Friction and Wear Behavior of NM500 Wear-Resistant Steel in Different Environmental Media


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Material and Sample Preparation
2.2. Friction and Wear Tests
2.3. Analysis Methods
3. Results and Discussion
3.1. Friction Coefficient
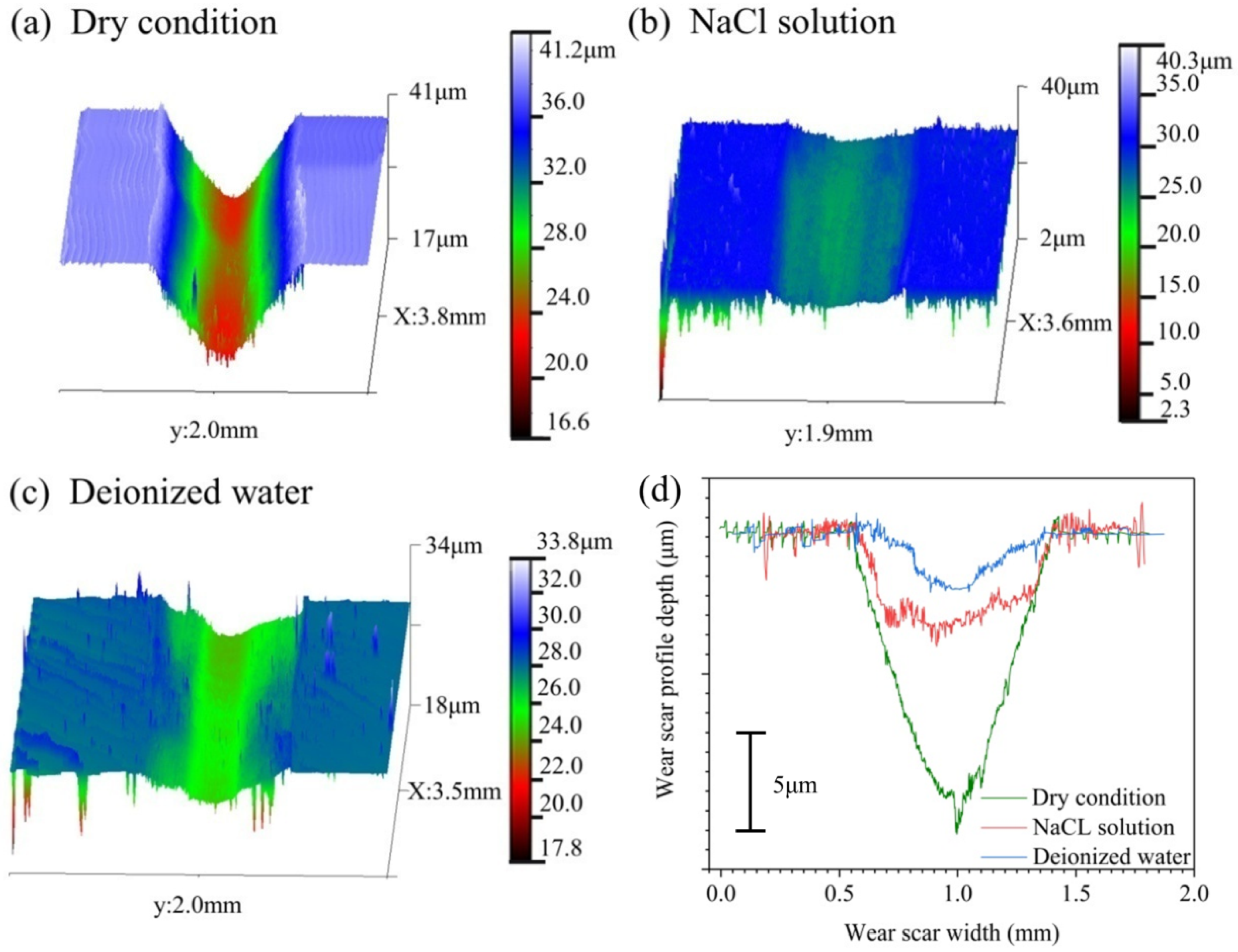
3.2. Surface Profiles, Wear Volume, and Wear Rate
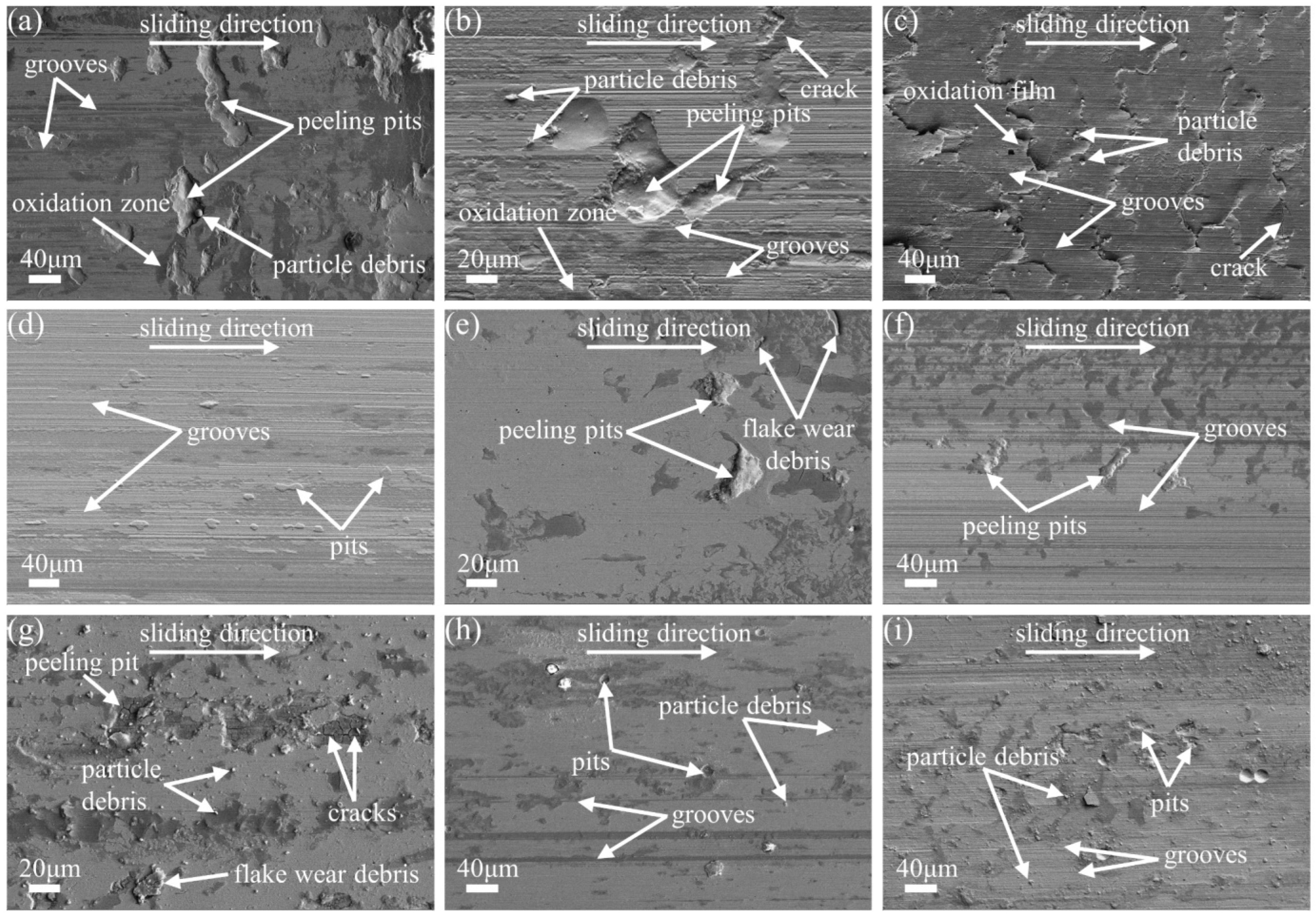
3.3. Morphologies of the Wear Surfaces
3.4. Cross-Sectional Morphologies of the Wear and Tear Surfaces
4. Conclusions
- Under dry friction conditions, the friction coefficient and wear rate of NM500 are much higher than those under other conditions. The maximum friction coefficient of 0.6 can be obtained at 100 N, and the maximum wear rate of 7.54 × 10−5 mm3/(N·m) is received at 150 N. In the liquid medium environment, NM500 wear-resistant steel in NaCl solution has the lowest friction coefficient and obtains the minimum value of 0.39 at 150 N; in deionized water, wear-resistant steel has the lowest wear rate and brings the minimum value of 0.38 × 10−5 mm3/(N·m) at 100 N. Therefore, the wear resistance of NM500 steel is the best in deionized water (100 N) and the worst in dry friction;
- Under dry friction conditions, the wear mechanism of NM500 steel is mainly adhesive wear, fatigue wear, and oxidation wear. The wear process in deionized water is dominated by adhesive wear as the primary mechanism, accompanied by some degree of fatigue wear and abrasive wear as secondary mechanisms. The wear mechanism prevailing in the NaCl solution is predominantly ascribed to corrosion and adhesive wear, with a small amount of fatigue wear;
- When there is no mechanically mixed layer, the magnitude of the plastic deformation layer’s thickness in dry friction is about 2~3 times that in the liquid environment under the same load. This is because the lubrication and cooling action of liquid affects the work hardening and the surface’s tendency to undergo thermal softening and also causes the reduction of the friction coefficient and wear rate. In addition, the corrosion of the NaCl solution is the main reason for the lowest friction coefficient and higher wear rate of wear-resistant steel.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wei, S.; Xu, L. Review on research progress of steel and iron wear-resistant materials. Acta Metall. Sin. 2020, 56, 523–538. [Google Scholar]
