

A Study on the Co-Content Optimization of the DD15 Single-Crystal Superalloy
Abstract
:1. Introduction
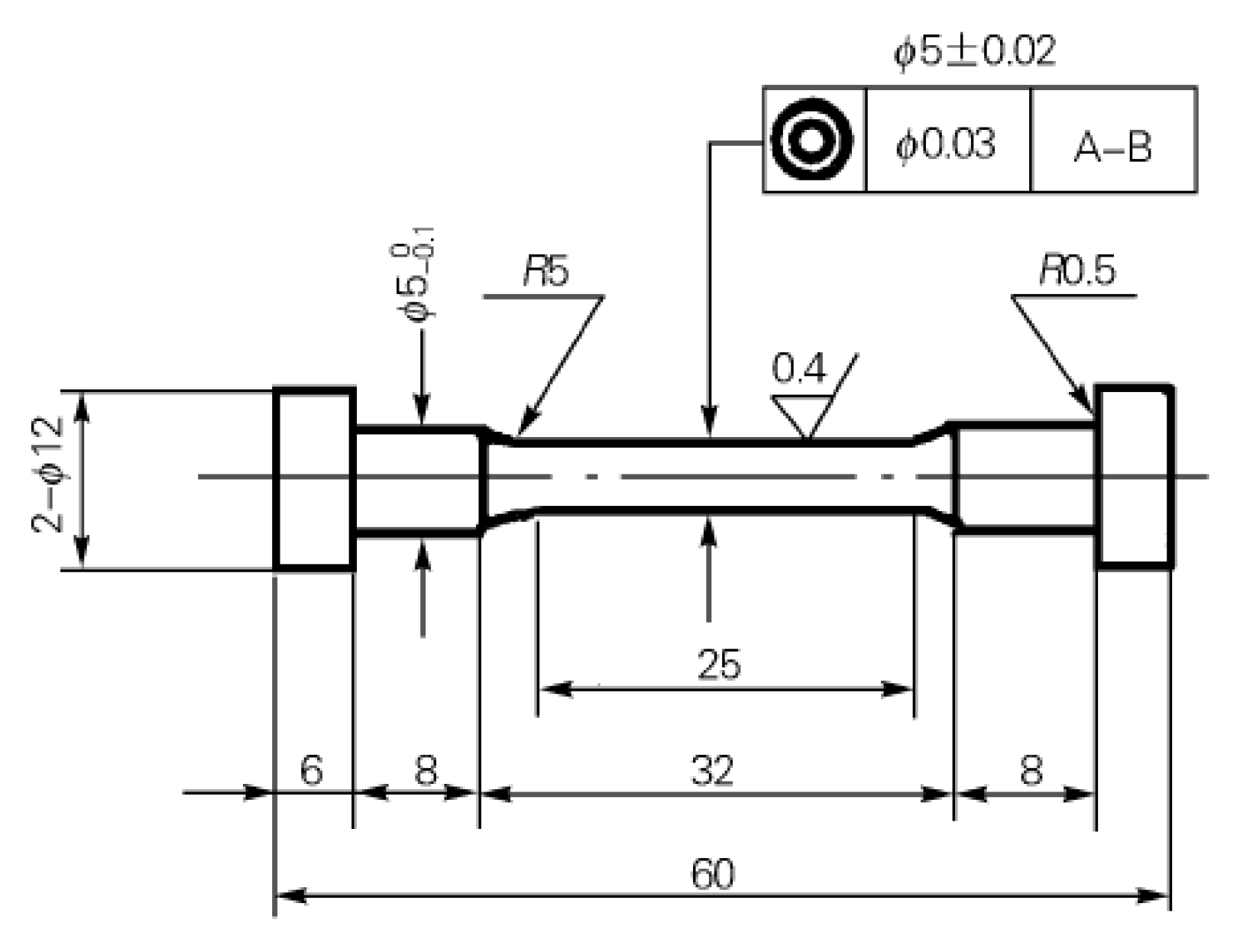
2. Materials and Methods
3. Results
3.1. Heat Treatment Microstructure
3.2. Heat Treatment Microstructure
3.3. Long-Term Aging Microstructure
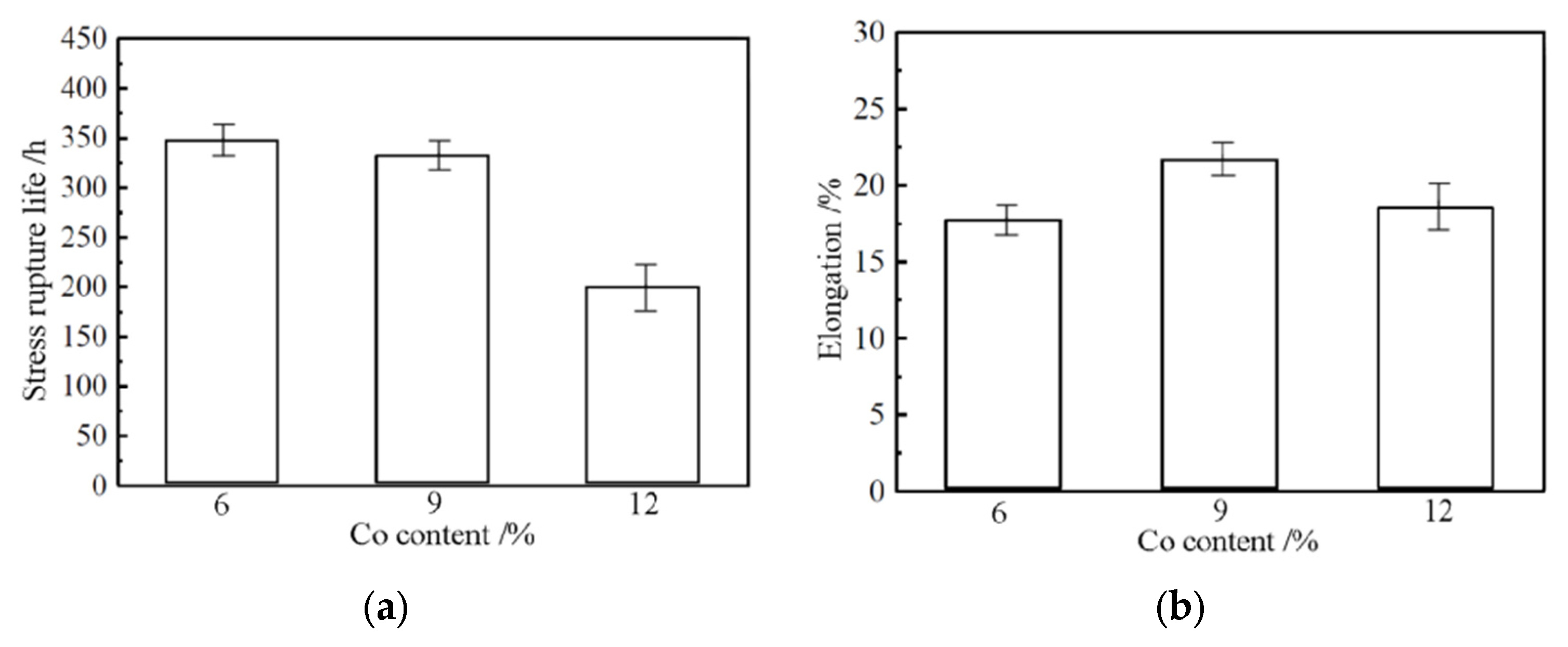
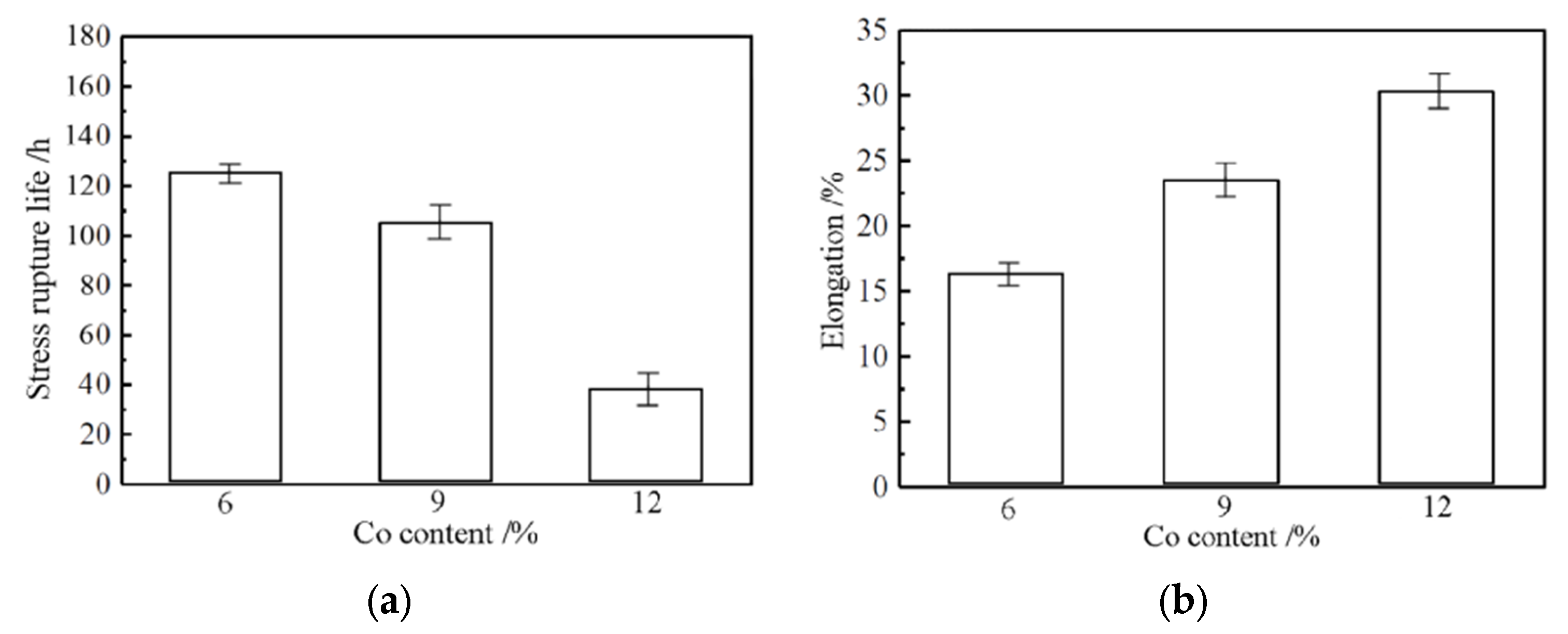
