

Comparative Characterization of the TiN and TiAlN Coatings Deposited on a New WC-Co Tool Using a CAE-PVD Technique
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
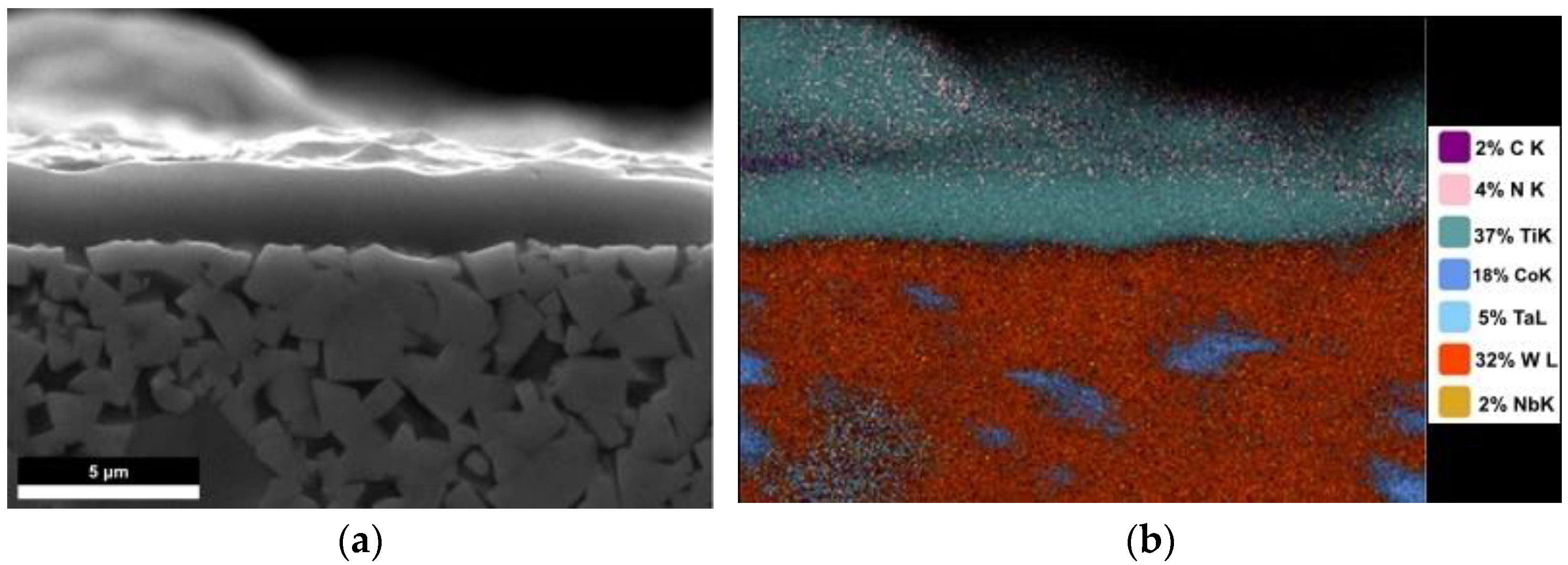
3.1. Scanning Electron Microscopy and Energy-Dispersive Spectrometry (SEM-EDS)
3.2. X-ray Diffraction (XRD)
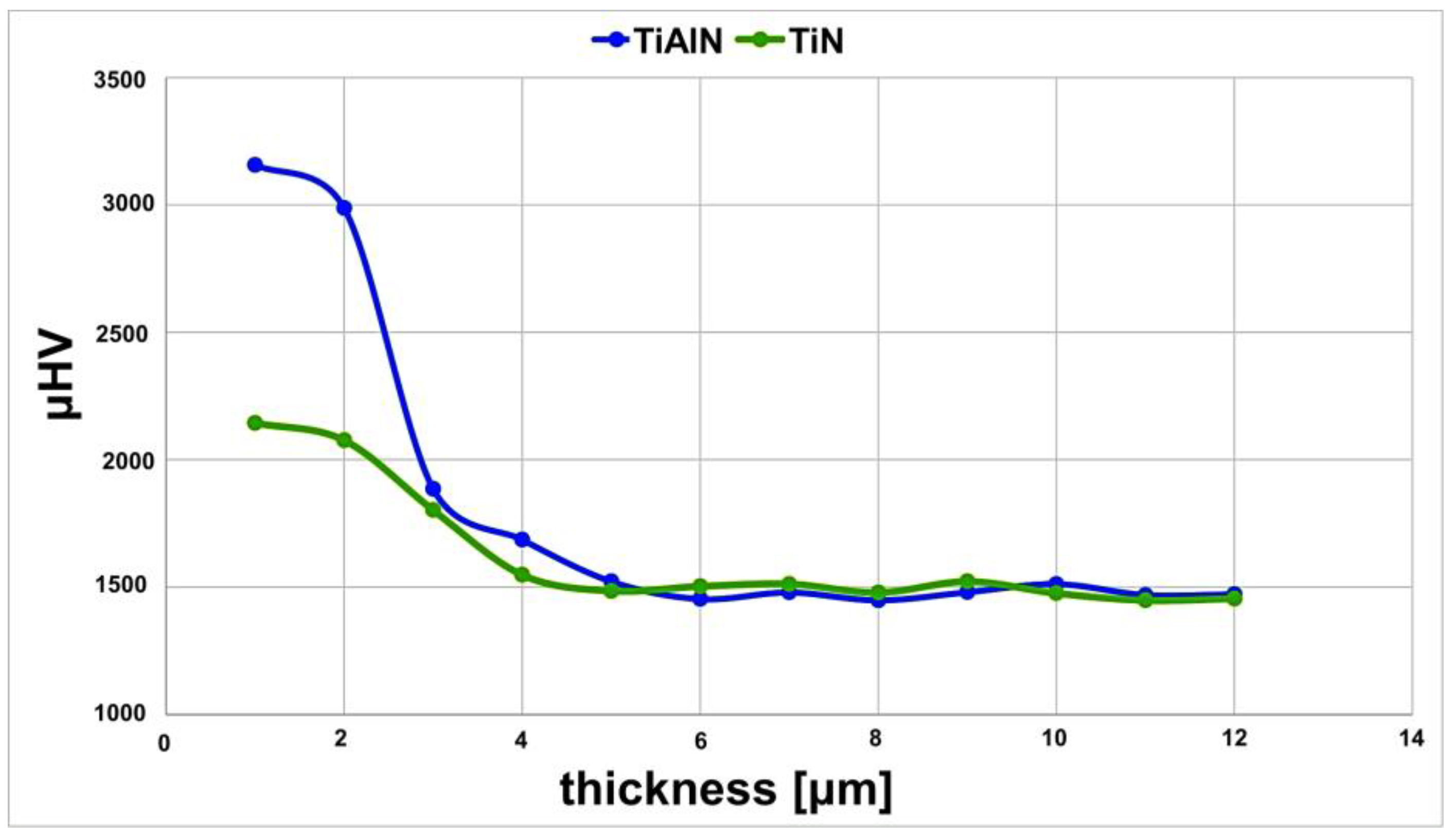
3.3. Microhardness Measurements
3.4. Atomic Force Microscopy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Andersson, J.M.; Vetter, J.; Müller, J.; Sjölén, J. Structural effects of energy input during growth of Ti1− xAlxN (0.55 ≤ x ≤ 0.66) coatings by cathodic arc evaporation. Surf. Coat. Technol. 2014, 240, 211–220. [Google Scholar] [CrossRef]
- Ahlgren, M.; Blomqvist, H. Influence of bias variation on residual stress and texture in TiAlN PVD coatings. Surf. Coat. Technol. 2005, 200, 157–160. [Google Scholar] [CrossRef]
- Hörling, A.; Hultman, L.; Odén, M.; Sjölén, J.; Karlsson, L. Mechanical properties and machining performance of Ti1− xAlxN-coated cutting tools. Surf. Coat. Technol. 2005, 191, 384–392. [Google Scholar] [CrossRef]
- Palomar, F.E.; Zambrano, P.C.; Gomez, M.I.; Colas, R.; Guerrero, M.P.; Castillo, A. Coatings made of tungsten carbide and tantalum carbide for machining tools. Vacuum 2010, 84, 1236–1239. [Google Scholar] [CrossRef]
- Lungu, M.V. An Insight into TiN, TiAlN and AlTiN Hard Coatings for Cutting Tools. Mat. Sci. Res. India 2020, 17, 87–89. [Google Scholar] [CrossRef]
- El Rayes, M.M.; Sherif, E.-S.M.; Abdo, H.S. Comparative Study into Microstructural and Mechanical Characterization of HVOF-WC-Based Coatings. Crystals 2022, 12, 969. [Google Scholar] [CrossRef]
- Yang, X.H.; Wang, K.F.; Zhang, G.H.; Chou, K.C. Fabrication and performances of WC-Co cemented carbide with a low cobalt content. Int. J. Appl. Ceram. Technol. 2021, 19, 1341–1353. [Google Scholar] [CrossRef]
- Duman, D.; Gökce, H.; Cimenoglu, H. Synthesis, microstructure, and mechanical properties of WC–TiC–Co ceramic composites. J. Eur. Ceram. Soc. 2012, 32, 1427–1433. [Google Scholar] [CrossRef]