- Deng, X.; Wang, Z.; Han, Y.; Zhao, H.; Wang, G. Microstructure and Abrasive Wear Behavior of Medium Carbon Low Alloy Martensitic Abrasion Resistant Steel. J. Iron Steel Res. Int. 2014, 21, 98–103. [Google Scholar] [CrossRef]
- Xue, H.; Zhang, Y.; Zhu, M.; Yin, X.; Zhang, W.; Liu, S. The size effect of martensite laths and precipitates on high strength wear-resistant steels. Mater. Res. Express. 2021, 8, 126528. [Google Scholar] [CrossRef]
- Konat, Ł.; Zemlik, M.; Jasiński, R.; Grygier, D. Austenite Grain Growth Analysis in a Welded Joint of High-Strength Martensitic Abrasion-Resistant Steel Hardox 450. Materials 2021, 14, 2850. [Google Scholar] [CrossRef] [PubMed]
- Hietala, M.; Ali, M.; Khosravifard, A.; Keskitalo, M.; Järvenpää, A.; Hamada, A. Optimization of the tensile-shear strength of laser-welded lap joints of ultra-high strength abrasion resistance steel. JMR&T 2021, 11, 1434–1442. [Google Scholar]
- Kaijalainen, A.; Hautamäki, I.; Kesti, V.; Pikkarainen, T.; Tervo, H.; Mehtonen, S.; Porter, D.; Kömi, J. The Influence of Microstructure on the Bendability of Direct Quenched Wear Resistant Steel. Steel Res. Int. 2019, 90, 1900059. [Google Scholar] [CrossRef]
- Damião, C.A.; Alcarria, G.C.; Teles, V.C.; de Mello, J.D.B.; da Silva, W.M., Jr. Influence of metallurgical texture on the abrasive wear of hot-rolled wear resistant carbon steels. Wear 2019, 426–427, 101–111. [Google Scholar] [CrossRef]
- Bratkovsky, E.V.; Shapovalov, A.N.; Dema, R.R.; Kharchenko, M.V.; Platov, S.I.; Rubanik, V.V. Evaluation Method of Impact and Abrasive Steel Resistance. J. Frict. Wear 2019, 40, 133–138. [Google Scholar] [CrossRef]
- Naseema, S.; Gaurav, B.; Das, G.; Srivatsava, V.C.; Rao, K.S.; Krishna, K.G. TEM Analysis of Precipitates in a Low Alloy Wear Resistant Steel and Correlating with its Corrosion Behaviour. Adv. Mater. Res. 2018, 1148, 77–81. [Google Scholar] [CrossRef]
- Erding, W.; Song, R.; Xiong, W. Effect of Tempering Temperature on Microstructures and Wear Behavior of a 500 HB Grade Wear-Resistant Steel. Metals 2019, 9, 45. [Google Scholar]
