
End-to-End Continuous Small-Scale Drug Substance Manufacturing: From a Continuous In Situ Nucleator to Free-Flowing Crystalline Particles

Abstract
:1. Introduction
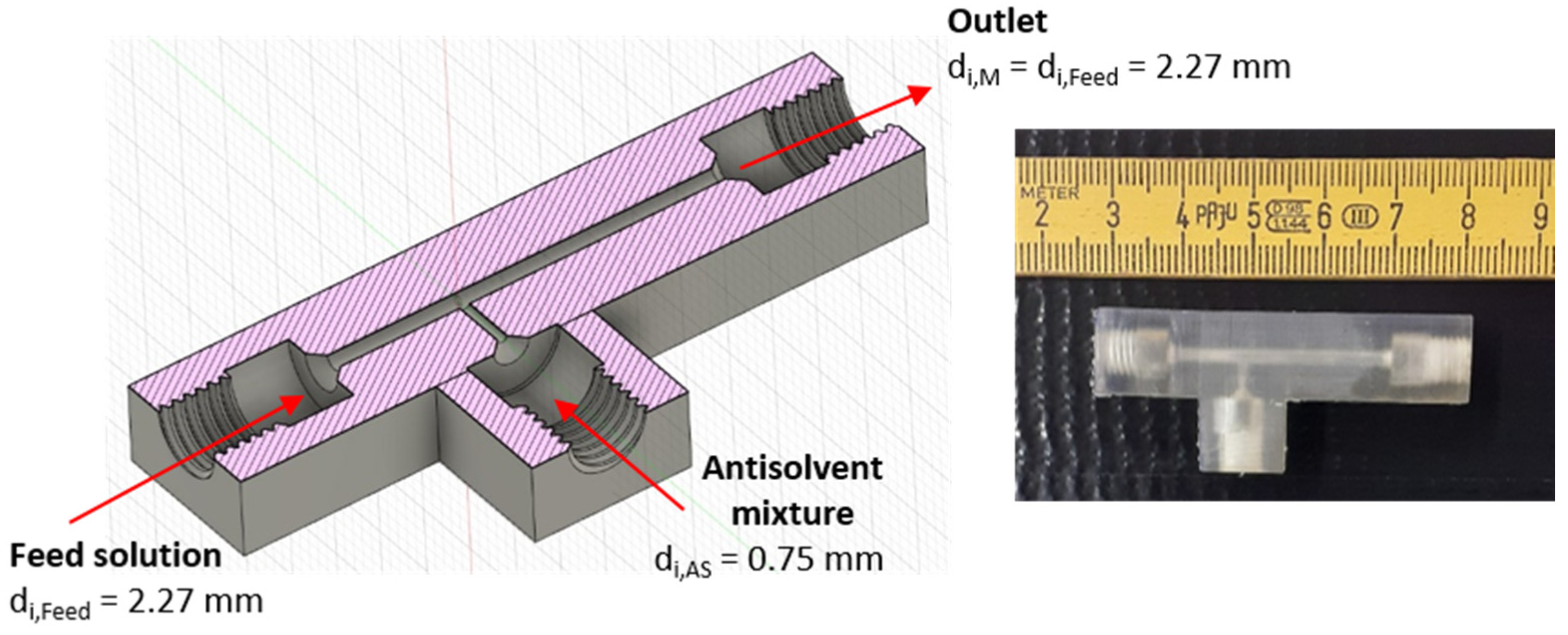
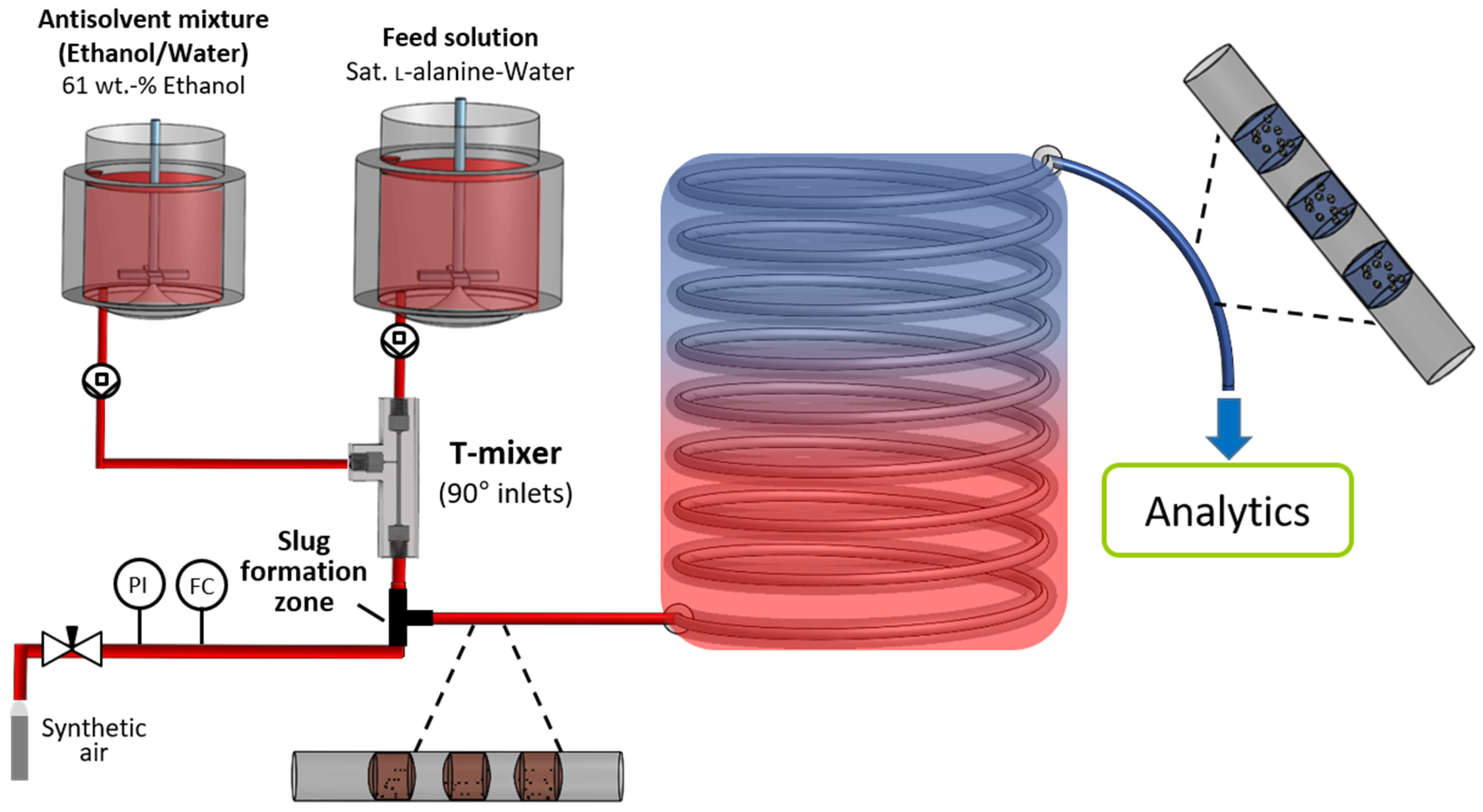
- In the passive T-mixer, a sufficiently rapid micromixing process of the feed and antisolvent streams is ensured for equal inlet stream velocities.
- As an antisolvent for continuous nucleation, the same solvent used for particle washing within the crystal process chain is suitable.
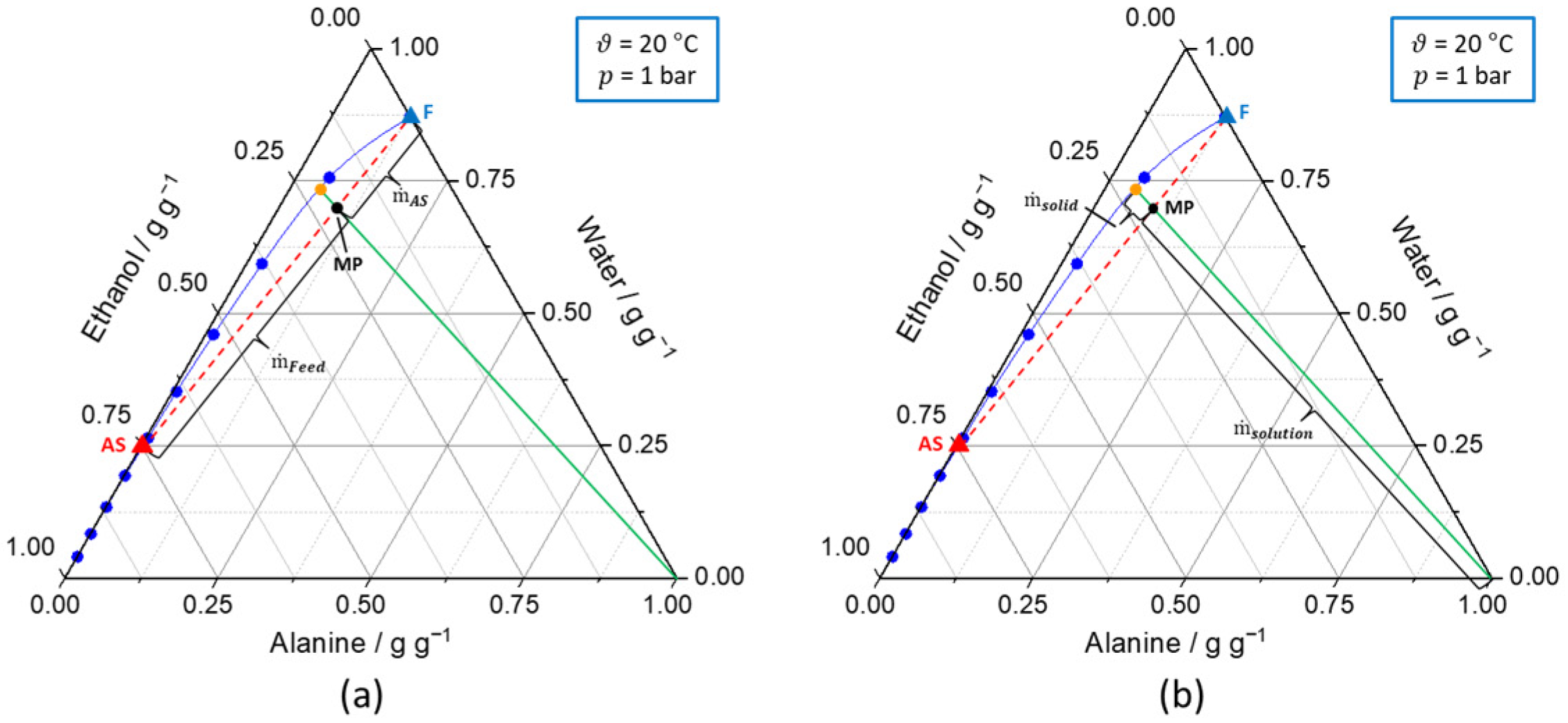
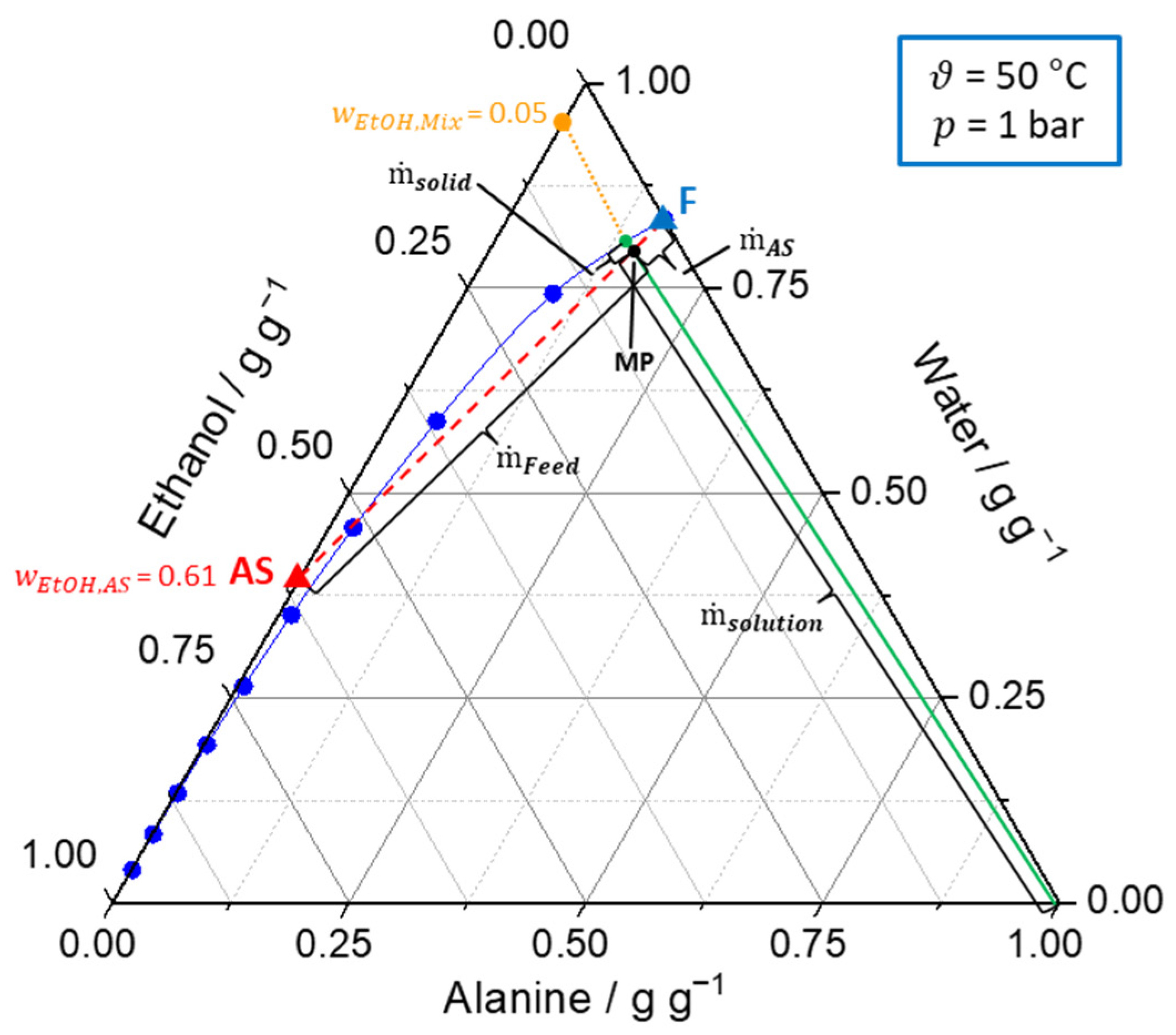
- The continuously generated nuclei or the solid loading in the continuous nucleator can be estimated from the mixing point in a ternary solubility diagram.
2. Materials and Analytics
2.1. Substances
2.2. Analytics
3. Design and Characterization of the Continuous Nucleator
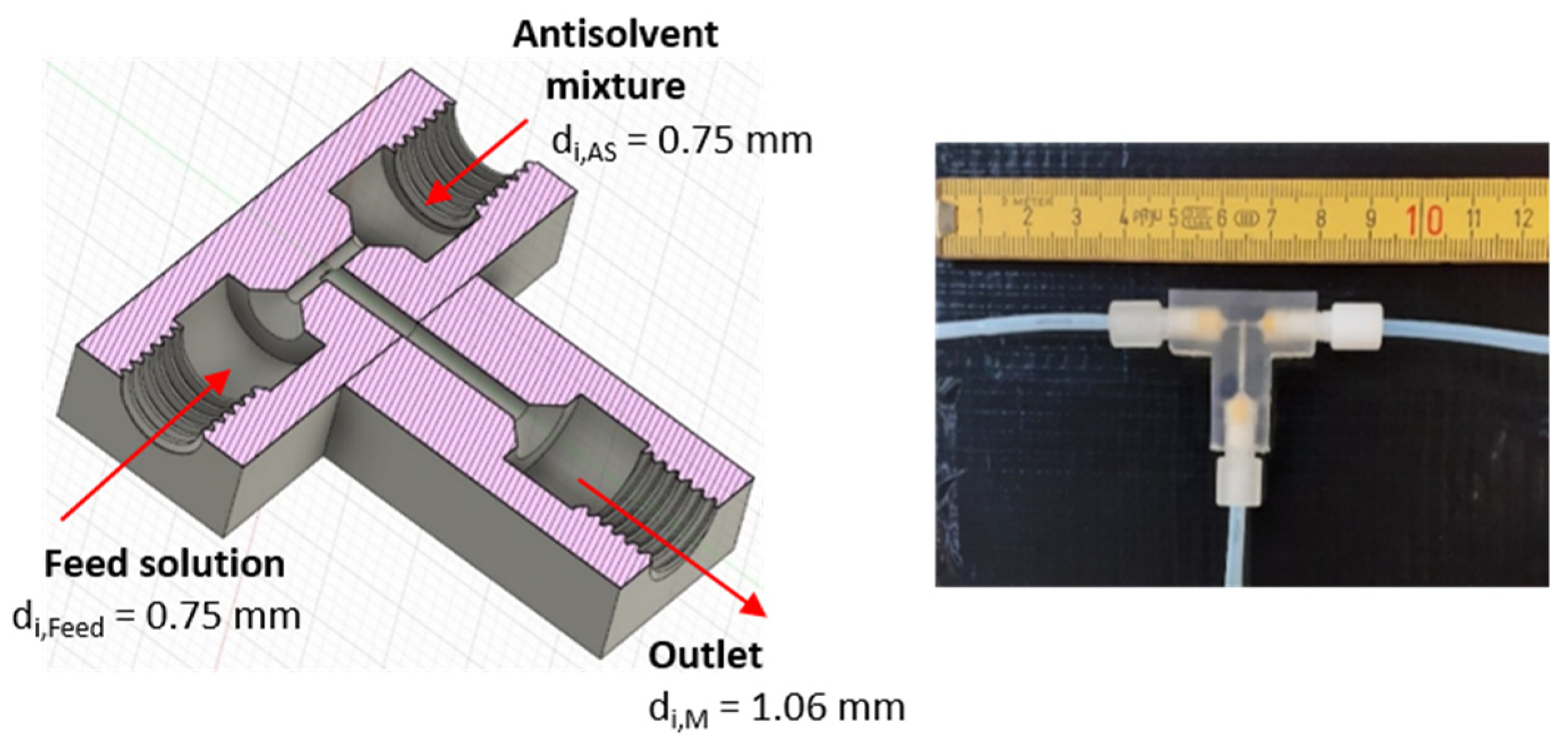
3.1. Design of the Continuous Nucleator
3.2. Manufacturing of a Continuous Nucleator
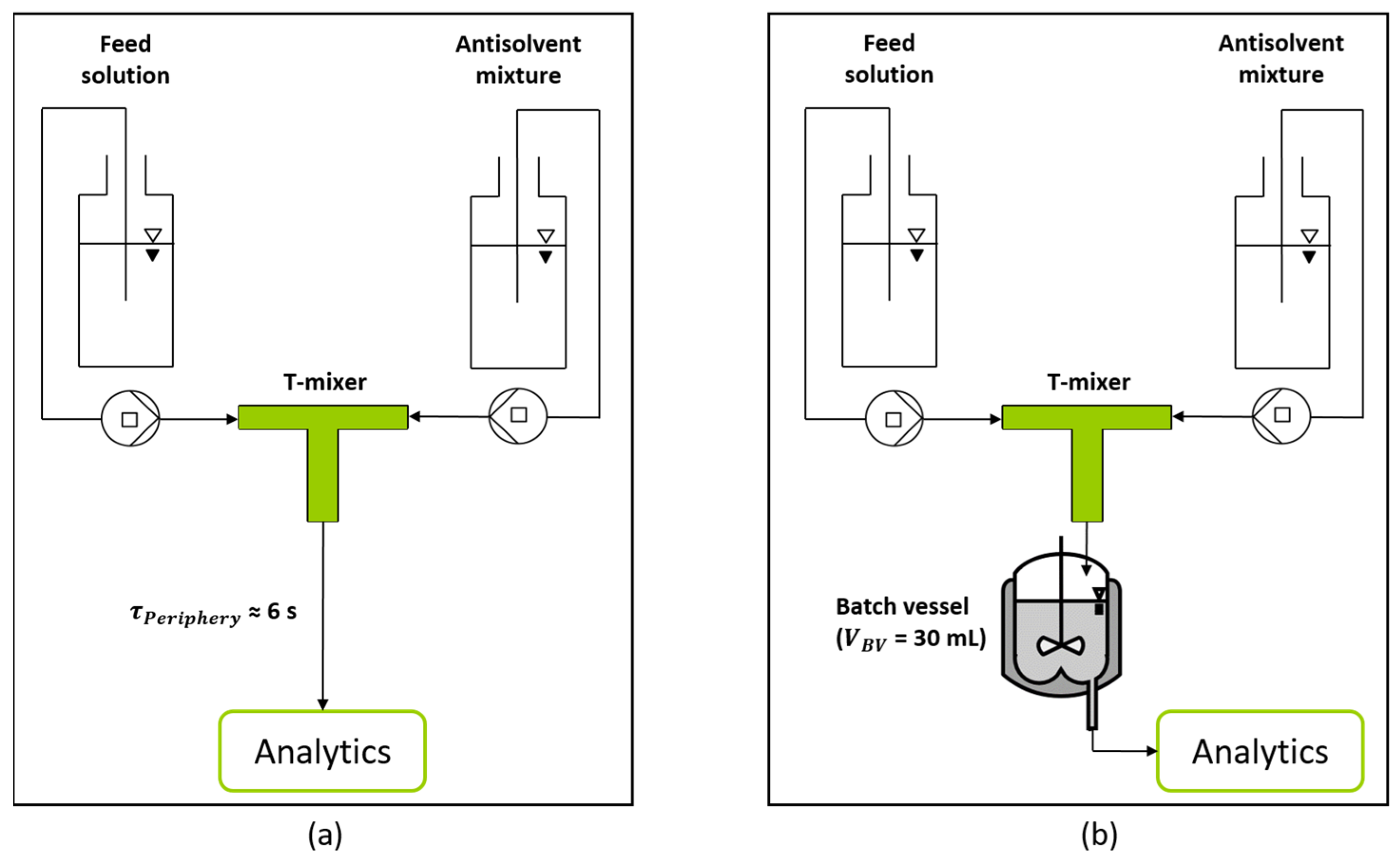
3.3. Experimental Setups and Procedures
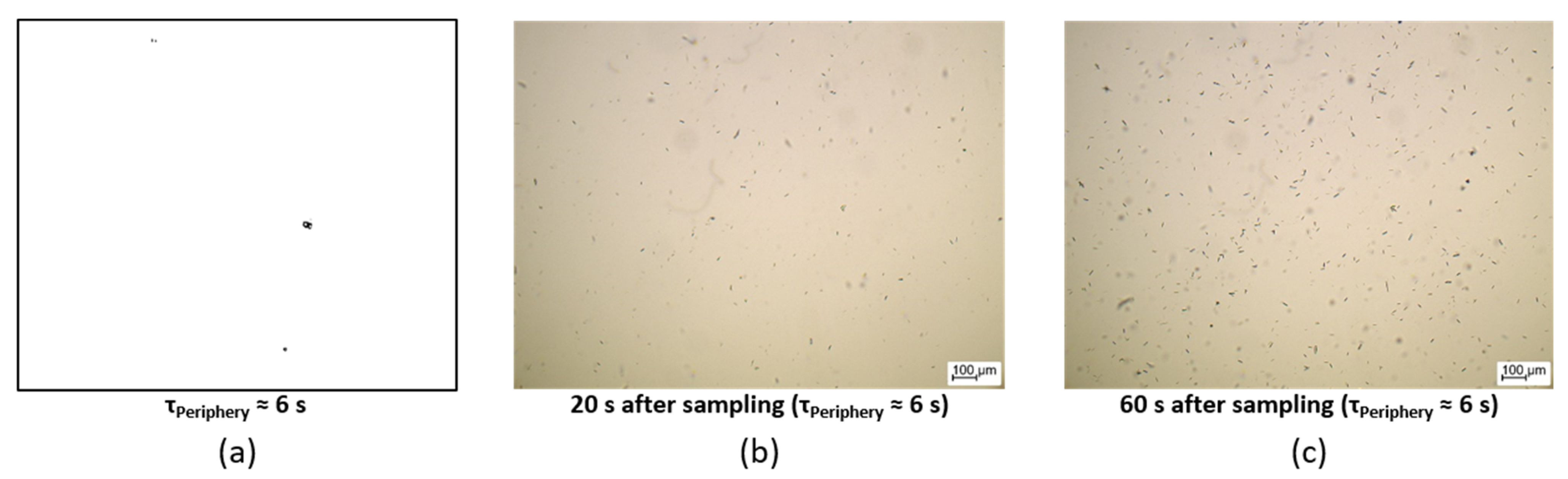
3.4. Results
4. Continuous Particle Design Considering Nucleation and Crystal Growth
4.1. Adaption of the Nucleator for Coupling with a Slug Flow Crystallizer
4.2. Validation Experiments for SFC Nucleator
4.3. Experimental Setup and Procedure
4.4. Results
5. Fully Continuous End-to-End Small-Scale Manufacturing
5.1. Experimental Setup and Procedure
5.2. Results
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ALD | Axis length distribution |
| API | Active pharmaceutical ingredient |
| AR | Aspect ratio |
| AS | Antisolvent |
| CPC | Crystal process chain |
| CPP | Critical process parameter |
| CQA | Critical quality attribute |
| CVSF | Continuous vacuum screw filter |
| DIA | Dynamic image analysis |
| F | Feed |
| FEP | Fluorinated ethylene–propylene |
| ID | Inner diameter |
| MAL | Major axis length |
| MALch | Characteristic major axis length |
| MIL | Minor axis length |
