
Microstructure, Mechanical and Thermal Properties of Al/Cu/SiC Laminated Composites, Fabricated by the ARB and CARB Processes

 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Surface Preparation and Stacking of Sandwiches
2.3. ARB Process
2.4. CARB Process
2.5. Microhardness Test
2.6. Tensile Tests
2.7. Thermal Properties
2.8. Microstructural Investigation
3. Results and Discussion
3.1. Microstructural Characterization
3.2. Mechanical Properties
3.2.1. Microhardness Test
3.2.2. Tensile Properties
3.3. Thermal Analysis
4. Conclusions
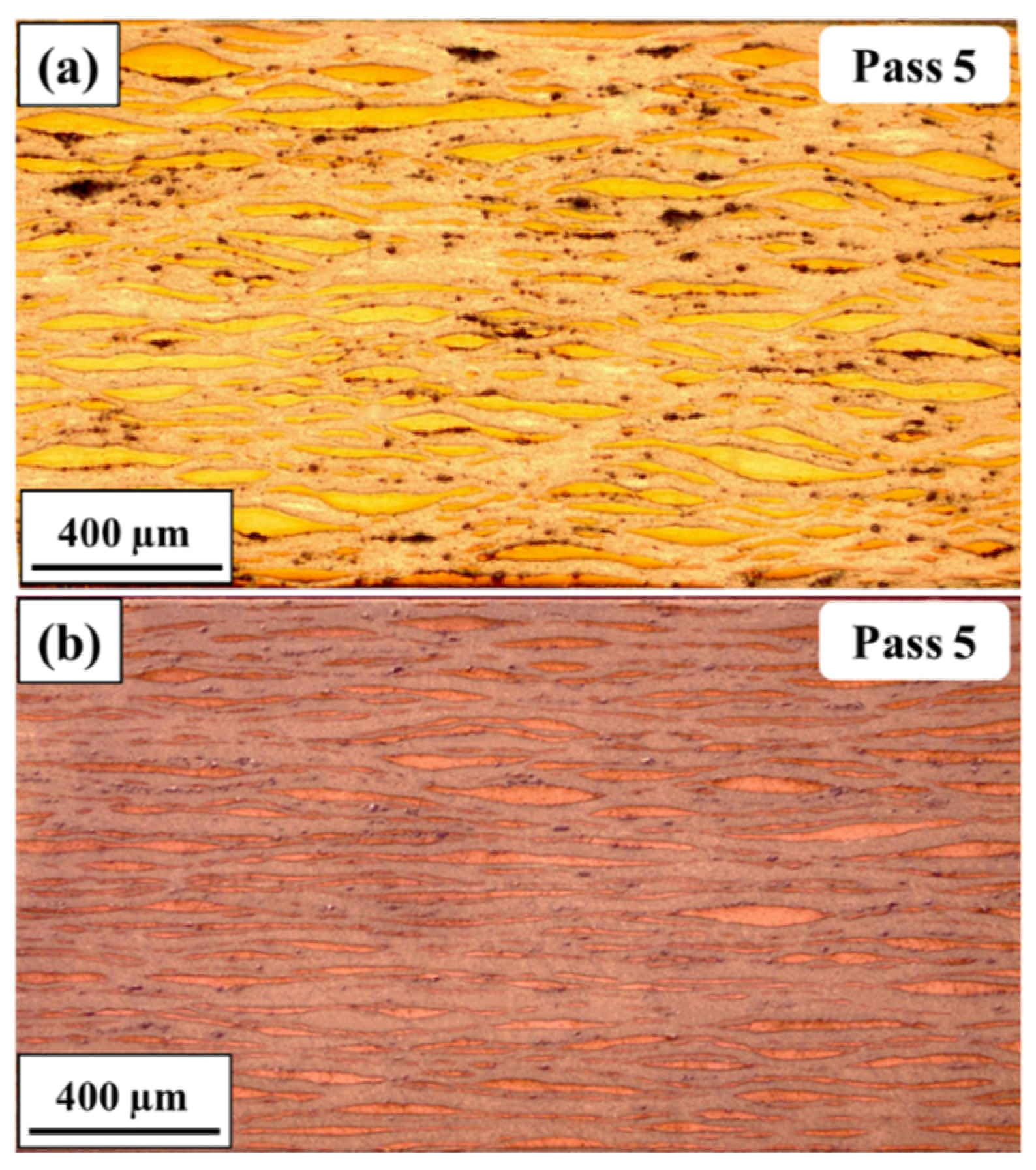
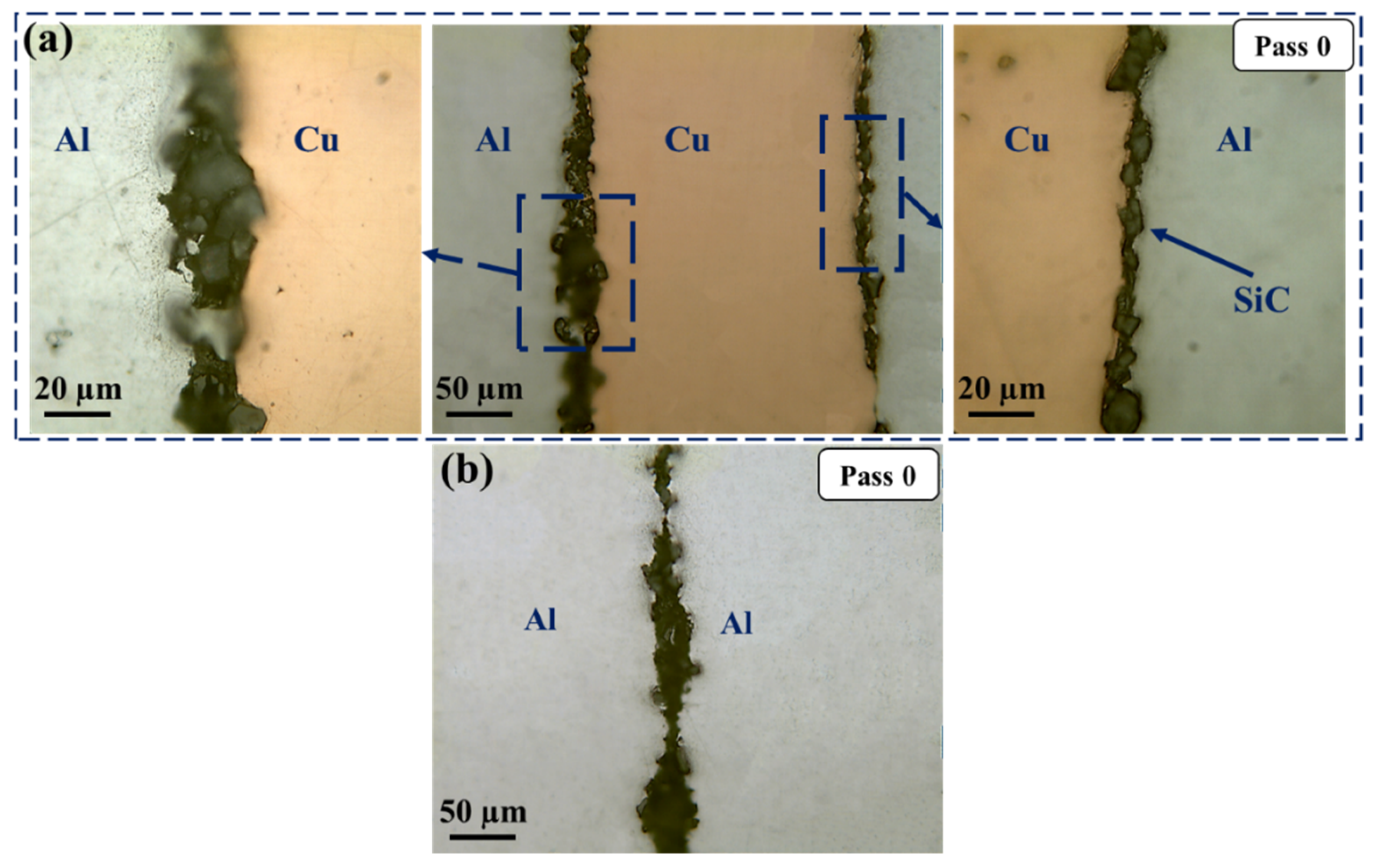
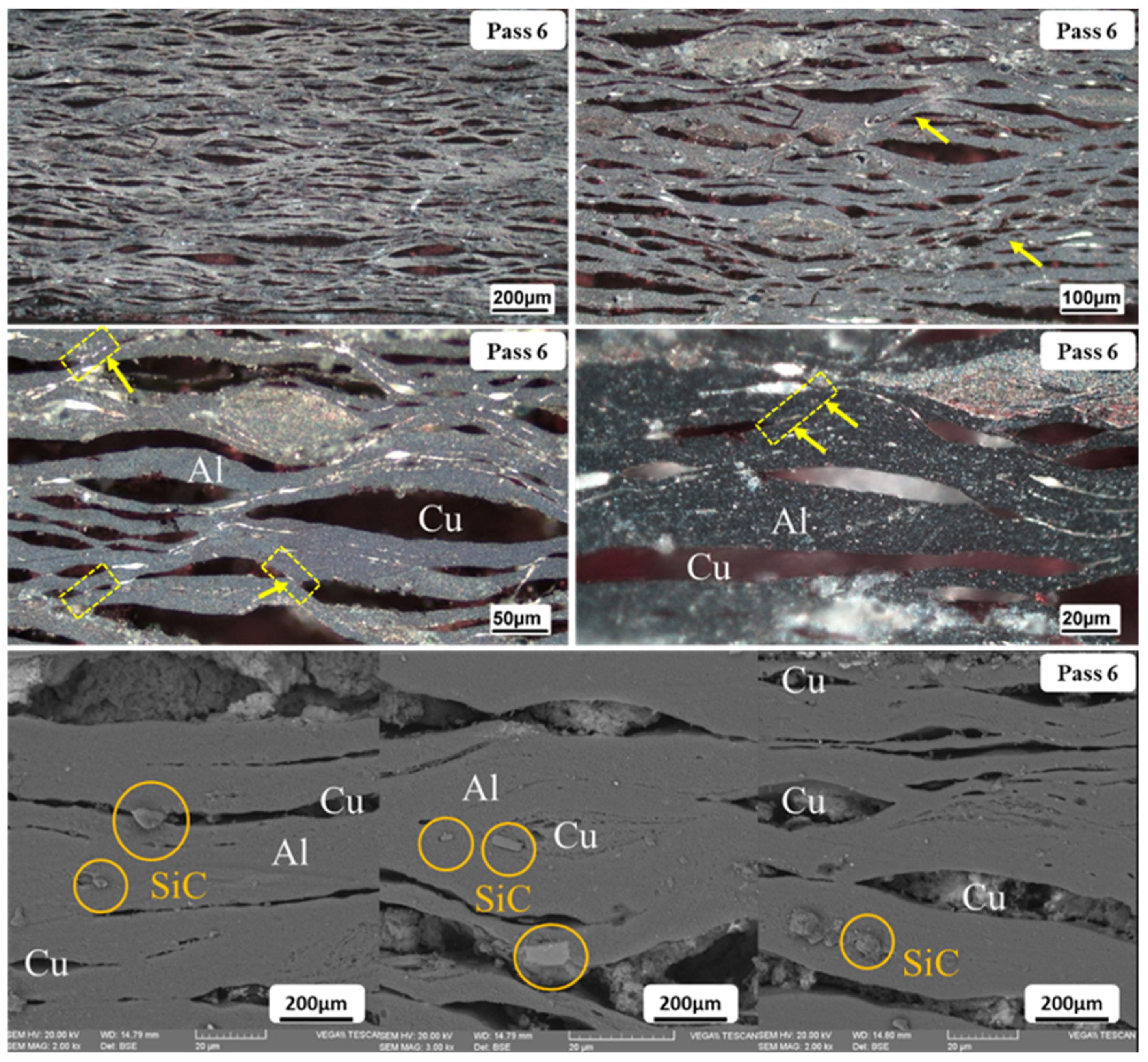
- According to OM images, composites had good bonding. With an increase in passes, the copper layers underwent instabilities, and their fragments were distributed in the matrix. However, CARBed composites represented less instability on the account of the relatively even distribution of strain on the layers, which results from rolling in two directions. Regarding the SiC particles, they first appeared in continuous layers in the first passes, while with an increase in passes, they created big clusters at the Al/Cu interfaces and within the matrix. However, at higher passes, they were quite well distributed in the composites.