3.4. Stress Rupture Properties
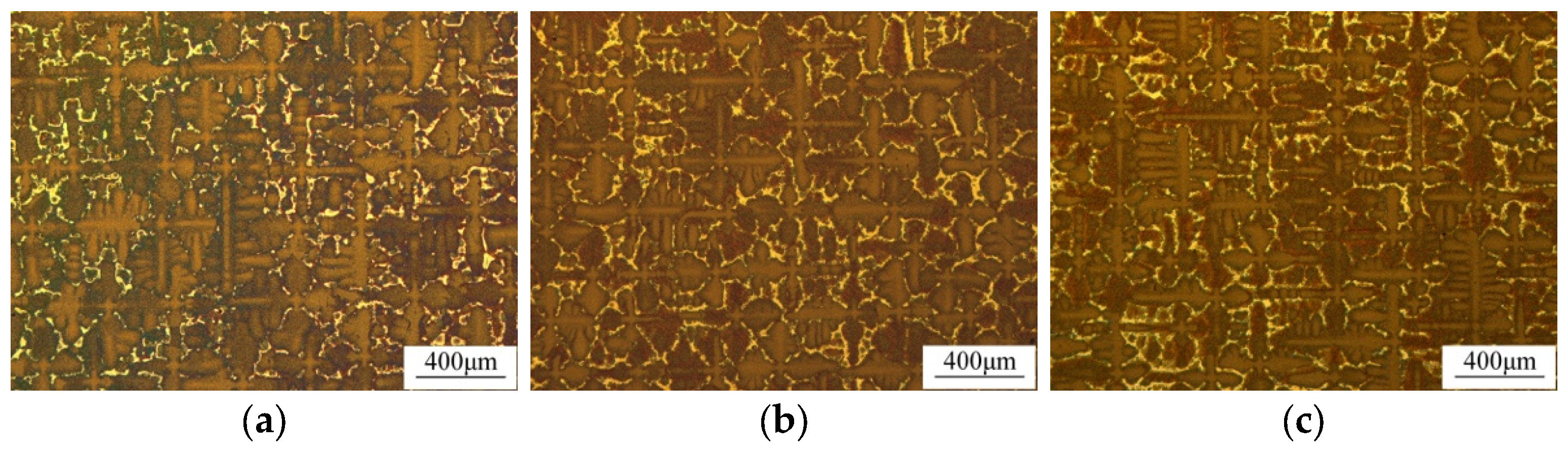
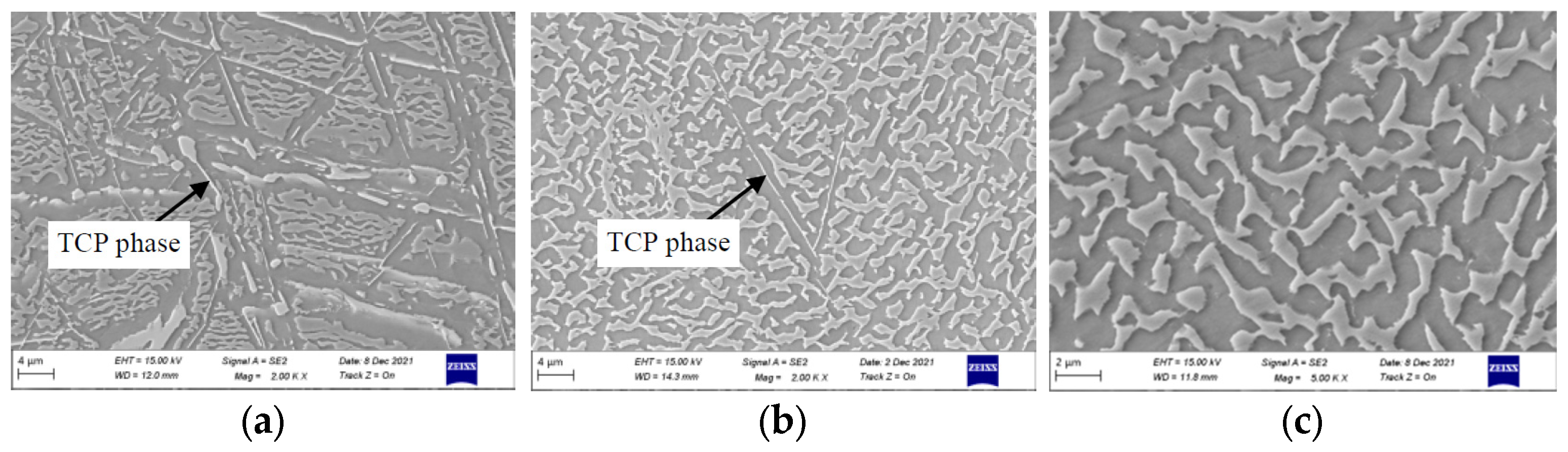
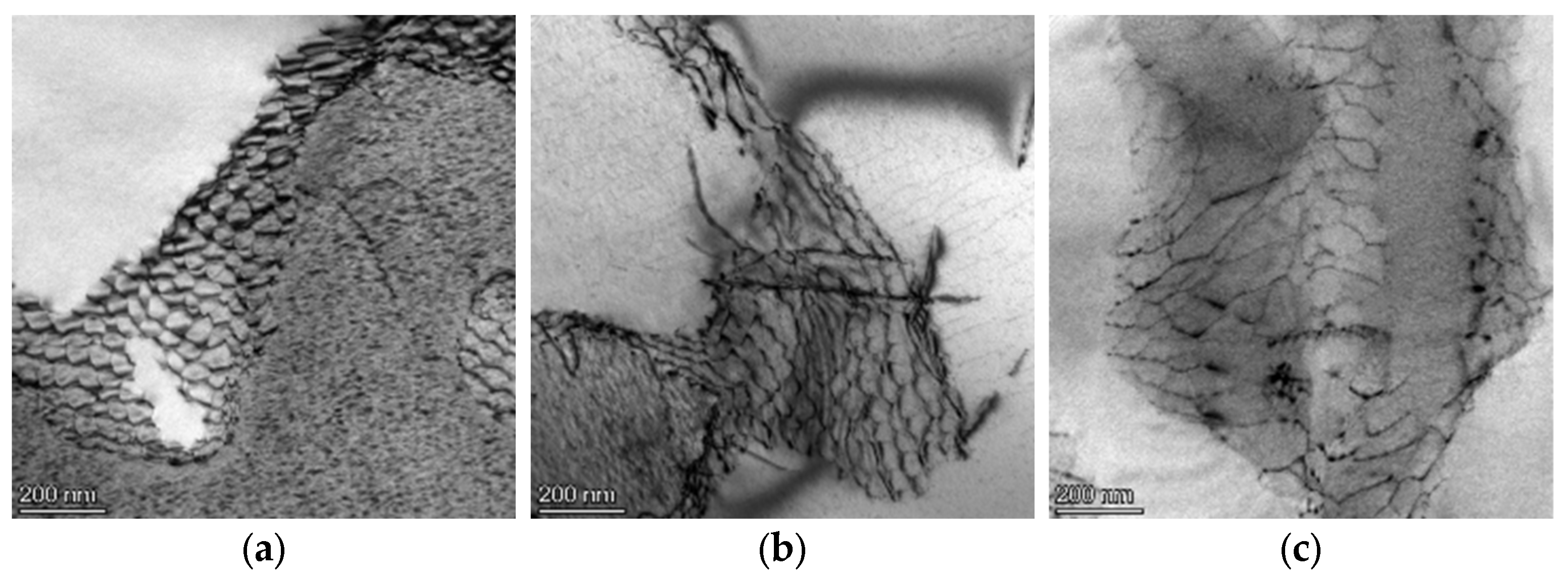
3.5. Microstructure of Stress Ruptured Samples
4. Discussion
4.1. Microstructure Evolution of the γ′ Phase
4.2. Microstructural Stability of the Alloy
4.3. Stress Rupture Properties of the Alloy
5. Conclusions
- (1)
- The primary dendrite arm spacing of the alloy decreases at first and increases afterwards, and the volume fraction of γ-γ′ eutectic decreases with the increase in Co content in the as-cast microstructures.
- (2)
- The size, cubic degree and volume fraction of γ′ phase of the alloy after standard heat treatment all decrease with the increase in Co content. The microstructural stability of the alloy is enhanced with the increase in Co content. No TCP phase in the alloy with 12% Co precipitate even after aging 1000 h.
- (3)
- The stress rupture lives at two conditions both reduce at different degrees with the increase in Co content. The effect of the Co element on the stress rupture life of the alloy improves with the increase in Co content or test temperature.
- (4)
- The acicular TCP phase appears in the 6% Co alloy and 9% Co alloy in the microstructure of the ruptured specimens with different Co contents. Moreover, the TCP phase content in the 6% Co alloy is much more than that in the 9% Co alloy. No TCP phase is observed in the 12% Co alloy.