| MILch | Characteristic minor axis length |
| MP | Mixing point |
| MSMPR | Mixed-suspension mixed-product removal |
| MZW | Metastable zone width |
| NZ | Nucleation zone |
| OP | Operating point |
| PFC | Plug flow crystallizer |
| PP | Polypropylene |
| PSD | Particle size distribution |
| RT | Residence time |
| RTD | Residence time distribution |
| SFC | Slug flow crystallizer |
| SLD | Slug length distribution |
| Latin Symbols | |
| A | Area/m−2 |
| Concentration/g g−1 | |
| Saturation concentration/g g−1 | |
| Ca | Capillary number/- |
| d | Diameter/m |
| h | Height/m |
| L | Characteristic length/m |
| m | Mass/kg |
| Mass flow/kg s−1 | |
| n | Particle number density of class i/- |
| Q | Volume flow rate/mL min−1 |
| r | Radius/m |
| Reynolds number/- | |
| Supersaturation/- | |
| V | Volume/m−3 |
| v | Velocity/m s−1 |
| w | Mass fraction/- |
| Y | Yield/% |
| Greek Symbols | |
| α | Filling degree/_ |
| ∆c | Concentration difference/g g−1 |
| ε | Liquid hold-up/- |
| Dynamic viscosity/Pa s | |
| Three-phase contact angle/° | |
| Temperature/°C | |
| Cooling rate/K min−1 | |
| Density/kg m−3 | |
| Surface tension/N m−1 | |
| Residence time/s | |
| Cross-sectional area/- | |
| Indices | |
| 0 | Initial state |
| 10,3 | 10% of the distribution by volume |
| 50,3 | Median by volume |
| 90,3 | 90% of the distribution by volume |
| Saturation | |
| Ala | l-alanine |
| ambient | Ambient temperature |
| AS | Antisolvent |
| AS line | Tubing of the antisolvent line |
| BV | Batch vessel |
| Connection line | Tubing between nucleator outlet and SFC inlet |
| dry | Dry solid |
| dyn | dynamic |
| empty | Empty vessel |
| EtOH | Ethanol |
| Feed | Feed stream |
| Feed line | Tubing of the feed line |
| G/L | Between gas and liquid phases |
| Inner | |
| L | Liquid |
| M | Mixing channel |
| mix | Mixture |
| rel | relative |
| sat | Saturation |
| SFC, end | Outlet of the SFC |
| SFC, start | Inlet of the SFC |
| solid | Solid phase |
| solution | Solution (liquid phase) |