- By increasing the number of passes, the hardness of aluminum and copper layers increased gradually, while this increase between the zero and first passes was noticeable because of a higher rate of work-hardening in the first passes. The layers in the composites with the higher weight percent of ceramic particles represented lower hardness, because they are highly likely to make clusters within composites which impede the even strain distribution on the layers.
- The values of yield, and ultimate strength, experienced an upward trend, while the elongation of composites showed an initial decrease, followed by an increase. This behavior in the first and second passes is attributed to the possible weak bonding of the interfaces of SiC particle/Al, SiC particle/Cu, and Al/Cu. However, the increased values of strength are caused by the work-hardening of the layers, a better distribution of reinforcing particles, and an enhanced bonding of interfaces.
- Based on the images of the fracture surfaces, both ductile and cleavage modes of fracture were detected. In addition to aluminum, copper layers also represent many voids, although river-like patterns could be seen on the copper layers at higher passes, due to having low ductility. Moreover, delamination was noticeable due to the different mechanical behavior of aluminum and copper layers during tension. It was also caused by the ceramic particles at Al/Cu interfaces.
- This study has gone some way towards enhancing our understanding of the differences pertaining to the ARB and CARB processes. Based on the investigated microstructures, mechanical and thermal properties, applying the CARB technique can result in favorable composites. In addition, depending on the need of the industry, a specific number of passes should be applied to optimize the properties.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Schubert, T.; Brendel, A.; Schmid, K.; Koeck, T.; Zieliński, W.; Weißgärber, T.; Kieback, B. Interfacial design of Cu/SiC composites prepared by powder metallurgy for heat sink applications. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2398–2403. [Google Scholar] [CrossRef] [Green Version]
- Yan, C.; Lifeng, W.; Jianyue, R. Multi-functional SiC/Al composites for aerospace applications. Chin. J. Aeronaut. 2008, 21, 578–584. [Google Scholar] [CrossRef] [Green Version]
- Hsieh, C.-C.; Shi, M.-S.; Wu, W. Growth of intermetallic phases in Al/Cu composites at various annealing temperatures during the ARB process. Met. Mater. Int. 2012, 18, 1–6. [Google Scholar] [CrossRef]
- Seifollahzadeh, P.; Alizadeh, M.; Abbasi, M. Strength prediction of multi-layered copper-based composites fabricated by accumulative roll bonding. Trans. Nonferrous Met. Soc. China 2021, 31, 1729–1739. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kulagin, R.; Baretzky, B.; Anisimova, N.Y.; Kiselevskiy, M.V.; Klinger, L.; Straumal, P.B.; Kogtenkova, O.A.; Valiev, R.Z. Severe Plastic Deformation and Phase Transformations in High Entropy Alloys: A Review. Crystals 2022, 12, 54. [Google Scholar] [CrossRef]
- Yang, D.; Cizek, P.; Hodgson, P. Ultrafine equiaxed-grain Ti/Al composite produced by accumulative roll bonding. Scr. Mater. 2010, 62, 321–324. [Google Scholar] [CrossRef]
