
In Situ Observation of Retained Austenite Transformation in Low-Carbon Micro-Alloyed Q&P Steels

 ,
,
Abstract
:1. Instruction
2. Experimental Material and Procedures
3. Results
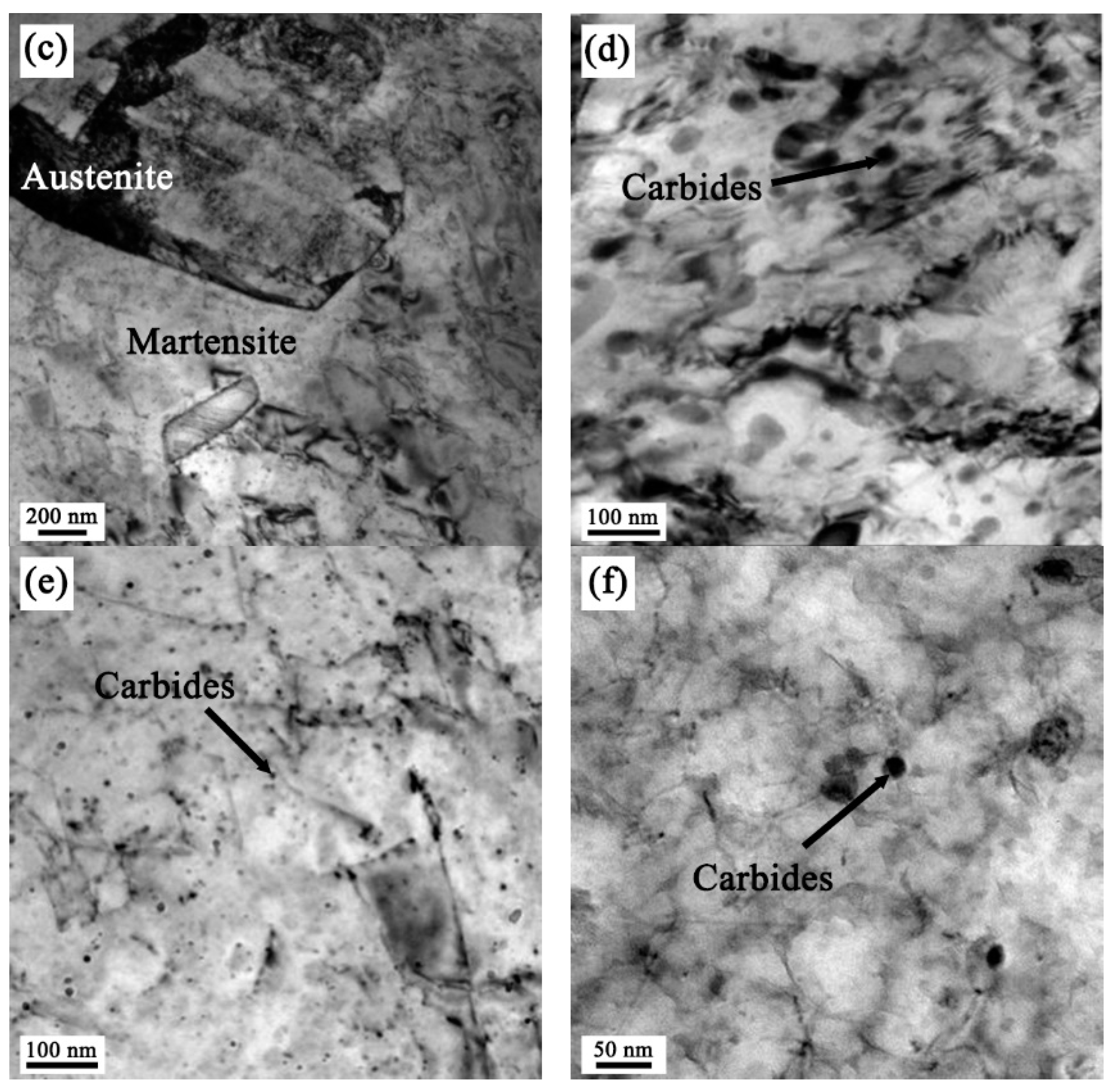
3.1. Microstructure Morphology
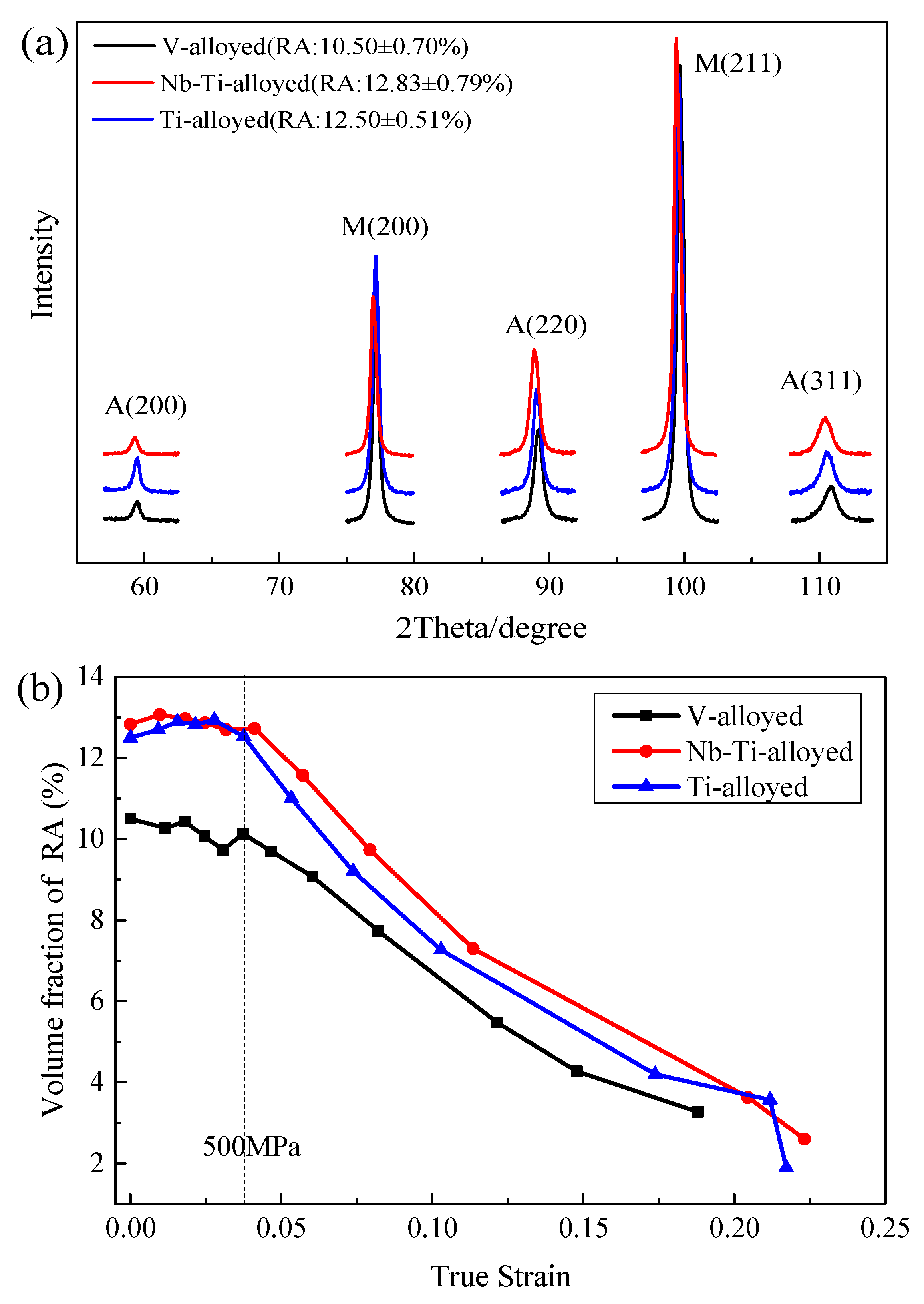
3.2. Retained Austenite and Its Transformation
3.3. Mechanical Properties
4. Discussion
4.1. Stability of RA
4.2. Strengthening Mechanism
4.3. Effects of Alloying Elements on Microstructures and Properties
5. Conclusions
- The following equation well-described the strain-induced martensite transformation of RA: f/fs = 1 − exp(−k(ε − ε0)). The TRIP effect became the primary deformation mechanism as the strain overcame 0.04.
- The calculated yield strength was fitted very well with the experimental value for the one-step Q&P steel. A slight deviation was observed in the two-step Q&P steel, mainly due to the incomplete consideration of dislocation density and carbon trapping in the two-step Q&P process.
