
Effect of Heat Treatment Process on the Optimization of Grain Boundary Character Distribution in Heavy Gage Austenitic Stainless Steel
 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
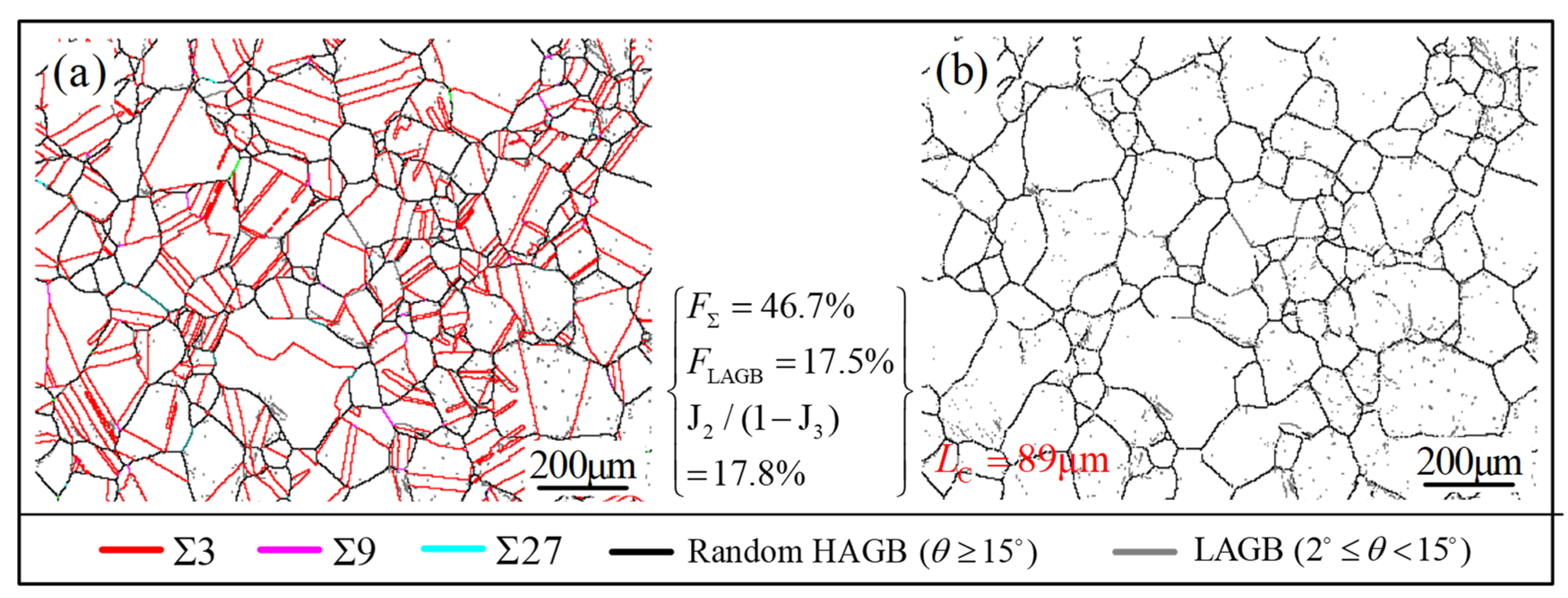