- Kim, H.C.; Shon, I.J.; Munir, Z.A. Rapid sintering of ultra-fine WC–10 wt% Co by high-frequency induction heating. J. Mater. Sci. 2005, 40, 2849–2854. [Google Scholar] [CrossRef]
- Sampath Kumar, T.; Balasivanandha Prabu, S.; Manivasagam, G. Metallurgical Characteristics of TiAlN/AlCrN Coating Synthesized by the PVD Process on a Cutting Insert. J. Mater. Eng. Perform. 2014, 23, 2877–2884. [Google Scholar] [CrossRef]
- Hong, L.; Bian, G.; Hu, S.; Wang, L.; Dacosta, H. Tribological Properties of CrAlN and TiN Coatings Tested in Nano- and Micro-scale Laboratory Wear Tests. J. Mater. Eng. Perform. 2015, 24, 2670–2677. [Google Scholar] [CrossRef]
- Wei, Y.Q.; Li, C.W.; Gong, C.Z.; Tian, X.B.; Yang, S.Q. Microstructure and mechanical properties of TiN/TiAlN multilayer coatings deposited by arc ion plating with separate targets. Trans. Nonferrous Met. Soc. China 2011, 21, 1068–1073. [Google Scholar] [CrossRef]
- Zhao, Y.; Guo, C.; Yang, W.; Chen, Y.; Yu, B. TiN films deposition inside stainless-steel tubes using magnetic field-enhanced arc ion plating. Vacuum 2015, 112, 46–54. [Google Scholar] [CrossRef]
- Dobrzanski, L.A.; Zukowska, L.W.; Mikula, J.; Golombek, K.; Pakula, D.; Pancielejko, M. Structure and mechanical properties of gradient PVD coatings. J. Mater. Process. Technol. 2008, 201, 310–314. [Google Scholar] [CrossRef]
- Pang, X.; Zhang, L.; Yang, H.; Gao, K.; Volinsky, A.A. Residual Stress and Surface Energy of Sputtered TiN Films. J. Mater. Eng. Perform. 2015, 24, 1185–1191. [Google Scholar] [CrossRef] [Green Version]
- Aihua, L.; Jianxin, D.; Haibing, C.; Yangyang, C.; Jun, Z. Friction and wear properties of TiN, TiAlN, AlTiN and CrAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 31, 82–88. [Google Scholar] [CrossRef]
- Tomaszewski, Ł.; Gulbiński, W.; Urbanowicz, A.; Suszko, T.; Lewandowski, A.; Gulbiński, W. TiAlN based wear resistant coatings modified by molybdenum addition. Vacuum 2015, 121, 223–229. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Yogesh, K.; Rajam, K.S. Deposition of TiAlN coatings using reactive bipolar-pulsed direct current unbalanced magnetron sputtering. Vacuum 2008, 83, 427–434. [Google Scholar] [CrossRef]