- The true stress maintained a linear relationship with the volume fraction of martensite transformation. Furthermore, the stress increments for 1 vol % RA transformed to martensite during the tensile deformation were 30.38 MPa (Ti-alloyed), 31.64 MPa (Nb-Ti-alloyed), and 46.37 MPa (V-alloyed), respectively.
- The product of tensile strength and elongation of 24.12 GPa·% was obtained in Nb-Ti-alloyed steel after being subjected to a one- or two-step Q&P process.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, L.; He, B.; Huang, M. The role of transformation-induced plasticity in the development of advanced high strength steels. Adv. Eng. Mater. 2018, 20, 1701083. [Google Scholar] [CrossRef]
- Maheswari, N.; Chowdhury, S.G.; Kumar, K.H.; Sankaran, S. Influence of alloying elements on the microstructure evolution and mechanical properties in quenched and partitioned steels. Mater. Sci. Eng. A 2014, 600, 12–20. [Google Scholar] [CrossRef]
- Wu, R.; Li, J.; Li, W.; Wu, X.; Jin, X.; Zhou, S.; Wang, L. Effect of metastable austenite on fracture resistance of quenched and partitioned (Q&P) sheet steels. Mater. Sci. Eng. A 2016, 657, 57–63. [Google Scholar]
- Yi, H.; Chen, P.; Hou, Z.; Hong, N.; Cai, H.; Xu, Y.; Wu, D.; Wang, G. A novel design: Partitioning achieved by quenching and tempering (Q-T & P) in a aluminum-added low density steel. Scr. Mater. 2013, 68, 370–374. [Google Scholar]
- Perrard, F.; Scott, C. Vanadium precipitation during intercritical annealing in cold rolled TRIP steels. ISIJ Int. 2007, 47, 1168–1177. [Google Scholar] [CrossRef] [Green Version]
- Zhang, G.; Zhao, Z.; Long, J.; Sheng, G.; Zheng, Z.; Tang, D. The relationship between microstructures and mechanical properties of vanadium microalloyed cold rolled ultrahigh strength steel treated by austempering. Mater. Res. Express 2019, 6, 126543. [Google Scholar] [CrossRef]
- Krizan, D.; Spiradek-Hahn, K.; Pichler, A. Relationship between microstructure and mechanical properties in Nb-V micro-alloyed TRIP steel. Mater. Sci. Technol. 2015, 31, 661–668. [Google Scholar] [CrossRef]
- Krizan, D.; De Cooman, B.C. Mechanical properties of TRIP steel microalloyed with Ti. Metall. Mater. Trans. A 2014, 45, 3481–3492. [Google Scholar] [CrossRef] [Green Version]
- Yan, S.; Liu, X.; Liu, W.; Lan, H.; Wu, H. Microstructural evolution and mechanical properties of low-carbon steel treated by a two-step quenching and partitioning process. Mater. Sci. Eng. A 2015, 640, 137–146. [Google Scholar] [CrossRef]
- Zhang, J.; Ding, H.; Misra, R.; Wang, C. Microstructural evolution and consequent strengthening through niobium-microalloying in a low carbon quenched and partitioned steel. Mater. Sci. Eng. A 2015, 641, 242–248. [Google Scholar] [CrossRef]
- De Cooman, B.C. Structure-properties relationship in TRIP steels containing carbide-free bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 285–303. [Google Scholar] [CrossRef]
- Chiang, J.; Boyd, J.; Pilkey, A. Effect of microstructure on retained austenite stability and tensile behavior in an aluminum-alloyed TRIP steel. Mater. Sci. Eng. A 2015, 638, 132–142. [Google Scholar] [CrossRef]
- Chiang, J.; Lawrence, B.; Boyd, J.; Pilkey, A. Effect of microstructure on retained austenite stability and work hardening of TRIP steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]