| TO | Turnover |
References
- Chen, J.; Sarma, B.; Evans, J.M.B.; Myerson, A.S. Pharmaceutical Crystallization. Cryst. Growth Des. 2011, 11, 887–895. [Google Scholar] [CrossRef]
- Vetter, T.; Burcham, C.L.; Doherty, M.F. Regions of attainable particle sizes in continuous and batch crystallization processes. Chem. Eng. Sci. 2014, 106, 167–180. [Google Scholar] [CrossRef]
- Kleinebudde, P.; Khinast, J.; Rantanen, J. Continuous Manufacturing of Pharmaceuticals; Wiley: Hoboken, NJ, USA, 2017. [Google Scholar]
- Cote, A.; Erdemir, D.; Girard, K.P.; Green, D.A.; Lovette, M.A.; Sirota, E.; Nere, N.K. Perspectives on the Current State, Challenges, and Opportunities in Pharmaceutical Crystallization Process Development. Cryst. Growth Des. 2020, 20, 7568–7581. [Google Scholar] [CrossRef]
- Orehek, J.; Teslić, D.; Likozar, B. Continuous Crystallization Processes in Pharmaceutical Manufacturing: A Review. Org. Process Res. Dev. 2021, 25, 16–42. [Google Scholar] [CrossRef]
- Steenweg, C.; Seifert, A.I.; Schembecker, G.; Wohlgemuth, K. Characterization of a Modular Continuous Vacuum Screw Filter for Small-Scale Solid–Liquid Separation of Suspensions. Org. Process Res. Dev. 2021, 25, 926–940. [Google Scholar] [CrossRef]
- Testa, C.J.; Shvedova, K.; Hu, C.; Wu, W.; Born, S.C.; Takizawa, B.; Mascia, S. Heterogeneous Crystallization as a Process Intensification Technology in an Integrated Continuous Manufacturing Process for Pharmaceuticals. Org. Process Res. Dev. 2021, 25, 225–238. [Google Scholar] [CrossRef]
- Domokos, A.; Nagy, B.; Szilágyi, B.; Marosi, G.; Nagy, Z.K. Integrated Continuous Pharmaceutical Technologies—A Review. Org. Process Res. Dev. 2021, 25, 721–739. [Google Scholar] [CrossRef]
- Wood, B.; Girard, K.P.; Polster, C.S.; Croker, D.M. Progress to Date in the Design and Operation of Continuous Crystallization Processes for Pharmaceutical Applications. Org. Process Res. Dev. 2019, 23, 122–144. [Google Scholar] [CrossRef]
- Zhang, D.; Xu, S.; Du, S.; Wang, J.; Gong, J. Progress of Pharmaceutical Continuous Crystallization. Engineering 2017, 3, 354–364. [Google Scholar] [CrossRef]
