
An Integrative Simulation for Mixing Different Polycarbonate Grades with the Same Color: Experimental Analysis and Evaluations



Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Analysis of Variance (ANOVA)
3.2. Simulate Regression Models
3.3. Point Prediction
3.4. Effect of Processing Parameters through 3 Grades
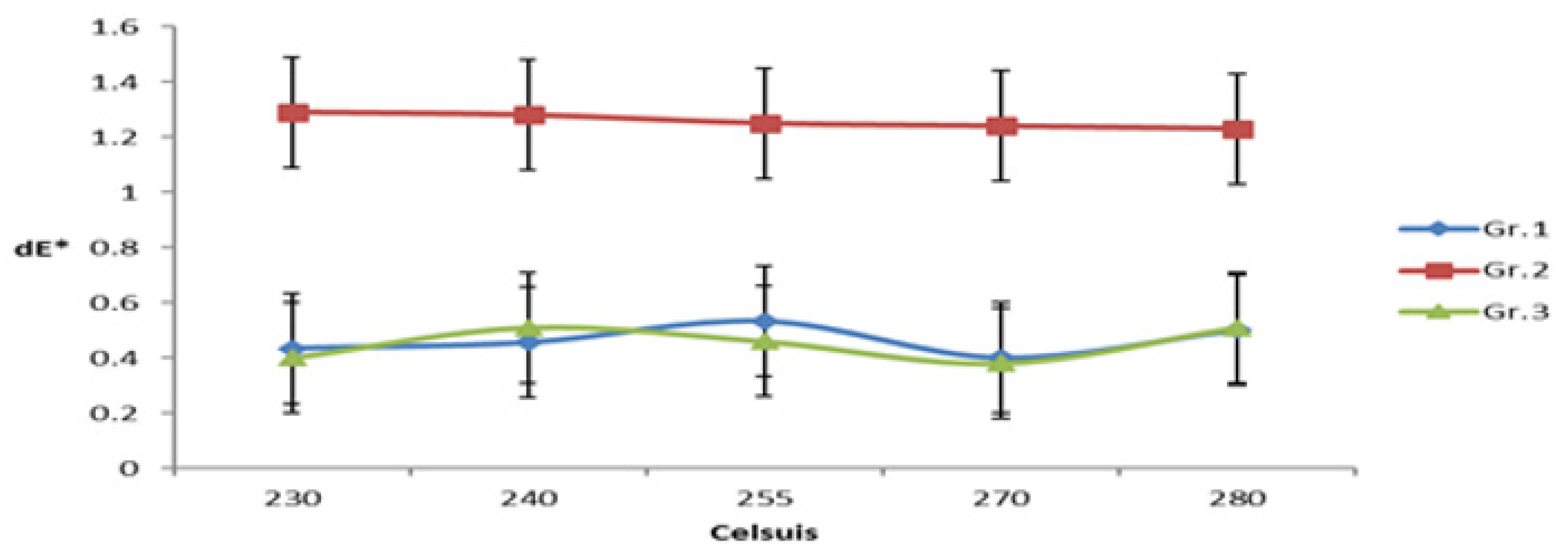
3.5. Effect of Temperature on dE*
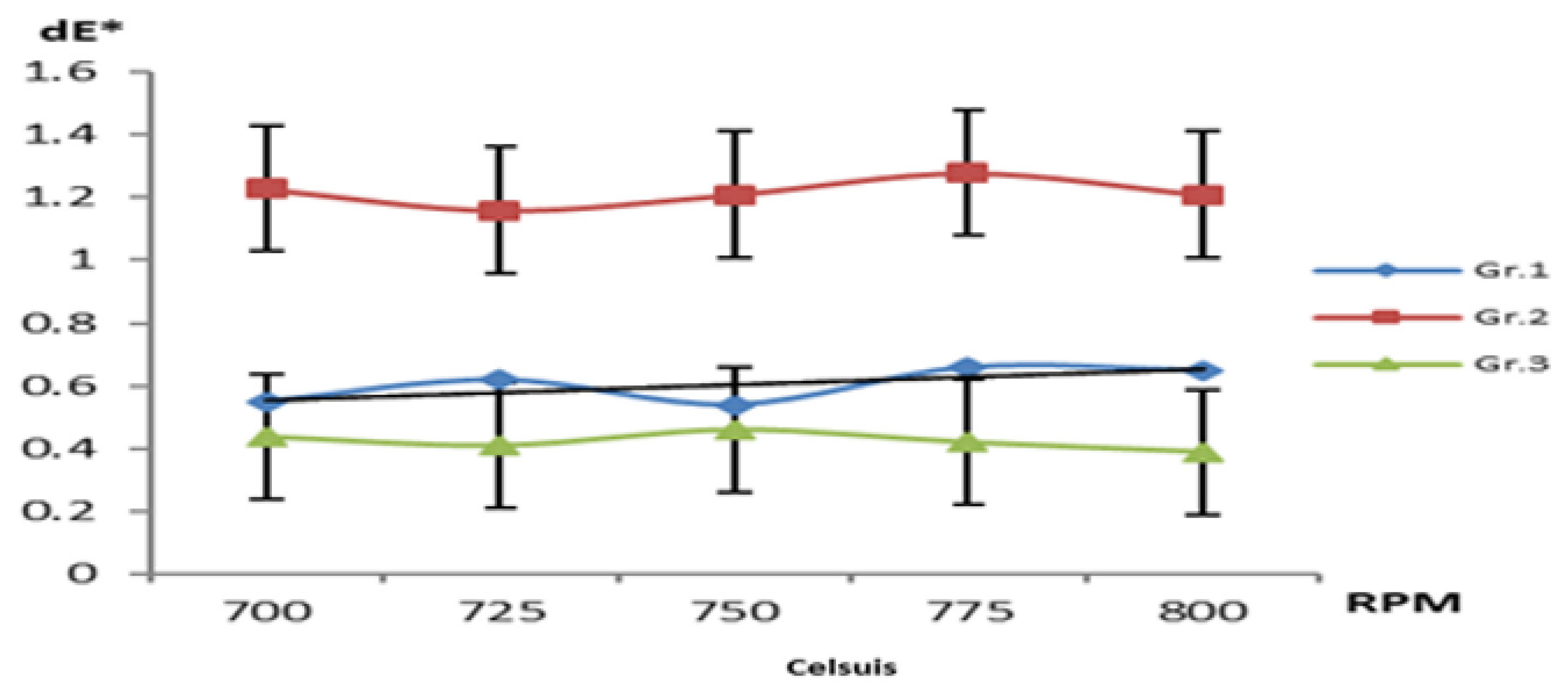
3.6. Screw Speed Effect on dE*
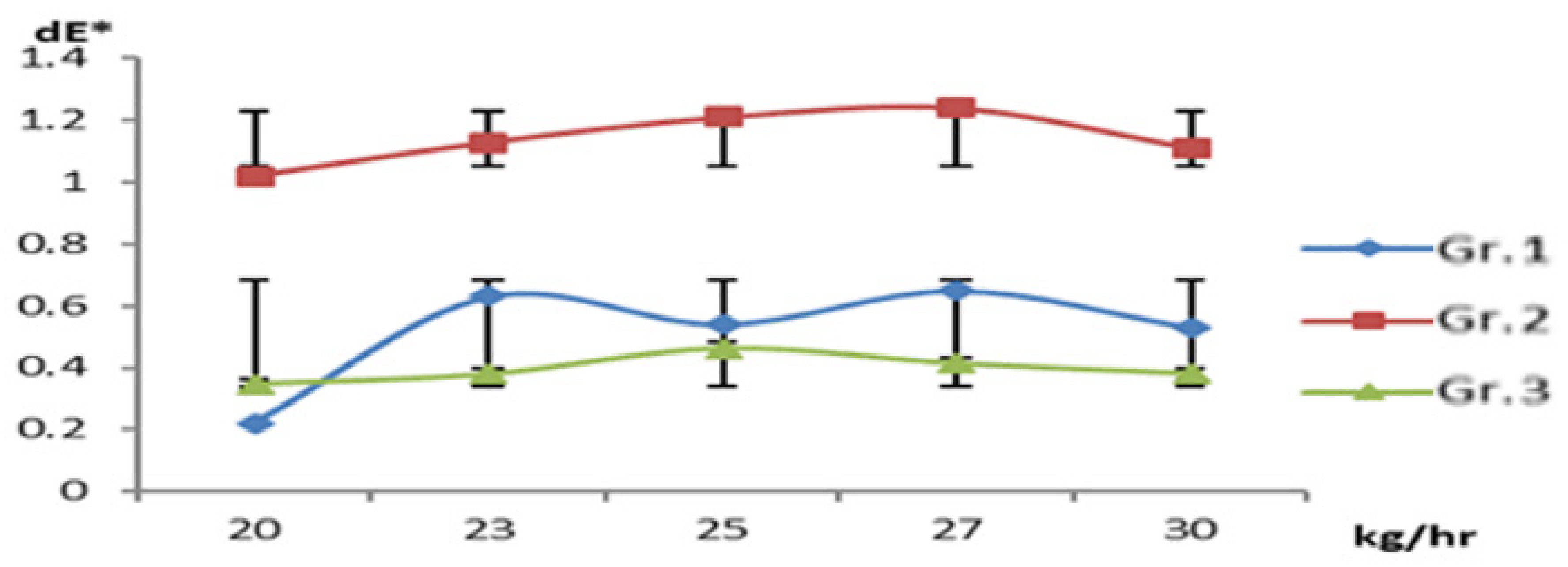
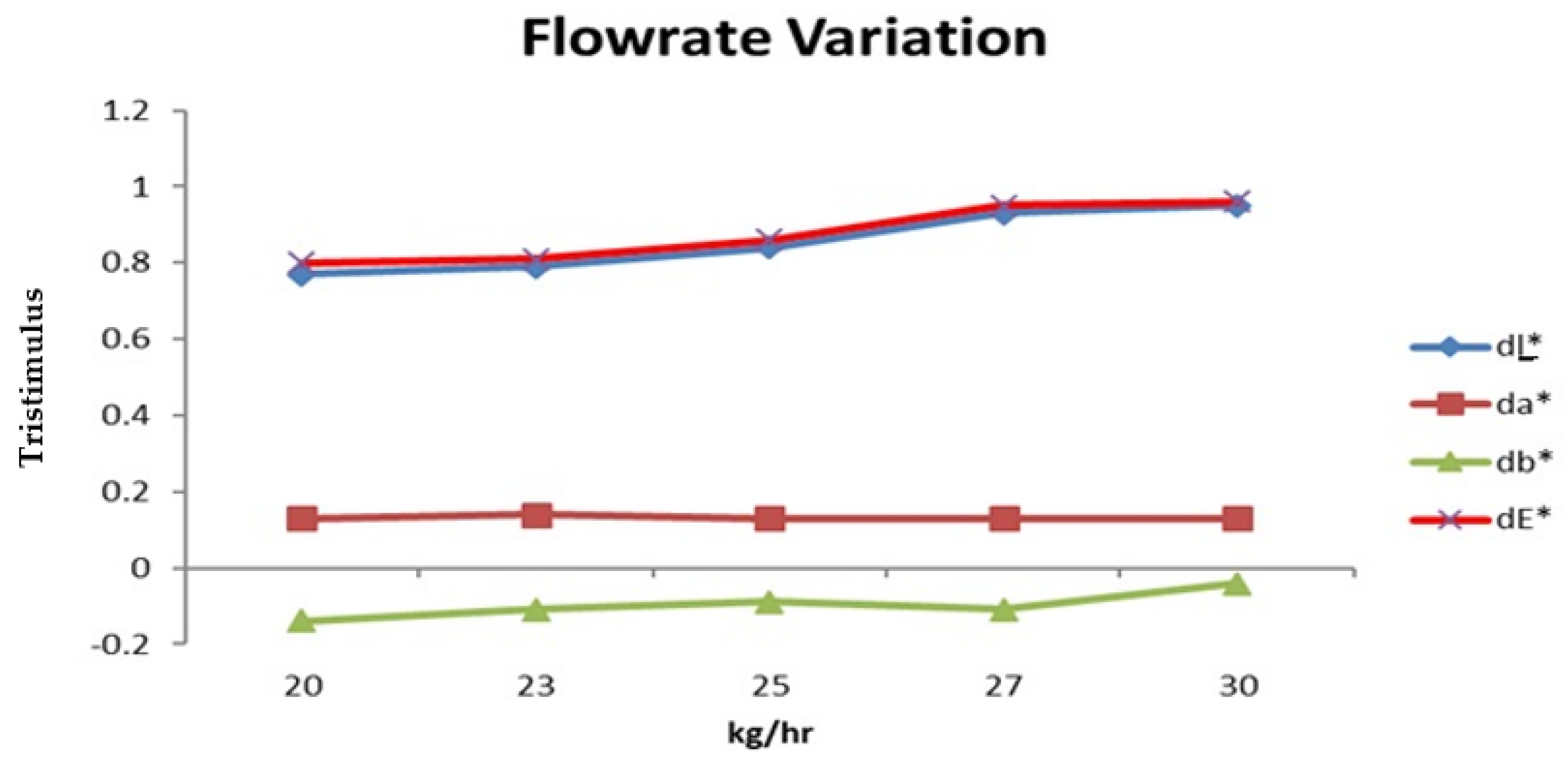
3.7. Feed Rate Effect on Color
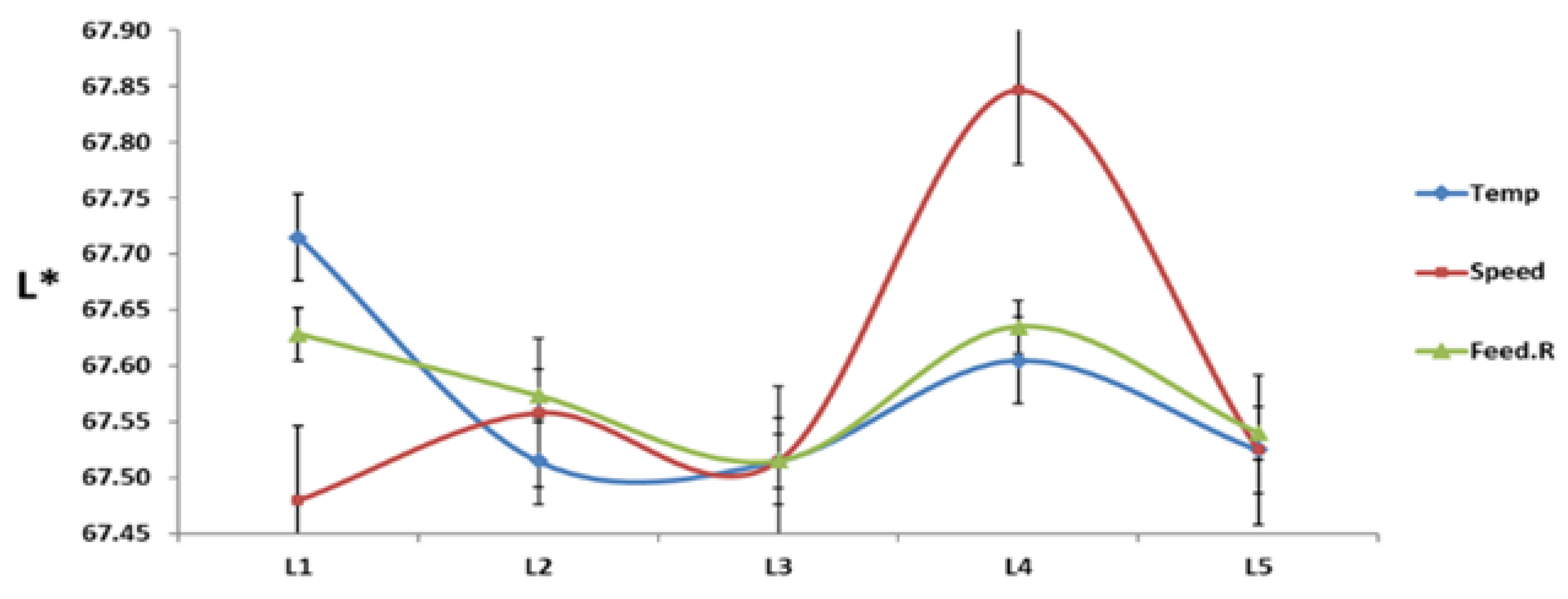
3.8. Interactions Effect of L* Values
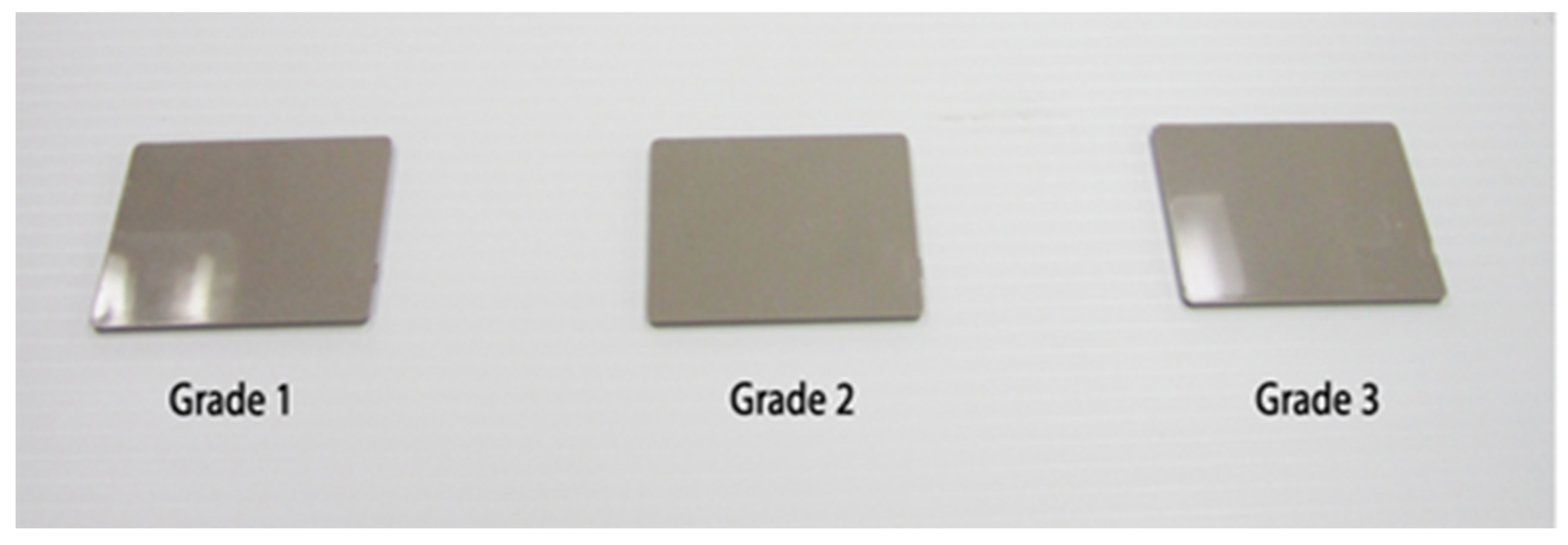