- Assari, A.H.; Eghbali, B. Solid state diffusion bonding characteristics at the interfaces of Ti and Al layers. J. Alloys Compd. 2019, 773, 50–58. [Google Scholar] [CrossRef]
- Wang, Y.; Tayyebi, M.; Assari, A. Fracture toughness, wear, and microstructure properties of aluminum/titanium/steel multi-laminated composites produced by cross-accumulative roll-bonding process. Arch. Civ. Mech. Eng. 2022, 22, 49. [Google Scholar] [CrossRef]
- Luo, J.; Yarigarravesh, M.; Assari, A.H.; Amin, N.H.; Tayyebi, M.; Paidar, M. Investigating the solid-state diffusion at the interface of Ni/Ti laminated composite. J. Manuf. Process. 2022, 75, 670–681. [Google Scholar] [CrossRef]
- Tayyebi, M.; Alizadeh, M. A novel two-step method for producing Al/Cu functionally graded metal matrix composite. J. Alloys Compd. 2022, 911, 165078. [Google Scholar] [CrossRef]
- Huang, J.; Tayyebi, M.; Assari, A.H. Effect of SiC particle size and severe deformation on mechanical properties and thermal conductivity of Cu/Al/Ni/SiC composite fabricated by ARB process. J. Manuf. Process. 2021, 68, 57–68. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, J.; Sharma, S.; Li, C.; Królczyk, G.; Wojciechowski, S. Neutrosophic Entropy-based ingenious measurement for Fast Fourier Transforms based classification of process-parameters and wear resistance of Friction-Stir processed hybrid AA7075-B4C Aluminium metal-matrix composites. J. Mater. Res. Technol. 2022, 20, 720–739. [Google Scholar] [CrossRef]
- Bayati, M.S.; Sharifi, H.; Tayebi, M.; Isfahani, T. Effect of Al-B4C nanocomposite filler manufactured by accumulative roll bonding (ARB) method on the microstructure and mechanical properties of weldings prepared by tungsten inert gas welding. Mater. Res. Express 2019, 6, 106529. [Google Scholar] [CrossRef]
- Li, D.; Wang, B.; Luo, L.; Li, X.; Yu, J.; Wang, L.; Xu, Y.; Su, Y.; Guo, J.; Fu, H. In-situ synthesis of Al2O3-reinforced high Nb–TiAl laminated composite with an enhanced strength-toughness performance. Ceram. Int. 2022, 48, 1589–1602. [Google Scholar] [CrossRef]
- Masoumi, M.; Emadoddin, E. Interface characterization and formability of two and three-layer composite sheets manufactured by roll bonding. Mater. Des. 2013, 44, 392–396. [Google Scholar] [CrossRef]
- Sauvage, X.; Chbihi, A.; Quelennec, X. Severe plastic deformation and phase transformations. J. Phys. Conf. Ser. 2020, 240, 012003. [Google Scholar] [CrossRef]
- Liu, S.; Wang, Y.; Yarigarravesh, M.; Tayyebi, M.; Tayebi, M. Evaluation of whisker alignment and anisotropic mechanical properties of ZK60 alloy reinforced with SiCw during KOBO extrusion method. J. Manuf. Process. 2022, 84, 344–356. [Google Scholar] [CrossRef]
- Tayyebi, M.; Alizadeh, M. Thermal and wear properties of Al/Cu functionally graded metal matrix composite produced by severe plastic deformation method. J. Manuf. Process. 2023, 85, 515–526. [Google Scholar] [CrossRef]
- Wang, Y.; Huang, P.; Liu, S.; Tayyebi, M.; Tayebi, M. Microstructural evolution, shielding effectiveness, and the ballistic response of Mg/Al7075/B4C/Pb composite produced by combination of coating and severe plastic deformation (SPD) processes. J. Manuf. Process. 2022, 84, 977–985. [Google Scholar] [CrossRef]