- Steenweg, C.; Kufner, A.C.; Habicht, J.; Wohlgemuth, K. Towards Continuous Primary Manufacturing Processes—Particle Design through Combined Crystallization and Particle Isolation. Processes 2021, 9, 2187. [Google Scholar] [CrossRef]
- Termühlen, M.; Etmanski, M.M.; Kryschewski, I.; Kufner, A.C.; Schembecker, G.; Wohlgemuth, K. Continuous slug flow crystallization: Impact of design and operating parameters on product quality. Chem. Eng. Res. Des. 2021, 170, 290–303. [Google Scholar] [CrossRef]
- Wang, T.; Lu, H.; Wang, J.; Xiao, Y.; Zhou, Y.; Bao, Y.; Hao, H. Recent progress of continuous crystallization. J. Ind. Eng. Chem. 2017, 54, 14–29. [Google Scholar] [CrossRef]
- Nagy, Z.K.; El Hagrasy, A.; Litster, J. Continuous Pharmaceutical Processing; Springer: Cham, Switzerland, 2020. [Google Scholar]
- Yazdanpanah, N.; Nagy, Z.K. (Eds.) The Handbook of Continuous Crystallization; Royal Society of Chemistry: London, UK, 2020. [Google Scholar]
- Mullin, J.W. Crystallization, 4th ed.; Elsevier Science & Technology: Oxford, UK, 2001. [Google Scholar]
- Beckmann, W. Crystallization: Basic Concepts and Industrial Applications, 1st ed.; Wiley-VCH: Weinheim, Germany, 2013. [Google Scholar]
- Lührmann, M.-C.; Termühlen, M.; Timmermann, J.; Schembecker, G.; Wohlgemuth, K. Induced nucleation by gassing and its monitoring for the design and operation of an MSMPR cascade. Chem. Eng. Sci. 2018, 192, 840–849. [Google Scholar] [CrossRef]
- Eder, R.J.P.; Schrank, S.; Besenhard, M.O.; Roblegg, E.; Gruber-Woelfler, H.; Khinast, J.G. Continuous Sonocrystallization of Acetylsalicylic Acid (ASA): Control of Crystal Size. Cryst. Growth Des. 2012, 12, 4733–4738. [Google Scholar] [CrossRef]
- Jiang, M.; Zhu, Z.; Jimenez, E.; Papageorgiou, C.D.; Waetzig, J.; Hardy, A.; Langston, M.; Braatz, R.D. Continuous-Flow Tubular Crystallization in Slugs Spontaneously Induced by Hydrodynamics. Cryst. Growth Des. 2014, 14, 851–860. [Google Scholar] [CrossRef]
