
The Influence of Foundry Scrap Returns on Chemical Composition and Microstructure Development of AlSi9Cu3 Alloy
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Chemical Composition
3.2. CALPHAD Simulations
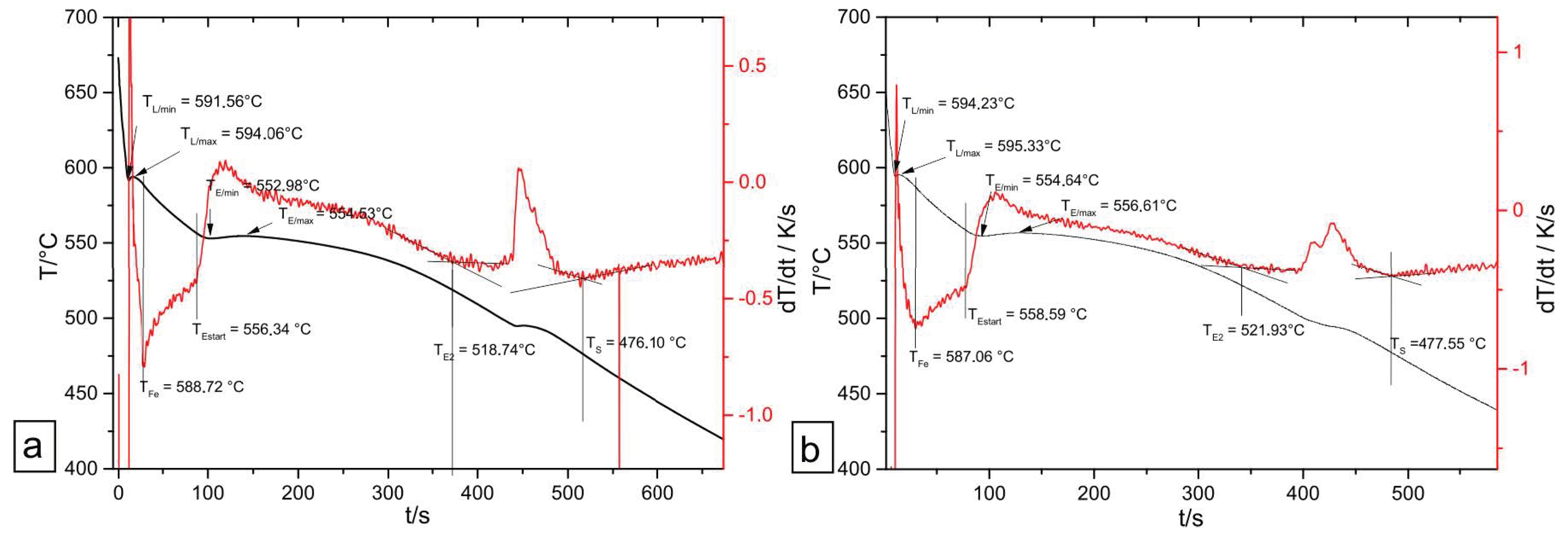
3.3. Thermal Analysis
3.4. Metallography
- SEM
- Optic metallography
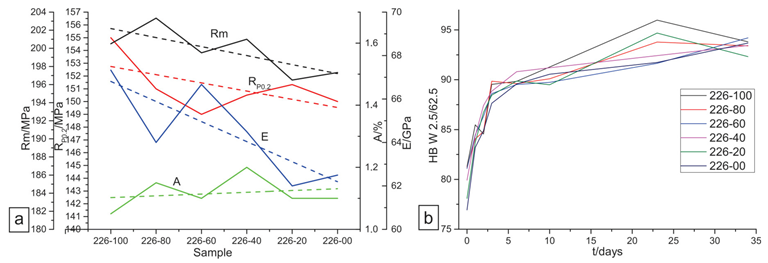
3.5. Mechanical Properties
- Tensile tests
- Brinell hardness
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Galevsky, G.V.; Rudneva, V.V.; Aleksandrov, V.S. Current State of the World and Domestic Aluminium Production and Consumption. IOP Conf. Ser. Mater. Sci. Eng. 2018, 411, 012017. [Google Scholar] [CrossRef]
- Capuzzi, S.; Timelli, G. Preparation and Melting of Scrap in Aluminum Recycling: A Review. Metals 2018, 8, 249. [Google Scholar] [CrossRef]
- Wallace, G. Production of Secondary Aluminium. In Fundamentals of Aluminium Metallurgy; Elsevier: Amsterdam, The Netherlands, 2011; pp. 70–82. ISBN 9781845696542. [Google Scholar]
- Hurtalová, L.; Tillová, E.; Chalupová, M. Identification and Analysis of Intermetallic Phases in Age-Hardened Recycled AlSi9Cu3 Cast Alloy. Arch. Mech. Eng. 2012, 59, 385–396. [Google Scholar] [CrossRef]
- Sevigné-Itoiz, E.; Gasol, C.M.; Rieradevall, J.; Gabarrell, X. Environmental Consequences of Recycling Aluminum Old Scrap in a Global Market. Resour. Conserv. Recycl. 2014, 89, 94–103. [Google Scholar] [CrossRef]
- Bäckerud, L.; Chai, G.; Tamminen, J. Solidification Characteristics of Aluminum Alloys: Foundry Alloys; Solidification Characteristics of Aluminum Alloys; Skanaluminium; American Foundryman’s Society: Schaumburg, IL, USA, 1990; pp. 151–201. ISBN 9780874331196. [Google Scholar]
- Gowri, S.; Samuel, F.H. Effect of Alloying Elements on the Solidification Characteristics and Microstructure of Al-Si-Cu-Mg-Fe 380 Alloy. Metall. Mater. Trans. A 1994, 25, 437–448. [Google Scholar] [CrossRef]
- Žbontar, M.; Petrič, M.; Mrvar, P. The Influence of Cooling Rate on Microstructure and Mechanical Properties of Alsi9Cu3. Metals 2021, 11, 186. [Google Scholar] [CrossRef]
- Samuel, F.H. Incipient Melting of Al5Mg8Si6Cu2 and Al2Cu Intermetallics in Unmodified and Strontium-Modified Al-Si-Cu-Mg (319) Alloys during Solution Heat Treatment. J. Mater. Sci. 1998, 33, 2283–2297. [Google Scholar] [CrossRef]