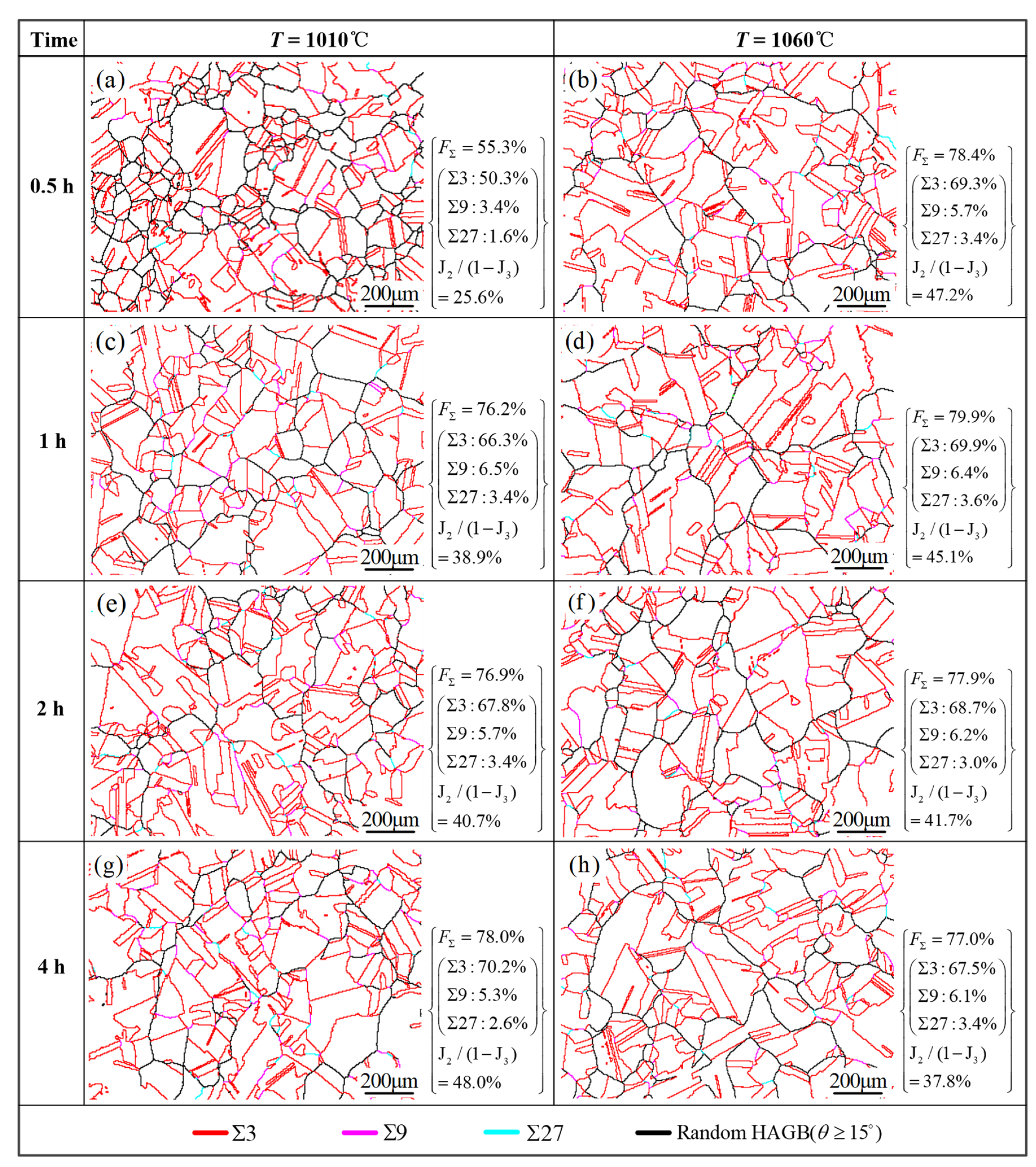
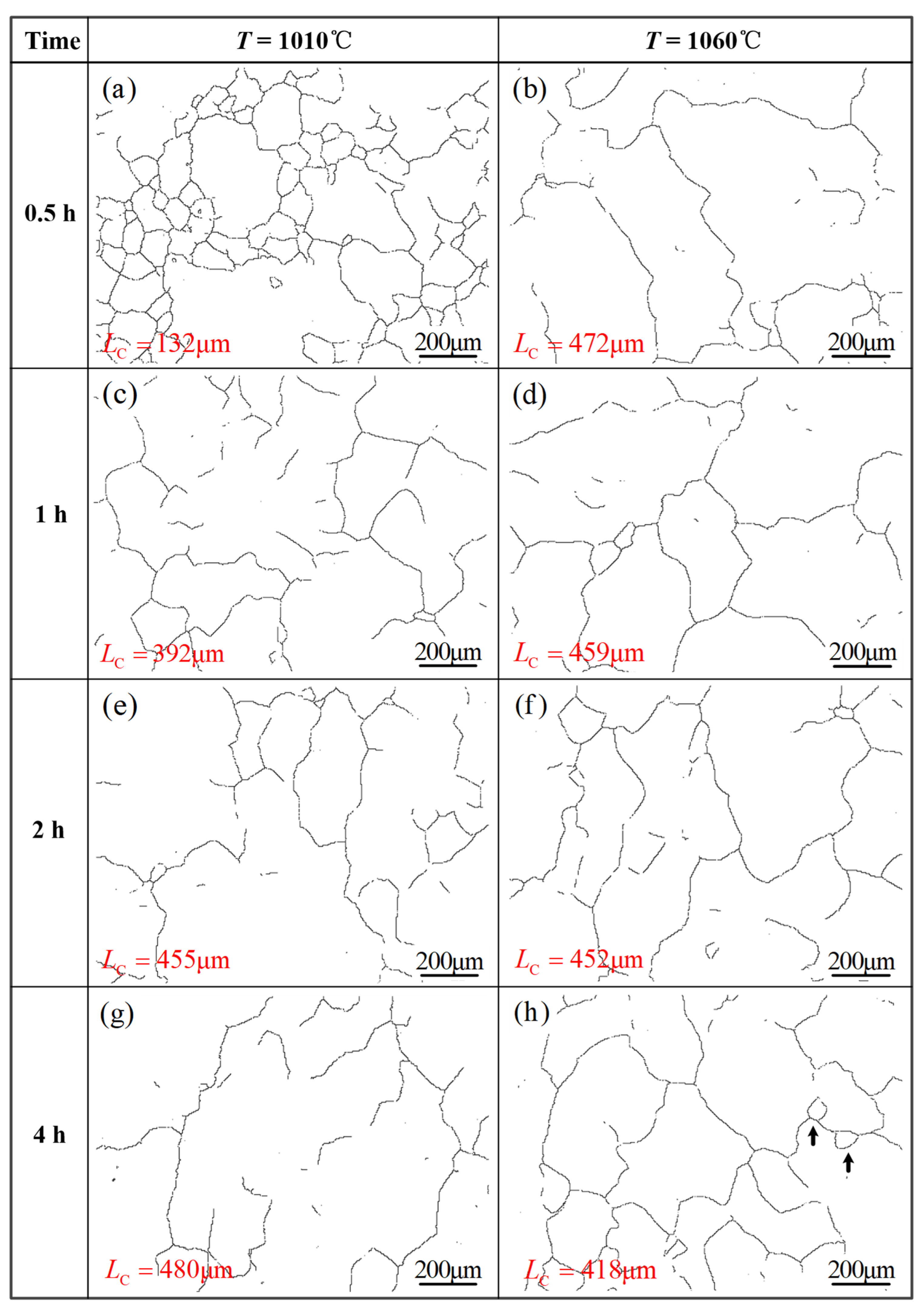
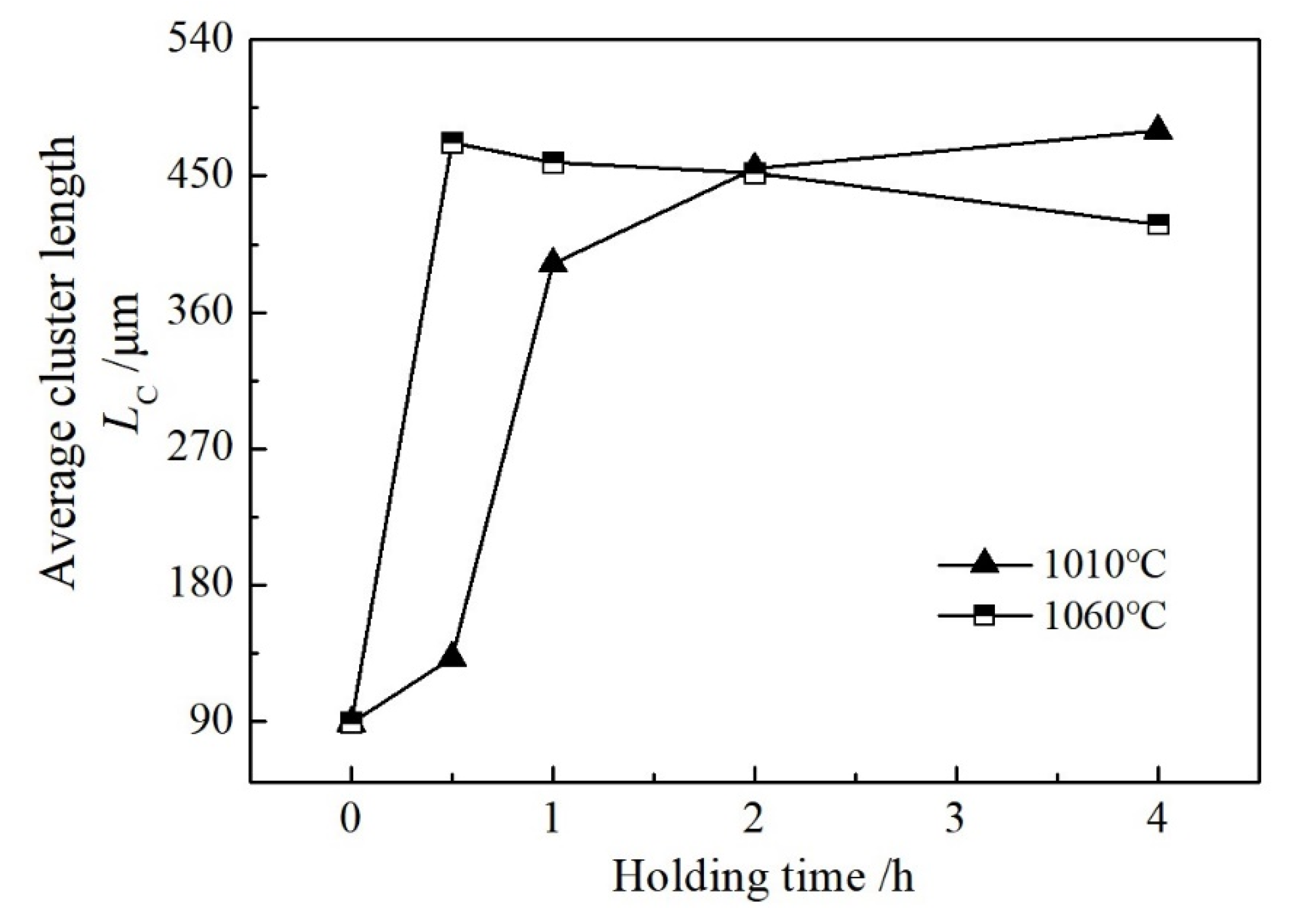
3.1. Evolution of GBCDs with Different Heat Treatment Processes
3.2. Proliferation Mechanism of Σ3n Boundaries during Heat Treatment Process