- Schall, J.M.; Mandur, J.S.; Braatz, R.D.; Myerson, A.S. Nucleation and Growth Kinetics for Combined Cooling and Antisolvent Crystallization in a Mixed-Suspension, Mixed-Product Removal System: Estimating Solvent Dependency. Cryst. Growth Des. 2018, 18, 1560–1570. [Google Scholar] [CrossRef]
- Zhu, W.-Z.; Wang, J.-X.; Shao, L.; Zhang, H.; Zhang, Q.; Chen, J.-F. Liquid antisolvent preparation of amorphous cefuroxime axetil nanoparticles in a tube-in-tube microchannel reactor. Int. J. Pharm. 2010, 395, 260–265. [Google Scholar] [CrossRef]
- Sana, S.; Boodhoo, K.; Zivkovic, V. Production of starch nanoparticles through solvent-antisolvent precipitation in a spinning disc reactor. Green Process. Synth. 2019, 8, 507–515. [Google Scholar] [CrossRef]
- Chen, J.-F.; Zhang, J.-Y.; Shen, Z.-G.; Zhong, J.; Yun, J. Preparation and Characterization of Amorphous Cefuroxime Axetil Drug Nanoparticles with Novel Technology: High-Gravity Antisolvent Precipitation. Ind. Eng. Chem. Res. 2006, 45, 8723–8727. [Google Scholar] [CrossRef]
- Li, J.; Sheng, L.; Tuo, L.; Xiao, W.; Ruan, X.; Yan, X.; He, G.; Jiang, X. Membrane-Assisted Antisolvent Crystallization: Interfacial Mass-Transfer Simulation and Multistage Process Control. Ind. Eng. Chem. Res. 2020, 59, 10160–10171. [Google Scholar] [CrossRef]
- Engler, M.; Kockmann, N.; Kiefer, T.; Woias, P. Convective Mixing and Its Application to Micro Reactors. In Proceedings of the ASME 2nd International Conference on Microchannels and Minichannels, Rochester, NY, USA, 17–19 June 2004; pp. 781–788. [Google Scholar] [CrossRef]
- Hsieh, S.-S.; Lin, J.-W.; Chen, J.-H. Mixing efficiency of Y-type micromixers with different angles. Int. J. Heat Fluid Flow 2013, 44, 130–139. [Google Scholar] [CrossRef]
- Steenweg, C.; Schembecker, G.; Wohlgemuth, K. Rotating-Screw Drying Reactor WO 2021/148108 A1. U.S. Patent Application No 17/794,378, 21.01.2020, 21.
