

On the Efficient Particle Dispersion and Transfer in the Fabrication of SiC-Particle-Reinforced Aluminum Matrix Composite
 ,
,  , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
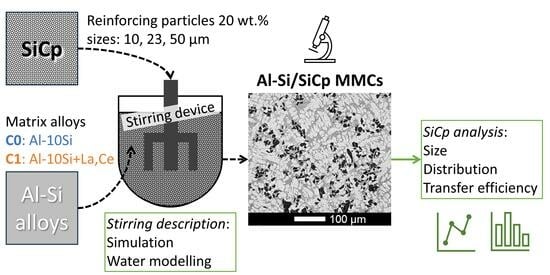
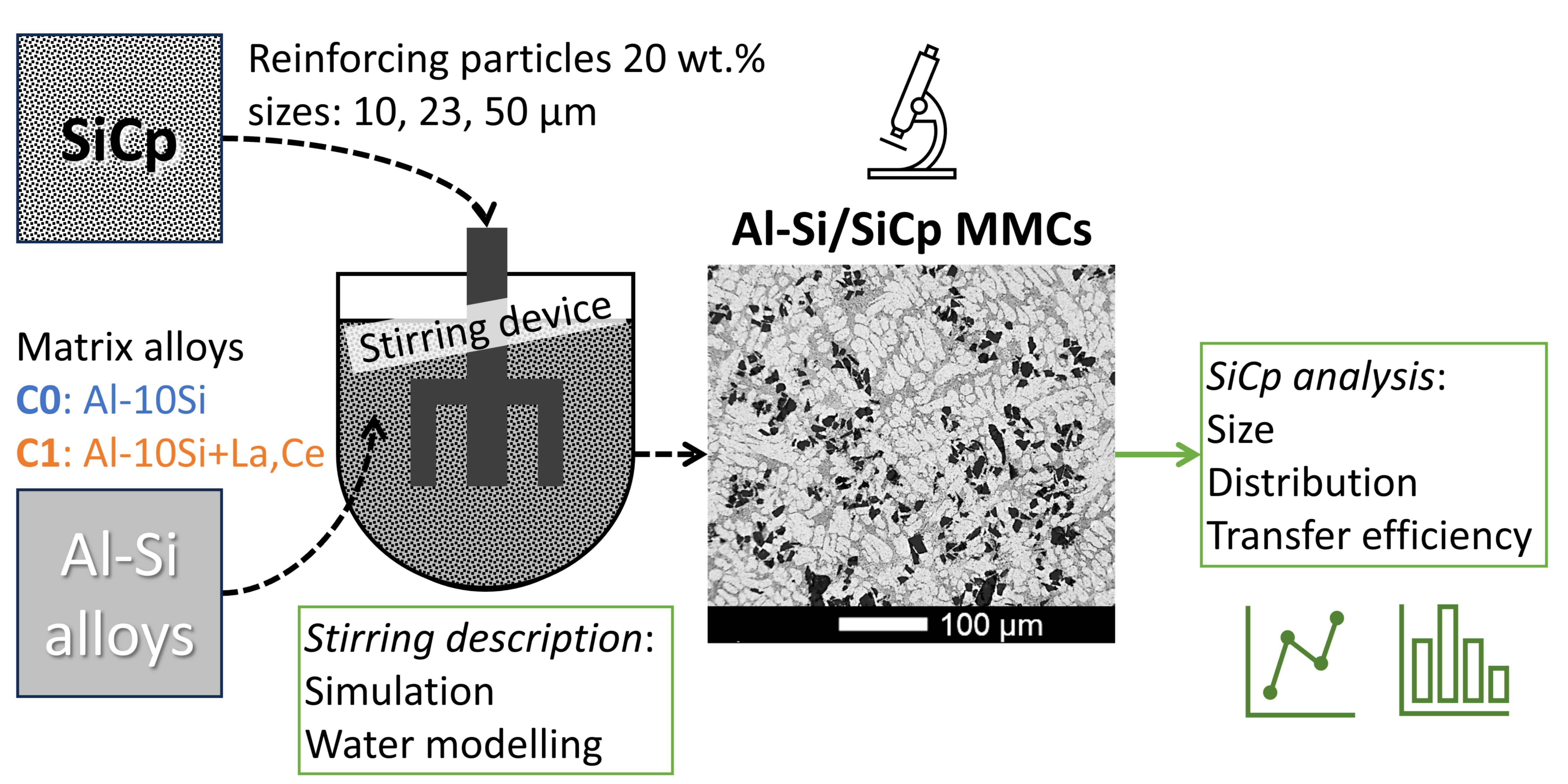
- Preparation of the composite materials to study the effects of SiCp size and size mix as well as the addition of rare earth elements that have an affinity to oxygen and may change the melt’s wetting behavior.