- Djurdjevic, M.B.; Manasijevic, S.; Odanovic, Z.; Radisa, R. Influence of Different Contents of Si and Cu on the Solidification Pathways of Cast Hypoeutectic Al-(5-9)Si-(1-4)Cu (Wt.%) Alloys. Int. J. Mater. Res. 2013, 104, 865–873. [Google Scholar] [CrossRef]
- Kuchariková, L.; Tillová, E.; Mazur, M.; Herčko, A. Influence on the Quality of Secondary Aluminum Alloy Casts by Mn Addition. Qual. Prod. Improv.—QPI 2019, 1, 319–325. [Google Scholar] [CrossRef]
- Hernández-Rodríguez, A.; de Castro-román, M.J.; Herrera-Trejo, M.; Belmares-Perales, S.; Orozco-González, P. Effects of the Fe/Mn Weight Ratio and Cooling Rate on the Area Fractions of α-AlFeSi and β-AlFesi Phases in al-7.5Si-3.75Cu-0.5Mg-0.55Fe-XMn Aluminum Alloy. Metalurgija 2014, 53, 314–316. [Google Scholar]
- Jarco, A.; Pezda, J. Influence of Natural Ageing on Impact Strength of the EN AC-AlSi9Cu3(Fe) Alloy. Arch. Foundry Eng. 2015, 15, 81–84. [Google Scholar]
- Chen, Z.; Kang, H.; Fan, G.; Li, J.; Lu, Y.; Jie, J.; Zhang, Y.; Li, T.; Jian, X.; Wang, T. Grain Refinement of Hypoeutectic Al-Si Alloys with B. Acta Mater. 2016, 120, 168–178. [Google Scholar] [CrossRef]
- Fan, Z.; Wang, Y.; Zhang, Y.; Qin, T.; Zhou, X.R.; Thompson, G.E.; Pennycook, T.; Hashimoto, T. Grain Refining Mechanism in the Al/Al-Ti-B System. Acta Mater. 2015, 84, 292–304. [Google Scholar] [CrossRef]
- Wang, L.; Shivkumar, S. Strontium Modification of Aluminium Alloy Castings in the Expendable Pattern Casting Process. J. Mater. Sci. 1995, 30, 1584–1594. [Google Scholar] [CrossRef]
- Eguskiza, S.; Niklas, A.; Fernández-Calvo, A.I.; Santos, F.; Djurdjevic, M. Study of Strontium Fading in Al-Si-Mg and Al-Si-Mg-Cu Alloy by Thermal Analysis. Int. J. Met. 2015, 9, 43–50. [Google Scholar] [CrossRef]
- Dolata, A.J.; Dyzia, M.; Boczkal, S. Influence of the Sr and Mg Alloying Additions on the Bonding between Matrix and Reinforcing Particles in the AlSi7Mg/SiC-Cg Hybrid Composite. Arch. Metall. Mater. 2016, 61, 651–656. [Google Scholar] [CrossRef]
- Ahmad, Z. (Ed.) Recent Trends in Processing and Degradation of Aluminium Alloys; InTech: Rijeka, Croatia, 2011; pp. 224–230. ISBN 978-953-307-734-5. [Google Scholar]