- Steenweg, C.; Seifert, A.I.; Böttger, N.; Wohlgemuth, K. Process Intensification Enabling Continuous Manufacturing Processes Using Modular Continuous Vacuum Screw Filter. Org. Process Res. Dev. 2021, 25, 2525–2536. [Google Scholar] [CrossRef]
- Wohlgemuth, K.; Schembecker, G. Modeling induced nucleation processes during batch cooling crystallization: A sequential parameter determination procedure. Comput. Chem. Eng. 2013, 52, 216–229. [Google Scholar] [CrossRef]
- QICPIC Messbereiche, ISO Norm QICPIC Module. Available online: https://www.sympatec.com/de/partikelmesstechnik/sensoren/dynamische-bildanalyse/qicpic/ (accessed on 2 February 2023).
- Besenhard, M.O.; Neugebauer, P.; Scheibelhofer, O.; Khinast, J.G. Crystal Engineering in Continuous Plug-Flow Crystallizers. Cryst. Growth Des. 2017, 17, 6432–6444. [Google Scholar] [CrossRef] [PubMed]
- Neugebauer, P.; Cardona, J.; Besenhard, M.O.; Peter, A.; Gruber-Woelfler, H.; Tachtatzis, C.; Cleary, A.; Andonovic, I.; Sefcik, J.; Khinast, J.G. Crystal Shape Modification via Cycles of Growth and Dissolution in a Tubular Crystallizer. Cryst. Growth Des. 2018, 18, 4403–4415. [Google Scholar] [CrossRef]
- Eggers, J.; Kempkes, M.; Mazzotti, M. Measurement of size and shape distributions of particles through image analysis. Chem. Eng. Sci. 2008, 63, 5513–5521. [Google Scholar] [CrossRef]
- Kempkes, M.; Eggers, J.; Mazzotti, M. Measurement of particle size and shape by FBRM and in situ microscopy. Chem. Eng. Sci. 2008, 63, 4656–4675. [Google Scholar] [CrossRef]
- Steger, C. On the Calculation of Arbitrary Moments of Polygons; Technical Report FGBV-96-05; Technische Universität München: Munich, Germany, 1996. [Google Scholar]
- Steenweg, C.; Habicht, J.; Wohlgemuth, K. Continuous Isolation of Particles with Varying Aspect Ratios up to Thin Needles Achieving Free-Flowing Products. Crystals 2022, 12, 137. [Google Scholar] [CrossRef]
- Moore, W.P. Optimize batch crystallization. Chem. Eng. Prog. 1994, 90, 73–79. [Google Scholar]
- Aamir, E.; Nagy, Z.K.; Rielly, C.D. Evaluation of the Effect of Seed Preparation Method on the Product Crystal Size Distribution for Batch Cooling Crystallization Processes. Cryst. Growth Des. 2010, 10, 4728–4740. [Google Scholar] [CrossRef]