- Zhou, N.; Song, R.; Li, X.; Li, J. Dependence of austenite stability and deformation behavior on tempering time in an ultrahigh strength medium Mn TRIP steel. Mater. Sci. Eng. A 2018, 738, 153–162. [Google Scholar] [CrossRef]
- Chen, J.; Lv, M.; Tang, S.; Liu, Z.; Wang, G. Correlation between mechanical properties and retained austenite characteristics in a low-carbon medium manganese alloyed steel plate. Mater. Charact. 2015, 106, 108–111. [Google Scholar] [CrossRef]
- Suikkanen, P.P.; Ristola, A.-J.; Hirvi, A.M.; Sahu, P.; Somani, M.C.; Porter, D.A.; Karjalainen, L.P. Effects of carbon content and cooling path on the microstructure and properties of TRIP-aided ultra-high strength steels. ISIJ Int. 2013, 53, 337–346. [Google Scholar] [CrossRef] [Green Version]
- Ding, R.; Tang, D.; Zhao, A.; Guo, H.; He, J.; Zhi, C. Effect of ultragrain refinement on quenching and partitioning steels manufactured by a novel method. Mater. Des. 2015, 87, 640–649. [Google Scholar] [CrossRef]
- Zhao, H.; Li, W.; Zhu, X.; Lu, X.; Wang, L.; Zhou, S.; Jin, X. Analysis of the relationship between retained austenite locations and the deformation behavior of quenching and partitioning treated steels. Mater. Sci. Eng. A 2016, 649, 18–26. [Google Scholar] [CrossRef]
- Arlazarov, A.; Ollat, M.; Masse, J.; Bouzat, M. Influence of partitioning on mechanical behavior of Q&P steels. Mater. Sci. Eng. A 2016, 661, 79–86. [Google Scholar]
- De Knijf, D.; Föjer, C.; Kestens, L.A.; Petrov, R. Factors influencing the austenite stability during tensile testing of Quenching and Partitioning steel determined via in-situ Electron Backscatter Diffraction. Mater. Sci. Eng. A 2015, 638, 219–227. [Google Scholar] [CrossRef]
- Peng, J.; Jiang, H.; Zhang, G.; Chen, L.; Zhu, N.; He, Y. In-situ analysis of retained austenite transformation in high-performance micro-alloyed TRIP steel. J. Iron Steel Res. Int. 2017, 24, 313–320. [Google Scholar] [CrossRef]
- Wei, D.; Wang, L.; Zhang, Y.; Gong, W.; Tsuru, T.; Lobzenko, I.; Jiang, J.; Harjo, S.; Kawasaki, T.; Bae, J.W.; et al. Metalloid substitution elevates simultaneously the strength and ductility of face-centered-cubic high-entropy alloys. Acta Mater. 2022, 225, 117571. [Google Scholar] [CrossRef]
- Wei, D.; Gong, W.; Tsuru, T.; Kawasaki, T.; Harjo, S.; Cai, B.; Liaw, P.K.; Kato, H. Mechanical behaviors of equiatomic and near-equiatomic face-centered-cubic phase high-entropy alloys probed using in situ neutron diffraction. Int. J. Plast. 2022, 158, 103417. [Google Scholar] [CrossRef]
- Wei, D.; Gong, W.; Tsuru, T.; Lobzenko, I.; Li, X.; Harjo, S.; Kawasaki, T.; Do, H.-S.; Bae, J.W.; Wagner, C.; et al. Si-addition contributes to overcoming the strength-ductility trade-off in high-entropy alloys. Int. J. Plast. 2022, 159, 103443. [Google Scholar] [CrossRef]
- Wei, D.; Gong, W.; Wang, L.; Tang, B.; Kawasaki, T.; Harjo, S.; Kato, H. Strengthening of high-entropy alloys via modulation of cryo-pre-straining-induced defects. J. Mater. Sci. Technol. 2022, 129, 251–260. [Google Scholar] [CrossRef]
- Wei, D.; Gong, W.; Kawasaki, T.; Harjo, S.; Kato, H. Regulation of strength and ductility of single-phase twinning-induced plasticity high-entropy alloys. Scr. Mater. 2022, 216, 114738. [Google Scholar] [CrossRef]
- Avishan, B.; Garcia-Mateo, C.; Morales-Rivas, L.; Yazdani, S.; Caballero, F.G. Strenghening and mechanical stability mechanisms in nanostructures bainite. J. Mater. Sci. 2013, 48, 6121–6132. [Google Scholar] [CrossRef] [Green Version]
