
Comparison Analysis of the Calculation Methods for Particle Diameter


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
2.2. Procedures
2.3. Analyses
3. Results and Discussion
3.1. Determination of Image Magnification
3.2. Calculation of Particle Diameter
3.3. Discussion of the Calculation Methods
4. Conclusions
- (1)
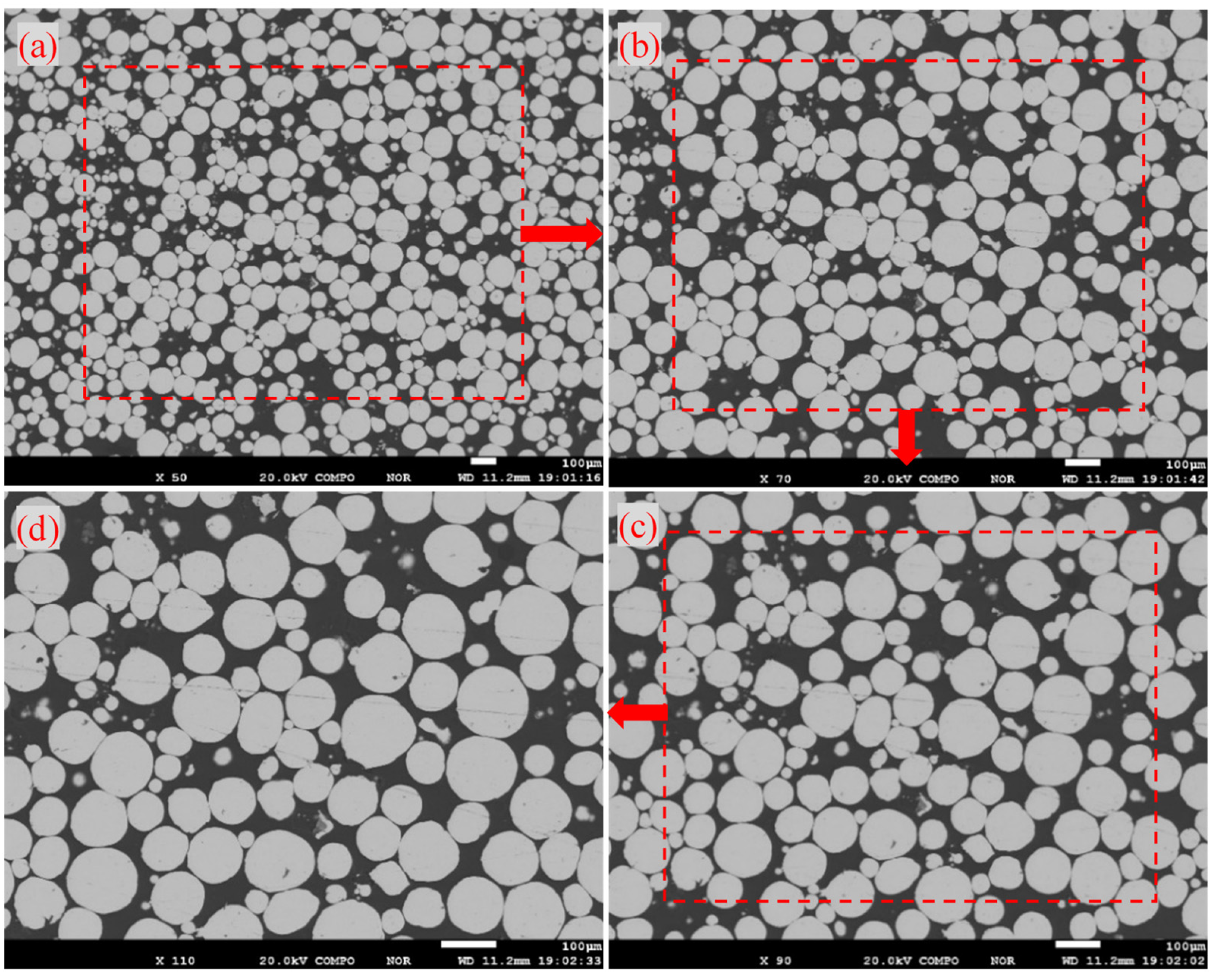
- Image magnification had significant effect on the particle count. The measured particle count increased with a decrease in the image magnification, but was significantly less than the theoretical particle count. The appropriate magnification should display approximately 300 particles in the image.