- Huang, L.; Deng, X.; Li, C.; Jia, Y.; Wang, Q.; Wang, Z. Effect of TiC particles on three-body abrasive wear behaviour of low alloy abrasion-resistant steel. Wear 2019, 434–435, 202971. [Google Scholar] [CrossRef]
- Deng, X.; Huang, L.; Wang, Q.; Fu, T.; Wang, Z. Three-body abrasion wear resistance of TiC-reinforced low-alloy abrasion-resistant martensitic steel under dry and wet sand conditions. Wear 2020, 452–453, 203310. [Google Scholar] [CrossRef]
- Huang, L.; Deng, X.; Wang, Q.; Wang, Z. Microstructure, Mechanical Properties and Wear Resistance of Low Alloy Abrasion Resistant Martensitic Steel Reinforced with TiC Particles. ISIJ Int. 2020, 60, 2586–2595. [Google Scholar] [CrossRef]
- Liu, L.; Liang, X.; Liu, J.; Sun, X. Precipitation Process of TiC in Low Alloy Martensitic Steel and Its Effect on Wear Resistance. ISIJ Int. 2020, 60, 168–174. [Google Scholar] [CrossRef]
- Kostryzhev, A.G.; Killmore, C.R.; Yu, D.; Pereloma, E.V. Martensitic wear resistant steels alloyed with titanium. Wear 2020, 446–447, 203203. [Google Scholar] [CrossRef]
- Ayyagari, A.; Barthelemy, C.; Gwalani, B.; Banerjee, R.; Scharf, T.W.; Mukherjee, S. Reciprocating sliding wear behavior of high entropy alloys in dry and marine environments. Mater. Chem. Phys. 2018, 210, 162–169. [Google Scholar] [CrossRef]
- Wieczorek, A.N.; Jonczy, I.; Bała, P.; Stankiewicz, K.; Staszuk, M. Testing the Wear Mechanisms of the Components of Machines Used in Fossil Energy Resource Extraction. Energies 2021, 14, 2125. [Google Scholar] [CrossRef]
- Lindroos, M.; Apostol, M.; Kuokkala, V.T.; Laukkanen, A.; Valtonen, K.; Holmberg, K.; Oja, O. Experimental study on the behavior of wear resistant steels under high velocity single particle impacts. Int. J. Impact Eng. 2015, 78, 114–127. [Google Scholar] [CrossRef]
- Rastegar, V.; Karimi, A. Surface and subsurface deformation of wear-resistant steels exposed to impact wear. J. Mater. Eng. Perform. 2014, 23, 927–936. [Google Scholar] [CrossRef]
- Valtonen, K.; Keltamäki, K.; Kuokkala, V.T. High-stress abrasion of wear resistant steels in the cutting edges of loader buckets. Tribol. Int. 2018, 119, 707–720. [Google Scholar] [CrossRef]