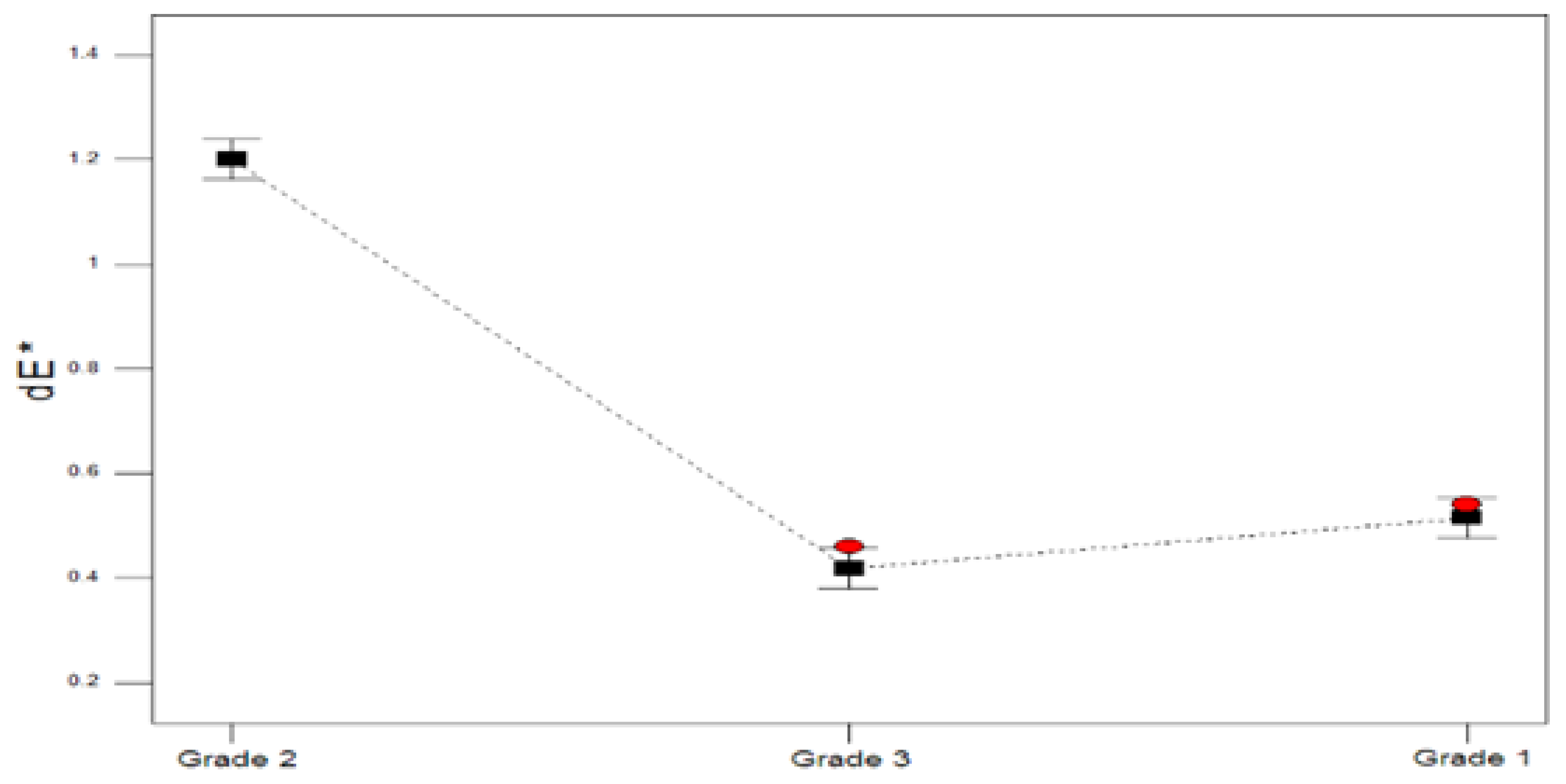
3.9. Effect of Grades on dE*
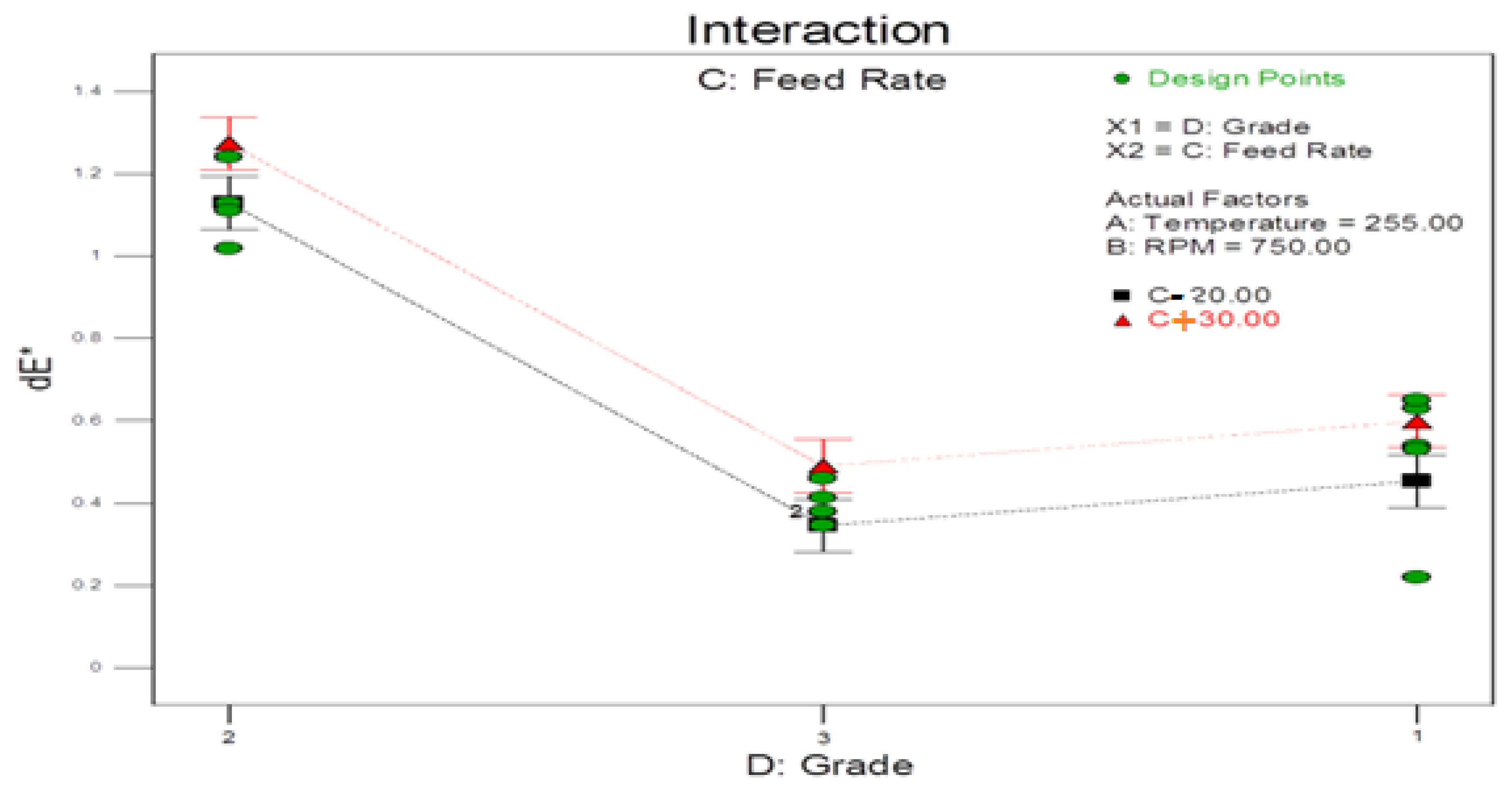
3.10. Grades and Feed Rate Interactions
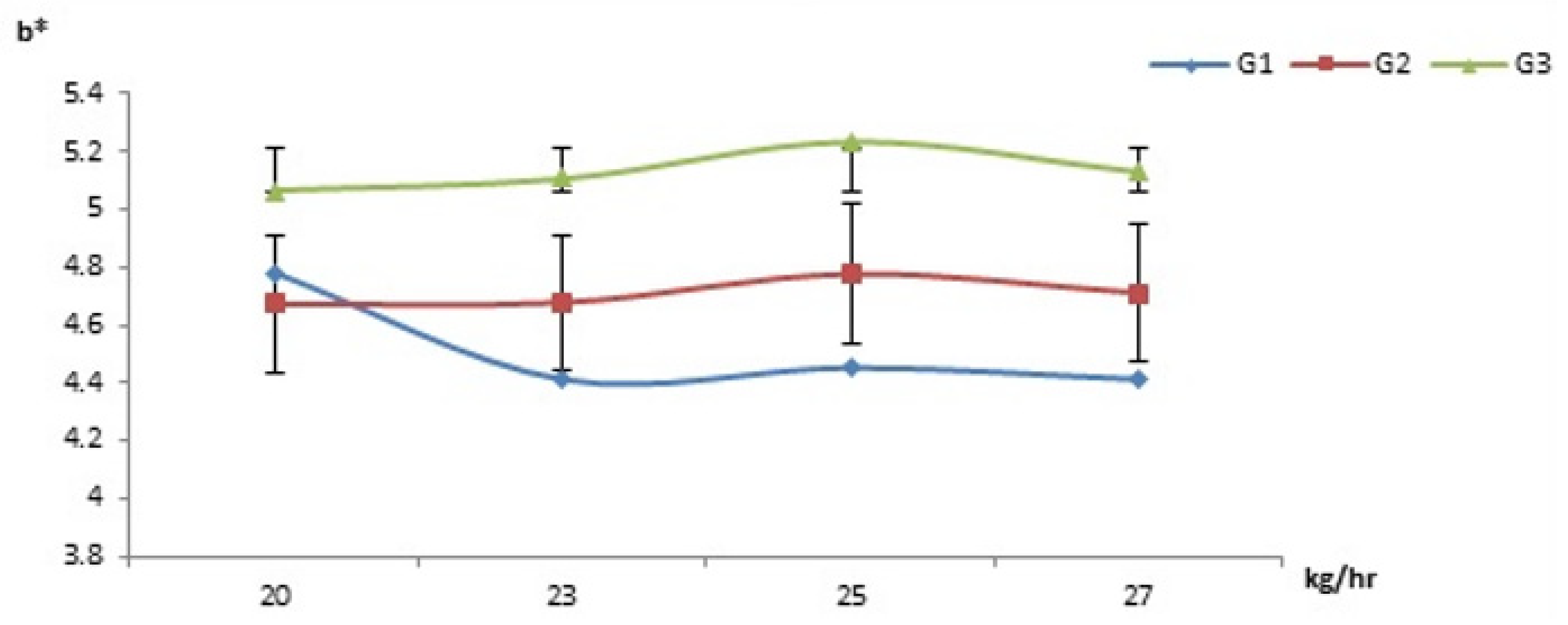
3.11. Effect on b* Values
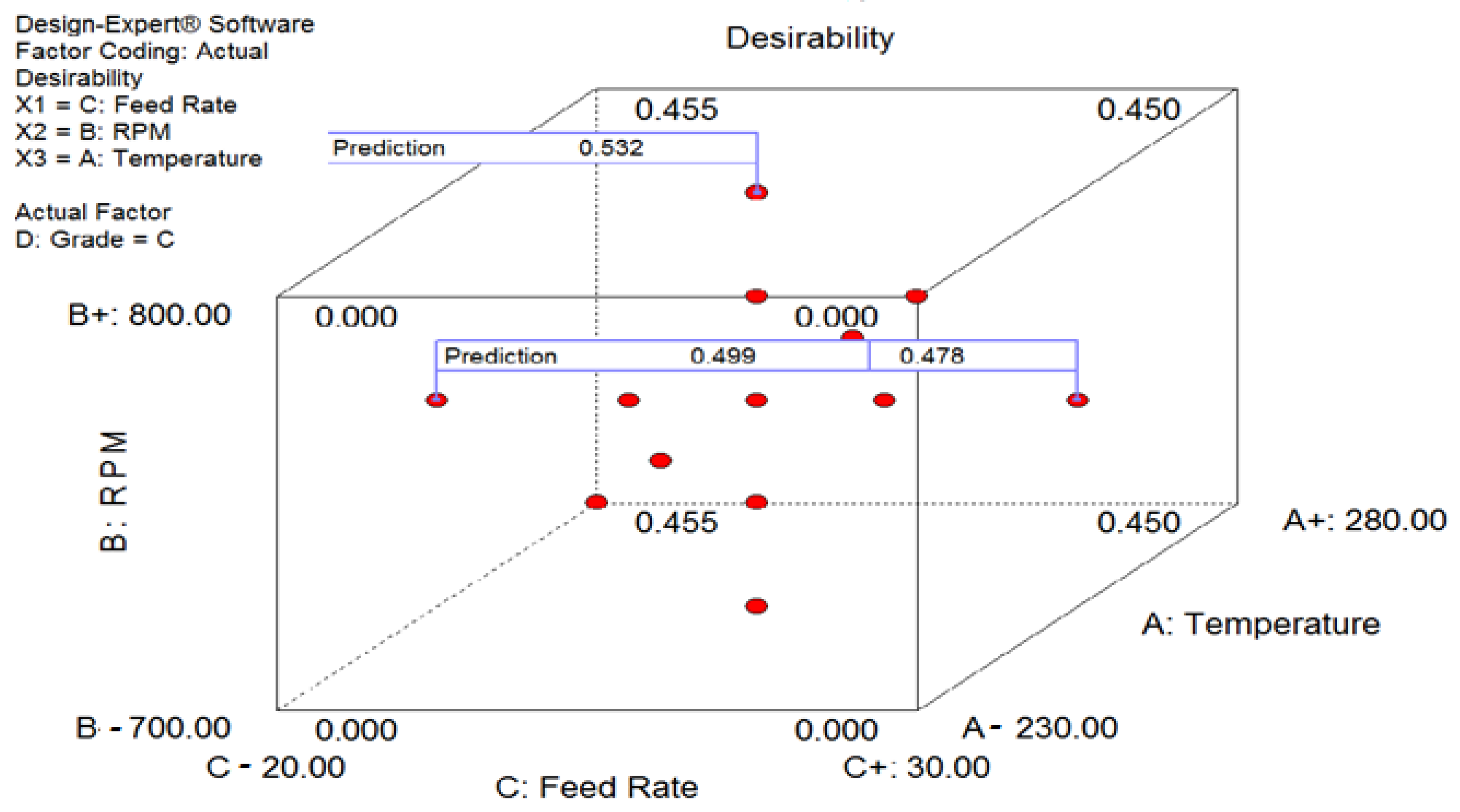
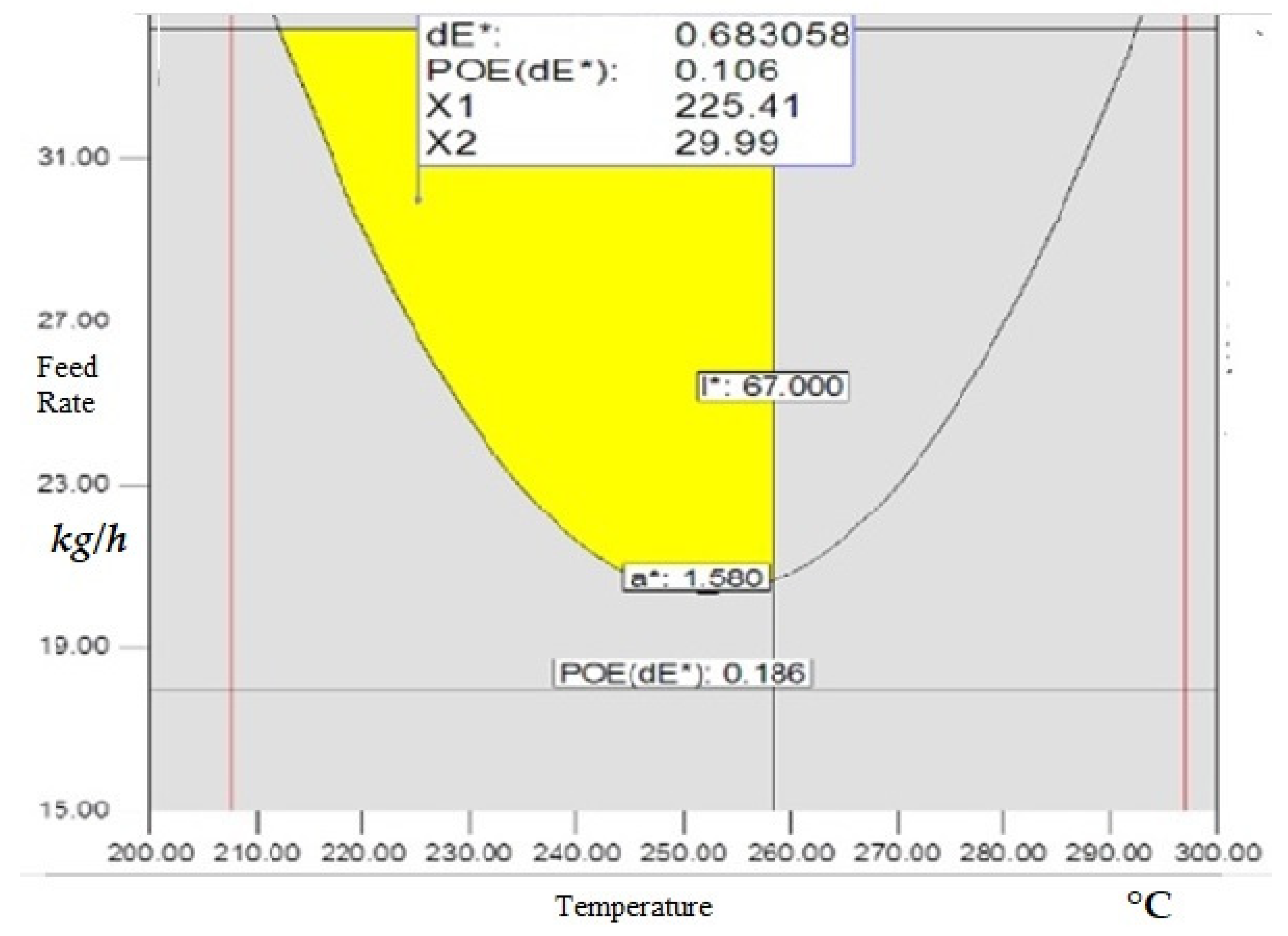
3.12. Desirability and Overlay Plots
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Charvat, R.A. (Ed.) Color as a Science. In Coloring of Plastics; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Sabic. Scattering, Absorption/Opacity, Transparency, and Translucency. Internal Scattering. Available online: https://www.sabicip.com/staticcxp/user/images/learnaboutcolor/transparency_and_translucency_1.jpg (accessed on 19 March 2014).