- Wang, Y.; Tayyebi, M.; Tayebi, M.; Yarigarravesh, M.; Liu, S.; Zhang, H. Effect of whisker alignment on microstructure, mechanical and thermal properties of Mg-SiCw/Cu composite fabricated by a combination of casting and severe plastic deformation (SPD). J. Magnes. Alloy. 2022, 85, 515–526. [Google Scholar] [CrossRef]
- Kaczmar, J.; Pietrzak, K.; Włosiński, W. The production and application of metal matrix composite materials. J. Mater. Process. Technol. 2000, 106, 58–67. [Google Scholar] [CrossRef]
- Mehr, V.Y.; Rezaeian, A.; Toroghinejad, M.R. Application of accumulative roll bonding and anodizing process to produce Al–Cu–Al2O3 composite. Mater. Des. 2015, 70, 53–59. [Google Scholar] [CrossRef]
- Tayyebi, M.; Rahmatabadi, D.; Adhami, M.; Hashemi, R. Influence of ARB technique on the microstructural, mechanical and fracture properties of the multilayered Al1050/Al5052 composite reinforced by SiC particles. J. Mater. Res. Technol. 2019, 8, 4287–4301. [Google Scholar] [CrossRef]
- Jamaati, R.; Amirkhanlou, S.; Toroghinejad, M.R.; Niroumand, B. Effect of particle size on microstructure and mechanical properties of composites produced by ARB process. Mater. Sci. Eng. A 2011, 528, 2143–2148. [Google Scholar] [CrossRef]
- Quadir, M.; Ferry, M.; Al-Buhamad, O.; Munroe, P. Shear banding and recrystallization texture development in a multilayered Al alloy sheet produced by accumulative roll bonding. Acta Mater. 2009, 57, 29–40. [Google Scholar] [CrossRef]
- Zeng, L.; Gao, R.; Fang, Q.; Wang, X.; Xie, Z.; Miao, S.; Hao, T.; Zhang, T. High strength and thermal stability of bulk Cu/Ta nanolamellar multilayers fabricated by cross accumulative roll bonding. Acta Mater. 2016, 110, 341–351. [Google Scholar] [CrossRef]
- Hosseini, S.; Habibolahzadeh, A. Investigation of nano-SiCp effect on microstructure and mechanical properties of Al/TiH2 foam precursor produced via ARB process. Mater. Sci. Eng. A 2015, 639, 80–88. [Google Scholar] [CrossRef]
- Naseri, M.; Hassani, A.; Tajally, M. Fabrication and characterization of hybrid composite strips with homogeneously dispersed ceramic particles by severe plastic deformation. Ceram. Int. 2015, 41, 3952–3960. [Google Scholar] [CrossRef]
- Rezayat, M.; Akbarzadeh, A.; Owhadi, A. Fabrication of high-strength Al/SiC p nanocomposite sheets by accumulative roll bonding. Metall. Mater. Trans. A 2012, 43, 2085–2093. [Google Scholar] [CrossRef]
- Wang, Z.; Song, M.; Sun, C.; He, Y. Effects of particle size and distribution on the mechanical properties of SiC reinforced Al–Cu alloy composites. Mater. Sci. Eng. A 2011, 528, 1131–1137. [Google Scholar] [CrossRef]
- Beigi Kheradmand, A.; Lalegani, F.; Lalegani, Z. Investigation of Microstructure and Mechanical Behavior of Al/SiCp Composite Foams. J. Inorg. Organomet. Polym. Mater. 2018, 28, 2779–2790. [Google Scholar] [CrossRef]
- Tayyebi, M.; Adhami, M.; Karimi, A.; Rahmatabadi, D.; Alizadeh, M.; Hashemi, R. Effects of strain accumulation and annealing on interfacial microstructure and grain structure (Mg and Al3Mg2 layers) of Al/Cu/Mg multilayered composite fabricated by ARB process. J. Mater. Res. Technol. 2021, 14, 392–406. [Google Scholar] [CrossRef]
- Härtel, M.; Illgen, C.; Frint, P.; Wagner, M.F.-X. On the PLC effect in a particle reinforced AA2017 alloy. Metals 2018, 8, 88. [Google Scholar] [CrossRef] [Green Version]