- Ojala, N.; Valtonen, K.; Antikainen, A.; Kemppainen, A.; Minkkinen, J.; Oja, O.; Kuokkala, V.-T. Wear performance of quenched wear resistant steels in abrasive slurry erosion. Wear 2016, 354–355, 21–31. [Google Scholar] [CrossRef]
- Magnol, R.V.; Gatti, T.; Romero, M.C.; Sinatora, A.; Scandian, C. Liquid media effect on the abrasion response of WC/Co hardmetal with different cobalt percent. Wear 2021, 477, 203815. [Google Scholar] [CrossRef]
- Wieczorek, A.N.; Jonczy, I.; Filipowicz, K.; Kuczaj, M.; Pawlikowski, A.; Łukowiec, D.; Staszuk, M.; Gerle, A. Study of the Impact of Coals and Claystones on Wear-Resistant Steels. Materials 2023, 16, 2136. [Google Scholar] [CrossRef] [PubMed]
- Laukkanen, A.; Lindgren, M.; Andersson, T.; Pinomaa, T.; Lindroos, M. Development and validation of coupled erosion-corrosion model for wear resistant steels in environments with varying pH. Tribol. Int. 2020, 151, 106534. [Google Scholar] [CrossRef]
- Kalácska, Á.; De Baets, P.; Hamouda, H.B.; Theuwissen, K.; Sukumaran, J. Tribological investigation of abrasion resistant steels with martensitic and retained austenitic microstructure in single- and multi–asperity contact. Wear 2021, 482–483, 203980. [Google Scholar] [CrossRef]
- Xu, Z.; Huang, Z.; Wang, Y.; Lin, C.; Xu, X. Friction and Wear Behavior of C17200 Copper-Beryllium Alloy in Dry and Wet Environments. J. Mater Eng. Perform. 2021, 30, 7542–7551. [Google Scholar] [CrossRef]
- Zhang, Z.; Ji, G.; Shi, Z. Tribological properties of ZrO2 nanofilms coated on stainless steel in a 5% NaCl solution, distilled water and a dry environment. Surf. Coat. Technol. 2018, 350, 128–135. [Google Scholar] [CrossRef]
- Liu, Y.; Ma, S.; Gao, M.C.; Zhang, C.; Zhang, T.; Yang, H.; Wang, Z.; Qiao, J. Tribological properties of AlCrCuFeNi 2 high-entropy alloy in different conditions. Metall. Mater. Trans. A 2016, 47, 3312–3321. [Google Scholar] [CrossRef]
- Zhao, G.; Li, J.; Zhang, R.; Li, H.; Li, J.; Ma, L. Wear behavior of copper containing antibacterial stainless steel in different environmental media and EBSD analysis of its sub surface structure. Mater. Charact. 2023, 197, 112690. [Google Scholar] [CrossRef]
- Wang, M.; Wang, Y.; Wang, J.; Fan, N.; Yan, F. Effect of Heat Treatment Temperature and Lubricating Conditions on the Fretting Wear Behavior of SAF 2507 Super Duplex Stainless Steel. ASME J. Tribol. 2019, 141, 101601. [Google Scholar] [CrossRef]