4. Conclusions
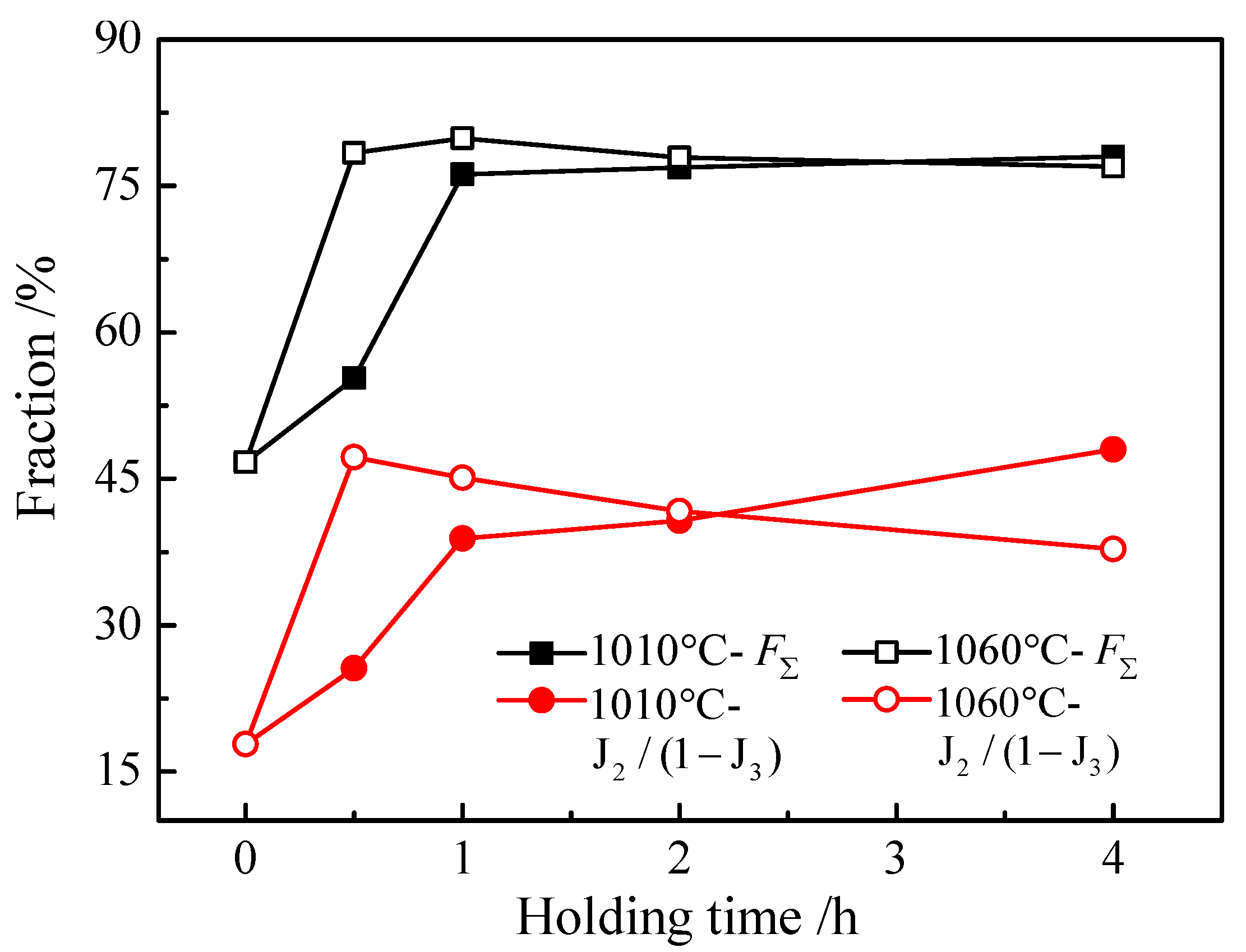
- The temperature and holding time during heat treatment process have a significant effect on the GBCDs of hot-rolled 316H ASS for nuclear power. The solution annealing with a long time period at lower temperature or short time period at higher temperature is conducive to obtaining optimized GBCDs, including large TRDs, abundant interconnected Σ3n boundaries and an interrupted topology network of RHAGBs in the microstructure.