- Sun, J.; Yu, H. Microstructure development and mechanical properties of quenching and partitioning (Q&P) steel and an incorporation of hot-dipping galvanization during Q&P process. Mater. Sci. Eng. A 2013, 586, 100–107. [Google Scholar]
- Lee, C.; Kim, S.; Lee, T.; Lee, S. Effects of volume fraction and stability of retained austenite on formability in a 0.1C-1.5Si-1.5Mn-0.5Cu TRIP-aided cold-rolled steel sheet. Mater. Sci. Eng. A 2004, 371, 16–23. [Google Scholar] [CrossRef]
- Zhang, J.; Ding, H.; Wang, C.; Zhao, J.; Ding, T. Work hardening behaviors of a low carbon Nb-Microalloyed Si-Mn quenching-partitioning steel with different cooling styles after partitioning. Mater. Sci. Eng. A 2013, 585, 132–138. [Google Scholar] [CrossRef] [Green Version]
- Tan, X.; Xu, Y.; Yang, X.; Liu, Z.; Wu, D. Effect of partitioning procedure on microstructure and mechanical properties of a hot-rolled directly quenched and partitioned steel. Mater. Sci. Eng. A 2014, 594, 149–160. [Google Scholar] [CrossRef]
- Sankaran, S.; Gouthama; Sangal, S.; Padmanabhan, K. Transmission electron microscopy studies of thermomechanically control processed multiphase medium carbon microalloyed steel: Forged, rolled, and low-cycle fatigued microstructures. Metall. Mater. Trans. A 2006, 37, 3259–3273. [Google Scholar] [CrossRef]
- Xiong, X.; Chen, B.; Huang, M.; Wang, J.; Wang, L. The effect of morphology on the stability of retained austenite in a quenched and partitioned steel. Scr. Mater. 2013, 68, 321–324. [Google Scholar] [CrossRef]
- Furnémont, Q.; Kempf, M.; Jacques, P.; Göken, M.; Delannay, F. On the measurement of the nanohardness of the constitutive phases of TRIP-assisted multiphase steels. Mater. Sci. Eng. A 2002, 328, 26–32. [Google Scholar] [CrossRef]
- Jacques, P.; Furnémont, Q.; Lani, F.; Pardoen, T.; Delannay, F. Multiscale mechanics of TRIP-assisted multiphase steels: I. Charact. Mech. Testing. Acta Mater. 2007, 55, 3681–3693. [Google Scholar]
- Seo, C.; Kwon, K.; Choi, K.; Kim, K.H.; Kwak, J.; Lee, S. Deformation behavior of ferrite–austenite duplex lightweight Fe-Mn-Al-C steel. Scr. Mater. 2012, 66, 519–522. [Google Scholar] [CrossRef]
- Pickering, F.B. Physical Metallurgy and the Design of Steels; Applied Science Publishers, Ltd.: London, UK, 1978; pp. 62–63. [Google Scholar]
- Wang, R.; Garcia, C.; Hua, M.; Cho, K.; Zhang, H.; Deardo, A. Microstructure and precipitation behavior of Nb, Ti complex microalloyed steel produced by compact strip processing. ISIJ Int. 2006, 46, 1345–1353. [Google Scholar] [CrossRef] [Green Version]
- Honeycombe, R.; Smith, G. Yield Points in Micro-alloyed Titanium Steels[M]//Strength of Metals and Alloys (ICSMA 6); Pergamon: Melbourne, Australia, 1982; pp. 407–412. [Google Scholar]
- Han, Y.; Shi, J.; Xu, L.; Cao, W.; Dong, H. TiC precipitation induced effect on microstructure and mechanical properties in low carbon medium manganese steel. Mater. Sci. Eng. A 2011, 530, 643–651. [Google Scholar] [CrossRef]
- Chen, P.; Wang, G.; Ceguerra, A.; Breen, A.; Ringer, S.; Xiong, X.; Lu, Q.; Wang, J.; Yi, H. Yield strength enhancement by carbon trapping in ferrite of the quenching and partitioning steel. Metall. Mater. Trans. A 2018, 49, 235–240. [Google Scholar] [CrossRef]
- Mukherjee, M.; Chintha, A.R.; Raj, A.; Pathak, P.; Haldar, A. Effect of short duration tempering on the microstructure and mechanical properties of a continuously annealed dual phase steel. Mater. Sci. Technol. 2012, 28, 971–979. [Google Scholar] [CrossRef]