- Hao, J.; Yu, B.; Bian, J.; Chen, B.; Wu, H.; Li, W.; Li, Y.; Li, R. Calculation Based on the Formation of Mg2Si and Its Effect on the Microstructure and Properties of Al–Si Alloys. Materials 2021, 14, 6537. [Google Scholar] [CrossRef] [PubMed]
- di Giovanni, M.T.; Cerri, E.; Saito, T.; Akhtar, S.; Åsholt, P.; Li, Y.; di Sabatino, M. How Slight Solidification Rate Variations within Cast Plate Affect Mechanical Response: A Study on As-Cast A356 Alloy with Cu Additions. Adv. Mater. Sci. Eng. 2018, 2018, 4030689. [Google Scholar] [CrossRef]
- Bobel, A.; Kim, K.; Wolverton, C.; Walker, M.; Olson, G.B. Equilibrium Composition Variation of Q-Phase Precipitates in Aluminum Alloys. Acta Mater. 2017, 138, 150–160. [Google Scholar] [CrossRef]
- Ebhota, W.S.; Jen, T.-C. Intermetallics Formation and Their Effect on Mechanical Properties of Al-Si-X Alloys. In Intermetallic Compounds—Formation and Applications; InTech: Rijeka, Croatia, 2018. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Cu | Mn | Mg | Cr | Ni | Zn |
| Base | 7.51 | 0.5973 | 2.955 | 0.2738 | 0.3366 | 0.0407 | 0.0244 | 0.6846 |
| Scrap | 7.504 | 0.6095 | 2.995 | 0.1838 | 0.2547 | 0.0305 | 0.0432 | 0.7343 |
| Element | Ti | Ag | B | Be | Bi | Ca | Cd | Ce |
| Base | 0.0951 | <0.00001 | 0.0015 | 0.00001 | 0.002 | 0.0022 | 0.00019 | <0.00010 |
| Scrap | 0.108 | <0.00001 | 0.0021 | 0.00001 | 0.0031 | 0.00083 | 0.00032 | <0.00010 |
| Element | Co | Ga | Hg | Li | Na | P | Pb | Sb |
| Base | 0.0014 | 0.012 | <0.0001 | 0.00003 | <0.00002 | 0.0009 | 0.0367 | 0.0022 |
| Scrap | 0.00083 | 0.0125 | <0.0001 | 0.00003 | <0.00006 | 0.00083 | 0.0582 | 0.0006 |
| Sample Designation | Base Alloy/wt% | Base Alloy/g | Scrap Return/wt% | Scrap Return/g |
|---|---|---|---|---|
| 226-100 | 100 | 2030.8 | 0 | 0 |
| 226-80 | 80 | 1607.0 | 20 | 414.5 |
| 226-60 | 60 | 1200.8 | 40 | 784.1 |
| 226-40 | 40 | 795.2 | 60 | 1204.7 |
| 226-20 | 20 | 395.1 | 80 | 1620.6 |
| 226-00 | 0 | 0 | 100 | 2030.7 |
| · | Phase | O | Al | Si | Cr | Mn | Fe | Cu | Zn | Mg | Ca | Sn | Pb | Sr |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Al2Cu | 1.8 | 63.8 | 1.5 | · | · | · | 32.9 | · | · | · | · | · | · |
| 2 | α-Al15(Fe, Mn)3Si2 | · | 70.1 | 11.8 | 1.0 | 4.4 | 11.0 | 1.6 | · | · | · | · | · | · |