- (5)
- The alloy containing 9% Co is the best choice considering the microstructure stability and stress rupture properties.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Caron, P.; Khan, T. Evolution of Ni-based superalloys for single crystal gas turbine blade applications. Aerosp. Sci. Technol. 1999, 3, 513–523. [Google Scholar] [CrossRef]
- Zheng, Y.R.; Zhang, D.T. Color Metallographic Investigation of Superalloy and Steels; National Defence Industry Press: Beijing, Chian, 1999; pp. 6–7. [Google Scholar]
- Li, J.R.; Xiong, J.C.; Tang, D.Z. Advanced High Temperature Structure Materials and Technology; National Defence Industry Press: Beijing, China, 2012; pp. 19–20. [Google Scholar]
- Yang, D.Y.; Jin, T.; Zhao, N.R. The influence of cobalt, tungsten, and titanium on the as-east microstructure of single crystal nickel-base superalloys. J. Aeronaut. Mater. 2003, 23, 17–20. [Google Scholar]
- Yang, D.Y.; Zhang, X.; Jin, T. The Innuence of cobalt, tungsten, and titanium on stress-rupture properties of Nickel-base Single Crystal Superalloy. Rare Met. Mater. Eng. 2005, 34, 1295–1298. [Google Scholar]
- Liu, J.L.; Zhang, J.; Meng, J.; Jia, Y.X.; Jin, T. The effect of Co on the microstructure and stress rupture properties of a single crystal superalloy. Mater. Res. Innov. 2014, S4, 414–420. [Google Scholar] [CrossRef]
- Wang, W.Z.; Jin, T.; Zhao, N.R.; Wang, Z.H.; Sun, X.F.; Guan, H.R.; Hu, Z.Q. Effect of Cobalt on chemical segregation and solution process in Re-containing single crystal superalloys. In Proceedings of the 2006 Beijing International Materials Week, Beijing, China, 25–30 June 2006; pp. 1978–1981. [Google Scholar]
- Zhao, G.Q.; Tian, S.G.; Zhu, X.J. Effect of element Ru on microstructure and creep behaviour of single crystal nickel-based superalloy. Mater. High Temp. 2019, 36, 132–141. [Google Scholar] [CrossRef]
- Shi, Z.X.; Li, J.R.; Liu, S.Z. Effect of long term aging on microstructure and stress rupture properties of a Nickel based single crystal superalloy. Prog. Nat. Sci. Mater. Int. 2012, 22, 426–432. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.C.; Liu, C.; Qu, P.F. Strengthening enhanced by Ru partitioned to γ′ phases in advanced Nickel-based single crystal superalloys. Mater. Charact. 2022, 186, 111809. [Google Scholar] [CrossRef]
- Erickson, G.L. The development and application of CMSX-10. In Superalloys; TMS: Warrendale, PA, USA, 1996; pp. 35–44. [Google Scholar]
- Walson, W.S.; O′hara, K.; Ross, E.W.; Pollock, T.M.; Murphy, W.H. RenéN6: Third generation single crystal superalloy. In Superalloys; TMS: Warrendale, PA, USA, 1996; pp. 27–34. [Google Scholar]
- Walston, S.; Cetel, A.; Mackay, R.; O′hara, K.; Duhl, D.; Deshfield, R. Joint development of a fourth generation single crystal superalloy. In Superalloys; TMS: Pennsylvania, PA, USA, 2004; pp. 15–24. [Google Scholar]
- Argence, D.; Vernault, C.; Desvallees, Y.; Fournier, D. MC-NG: Generation single crystal superalloy for future aeronautical turbine blades and vanes. In Superalloys; TMS: Warrendale, PA, USA, 2000; pp. 829–837. [Google Scholar]
- Zhang, J.X.; Murakumo, T.; Koizumi, Y.; Kobayshi, T.; Harada, H. Interfacial Dislocation Networks Strengthening a Fourth-Generation Single-Crystal TMS-138 Superalloy. Metall. Mater. Trans. A 2002, 33, 3741–3746. [Google Scholar] [CrossRef]
- Maciej, Z.; Steffen, N.; Mathias, G. Characterization of γ and γ’ phases in 2nd and 4th generation single crystal Nickel-Base superalloys. Met. Mater. Int. 2017, 23, 126–131. [Google Scholar]
- Shi, Z.X.; Li, J.R.; Liu, S.Z. Effect of Hf on the microstructures and stress rupture properties of DD6 single crystal superalloy. Rare Met. Mater. Eng. 2010, 39, 1334–1338. [Google Scholar]