- Greer, A.L.; Rutherford, K.L.; Hutchings, I.M. Wear resistance of amorphous alloys and related materials. Int. Mater. Rev. 2002, 47, 87–112. [Google Scholar] [CrossRef]
- Li, X.; Zhou, Y.; Cao, H.; Li, Y.; Wang, L.; Wang, S. Wear behavior and mechanism of H13 steel in different environmental media. J. Mater. Eng. Perform. 2016, 25, 4134–4144. [Google Scholar] [CrossRef]
- Varenberg, M. Adjusting for running-in: Extension of the Archard wear equation. Tribol. Lett. 2022, 70, 59. [Google Scholar] [CrossRef]
- Yilmaz, N.G.; Goktan, R.M.; Onargan, T. Correlative relations between three-body abrasion wear resistance and petrographic properties of selected granites used as floor coverings. Wear 2016, 372–373, 197–207. [Google Scholar] [CrossRef]
- Verbeek, H.J. Tribological systems and wear factors. Wear 1979, 56, 81–92. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Sci. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Kapoor, A.; Franklin, F.J. Tribological layers and the wear of ductile materials. Wear 2000, 245, 204–215. [Google Scholar] [CrossRef]
- Cao, Y.; Yin, C.; Liang, Y.; Tang, S. Lowering the coefficient of martensite steel by forming a self-lubricating layer in dry sliding wear. Mater. Res. Express 2019, 6, 055024. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Mo | Ti | B | ALs |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.38 | 0.70 | 1.70 | 0.020 | 0.010 | 1.20 | 1.00 | 0.65 | 0.050 | 0.00045 | 0.010 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Zhao, H.; Zhang, Y.; Wang, J.; Zhao, G.; Ma, L. Friction and Wear Behavior of NM500 Wear-Resistant Steel in Different Environmental Media. Crystals 2023, 13, 770. https://doi.org/10.3390/cryst13050770
Wang G, Zhao H, Zhang Y, Wang J, Zhao G, Ma L. Friction and Wear Behavior of NM500 Wear-Resistant Steel in Different Environmental Media. Crystals. 2023; 13(5):770. https://doi.org/10.3390/cryst13050770
Chicago/Turabian StyleWang, Guobo, Hao Zhao, Yu Zhang, Jie Wang, Guanghui Zhao, and Lifeng Ma. 2023. "Friction and Wear Behavior of NM500 Wear-Resistant Steel in Different Environmental Media" Crystals 13, no. 5: 770. https://doi.org/10.3390/cryst13050770