| 3 | β-AlFeSi | · | 65.1 | 20.8 | · | 1.5 | 12.7 | · | · | · | · | · | · | · |
| 4 | αAl-matrix | · | 97.7 | 1.5 | · | · | · | 0.5 | 0.3 | · | · | · | · | · |
| 5 | βSi | · | 27.6 | 72.1 | · | · | · | 0.2 | · | · | · | · | · | · |
| 6 | Pb-rich phase | 41.9 | 11.1 | 4.7 | · | · | · | 2.9 | · | · | 2.3 | 3.2 | 29.8 | · |
| 7 | Al2Cu | 1.3 | 19.7 | 31.2 | · | · | · | 10.9 | · | 4.2 | · | · | · | · |
| 8 | Q-AlCuMgSi | 1.2 | 78.6 | 1.1 | · | · | · | 19.1 | · | 36.9 | · | · | · | · |
| 9 | Al2SrSi2 | 2.1 | 31.8 | 52.9 | · | · | · | · | · | · | 0.7 | · | · | 12.6 |
| 10 | Pb-rich phase | · | 6.9 | 91.1 | · | · | · | · | · | 0.6 | · | 0.5 | 0.5 | 0.5 |
| 11 | βSi | · | 5.4 | 94.6 | · | · | · | · | · | · | · | · | · | · |
| Sample Designation | Area/µm2 | Area% | No. |
|---|---|---|---|
| 226-100 | 628.4054 | 0.109109 | 7 |
| 226-80 | 681.3081 | 0.118121 | 5 |
| 226-60 | 732.128 | 0.123589 | 11 |
| 226-40 | 2630.312 | 0.457297 | 31 |
| 226-20 | 2697.656 | 0.468391 | 32 |
| 226-00 | 4003.538 | 0.690667 | 33 |
| Day/Sample | 226-100 | 226-80 | 226-60 | 226-40 | 226-20 | 226-00 |
|---|---|---|---|---|---|---|
| 0 | 81 | 81 | 81 | 80 | 78 | 77 |
| 1 | 85 | 84 | 84 | 84 | 84 | 83 |
| 2 | 85 | 85 | 86 | 87 | 87 | 85 |
| 3 | 90 | 90 | 89 | 89 | 88 | 88 |
| 6 | 90 | 90 | 90 | 91 | 90 | 90 |
| 10 | 91 | 90 | 90 | 91 | 90 | 90 |
| 23 | 96 | 94 | 92 | 92 | 95 | 92 |
| 34 | 94 | 93 | 94 | 93 | 92 | 94 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Šmalc, J.; Vončina, M.; Mrvar, P.; Balaško, T.; Krutiš, V.; Petrič, M. The Influence of Foundry Scrap Returns on Chemical Composition and Microstructure Development of AlSi9Cu3 Alloy. Crystals 2023, 13, 757. https://doi.org/10.3390/cryst13050757
Šmalc J, Vončina M, Mrvar P, Balaško T, Krutiš V, Petrič M. The Influence of Foundry Scrap Returns on Chemical Composition and Microstructure Development of AlSi9Cu3 Alloy. Crystals. 2023; 13(5):757. https://doi.org/10.3390/cryst13050757
Chicago/Turabian StyleŠmalc, Jan, Maja Vončina, Primož Mrvar, Tilen Balaško, Vladimír Krutiš, and Mitja Petrič. 2023. "The Influence of Foundry Scrap Returns on Chemical Composition and Microstructure Development of AlSi9Cu3 Alloy" Crystals 13, no. 5: 757. https://doi.org/10.3390/cryst13050757