- Bengoa, L.N.; Tuckart, W.R.; Zabala, N.; Prieto, G.; Egli, W.A. Tin Coatings Electrodeposited from Sulfonic Acid-Based Electrolytes: Tribological Behavior. J. Mater. Eng. Perform. 2015, 24, 2274–2281. [Google Scholar] [CrossRef]
- Skoric, B.; Kakas, D.; Bibic, N.; Rakita, M. Microstructural studies of TiN coatings prepared by PVD and MAD. Surf. Sci. 2004, 566, 40–44. [Google Scholar] [CrossRef]
- Zhang, L.; Yang, H.; Pang, X.; Gao, K.; Tran, H.T.; Volinsky, A.A. TiN-Coating Effects on Stainless Steel Tribological Behavior Under Dry and Lubricated Conditions. J. Mater. Eng. Perform. 2014, 23, 1263–1269. [Google Scholar] [CrossRef] [Green Version]
- Vera, M.V.E.E.; Lewis, R.; Gallardo, E.A.; Laguna-Camacho, J.R. A study of the wear performance of TiN, CrN and WC/C coatings on different steel substrate. Wear 2011, 271, 2116–2124. [Google Scholar] [CrossRef]
- Vilhena, L.; Domingues, B.; Fernandes, C.; Senos, A.; Ramalho, A. Mechanical and Tribological Characterization of WC-Co andWC-AISI 304 Composites by a NewlyDeveloped Equipment. Materials 2022, 15, 1187. [Google Scholar] [CrossRef] [PubMed]
- Mikuła, J.; Pakuła, D.; Żukowska, L.; Gołombek, K.; Kříž, A. Wear Resistance of (Ti,Al)N Metallic Coatings for Extremal Working Conditions. Coatings 2021, 11, 157. [Google Scholar] [CrossRef]
- Ding, X.; Bui, C.T.; Zeng, X.T. Abrasive wear resistance of Ti1−xAlxN hard coatings deposited by a vacuum arc system with lateral rotating cathodes. Surf. Coat. Technol. 2008, 203, 680–684. [Google Scholar] [CrossRef]
- Subramanian, B.; Muraleedharan, C.V.; Ananthakumar, R.; Jayachandran, M. A comparative study of titanium nitride (TiN), titanium oxy nitride (TiON) and titanium aluminum nitride (TiAlN), as surface coatings for bio implants. Surf. Coat. Technol. 2011, 205, 5014–5020. [Google Scholar] [CrossRef]
- Danışman, S.; Odabaş, D.; Teber, M. The Effect of TiN, TiAlN, TiCN Thin Films Obtained by Reactive Magnetron Sputtering Method on the Wear Behavior of Ti6Al4V Alloy: A Comparative Study. Coatings 2022, 12, 1238. [Google Scholar] [CrossRef]