- (2)
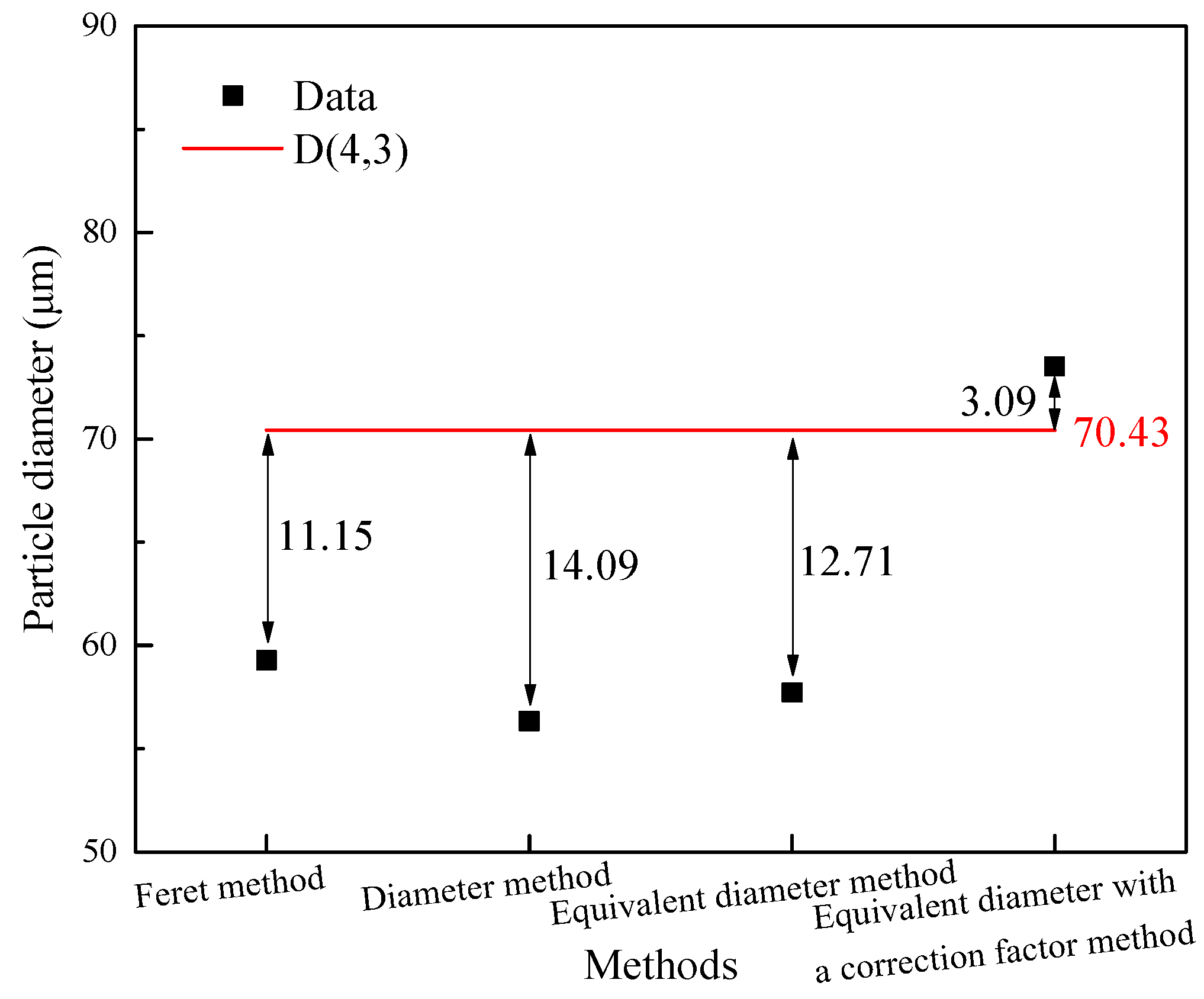
- The equivalent diameter plus correction factor method was the most suitable for accurately obtaining the particle diameter because it achieved the lowest deviation of 3.09 μm from the benchmark, whereas the particle diameters obtained through the Feret, diameter, and equivalent diameter methods were all less than the benchmark, with a deviation of >10 μm, possibly because the cutting surface did not go through the centroid of the particle.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, X.; Han, Y.X.; He, F.Y.; Gao, P.; Yuan, S. Characteristic, hazard and iron recovery technology of red mud—A critical review. J. Hazard. Mater. 2021, 420, 126542. [Google Scholar] [CrossRef]
- Lin, X.L.; Peng, Z.W.; Yan, J.X.; Li, Z.Z.; Hwang, J.Y.; Zhang, Y.B.; Li, G.H.; Jiang, T. Pyrometallurgical recycling of electric arc furnace dust. J. Clean. Prod. 2017, 149, 1079. [Google Scholar] [CrossRef]
- Wang, H.Y.; Song, S.X. Separation of silicon and iron in copper slag by carbothermic reduction-alkaline leaching process. J. Cent. South Univ. 2020, 27, 2249–2258. [Google Scholar] [CrossRef]
- Luo, L.Q.; Zhang, X.X.; Wang, H.Y.; Zheng, B.T.; Wei, C.X. Comparing strategies for iron enrichment from Zn- and Pb-bearing refractory iron ore using reduction roasting-magnetic separation. Powder Technol. 2021, 393, 333–341. [Google Scholar] [CrossRef]
- Cardenia, C.; Balomenos, E.; Panias, D. Iron recovery from bauxite residue through reductive roasting and wet magnetic separation. J. Sustain. Metall. 2019, 5, 9–19. [Google Scholar] [CrossRef] [Green Version]
- Habibi, H.; Piruzian, D.; Shakibania, S.; Pourkarimi, Z.; Mokmeli, M. The effect of carbothermal reduction on the physical and chemical separation of the red mud components. Miner. Eng. 2021, 173, 107216. [Google Scholar] [CrossRef]
- Li, X.M.; Wen, Z.Y.; Li, Y.; Yang, H.B.; Xing, X.D. Improvement of carbothermic reduction of nickel slag by addition of CaCO3. Trans. Nonferrous Met. Soc. China 2019, 29, 2658–2666. [Google Scholar] [CrossRef]
- Heo, J.H.; Kim, B.S.; Park, J.H. Effect of CaO addition on iron recovery from copper smelting slags by solid carbon. Metall. Mater. Trans. B. 2013, 44, 1352–1363. [Google Scholar] [CrossRef]
- Sarfo, P.; Wyss, G.; Ma, G.J.; Das, A.; Young, C. Carbothermal reduction of copper smelter slag for recycling into pig iron and glass. Miner. Eng. 2017, 107, 8–19. [Google Scholar] [CrossRef]
- Zhang, L.; Chen, H.H.; Deng, R.D.; Zuo, W.R.; Guo, B.; Ku, J.G. Growth behavior of iron grains during deep reduction of copper slag. Powder Technol. 2020, 367, 157–162. [Google Scholar] [CrossRef]