- Callister, W.D.; Rethwisch, D.G. The spectrum of electromagnetic radiation. In Materials Science, and Engineering: An Introduction, 7th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2007. [Google Scholar]
- Judd, D.B.; Wyszeki, G. Color in Business, Science and Industry, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 1975. [Google Scholar]
- Bourennani, F.; Alsadi, J.; Rizvi, G.M.; Ross, D. Manufacturing Processing Improvements Using Business Intelligence. J. Inf. Technol. Rev. 2011, 2, 125–131. [Google Scholar]
- Bourennani, F.; Alsadi, J.; Rizvi, G.M.; Ross, D. Decision Tree Classifier for Analysis of Parameters Association Causing Polymer Color Mismatch. In Proceedings of the Annual Technical Conference of the Society of Plastics Engineers (ANTEC), Orlando, FL, USA, 2–4 April 2012. [Google Scholar]
- Bourennani, F.; Rizvi, G.M.; Ross, D. Plastic color mismatch causes identification using OLAP and data mining. In Proceedings of the ICDIM 2010, Thunday-Bay, ON, Canada, 5–8 July 2010. [Google Scholar]
- Braha, D.; Shmilovici, A. Data mining for improving a cleaning process in the semi-conductor industry. IEEE Trans. Semicond. Manuf. 2012, 15, 91–101. [Google Scholar] [CrossRef]
- Kuo, C.F.J.; Huang, Y.J.; Su, T.L.; Shih, C.Y. Computerized Color Distinguishing System for Color Printed Fabric by Using the Approach of Probabilistic Neural Network. Polym-Plast. Technol. Eng. 2008, 47, 264–272. [Google Scholar] [CrossRef]