- Water modeling with torque and rate of rotation assessment to estimate the shear forces in the pumping head to assess the possibility of breaking SiCp clusters and alumina bifilms that appear when introducing the SiC particles through the melt top surface.
- Simulation work to understand the flow speeds and general dispersion of the particles in the crucible and to assess the absence of stagnant zones and pseudo cavern formation.
- Metallographic analysis to assess the transfer efficiency and level of agglomeration and clustering. The resulting data is used together with steps 2 and 3 to explain the origin of losses in particle transfer, particle dispersion, and the agglomeration/deagglomeration effect.
2.1. Material Production and Characterization
2.1.1. Material Production
2.1.2. Microstructural Characterization
2.2. Modeling
2.2.1. Water Modeling
2.2.2. Flow-3D Simulation
3. Results and Discussion
3.1. Particle Transfer Efficiency
3.2. Deagglomeration of Clusters
3.2.1. SiC Particle Cluster Strength
3.2.2. The Shear Stress Generated by the Stirring Device
3.3. The Flow Pattern in the Furnace
3.4. Particle Dispersion Analysis
4. Conclusions
- The required heat treatment to support wetting results in a certain degree of clustering in the SiC particlesafter the thermal pre-treatment. The presence of smaller particles aggravated the degree of clustering.
- The transfer efficiency increased with increasing particle sizes. The mechanism suggested for this relationship was that the clusters from the pre-treatment were encapsulated by an oxide film during addition, making them buoyant. The pumping action of the rotor–stator device left the top surface quiescent, making it difficult to reintroduce floated clusters and thus reducing the transfer efficiency. The SiCp clusters should break up once entering the stirring head, but the shear stress in the stirring heads was insufficient to break the aluminum oxide skins generated during the melting process.
- Adding Ce and La increased the transfer efficiency. La, having a high oxygen affinity, could potentially affect the wetting reaction between SiO2, which has a stronger driving force to react with oxygen than Mg. However, this effect on wetting would need further investigation to be fully understood and described.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huczko, A.; Dabrowska, A.; Savchyn, V.; Popov, A.I.; Karbovnyk, I. Silicon Carbide Nanowires: Synthesis and Cathodoluminescence. Phys. Status Solidi (b) 2009, 246, 2806–2808. [Google Scholar] [CrossRef]
- Xu, H.; Li, X.; Tong, Z.; Zhang, B.; Ji, H.; Cannilla, C.; Vakros, J.; Hapeshi, E.; Xu, H.; Li, X.; et al. Thermal Radiation Shielding and Mechanical Strengthening of Mullite Fiber/SiC Nanowire Aerogels Using In Situ Synthesized SiC Nanowires. Materials 2022, 15, 3522. [Google Scholar] [CrossRef] [PubMed]
- Lebedev, A.S.; Suzdal’tsev, A.V.; Anfilogov, V.N.; Farlenkov, A.S.; Porotnikova, N.M.; Vovkotrub, E.G.; Akashev, L.A. Carbothermal Synthesis, Properties, and Structure of Ultrafine SiC Fibers. Inorg. Mater. 2020, 56, 20–27. [Google Scholar] [CrossRef]
- Zheng, X.; Lee, H.; Weisgraber, T.H.; Shusteff, M.; DeOtte, J.; Duoss, E.B.; Kuntz, J.D.; Biener, M.M.; Ge, Q.; Jackson, J.A.; et al. Ultralight, Ultrastiff Mechanical Metamaterials. Science 2014, 344, 1373–1377. [Google Scholar] [CrossRef] [PubMed]
- Thomas, A.; Zervos, N.; Ekelund, A.; Awe, S.A. Simulation Study on the Thermomechanical Behaviour of Al-MMC Automotive Brake Discs. In Proceedings of the Eurobrake 2019, Dresden, Germany, 21–23 May 2019; pp. 1–12. [Google Scholar]
- European Vehicle Emissions Standards—Euro 7 for Cars, Vans, Lorries and Buses. Available online: https://ec.europa.eu/info/law/better-regulation/have-your-say/initiatives/12313-European-vehicle-emissions-standards-Euro-7-for-cars-vans-lorries-and-buses_en (accessed on 23 June 2022).