- Jiang, Z.; Zhang, Q.; Jiang, H.; Chen, Z.; Wu, X. Spatial characteristics of the Portevin-Le Chatelier deformation bands in Al-4 at% Cu polycrystals. Mater. Sci. Eng. A 2005, 403, 154–164. [Google Scholar] [CrossRef]
- Barmouz, M.; Asadi, P.; Givi, M.B.; Taherishargh, M. Investigation of mechanical properties of Cu/SiC composite fabricated by FSP: Effect of SiC particles’ size and volume fraction. Mater. Sci. Eng. A 2011, 528, 1740–1749. [Google Scholar] [CrossRef]
- Ozden, S.; Ekici, R.; Nair, F. Investigation of impact behaviour of aluminium based SiC particle reinforced metal–matrix composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 484–494. [Google Scholar] [CrossRef]
- Tayebi, M.; Tayebi, M.; Rajaee, M.; Ghafarnia, V.; Rizi, A.M. Improvement of thermal properties of Al/Cu/SiC composites by tailoring the reinforcement microstructure and comparison to thermoelastic models. J. Alloys Compd. 2021, 853, 156794. [Google Scholar] [CrossRef]
- Xue, C.; Yu, J.; Zhu, X. Thermal properties of diamond/SiC/Al composites with high volume fractions. Mater. Des. 2011, 32, 4225–4229. [Google Scholar] [CrossRef]
- Xie, J.; Ma, J.; Liao, M.; Guo, W.; Huang, L.; Gao, P.; Xiao, H. Reinforcement of thermally-conductive SiC/Al composite with 3D-interpenetrated network structure by various SiC foam ceramic skeletons. Ceram. Int. 2021, 47, 30869–30879. [Google Scholar] [CrossRef]
- Chu, K.; Liu, Z.; Jia, C.; Chen, H.; Liang, X.; Gao, W.; Tian, W.; Guo, H. Thermal conductivity of SPS consolidated Cu/diamond composites with Cr-coated diamond particles. J. Alloys Compd. 2010, 490, 453–458. [Google Scholar] [CrossRef]
- Li, J.; Zhang, H.; Wang, L.; Che, Z.; Zhang, Y.; Wang, J.; Kim, M.J.; Wang, X. Optimized thermal properties in diamond particles reinforced copper-titanium matrix composites produced by gas pressure infiltration. Compos. Part A Appl. Sci. Manuf. 2016, 91, 189–194. [Google Scholar] [CrossRef]
- Sidhu, S.S.; Kumar, S.; Batish, A. Metal matrix composites for thermal management: A review. Crit. Rev. Solid State Mater. Sci. 2016, 41, 132–157. [Google Scholar] [CrossRef]
- Sharifi, H.; Eidivandi, V.; Tayebi, M.; Khezrloo, A.; Aghaie, E. Effect of SiC particles on thermal conductivity of Al-4% Cu/SiC composites. Heat Mass Transf. 2017, 53, 3621–3627. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cu | Al | SiC |
|---|---|---|---|
| Ultimate strength (MPa) | 132 | 98 | - |
| Thermal conductivity (W/m·K) | 380 | 210 | 490 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, J.; Khattinejad, R.; Assari, A.; Tayyebi, M.; Hamawandi, B. Microstructure, Mechanical and Thermal Properties of Al/Cu/SiC Laminated Composites, Fabricated by the ARB and CARB Processes. Crystals 2023, 13, 354. https://doi.org/10.3390/cryst13020354
Luo J, Khattinejad R, Assari A, Tayyebi M, Hamawandi B. Microstructure, Mechanical and Thermal Properties of Al/Cu/SiC Laminated Composites, Fabricated by the ARB and CARB Processes. Crystals. 2023; 13(2):354. https://doi.org/10.3390/cryst13020354
Chicago/Turabian StyleLuo, Jie, Rashid Khattinejad, Amirhossein Assari, Moslem Tayyebi, and Bejan Hamawandi. 2023. "Microstructure, Mechanical and Thermal Properties of Al/Cu/SiC Laminated Composites, Fabricated by the ARB and CARB Processes" Crystals 13, no. 2: 354. https://doi.org/10.3390/cryst13020354