- Saeed UAlsadi, J.; Ahmed, S.; Rizvi, G.; Ross, D. Neural Network: A potential approach for error reduction in color values of polycarbonate. J. Adv. Polym. Technol. 2013, 33, 21402. [Google Scholar] [CrossRef]
- Saeed UAlsadi, J.; Ahmed, S.; Rizvi, G.; Ross, D. Polymer Color Properties: Neural Network Modelling. Adv. Polym. Technol. 2014, 33, 21462. [Google Scholar] [CrossRef]
- Mulholland, B.M. Effect of Additives on the Color & Appearance of Plastics. In SPE ANTEC; Ticona Engineering Polymers: Irving, TX, USA, 2007. [Google Scholar]
- Markarian, J. North American compounders seek growth in innovation. Plast. Addit. Compd. 2006, 8, 42–44. [Google Scholar] [CrossRef]
- Abrams, R.; Ali, M.; Denton, P.; Igualada, J.; Groen, M.; Gschwind, E. Colouring plastics: Fundamentals and trends. Plast. Addit. Compd. 2001, 3, 18–25. [Google Scholar] [CrossRef]
- Markarian, J. US compounding industry faces challenging times. Plast. Addit. Compd. 2008, 10, 38–41. [Google Scholar] [CrossRef]
- Charvat, R.A. (Ed.) The Color Compounding Process. In Coloring of Plastics: Fundamentals, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Hunterlab. Observer. The Basics of Color Perception and Measurement 2001. Available online: https://www.hunterlab.com/media/documents/basics-of-color-theory.pdf (accessed on 17 February 2015).