- Serrenho, A.C.; Norman, J.B.; Allwood, J.M. The Impact of Reducing Car Weight on Global Emissions: The Future Fleet in Great Britain. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2017, 375, 20160364. [Google Scholar] [CrossRef] [PubMed]
- Kenworthy, J.R. Transport Energy Use and Greenhouse Gases in Urban Passenger Transport Systems: A Study of 84 Global Cities. In Proceedings of the International Sustainability Conference 2003, Fremantle, Western Australia, 17–19 September 2003; pp. 1–28. [Google Scholar]
- Hredzak, B.; Gair, S.; Eastham, J.F. Control of an EV Drive with Reduced Unsprung Mass. IEE Proc. Electr. Power Appl. 1998, 145, 600. [Google Scholar] [CrossRef]
- Lattanzi, L.; Etienne, A.; Li, Z.; Manjunath, T.; Nixon, N.; Jarfors, A.E.W.; Awe, S.A. The Influence of Ni and Zr Additions on the Hot Compression Properties of Al-SiCp Composites. J. Alloys Compd. 2022, 905, 164160. [Google Scholar] [CrossRef]
- Skibo, M.D.; Schuster, D.M. Process for Preparation of Composite Materials Containing Nonmetallic Particles in a Metallic Matrix. U.S. Patent 4,865,806, 12 September 1989. [Google Scholar]
- Bao, S.; Tang, K.; Kvithyld, A.; Engh, T.; Tangstad, M. Wetting of Pure Aluminium on Graphite, SiC and Al2O3 in Aluminium Filtration. Trans. Nonferrous Met. Soc. China 2012, 22, 1930–1938. [Google Scholar] [CrossRef]
- Lloyd, D.J. Particle Reinforced Aluminium and Magnesium Matrix Composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Metal Matrix Composites: Production by the Stir Casting Method. J. Mater. Process. Technol. 1999, 92–93, 1–7. [Google Scholar] [CrossRef]
- Malaki, M.; Tehrani, A.F.; Niroumand, B.; Gupta, M. Wettability in Metal Matrix Composites. Metals 2021, 11, 1034. [Google Scholar] [CrossRef]
- Ureña, A.; Martínez, E.E.; Rodrigo, P.; Gil, L. Oxidation Treatments for SiC Particles Used as Reinforcement in Aluminium Matrix Composites. Compos. Sci. Technol. 2004, 64, 1843–1854. [Google Scholar] [CrossRef]
- Shanmuga Priyan, V.G.; Kanmani, S. Effect of Ultrasonic Treatment during Stir Casting on Mechanical Properties of AA6063-SiC Composites. Mater. Chem. Phys. 2023, 294, 126977. [Google Scholar] [CrossRef]
- Fan, Z.Y.; Zuo, Y.B.; Jiang, B. A New Technology for Treating Liquid Metals with Intensive Melt Shearing. Mater. Sci. Forum 2011, 690, 141–144. [Google Scholar] [CrossRef]
- Yang, X.; Barekar, N.S.; Ji, S.; Dhindaw, B.K.; Fan, Z. Influence of Reinforcing Particle Distribution on the Casting Characteristics of Al-SiCp Composites. J. Mater. Process. Technol. 2020, 279, 116580. [Google Scholar] [CrossRef]