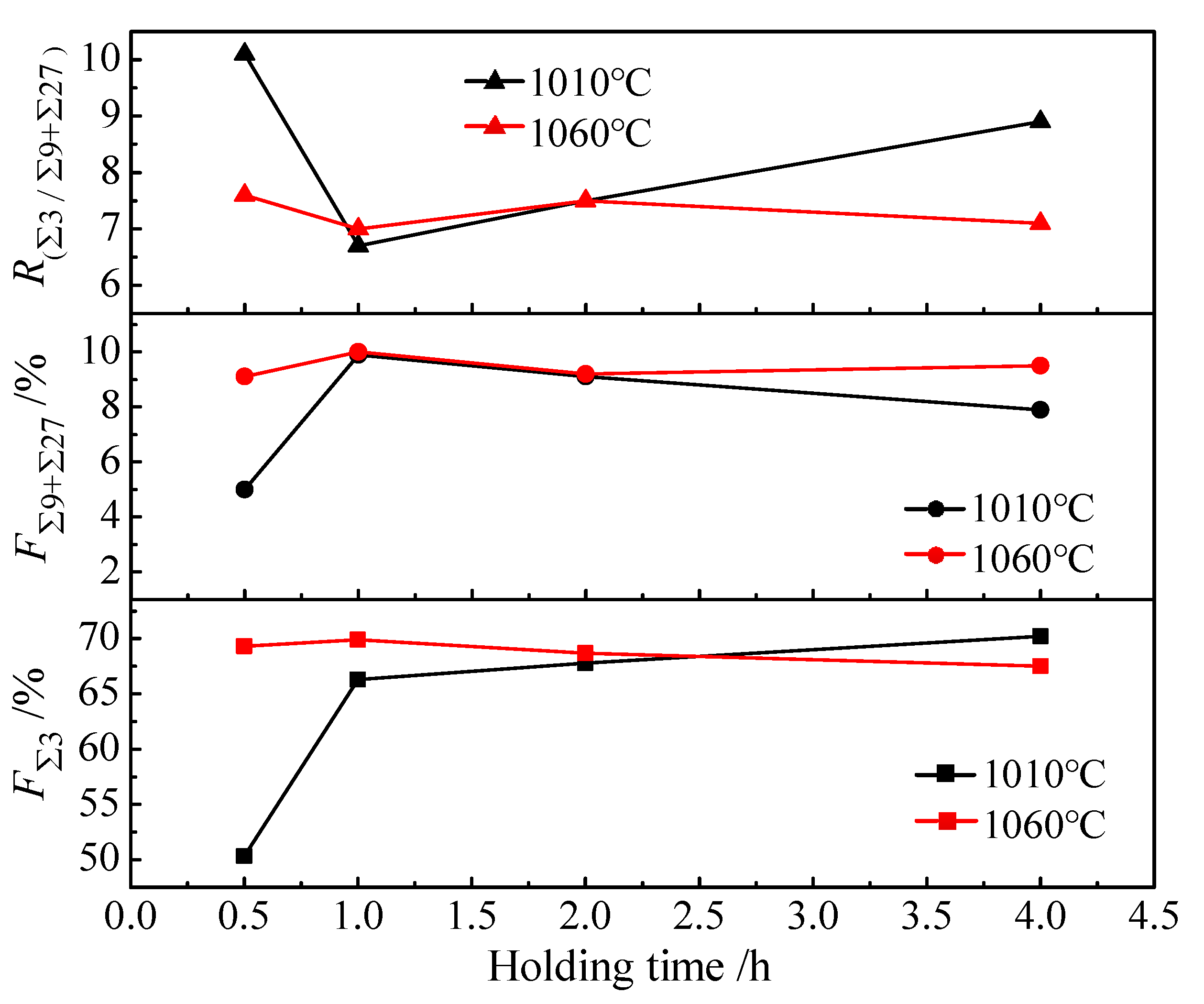
- The fraction of Σ3n boundaries has no inevitable proportional relationship with their character distribution. It was worked out that the character distribution of Σ3n boundaries can be further optimized by modifying the solution annealing process even though their length fraction or number does not increase significantly, which provides an important route for realizing the optimization of GBCDs in special ASSs.