- Rwei, S.P. Distributive Mixing in a Single-Screw Extruder—Evaluation in the Flow Direction. Polym. Eng. Sci. 2001, 41, 1665–1673. [Google Scholar] [CrossRef]
- Kimura, K.; Nakayama, Y.; Kajiwara, T. Distributive Mixing Characteristics Of A Dulmage-Type Screw For A Single-Screw Extruder: Experimental And Numerical Evaluation. Chem. Eng. J. Adv. 2021, 7, 100137. [Google Scholar] [CrossRef]
- Wong, A.Y.; Liu, T. Screw Configuration Effects on the Color Mixing Characteristics of Polymer in Single-Screw Extrusion. In Technical Papers of the Annual Technical Conference-Society of Plastics Engineers Incorporated; Society of Plastics Engineers Inc.: Danbury, CT, USA, 1988. [Google Scholar]
- Wong, A.Y.; Lam, Y.; Wong, A.C.M. Quantification of dynamic mixing performance of single screws of different configurations by visualization and image analysis. Adv. Polym. Technol. 2009, 28, 1–15. [Google Scholar] [CrossRef]
- Charvat, R.A. (Ed.) Metallic pigments. In Coloring of Plastics: Fundamentals, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Duce, C.; Bernazzani, L.; Bramanti, E.; Spepi, A.; Colombini, M.P.; Tine, M.R. Alkyd artists’ paints: Do pigments affect the stability of the resin? A TG and DSC study on fast-drying oil colors. Polym. Degrad. Stab. 2014, 105, 48–58. [Google Scholar] [CrossRef]
- Wong, A.Y.; Lam, Y. Visualization study on the dynamic mixing quality during single-screw extrusion. J. Polym. Res. 2008, 15, 11–19. [Google Scholar] [CrossRef]
- Sanchez, P.; Remiro, P.M.; Nazabal, J. Physical properties and structure of unreacted PC/PBT blends. J. Appl. Polym. Sci. 1993, 50, 995–1005. [Google Scholar] [CrossRef]
- Liang, R.F.; Gupta, R.K. Society of Plastic Engineering. In Proceedings of the ANTEC, Orlando, FL, USA, 7–11 May 2000. [Google Scholar]
- Lee, S.; Mather, P.T.; Pearson, D.S. Phase behavior and rheology of blends containing polycarbonate and a thermotropic polyester. J. Appl. Polym. Sci. 1996, 59, 243–250. [Google Scholar] [CrossRef]
- Rauwendaal, C. Polymer Mixing, A Self-Study Guide; Hanser Publishers: Munich, Germany, 1998. [Google Scholar]
- Alemaskin, K.; Manas-Zloczower, I.; Kaufman, M. Color Mixing in Single Screw Extruder: Simulation & Experimental Validation. In Proceedings of the Annual Technical Conference-ANTEC, Conference Proceedings, Boston, MA, USA, January 2005. [Google Scholar]
- Mudalamane, R.; Niedenzu, P.; Sedar, W. Impact of Titanium Dioxide Surface Characteristics on Extrusion Processing. In Proceedings of the SPE ANTEC, Wilmington, DE, USA, 5–6 October 2004. [Google Scholar]
- Meade, D.I. Introduction to colorant selection and Application Technology. In Coloring of Plastics: Fundamentals, 2nd ed.; Charvat, R.A., Ed.; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Müller, A. Coloring of Plastics; Carl Hanser Verlag: Munich, Germany, 2003. [Google Scholar]
- Gardner, B.K. Instruments Catalogue: Gloss Color. In Physical Testing; Gardner: Columbia, MD, USA, 1999. [Google Scholar]
- Elliot, A.J.; Maier, M.A.; Moller, A.C.; Friedman, R.; Meinhardt, J. Color and psychological functioning: The effect of red on performance attainment. J. Exp. Psychol. Gen. 2007, 136, 154–168. [Google Scholar] [CrossRef] [Green Version]
- ASTM D 2244-93; Standard Test Method for Calculation of Color Differences from Instrumentally Measured Color Coordinates. Aluminum Sun Shade: Reston, VA, USA, 2021.
- Ahmad SAlsadi, J.; Saeed, U.; Rizvi, G.; Ross, D.; Clarke, R.; Price, J. Process Optimization through Designed Experiments to Achieve Consistency in Output Color of a Compounded Plastic Grade. Qual. Eng. 2015, 27, 144–160. [Google Scholar]
- Alsadi, J.A.; Saeed, U.; Ahmad, S.; Rizvi, G.; Ross, D. Processing issues of color mismatch: Rheological characterization of polycarbonate blends. Polym. Eng. Sci. 2015, 55, 1994–2001. [Google Scholar] [CrossRef]
- Alsadi, J.A. Designing Experiments: Three Level Full Factorial Design and Variation of Processing Parameters Methods for Polymer Colors. Adv. Sci. Technol. Eng. Syst. J. 2018, 3, 109–115. [Google Scholar]
- Alsadi, J.A. Analysis of Material Viscosity Variations: Mix Processing PC1/PC2 Composites. J. Qual. Inquiry. 2021, 12, 9790–9803. [Google Scholar]
- Al Sadi, J.; Hawary, A. The Ideal Temperature Setting of Polymer Blends: Investigational Characterization Effects of Color Matching. Mater. Sci. Eng. 2021, 1194, 012003. [Google Scholar] [CrossRef]
- Alsadi, J.A. Investigation of the effects of Formulation, process parameters, Dispersions, and Rheology on using combined Modelling and experimental Simulations. Mater. Today 2019, 13, 530–540. [Google Scholar] [CrossRef]
- Alsadi, J. Experimental Assessment of Pigment Dispersion in Compounding of Plastics: Rheological Characterization at the Crossover Points. Mater. Today Proc. 2021, 45, 7344–7351. [Google Scholar] [CrossRef]