- Kubota, N.; Doki, N.; Yokota, M.; Sato, A. Seeding policy in batch cooling crystallization. Powder Technol. 2001, 121, 31–38. [Google Scholar] [CrossRef]
- An, M.; Qiu, J.; Yi, D.; Liu, H.; Hu, S.; Han, J.; Huang, H.; He, H.; Liu, C.; Zhao, Z.; et al. Measurement and Correlation for Solubility of l -Alanine in Pure and Binary Solvents at Temperatures from 283.15 to 323.15 K. J. Chem. Eng. Data 2020, 65, 549–560. [Google Scholar] [CrossRef]
- Su, M.; Gao, Y. Air–Liquid Segmented Continuous Crystallization Process Optimization of the Flow Field, Growth Rate, and Size Distribution of Crystals. Ind. Eng. Chem. Res. 2018, 57, 3781–3791. [Google Scholar] [CrossRef]
- Kufner, A.C.; Krummnow, A.; Danzer, A.; Wohlgemuth, K. Strategy for Fast Decision on Material System Suitability for Continuous Crystallization Inside a Slug Flow Crystallizer. Micromachines 2022, 13, 1795. [Google Scholar] [CrossRef] [PubMed]
- Termühlen, M.; Strakeljahn, B.; Schembecker, G.; Wohlgemuth, K. Quantification and evaluation of operating parameters’ effect on suspension behavior for slug flow crystallization. Chem. Eng. Sci. 2021, 243, 116771. [Google Scholar] [CrossRef]
- Termühlen, M.; Strakeljahn, B.; Schembecker, G.; Wohlgemuth, K. Characterization of slug formation towards the performance of air-liquid segmented flow. Chem. Eng. Sci. 2019, 207, 1288–1298. [Google Scholar] [CrossRef]
- Kufner, A.C.; Westkämper, N.; Bettin, H.; Wohlgemuth, K. Prediction of particle suspension state for various particle shapes used in slug flow crystallization. ChemEngineering 2023, 7, 34. [Google Scholar] [CrossRef]
- Eren, A.; Szilagyi, B.; Quon, J.L.; Papageorgiou, C.D.; Nagy, Z.K. Experimental Investigation of an Integrated Crystallization and Wet-Milling System with Temperature Cycling to Control the Size and Aspect Ratio of Needle-Shaped Pharmaceutical Crystals. Cryst. Growth Des. 2021, 21, 3981–3993. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Design | 1 | 2 |