- He, C.L.; Zhang, J.L.; Wang, J.M.; Ma, G.F.; Zhao, D.L.; Cai, Q.K. Effect of structural defects on corrosion initiation of TiN nanocrystalline films. Appl. Surf. Sci. 2013, 276, 667–671. [Google Scholar] [CrossRef]
- Heydari, L.; Lietor, P.F.; Corpas-Iglesias, F.A.; Laguna, O.H. Ti(C,N) and WC-Based Cermets: A Review of ynthesis, Properties and Applications in Additive Manufacturing. Materials 2021, 14, 6786. [Google Scholar] [CrossRef] [PubMed]
- Huang, S.G.; Liu, R.L.; Li, L.; Van der Biest, O.; Vleugels, J. NbC as grain growth inhibitor and carbide in WC-Co hardmetals. Int. J. Refract. Met. Hard Mater. 2008, 26, 389–395. [Google Scholar] [CrossRef]
- Xiao, D.-H.; He, Y.-H.; Luo, W.-H.; Song, M. Effect of VC and NbC additions on microstructure and properties of ultrafine WC-10 Co cemented carbides. Trans. Nonferrous Met. Soc. China 2009, 19, 1520–1525. [Google Scholar] [CrossRef]
- Weidow, J.; Andrén, H.-O. Grain and phase boundary segregation in WC–Co with TiC, ZrC, NbC or TaC additions. Int. J. Refract. Met. Hard Mater. 2011, 29, 38–43. [Google Scholar] [CrossRef]
- Lee, H.R.; Kim, D.J.; Hwang, N.M.; Kim, D.-Y. Role of vanadium carbide additive during sintering of WC–Co: Mechanism of grain growth inhibition. J. Am. Ceram. Soc. 2003, 86, 152–154. [Google Scholar] [CrossRef]
- Naglič, I.; Zaky, A.; Leskovar, B.; Čekada, M.; Markoli, B. Characterization of different WC-Co cemented-carbide tools. Mater. Technol. 2022, 56, 423–428. [Google Scholar] [CrossRef]
- Matei, A.A.; Pencea, I.; Stanciu, S.G.; Hristu, R.; Antoniac, I.; Ciovica (Coman), E.; Sfat, C.E.; Stanciu, G.A. Structural characterization and adhesion appraisal of TiN and TiCN coatings deposited by CAE-PVD technique on a new carbide composite cutting tool. J. Adhes. Sci. Technol. 2015, 29, 2576–2589. [Google Scholar] [CrossRef]
- ISO/IEC 17025:2018; General Requirements for the Competence of Testing and Calibration Laboratories. IOS: Geneva, Switzerland, 2018.