- Zinoveev, D.; Grudinsky, P.; Zakunov, A.; Semenov, A.; Petelin, A. Influence of Na2CO3 and K2CO3 addition on iron grain growth during carbothermic reduction of red mud. Metals 2019, 9, 1313. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.Y.; Shen, L.T.; Bao, H.J.; Zhang, W.T.; Zhang, X.; Luo, L.Q.; Song, S.X. Investigation of solid-state carbothermal reduction of fayalite with and without added metallic iron. JOM 2021, 73, 703–711. [Google Scholar] [CrossRef]
- Guo, Z.Q.; Pan, J.; Zhu, D.Q.; Yang, C.C. Mechanism of composite additive in promoting reduction of copper slag to produce direct reduction iron for weathering resistant steel. Powder Technol. 2018, 329, 55–64. [Google Scholar] [CrossRef]
- Zhu, D.Q.; Xiao, Y.Z.; Chun, T.J.; Pan, J. Growth behavior of metal iron grain during direct reduction of low grade hematite. Chin. J. Nonferrous Met. 2013, 23, 3242–3247. (In Chinese) [Google Scholar]
- Zhao, Y.Q.; Sun, T.C.; Li, Z.Y.; Wang, Z. Measurement and characterisation of metallic iron particles on coal-based reduction and magnetic separation of refractory titanomagnetite. Min. Metall. Explor. 2021, 38, 141–150. [Google Scholar] [CrossRef]
- Sun, Y.S.; Han, Y.X.; Li, Y.F.; Li, Y.J. Formation and characterization of metallic iron grains in coal-based reduction of oolitic iron ore. Int. J. Min. Metall. Mater. 2017, 24, 123–129. [Google Scholar] [CrossRef]
- Zhang, X.; Li, G.H.; Rao, M.J.; Mi, H.P.; Liang, B.J.; You, J.X.; Peng, Z.W.; Jiang, T. Growth of metallic iron particles during reductive roasting of boron-bearing magnetite concentrate. J. Cent. South Univ. 2020, 27, 1484–1494. [Google Scholar] [CrossRef]
- Malvern Instruments. A Basic Guide to Particle Characterization; Malvern Instruments Ltd.: Malvern, UK, 2012. [Google Scholar]
- Chayes, F. On the bias of grain-size measurements made in thin section. J. Geol. 1950, 58, 156–160. [Google Scholar] [CrossRef]
- Krumbein, W.C. Thin-section mechanical analysis of indurated sediments. J. Geol. 1935, 43, 484–496. [Google Scholar] [CrossRef]
- Weibel, E.R. Stereological Methods, Volume 1: Practical Methods for Biological Morphometry; Academic Press: Cambridge, MA, USA, 1979. [Google Scholar]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Wang, H.; Luo, L. Comparison Analysis of the Calculation Methods for Particle Diameter. Crystals 2022, 12, 1107. https://doi.org/10.3390/cryst12081107
Zhang X, Wang H, Luo L. Comparison Analysis of the Calculation Methods for Particle Diameter. Crystals. 2022; 12(8):1107. https://doi.org/10.3390/cryst12081107
Chicago/Turabian StyleZhang, Xiaoxue, Hongyang Wang, and Liqun Luo. 2022. "Comparison Analysis of the Calculation Methods for Particle Diameter" Crystals 12, no. 8: 1107. https://doi.org/10.3390/cryst12081107