- Embury, D.; Bouaziz, O.; Mortensen, A.; Llorca, J. Metal matrix composites. Annu. Rev. Mater. Res. 2010, 40, 243–270. [Google Scholar]
- Lee, S.; De Cooman, B. Annealing temperature dependence of the tensile behavior of 10 pct Mn multi-phase TWIP-TRIP steel. Metall. Mater. Trans. A 2014, 45, 6039–6052. [Google Scholar] [CrossRef] [Green Version]
- Cai, Z.; Ding, H.; Kamoutsi, H.; Haidemenopoulos, G.; Misra, R. Interplay between deformation behavior and mechanical properties of intercritically annealed and tempered medium-manganese transformation-induced plasticity steel. Mater. Sci. Eng. A 2016, 654, 359–367. [Google Scholar] [CrossRef]
- Zhang, K.; Liu, P.; Li, W.; Guo, Z.; Rong, Y. Ultrahigh strength-ductility steel treated by a novel quenching-partitioning-tempering process. Mater. Sci. Eng. A 2014, 619, 205–211. [Google Scholar] [CrossRef]
- Su, G.; Gao, X.; Yan, T.; Zhang, D.; Cui, C.; Du, L.; Liu, Z.; Tang, Y.; Hu, J. Intercritical tempering enables nanoscale austenite/ε-martensite formation in low-C medium-Mn steel: A pathway to control mechanical properties. Mater. Sci. Eng. A 2018, 736, 417–430. [Google Scholar] [CrossRef]
- Su, G.; Xie, H.; Huo, M.; Jia, F.; Wu, H.; Li, Z.; Bi, H.; Chang, E.; Xu, H.; Jiang, Z. Yielding Behavior and Strengthening Mechanisms of a High Strength Ultrafine-Grained Cr–Mn–Ni–N Stainless Steel. Steel Res. Int. 2022, 93, 2100524. [Google Scholar] [CrossRef]
- Su, G.; Gao, X.; Zhang, D.; Du, L.; Hu, J.; Liu, Z. Impact of reversed austenite on the impact toughness of the high-strength steel of low carbon medium manganese. JOM 2018, 70, 672–679. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | Nb | Ti | V | Fe |
|---|---|---|---|---|---|---|---|
| V-alloyed | 0.2 | 1.7 | 2.0 | - | - | 0.1 | Bal. |
| Nb-Ti-alloyed | 0.2 | 1.7 | 2.0 | 0.02 | 0.03 | - | Bal. |
| Ti-alloyed | 0.2 | 1.7 | 2.3 | - | 0.02 | - | Bal. |
| Steel | Ferrite | Martensite | Retained Austenite |
|---|---|---|---|
| V-alloyed steel (one-step Q&P) | 17 ± 2.00 | 71 ± 2.00 | 10.8 ± 0.7 |
| Nb-Ti-alloyed steel (one-step Q&P) | 22 ± 2.00 | 64 ± 2.00 | 12.90 ± 0.79 |
| Ti-alloyed steel (two-step Q&P) | 27 ± 2.00 | 61 ± 2.00 | 11.07 ± 0.51 |
| Steel | Yield Stress (YS, MPa) | Tensile Stress (TS, MPa) | Total Elongation A (%) | TS × A (Gpa·%) |
|---|---|---|---|---|
| V-alloyed (one-step Q&P) | 668 ± 5 | 1115 ± 2 | 16.0 ± 0.5 | 17.84 |
| Nb-Ti-alloyed (one-step Q&P) | 622 ± 5 | 1005 ± 2 | 24.0 ± 0.5 | 24.12 |
| Ti-alloyed (two-step Q&P) | 718 ± 5 | 1058 ± 2 | 20.5 ± 0.5 | 21.69 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, X.; Zheng, H.; Zhang, G.; Chang, Z.; Zheng, Z.; Huang, Z.; Gao, X.; Su, G. In Situ Observation of Retained Austenite Transformation in Low-Carbon Micro-Alloyed Q&P Steels. Crystals 2023, 13, 351. https://doi.org/10.3390/cryst13020351
Ye X, Zheng H, Zhang G, Chang Z, Zheng Z, Huang Z, Gao X, Su G. In Situ Observation of Retained Austenite Transformation in Low-Carbon Micro-Alloyed Q&P Steels. Crystals. 2023; 13(2):351. https://doi.org/10.3390/cryst13020351
Chicago/Turabian StyleYe, Xiaoyu, Haoqing Zheng, Gongting Zhang, Zhiyuan Chang, Zhiwang Zheng, Zhenyi Huang, Xiuhua Gao, and Guanqiao Su. 2023. "In Situ Observation of Retained Austenite Transformation in Low-Carbon Micro-Alloyed Q&P Steels" Crystals 13, no. 2: 351. https://doi.org/10.3390/cryst13020351