- It is easier to activate the new twinning mechanism by solution annealing at low temperature for a long time, leading to the formation of Σ3 boundaries with straight morphology and larger size. In addition, both the new twinning and Σ3 regeneration mechanisms exist in the annealing process for introducing the proliferation of Σ3n boundaries, and they basically maintain the balance with the increase of annealing time at higher temperature.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kumar, P.; Pai, A. An overview of welding aspects and challenges during manufacture of intermediate heat exchangers for 500mwe prototype fast breeder reactor. Procedia Eng. 2014, 86, 173–183. [Google Scholar] [CrossRef] [Green Version]
- Lu, S.Y. Introduction to Stainless Steel; Chemical Industry Press: Beijing, China, 2013; pp. 89–127. [Google Scholar]
- Wang, Z.G.; Gao, F.; Tang, S.; Zhou, P.; Zhang, W.N.; Liu, Z.Y. Effect of twin-related boundaries distribution on carbide precipitation and intergranular corrosion behavior in nuclear-grade higher carbon austenitic stainless steel. Corros. Sci. 2022, 209, 110791. [Google Scholar] [CrossRef]
- Babu, K.A.; Mozumder, Y.H.; Saha, R. Hot-workability of super-304H exhibiting continuous to discontinuous dynamic recrystallization transition. Mater. Sci. Eng. A 2018, 734, 269–280. [Google Scholar] [CrossRef]
- Wang, Q.A.; Long, B.; Wang, X.T.; Fang, Y.C.; Zhang, D.H.; Zhou, P.D. Study on research and development system of materials for sodium-cooled fast reactor technology. J. Iron Steel Res. 2014, 26, 1–6. [Google Scholar]
- Tsurekawa, S.; Nakamichi, S.; Watanabe, T. Correlation of grain boundary connectivity with grain boundary character distribution in austenitic stainless steel. Acta Mater. 2006, 54, 3617–3626. [Google Scholar] [CrossRef]
- Kobayashi, S.; Kobayashi, R.; Watanabe, T. Control of grain boundary connectivity based on fractal analysis for improvement of intergranular corrosion resistance in SUS316L austenitic stainless steel. Acta Mater. 2016, 102, 397–405. [Google Scholar] [CrossRef]
- Shi, F.; Tian, P.C.; Jia, N.; Ye, Z.H.; Qi, Y.; Liu, C.M.; Li, X.W. Improving intergranular corrosion resistance in a nickel-free and manganese-bearing high-nitrogen austenitic stainless steel through grain boundary character distribution optimization. Corros. Sci. 2016, 107, 49–59. [Google Scholar] [CrossRef]
- Hu, C.L.; Xia, S.; Li, H.; Liu, T.G.; Zhou, B.X.; Chen, W.J.; Wang, N. Improving the intergranular corrosion resistance of 304 stainless steel by grain boundary network control. Corros. Sci. 2011, 53, 1880–1886. [Google Scholar] [CrossRef]
- Pradhan, S.K.; Bhuyan, P.; Mandal, S. Individual and synergistic influences of microstructural features on intergranular corrosion behavior in extra-low carbon type 304L austenitic stainless steel. Corros. Sci. 2018, 139, 319–332. [Google Scholar] [CrossRef]
- Barr, C.M.; Thomas, S.; Hart, J.L.; Harlowe, W.; Anber, E.; Taheri, M.L. Tracking the evolution of intergranular corrosion through twin-related domains in grain boundary networks. npj Mater. Degrad. 2018, 2, 14. [Google Scholar] [CrossRef] [Green Version]
- Liu, T.G.; Xia, S.; Shoji, T. Intergranular stress corrosion cracking in simulated BWR water of 316L stainless steels manufactured with different procedures. Corros. Sci. 2021, 183, 109344. [Google Scholar] [CrossRef]
- Rahimi, S.; Marrow, T.J. A new method for predicting susceptibility of austenitic stainless steels to intergranular stress corrosion cracking. Mater. Design 2020, 187, 108368. [Google Scholar] [CrossRef]