- Capes, C.E. The Correlation of Agglomerate Strength with Size. Powder Technol. 1972, 5, 119–125. [Google Scholar] [CrossRef]
- Wilks, G.B. The Influence of Reinforcement Homogeneity on the Deformation and Fracture of Discontinuously Reinforced Aluminum Matrix Composite. Ph.D. Thesis, Pennsylvania State University, Graduate School College of Earth and Mineral Sciences, University Park, PA, USA, 2007. [Google Scholar]
- Du, A.; Jarfors, A.E.W.; Zheng, J.; Wang, K.; Yu, G. The Influence of La and Ce on Microstructure and Mechanical Properties of an Al-Si-Cu-Mg-Fe Alloy at High Temperature. Metals 2021, 11, 384. [Google Scholar] [CrossRef]
- Du, A.; Lattanzi, L.; Jarfors, A.W.E.; Zheng, J.; Wang, K.; Yu, G. On the Hardness and Elastic Modulus of Phases in Sic-Reinforced al Composite: Role of La and Ce Addition. Materials 2021, 14, 6287. [Google Scholar] [CrossRef]
- Du, A.; Lattanzi, L.; Jarfors, A.E.W.; Zhou, J.; Zheng, J.; Wang, K.; Yu, G. The Influence of Ce, La, and SiC Particles Addition on the Formability of an Al-Si-Cu-Mg-Fe SiCp-MMC. Materials 2022, 15, 3789. [Google Scholar] [CrossRef]
- Jarfors, A.E.W.; Ghasemi, R.; Awe, S.; Jammula, C.K. Comparison between High-Pressure Die-Cast and Rheo-Cast Aluminium SiCp MMC; Wear and Friction Behaviour. La Metall. Ital. 2021, 12, 13–18. [Google Scholar]
- Awe, S.A.; Thomas, A. The Prospects of Lightweight SICAlight Discs in the Emerging Disc Brake Requirements. In Proceedings of the Eurobrake 2021, Online, 18–20 May 2021; pp. 1–6. [Google Scholar]
- Du, A.; Lattanzi, L.; Jarfors, A.E.W.; Zheng, J.; Wang, K.; Yu, G. Role of Matrix Alloy, Reinforcement Size and Fraction in the Sliding Wear Behaviour of Al-SiCp MMCs against Brake Pad Material. Wear 2023, 530, 204969. [Google Scholar] [CrossRef]
- Bird, B.R.; Stewart, W.E.; Lightfoot, E.N. Transport Phenomena, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2006; ISBN 978-0-470-11539-8. [Google Scholar]
- Guth, E.; Simha, R. Untersuchungen Über Die Viskosität von Suspensionen Und Lösungen. 3. Über Die Viskosität von Kugelsuspensionen. Kolloid-Zeitschrift 1936, 74, 266–275. [Google Scholar] [CrossRef]
- Campbell, J. The Melt. In Castings; Elsevier: Amsterdam, The Netherlands, 2003; pp. 1–16. [Google Scholar]
- Liu, Q.; Wang, F.; Qiu, X.; An, D.; He, Z.; Zhang, Q.; Xie, Z. Effects of La and Ce on Microstructure and Properties of SiC/Al Composites. Ceram. Int. 2020, 46, 1232–1235. [Google Scholar] [CrossRef]
- Hasegawa, M. Ellingham Diagram. Treatise Process Metall. 2014, 1, 507–516. [Google Scholar] [CrossRef]