|---|---|---|
| T-Mixer Configuration | 90° | 90° |
| /°C | 20 | 50 |
| /mm | 0.75 | 0.75 |
| /mm | 2.61 | 2.27 |
| /mm | 2.61 | 2.27 |
| /wt.-% | 5 | 5 |
| /wt.-% | 1 | 1 |
| /mL min−1 | 10 | 10 |
| /mL min−1 | 0.83 | 1.10 |
| /wt.-% | 72 | 61 |
| /- | 88 | 190 |
| Parameters | OP1 | OP2 |
|---|---|---|
| /mL min−1 | 5.55 | 11.09 |
| /- | 0.43 ± 0.03 | 0.41 ± 0.01 |
| /min | 16.44 ± 1.21 | 7.74 ± 0.13 |
| /°C | 50.35 ± 0.11 | 49.46 ± 0.01 |
| /°C | 25.64 ± 0.41 | 34.75 ± 0.08 |
| /K min−1 | 1.51 ± 0.09 | 1.90 ± 0.02 |
| Parameters | OP1 | OP2 |
|---|---|---|
| /% | 81.52 ± 3.61 | 65.65 ± 2.07 |
| /- | 494 ± 248 | n.a. * |
| /µm | 484.14 ± 54.60 | n.a. * |
| /µm | 530.47 ± 50.21 | n.a. * |
| Parameters | Value | |
|---|---|---|
| T-mixer (90° inlets) | /mL min−1 | 5.55 |
| /mL min−1 | 5 | |
| /mL min−1 | 0.55 | |
| /wt.-% | 61 | |
| /wt.-% | 5 | |
| SFC | /mL min−1 | 5.55 |
| /- | 0.44 ± 0.00 | |
| /min | 16.72 ± 0.04 | |
| /°C | 48.89 ± 0.24 | |
| /°C | 23.63 ± 0.19 | |
| /K min−1 | 1.51 ± 0.03 | |
| /wt.-% | 2.73 ± 0.56 | |
| Heater | /°C | 51 |
| /°C | 31 | |
| CVSF | /rpm | 1 |
| /mbar | 400 | |
| /mL min−1 | 15 | |
| /% | 5 | |
| /min | 32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kufner, A.C.; Meier, M.; Wohlgemuth, K. End-to-End Continuous Small-Scale Drug Substance Manufacturing: From a Continuous In Situ Nucleator to Free-Flowing Crystalline Particles. Crystals 2023, 13, 1675. https://doi.org/10.3390/cryst13121675
Kufner AC, Meier M, Wohlgemuth K. End-to-End Continuous Small-Scale Drug Substance Manufacturing: From a Continuous In Situ Nucleator to Free-Flowing Crystalline Particles. Crystals. 2023; 13(12):1675. https://doi.org/10.3390/cryst13121675
Chicago/Turabian StyleKufner, Anne Cathrine, Marc Meier, and Kerstin Wohlgemuth. 2023. "End-to-End Continuous Small-Scale Drug Substance Manufacturing: From a Continuous In Situ Nucleator to Free-Flowing Crystalline Particles" Crystals 13, no. 12: 1675. https://doi.org/10.3390/cryst13121675