised by the heterogeneous SiC
p phase, comprising a mixture of fine and coarse SiC particles.
The findings from light microscopic images are confirmed by the SEM investigations of the fracture surface in
Figure 9a, where the honeycomb structure of the matrix material was not generated due to the fine and homogeneously dispersed SiC
p phase, which randomly deflects cracks.
In case of the AMC obtained from the MM fraction (
Figure 10b), the observed crack runs through a former particle of the particulate AMC material, connecting inner inhomogeneities and defects, such as particles from the SiC
p phase or pores, while crossing a plastically deformable aluminium matrix. Thus, a very coarse fracture topography is formed. In comparison to the AMC type obtained from the CM, the included former particles from the particulate AMC material contain pores, artefacts of the initial sintering process. Apart from the facilitated crack propagation, the amount of pores leads to a reduced material volume and cross-sectional area, hence resulting in higher local stresses under the mechanical load. As a consequence from all discussed effects, i.e., the contamination, higher porosity, and reduced continuity of a ductile aluminium matrix, the AMC obtained from the MM fraction show less strength and lower strains in comparison with the AMC obtained from the CM.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