- Bechtle, S.; Kumar, M.; Somerday, B.P.; Launey, M.E.; Ritchie, R.O. Grain-boundary engineering markedly reduces susceptibility to intergranular hydrogen embrittlement in metallic materials. Acta Mater. 2009, 57, 4148–4157. [Google Scholar] [CrossRef] [Green Version]
- Alyousif, O.M.; Rokuro, N. On the stress corrosion cracking and hydrogen embrittlement behavior of austenitic stainless steels in boiling saturated magnesium chloride solutions. Int. J. Corros. 2012, 2012, 462945. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, S.; Maruyama, T.; Saito, S.; Tsurekawa, S.; Watanabe, T. In situ observations of crack propagation and role of grain boundary microstructure in nickel embrittled by sulfur. J. Mater. Sci. 2014, 49, 4007–4017. [Google Scholar] [CrossRef]
- Li, L.L.; Zhang, Z.J.; Zhang, P.; Zhang, Z.F. Higher fatigue cracking resistance of twin boundaries than grain boundaries in Cu bicrystals. Scr. Mater. 2011, 65, 505–508. [Google Scholar] [CrossRef]
- Li, L.L.; Zhang, Z.J.; Zhang, P.; Wang, Z.G.; Zhang, Z.F. Controllable fatigue cracking mechanisms of copper bicrystals with a coherent twin boundary. Nat. Commun. 2014, 5, 3536. [Google Scholar] [CrossRef] [Green Version]
- Xia, S.; Zhou, B.X.; Chen, W.J.; Wang, W.G. Effects of strain and annealing processes on the distribution of Σ3 boundaries in a Ni-based superalloy. Scr. Mater. 2006, 54, 2019–2022. [Google Scholar] [CrossRef]
- Engelberg, D.L.; Newman, R.C.; Marrow, T.J. Effect of thermomechanical process history on grain boundary control in an austenitic stainless steel. Scr. Mater. 2008, 59, 554–557. [Google Scholar] [CrossRef]
- Barr, C.M.; Leff, A.C.; Demott, R.W.; Doherty, R.D.; Taheri, M.L. Unraveling the origin of twin related domains and grain boundary evolution during grain boundary engineering. Acta Mater. 2018, 144, 281–291. [Google Scholar] [CrossRef]
- Liu, T.G.; Xia, S.; Du, D.H.; Bai, Q.; Zhang, L.F.; Lu, Y.H. Grain boundary engineering of large-size 316 stainless steel via warm-rolling for improving resistance to intergranular attack. Mater. Lett. 2019, 234, 201–204. [Google Scholar] [CrossRef]
- Wang, Z.G.; Tang, S.; Zhang, W.N.; Gao, F.; Chen, J.; Liu, Z.Y. Induction of large twin related domains and the grain boundary evolution during hot plate rolling and annealing of 316H-type stainless steel. Mater. Lett. 2022, 311, 131590. [Google Scholar] [CrossRef]
- Michiuchi, M.; Kokawa, H.; Wang, Z.J.; Sato, Y.S.; Sakai, K. Twin-induced grain boundary engineering for 316 austenitic stainless steel. Acta Mater. 2006, 54, 5179–5184. [Google Scholar] [CrossRef]
- Shimada, M.; Kokawa, H.; Wang, Z.J.; Sato, Y.S.; Karibe, I. Optimization of grain boundary character distribution for intergranular corrosion resistant 304 stainless steel by twin-induced grain boundary engineering. Acta Mater. 2002, 50, 2331–2341. [Google Scholar] [CrossRef]
- Tokita, S.; Kokawa, H.; Sato, Y.S.; Fujii, H.T. In situ EBSD observation of grain boundary character distribution evolution during thermomechanical process used for grain boundary engineering of 304 austenitic stainless steel. Mater. Charact. 2017, 131, 31–38. [Google Scholar] [CrossRef]
- Owen, G.; Randle, V. On the role of iterative processing in grain boundary engineering. Scr. Mater. 2006, 55, 959–962. [Google Scholar] [CrossRef]