- Ren, Y.L.; Jin, T.; Guan, H.R.; Hu, Z.Q. The effect of long aging time at high temperature on the structure evolution of γ′ phase for a Nickel base single crystalline superalloy. Mater. Mech. Eng. 2004, 28, 10–12. (In Chinese) [Google Scholar]
- Lifshitz, M.; Slyozov, V.V. The kinetics of precipitation from supersaturated solid solution. J. Phys. Chem. Solids 1961, 19, 35–50. [Google Scholar] [CrossRef]
- Tian, S.G.; Zhang, J.H.; Zhou, H.H.; Yang, H.C.; Xu, Y.B.; Hu, Z.Q. Aspects of primary creep of a single crystal nickel-base superalloy. Mater. Sci. Eng. A 1999, 262, 271–280. [Google Scholar]
- Yan, H.J.; Tian, S.G.; Zhao, G.Q. Deformation features and affecting factors of a Re/Ru-containing single crystal nickel-based superalloy during creep at elevated temperature. Mater. Sci. Eng. A 2019, 768, 138437. [Google Scholar] [CrossRef]
- Han, Y.F.; Ma, W.Y.; Dong, Z.Q.; Li, S.S.; Gong, S.K. Effect of Ruthenium on microstructure and stress rupture properties of a single crystal Nickel-base superalloy. In Superalloys; TMS: Pennsylvania, PA, USA, 2008; pp. 91–97. [Google Scholar]
- Neumeier, S.; Pyczak, F.; Goken, M. The influence of Ruthenium and Rhenium on the local properties of the γ- and γ′-phase in Nickel-base superalloys and their consequences for alloy behavior. In Superalloys; TMS: Pennsylvania, PA, USA, 2008; pp. 109–110. [Google Scholar]
- Rae, C.M.F.; Karunaratne, M.S.A.; Small, C.J.; Broomfield, R.W.; Jones, C.N.; Reed, R.C. Topologically close packed phases in an experimental Rhenium-containing single crystal superalloy. In Superalloys; TMS: Warrendale, PA, USA, 2000; pp. 767–777. [Google Scholar]
- Tian, S.G.; Zhang, J.H.; Zhou, H.H.; Yang, H.C.; Xu, Y.B.; Hu, Z.Q. Formation and role of dislocation networks during high temperature creep of a single crystal nickel–base superalloy. Mater. Sci. Eng. A 2000, 279, 160–165. [Google Scholar]
- Yu, J.J.; Sun, X.F.; Jin, T.; Zhao, N.R.; Guan, H.R.; Hu, Z.Q. High temperature creep and low cycle fatigue of a nickel-base superalloy. Mater. Sci. Eng. A 2010, 527, 2379–2389. [Google Scholar] [CrossRef]
- Tian, S.G.; Zhang, B.S.; Shu, D.L. Creep properties and deformation mechanism of the containing 4.5Re/3.0Ru single crystal nickel-based superalloy at high temperature. Mater. Sci. Eng. A 2015, 643, 119–126. [Google Scholar] [CrossRef]
- Yeh, A.C.; Tin, S. Effect of Ru on the high temperature phase stability of Ni-base single crystal superalloys. Metall. Mater. Trans. A 2006, 37, 2621–2631. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Cr | Co | Mo | W | Ta | Re | Ru | Nb | Al | Hf | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 6% Co | 3.0 | 6.0 | 1.0 | 7.0 | 7.5 | 5.0 | 3.0 | 0.5 | 5.6 | 0.1 | Bal. |
| 9% Co | 3.0 | 9.0 | 1.0 | 7.0 | 7.5 | 5.0 | 3.0 | 0.5 | 5.6 | 0.1 | Bal. |
| 12% Co | 3.0 | 12.0 | 1.0 | 7.0 | 7.5 | 5.0 | 3.0 | 0.5 | 5.6 | 0.1 | Bal. |
| Alloy | Al | Cr | Co | Ta | Ru | W | Re | Mo | Ni |
|---|---|---|---|---|---|---|---|---|---|
| 6% Co | 2.3 | 2.6 | 3.6 | 3.4 | 2.5 | 16.5 | 31.1 | 1.9 | Bal. |
| 9% Co | 4.5 | 2.2 | 7.2 | 6.8 | 2.3 | 13.4 | 16.6 | 1.4 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, Z.; Liu, S. A Study on the Co-Content Optimization of the DD15 Single-Crystal Superalloy. Crystals 2023, 13, 389. https://doi.org/10.3390/cryst13030389
Shi Z, Liu S. A Study on the Co-Content Optimization of the DD15 Single-Crystal Superalloy. Crystals. 2023; 13(3):389. https://doi.org/10.3390/cryst13030389
Chicago/Turabian StyleShi, Zhenxue, and Shizhong Liu. 2023. "A Study on the Co-Content Optimization of the DD15 Single-Crystal Superalloy" Crystals 13, no. 3: 389. https://doi.org/10.3390/cryst13030389