- ISO/IEC 98-3:2008; Uncertainty of Measurement—Part 3: Guide to the Expression of Uncertainty in Measurement. IOS: Geneva, Switzerland, 2008.
- Şavklıyıldız, İ. In-Situ Strain Measurement on Al7075 Plate by Using High Energy Synchrotron Light Source. Eur. J. Eng. Sci. Technol. 2021, 23, 435–439. [Google Scholar] [CrossRef]
- Sivitski, A.; Gregor, A.; Saarna, M.; Kulu, P.; Sergejev, F. Application of the indentation method for cracking resistance evaluation of hard coatings on tool steels. Est. J. Eng. 2009, 15, 309–317. [Google Scholar] [CrossRef] [Green Version]
- Sampath Kumar, T.; Balasivanandha Prabu, S.; Manivasagam, G.; Padmanabhan, K.A. Comparison of TiAlN, AlCrN, and AlCrN/TiAlN coatings for cutting-tool applications. Int. J. Miner. Met. Mater. 2014, 21, 796–805. [Google Scholar] [CrossRef]
- Langford, J.I.; Wilson, A.J.C. Scherrer after sixty years: A survey and some new results in the determination of crystallite size. J. Appl. Crystallogr. 1978, 11, 102–113. [Google Scholar] [CrossRef]
- Abadias, G. Stress and preferred orientation in nitride-based PVD coatings. Surf. Coat. Technol. 2008, 202, 2223–2235. [Google Scholar] [CrossRef]
- Gudmundsson, J.T.; Anders, A.; von Keudell, A. Foundations of physical vapor deposition with plasma assistance. Plasma Sources Sci. Technol. 2022, 31, 083001. [Google Scholar] [CrossRef]
- Sebastiani, M.; Piccoli, M.; Bemporad, E. Effect of micro-droplets on the local residual stress field in CAE-PVD thin coatings. Surf. Coat. Technol. 2013, 2015, 407–412. [Google Scholar] [CrossRef]
- Ali, M.; Hamzah, E.; Qazi, I.A.; Toff, M.R.M. Growth Defects and Surface Roughness in TiN-Coated Tool Steel at Various N2 Gas Flow Rates Using Cathodic Arc PVD Technique. Mater. Sci. Forum 2010, 636–637, 965–970. [Google Scholar] [CrossRef]
- Hejdova, H.; Cermak, M. A new X-ray-diffraction method for thin-film thickness estimation. Phys. Status Solidi A 1982, 72, 95–98. [Google Scholar] [CrossRef]
- Rafaja, D.; Valvoda, V.; Perry, A.J.; Treglio, J.R. Depth profile of residual stress in metal-ion implanted TiN coatings. Surf. Coat. Technol. 1997, 92, 135–141. [Google Scholar] [CrossRef]
- Vlasveld, A.C.; Harris, S.G.; Doyle, E.D.; Lewis, D.B.; Munz, W.D. Characterisation and performance of partially filtered arc TiAlN coatings. Surf. Coat. Technol. 2002, 149, 217–223. [Google Scholar] [CrossRef]
- Chen, L.; Du, Y.; Wang, S.Q.; Li, J. A comparative research on physical and mechanical properties of (Ti, Al)N and (Cr, Al)N PVD coatings with high Al content. Int. J. Refract. Met. Hard Mater. 2007, 25, 400–404. [Google Scholar] [CrossRef]
- Long, Y.; Zeng, J.; Yu, D.; Wu, S. Microstructure of TiAlN and CrAlN coatings and cutting performance of coated silicon nitride inserts in cast iron turning. Ceram. Int. 2014, 40 Pt A, 9889–9894. [Google Scholar] [CrossRef]