- Zhang, M.X. Study on the Intergranular Corrosion and the Optimization of Grain Boundary Character Distribution of 316L(N) Austenitic Stainless Steel; University of Science and Technology Beijing: Beijing, China, 2017. [Google Scholar]
- Wang, Z.G.; Gao, F.; Zhang, W.N.; Cao, G.M.; Liu, Z.Y. Transitional behavior for dynamic recrystallization in nuclear grade 316H stainless steel during hot deformation. Metall. Mater. Trans. A 2022, 53, 523–534. [Google Scholar] [CrossRef]
- Wang, Z.G.; Gao, F.; Cao, G.M.; Tang, S.; Liu, Z.Y. Elemental inter-diffusions for the transformation of δ/M23C6/γ phases during heat treatment processes in heavy gage 316H-type austenitic stainless steel. Metall. Mater. Trans. A 2022, 53, 2652–2664. [Google Scholar] [CrossRef]
- Fortier, P.; Miller, W.; Aust, K. Triple junction and grain boundary character distributions in metallic materials. Acta Mater. 1997, 45, 3459–3467. [Google Scholar] [CrossRef]
- Palumbo, G.; Aus, K.T.; Lehockey, E.M.; Erb, U.; Lin, P. On a more restrictive geometric criterion for “special” CSL grain boundaries. Scr. Mater. 1998, 38, 1685–1690. [Google Scholar] [CrossRef]
- Liu, T.G.; Xia, S.; Ru, X.K.; Bai, Q.; Zhou, B.X.; Lu, Y.H. Twins and twin-related domains in a grain boundary-engineered 304 stainless steel. Mater. Sci. Tech. 2018, 34, 561–571. [Google Scholar] [CrossRef]
- Randle, V.; Owen, G. Mechanisms of grain boundary engineering. Acta Mater. 2006, 54, 1777–1783. [Google Scholar] [CrossRef]
- Randle, V. Mechanism of twinning-induced grain boundary engineering in low stacking-fault energy materials. Acta Mater. 1999, 47, 4187–4196. [Google Scholar] [CrossRef]
- Olmsted, D.L.; Holm, E.A.; Foiles, S.M. Survey of computed grain boundary properties in face-centered cubic metals: I. Grain boundary energy. Acta Mater. 2009, 57, 3704–3713. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kogtenkova, O.A.; Gornakova, A.S.; Sursaeva, V.G.; Baretzky, B. Review: Grain boundary faceting-roughening phenomena. J. Mater. Sci. 2016, 51, 382–404. [Google Scholar] [CrossRef]
- Straumal, B.B.; Baretzky, B.; Kogtenkova, O.A.; Gornakova, A.S.; Sursaeva, V.G. Faceting–roughening of twin grain boundaries. J. Mater. Sci. 2012, 47, 1641–1646. [Google Scholar] [CrossRef]
- Mahajan, S.; Pande, C.S.; Imam, M.A.; Rath, B.B. Formation of annealing twins in f.c.c. crystals. Acta Mater. 1997, 45, 2633–2638. [Google Scholar] [CrossRef]
- Na, Y.S.; Yeom, J.T.; Park, N.K.; Lee, J.Y. Electron backscatter diffraction analysis of dynamically recrystallized grain structures in a Ni-Cr-Fe base alloy. Metall. Mater. Trans. A 2006, 37, 41–47. [Google Scholar] [CrossRef]
- Randle, V. Twinning-related grain boundary engineering. Acta Mater. 2004, 52, 4067–4081. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Zhang, W.; Ma, A.; Li, J.; Gao, F.; Li, C.; Liu, Z. Effect of Heat Treatment Process on the Optimization of Grain Boundary Character Distribution in Heavy Gage Austenitic Stainless Steel. Crystals 2023, 13, 89. https://doi.org/10.3390/cryst13010089
Wang Z, Zhang W, Ma A, Li J, Gao F, Li C, Liu Z. Effect of Heat Treatment Process on the Optimization of Grain Boundary Character Distribution in Heavy Gage Austenitic Stainless Steel. Crystals. 2023; 13(1):89. https://doi.org/10.3390/cryst13010089
Chicago/Turabian StyleWang, Zhiguo, Weina Zhang, Aoran Ma, Jianyuan Li, Fei Gao, Chengang Li, and Zhenyu Liu. 2023. "Effect of Heat Treatment Process on the Optimization of Grain Boundary Character Distribution in Heavy Gage Austenitic Stainless Steel" Crystals 13, no. 1: 89. https://doi.org/10.3390/cryst13010089