- Yang, X.; Huang, Y.; Barekar, N.S.; Das, S.; Stone, I.C.; Fan, Z. High Shear Dispersion Technology Prior to Twin Roll Casting for High Performance Magnesium/SiCp Metal Matrix Composite Strip Fabrication. Compos. Part A Appl. Sci. Manuf. 2016, 90, 349–358. [Google Scholar] [CrossRef]
- Jones, R.; Pollock, H.M.; Geldart, D.; Verlinden, A. Inter-Particle Forces in Cohesive Powders Studied by AFM: Effects of Relative Humidity, Particle Size and Wall Adhesion. Powder Technol. 2003, 132, 196–210. [Google Scholar] [CrossRef]
- Kitano, T.; Kataoka, T.; Shirota, T. An Empirical Equation of the Relative Viscosity of Polymer Melts Filled with Various Inorganic Fillers. Rheol. Acta 1981, 20, 207–209. [Google Scholar] [CrossRef]
- Pabst, W.; Gregorová, E.; Berthold, C. Particle Shape and Suspension Rheology of Short-Fiber Systems. J. Eur. Ceram. Soc. 2006, 26, 149–160. [Google Scholar] [CrossRef]
- Tzamtzis, S.; Barekar, N.S.; Hari Babu, N.; Patel, J.; Dhindaw, B.K.; Fan, Z. Processing of Advanced Al/SiC Particulate Metal Matrix Composites under Intensive Shearing—A Novel Rheo-Process. Compos. Part A Appl. Sci. Manuf. 2009, 40, 144–151. [Google Scholar] [CrossRef]
- Wei, P.; Wei, Z.; Chen, Z.; He, Y.; Du, J. Thermal Behavior in Single Track during Selective Laser Melting of AlSi10Mg Powder. Appl. Phys. A 2017, 123, 604. [Google Scholar] [CrossRef]
- Al-10Si alloy, Granta Selector 2023 R1, Version 23.1.1, consulted in August 2023.
- Silicon carbide particles (SiCp), Granta Selector 2023 R1, Version 23.1.1, consulted in August 2023.
- Dinsdale, A.T.; Quested, P.N. The Viscosity of Aluminium and Its Alloys—A Review of Data and Models. J. Mater. Sci. 2004, 39, 7221–7228. [Google Scholar] [CrossRef]
- Kahl, W.; Fromm, E. Examination of the Strength of Oxide Skins on Aluminum Alloy Melts. Metall. Trans. B 1985, 16, 47–51. [Google Scholar] [CrossRef]
- Engler, S.; Ellerbrok, R. Über Das Formfüllungsvermögen Der Gusswerkstoffe. Giessereiforschung 1974, 26, 49–62. [Google Scholar]
- Doucet, L.; Ascanio, G.; Tanguy, P.A. Hydrodynamics Characterization of Rotor-Stator Mixer with Viscous Fluids. Chem. Eng. Res. Des. 2005, 83, 1186–1195. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | SiCp Size [µm] | Si | Fe | Cu | Mn | Mg | Ni | Ti | Ce | La |
|---|---|---|---|---|---|---|---|---|---|---|
| C0_23 | 23 | 15.8 | 0.7 | 0.0 | 0.0 | 0.7 | 0.0 | 0.1 | - | - |
| C0_50 | 50 | 21.2 | 0.5 | 0.0 | 0.0 | 0.7 | 0.0 | 0.1 | - | - |
| C0_10 | 10 | 10.9 | 0.4 | 0.1 | 0.0 | 0.6 | 0.1 | 0.1 | - | - |
| C0_mix | 10 + 23 + 50 2 | 17.4 | 0.2 | 0.0 | 0.0 | 0.8 | 0.0 | 0.1 | - | - |
| C1_23 | 23 | 19.8 | 0.5 | 1.9 | 0.9 | 0.8 | 1.9 | 0.4 | 0.6 | 0.7 |