- Welch, B.L. The generalization of “Student’s” problem when several different population variances are involved. Biometrika 1947, 34, 28–35. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Weigh % | Atomic % | Net Int. | Error % |
|---|---|---|---|---|
| N K | 31.42 | 62.96 | 2149.19 | 6.54 |
| Ti K | 59.95 | 35.13 | 32,998.04 | 1.16 |
| Co K | 1.51 | 0.72 | 459.33 | 6.41 |
| W L | 6.55 | 1.00 | 772.40 | 6.05 |
| Element | Weigh % | Atomic % | Net Int. | Error % |
|---|---|---|---|---|
| C K | 6.34 | 12.08 | 209.53 | 10.24 |
| N K | 31.53 | 51.53 | 1255.33 | 9.13 |
| Al K | 23.77 | 20.17 | 12,748.56 | 5.99 |
| Ti K | 31.67 | 15.14 | 19,859.47 | 1.43 |
| Co K | 0.96 | 0.37 | 364.91 | 6.13 |
| W L | 5.74 | 0.71 | 820.73 | 6.57 |
| Coating | Phase | hkl | dhkl | d0hkl | σ (GPa) | U [95%] (GPa) |
|---|---|---|---|---|---|---|
| TiN | TiN | 111 | 2.462 | 2.449 | 2.2 | 0.2 |
| 200 | 2.123 | 2.121 | 0.5 | 0.2 | ||
| TiAlN | (TiAl)N | 111 | 2.404 | 2.419 | −2.8 | 0.3 |
| 200 | 2.088 | 2.095 | −1.2 | 0.2 |
| Specimen | Phase | hkl | D (nm) | U [95%] (nm) |
|---|---|---|---|---|
| WC-Co | WC | 001 | 128 | 5 |
| WC-Co and inhibitors | WC | 001 | 72 | 3 |
| WC-Co and inhibitors | TiC | 200 | 68 | 3 |
| TiN | TiN | 111 | 66 | 3 |
| 200 | 64 | 2 | ||
| TiAlN | (TiAl)N | 111 | 56 | 3 |
| 200 | 54 | 3 |
| Coating | Ra (nm) | URa [95%] (nm) | Rq (nm) | URq [95%] (nm) |
|---|---|---|---|---|
| TiN | 246 | 16 | 309 | 15 |
| TiAlN | 209 | 11 | 268 | 12 |
| Coating Material | σ (GPa) | D(nm) | Thkl | t (μm) | µHV | Ra (nm) | Rq (nm) |
|---|---|---|---|---|---|---|---|
| TiN | 2.2 | 66 | T111 1.52 | 4.3 | 2174 | 246 | 309 |
| TiAlN | −2.8 | 55 | T200 1.55 | 3.6 | 3187 | 209 | 268 |
| TiN | ? | ? | ? | ? | |||
| TiAlN | ? | ? | ? | ? | + | + | + |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matei, A.A.; Turcu, R.N.; Pencea, I.; Herghelegiu, E.; Petrescu, M.I.; Niculescu, F. Comparative Characterization of the TiN and TiAlN Coatings Deposited on a New WC-Co Tool Using a CAE-PVD Technique. Crystals 2023, 13, 112. https://doi.org/10.3390/cryst13010112
Matei AA, Turcu RN, Pencea I, Herghelegiu E, Petrescu MI, Niculescu F. Comparative Characterization of the TiN and TiAlN Coatings Deposited on a New WC-Co Tool Using a CAE-PVD Technique. Crystals. 2023; 13(1):112. https://doi.org/10.3390/cryst13010112
Chicago/Turabian StyleMatei, Alecs Andrei, Ramona Nicoleta Turcu, Ion Pencea, Eugen Herghelegiu, Mircea Ionut Petrescu, and Florentina Niculescu. 2023. "Comparative Characterization of the TiN and TiAlN Coatings Deposited on a New WC-Co Tool Using a CAE-PVD Technique" Crystals 13, no. 1: 112. https://doi.org/10.3390/cryst13010112