| MMC | C0_23 | C0_50 | C0_10 | C0_Mix | C1_23 |
|---|---|---|---|---|---|
| Average particle size [μm] | 14 ± 0.9 | 32 ± 1.4 | 12 ± 1.8 | 19 ± 1.5 | 15 ± 1.1 |
| SiCp wt.% targeted fraction | 20% | 20% | 20% | 20% | 20% |
| SiCp wt.% fraction | 8.7% | 15.2% | 4.8% | 8.5% | 12.4% |
| SiCp transfer efficiency | 43.6% | 75.8% | 24.1% | 42.2% | 61.9% |
| Element | La | Ce | Mg | Al | Ti | Si | Mn | Fe | Cu |
|---|---|---|---|---|---|---|---|---|---|
| ∆G°f [kJ/(mol O2)] | −1055 | −880 | −992 | −900 | −845 | −728 | −624 | −400 | −200 |
| MMC | C0_23 | C0_50 | C0_10 | C0_mix | C1_23 |
|---|---|---|---|---|---|
| rp | 1.86 ± 0.023 | 1.81 ± 0.044 | 1.75 ± 0.036 | 1.72 ± 0.011 | 1.73 ± 0.014 |
| ϕSiC | 0.5529 | 0.5553 | 0.5583 | 0.5598 | 0.5593 |
| nSiC | 8.97 | 9.01 | 9.05 | 9.08 | 9.07 |
| a [μm] | 7 ± 0.45 | 16 ± 0.70 | 6 ± 0.90 | 9.5 ± 0.75 | 7 ± 0.55 |
| Tmax [Pa] | 44.45–136.37 | 8.7–26.22 | 62.47–187.43 | 24.98–74.96 | 45.98–137.98 |
| MMC | C0_23 | C0_50 | C0_10 | C0_Mix | C1_23 |
|---|---|---|---|---|---|
| µ [Pa·s] | 2.10 × 10−3 | 2.46 × 10−3 | 1.56 × 10−3 | 2.00 × 10−3 | 2.10 × 10−3 |
| [kPa] | 4.02 | 4.91 | 3.58 | 3.99 | 4.50 |
| ρ [kg/m3] | 2743 | 2776 | 2724 | 2743 | 2762 |
| τH [kPa] | 1.80 | 1.82 | 1.78 | 1.80 | 1.81 |
| MMC | C0_23 | C0_50 | C0_10 | C0_mix | C1_23 |
|---|---|---|---|---|---|
| Average neighbor distance [mm] | 1.46 ± 0.81 | 3.95 ± 2.56 | 0.99 ± 0.71 | 1.13 ± 0.84 | 1.18 ± 0.86 |
| Area fraction of SiC particles | 7.5% | 13.1% | 4.1% | 7.2% | 10.7% |
| Area fraction of SiCp clusters | 1.9% | 0.7% | 2.8% | 2.5% | 4.0% |
| Fraction of clustered SiC particles | 13.7% | 2.9% | 37.7% | 19.0% | 21.1% |
| Variation in clustered SiC particles compared to C0_23 | −78.8% | +174.4% | +38.6% | +53.7% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Du, A.; Lattanzi, L.; Jarfors, A.E.W.; Zheng, J.; Wang, K.; Yu, G. On the Efficient Particle Dispersion and Transfer in the Fabrication of SiC-Particle-Reinforced Aluminum Matrix Composite. Crystals 2023, 13, 1621. https://doi.org/10.3390/cryst13121621
Du A, Lattanzi L, Jarfors AEW, Zheng J, Wang K, Yu G. On the Efficient Particle Dispersion and Transfer in the Fabrication of SiC-Particle-Reinforced Aluminum Matrix Composite. Crystals. 2023; 13(12):1621. https://doi.org/10.3390/cryst13121621
Chicago/Turabian StyleDu, Andong, Lucia Lattanzi, Anders E. W. Jarfors, Jinchuan Zheng, Kaikun Wang, and Gegang Yu. 2023. "On the Efficient Particle Dispersion and Transfer in the Fabrication of SiC-Particle-Reinforced Aluminum Matrix Composite" Crystals 13, no. 12: 1621. https://doi.org/10.3390/cryst13121621