- Alsadi, J. Study on the effect of dispersion and processing parameters in the microscopically evaluated color of plastic grade. J. Am. Inst. Phys. 2019, 2139, 110007. [Google Scholar]
- Alsadi, J. Systematic review: Impact of Processing Parameters on Dispersion of Polycarbonate Composites, and Pigment Characterized by Different techniques. Mater. Today Proc. 2020, 27, 3254–3264. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin/Color | Grade–Color (1) | Grade–Color (2) | Grade–Color (3) | |||
|---|---|---|---|---|---|---|
| Type | pph | gms | pph | gms | pph | gms |
| Resin 1 | 30 | 1800 | 30 | 1800 | – | – |
| Resin 2 | 70 | 4200 | 70 | 4200 | 100 | 6000 |
| White Pigment | 1.925 | 115.5 | 1.76 | 105.6 | 1.76 | 105.6 |
| Black Pigment | 0.11 | 6.60 | 0.00968 | 0.5808 | 0.00968 | 0.58 |
| Red Pigment | 0.1875 | 11.25 | 0.01602 | 0.9612 | 0.01602 | 0.96 |
| Yellow Pigment | 0.1075 | 6.45 | 0.1084 | 6.504 | 0.1084 | 6.50 |
| Nos. | Temp | RPM | kg/h | Grade | L* | a* | b* | dE* |
|---|---|---|---|---|---|---|---|---|
| 1 | 230 | 750 | 25 | Grade 1 | 67.26 | 1.52 | 4.545 | 0.435 |
| 2 | 240 | 750 | 25 | Grade 1 | 67.1767 | 1.5 | 4.5 | 0.456 |
| 3 | 255 | 750 | 25 | Grade 1 | 67.285 | 1.43 | 4.453 | 0.533 |
| 4 | 270 | 750 | 25 | Grade 1 | 67.185 | 1.511 | 4.56167 | 0.4 |
| 5 | 280 | 750 | 25 | Grade 1 | 66.735 | 1.547 | 4.63 | 0.5 |
| 6 | 255 | 700 | 25 | Grade 1 | 67.055 | 1.48167 | 4.41167 | 0.55 |
| 7 | 255 | 725 | 25 | Grade 1 | 67.0333 | 1.46667 | 4.34667 | 0.62 |
| 8 | 255 | 750 | 25 | Grade 1 | 67.286 | 1.49 | 4.45 | 0.54 |
| 9 | 255 | 775 | 25 | Grade 1 | 66.995 | 1.44167 | 4.30167 | 0.66 |
| 10 | 255 | 800 | 25 | Grade 1 | 67.1033 | 1.45167 | 4.30833 | 0.65 |
| 11 | 255 | 750 | 20 | Grade 1 | 67.0183 | 1.55 | 4.78 | 0.22 |
| 12 | 255 | 750 | 23 | Grade 1 | 66.81 | 1.423 | 4.41 | 0.63 |
| 13 | 255 | 750 | 25 | Grade 1 | 67.285 | 1.5 | 4.45 | 0.54 |
| 14 | 255 | 750 | 27 | Grade 1 | 66.7583 | 1.43 | 4.41 | 0.65 |
| 15 | 255 | 750 | 30 | Grade 1 | 66.915 | 1.43 | 4.47 | 0.53 |
| 16 | 230 | 750 | 25 | Grade 2 | 66.44 | 1.57 | 4.71 | 1.29 |
| 17 | 240 | 750 | 25 | Grade 2 | 66.33 | 1.54 | 4.63 | 1.28 |
| 18 | 255 | 750 | 25 | Grade 2 | 66.37 | 1.56 | 4.77 | 1.25 |
| 19 | 270 | 750 | 25 | Grade 2 | 66.47 | 1.54 | 4.65 | 1.24 |
| 20 | 280 | 750 | 25 | Grade 2 | 66.21 | 1.55 | 4.68 | 1.23 |
| 21 | 255 | 700 | 25 | Grade 2 | 66.3533 | 1.55167 | 4.74167 | 1.228 |
| 22 | 255 | 725 | 25 | Grade 2 | 66.4183 | 1.54833 | 4.73 | 1.16 |
| 23 | 255 | 750 | 25 | Grade 2 | 66.3733 | 1.56 | 4.77667 | 1.21 |
| 24 | 255 | 775 | 25 | Grade 2 | 66.3017 | 1.57167 | 4.80833 | 1.278 |
| 25 | 255 | 800 | 25 | Grade 2 | 66.5067 | 1.55667 | 4.76 | 1.21 |
| 26 | 255 | 750 | 20 | Grade 2 | 66.575 | 1.56667 | 4.67167 | 1.018 |
| 27 | 255 | 750 | 23 | Grade 2 | 66.465 | 1.582 | 4.676 | 1.128 |
| 28 | 255 | 750 | 25 | Grade 2 | 66.3733 | 1.56 | 4.77667 | 1.21 |
| 29 | 255 | 750 | 27 | Grade 2 | 66.345 | 1.585 | 4.71 | 1.24 |
| 30 | 255 | 750 | 30 | Grade 2 | 66.4783 | 1.58667 | 4.69333 | 1.11 |
| 31 | 230 | 750 | 25 | Grade 3 | 67.715 | 1.63 | 5.115 | 0.4 |
| 32 | 240 | 750 | 25 | Grade 3 | 67.515 | 1.686667 | 5.236667 | 0.51 |
| 33 | 255 | 750 | 25 | Grade 3 | 67.515 | 1.686667 | 5.236667 | 0.46 |
| 34 | 270 | 750 | 25 | Grade 3 | 67.605 | 1.641667 | 5.113333 | 0.38 |
| 35 | 280 | 750 | 25 | Grade 3 | 67.525 | 1.68 | 5.235 | 0.51 |
| 36 | 255 | 700 | 25 | Grade 3 | 67.48 | 1.66 | 5.18 | 0.438 |
| 37 | 255 | 725 | 25 | Grade 3 | 67.5583 | 1.615 | 5.10167 | 0.41 |
| 38 | 255 | 750 | 25 | Grade 3 | 67.515 | 1.68667 | 5.23667 | 0.46 |
| 39 | 255 | 775 | 25 | Grade 3 | 67.8467 | 1.60833 | 5.03833 | 0.42 |
| 40 | 255 | 800 | 25 | Grade 3 | 67.525 | 1.68 | 5.235 | 0.39 |
| 41 | 255 | 750 | 20 | Grade 3 | 67.6283 | 1.63833 | 5.065 | 0.346 |
| 42 | 255 | 750 | 23 | Grade 3 | 67.5733 | 1.63833 | 5.10667 | 0.378 |
| 43 | 255 | 750 | 25 | Grade 3 | 67.515 | 1.68667 | 5.23667 | 0.463 |
| 44 | 255 | 750 | 27 | Grade 3 | 67.635 | 1.64167 | 5.13 | 0.413 |
| 45 | 255 | 750 | 30 | Grade 3 | 67.54 | 1.63 | 5.12 | 0.38 |
| Type | Response Surface | Run | 45 | Response Surface Design |
|---|---|---|---|---|
| Design Type | Historical Data | Blocks | No Blocks | |
| Design Model | Quadratic | Build time | 59.3 | |
| Factor | Name | Units | Type | Sub-Type |
| A | Temp | °C | Numeric | continuous |
| B | Speed | RPM | Numeric | continuous |
| C | Feed rate | kg/h | Numeric | continuous |
| D | grade | Categoric | Nominal | |
| Factor | Min | max | Coded | Values |
| A | 230 | 280 | −1 | 1 |
| B | 700 | 800 | −1 | 1 |
| C | 20 | 30 | −1 | 1 |
| D | B | A | ||
| RESPONSE | Name | Obs | Analysis | Model |
| Y1 | L* | 37 | Polynomial | R Linear |
| Y2 | a* | 37 | Polynomial | Quadratic |
| Y3 | b* | 37 | Polynomial | R2 Fi |
| Y4 | dE* | 37 | Polynomial | Quadratic |
| RESPONSE | Min | Max | Mean | Std.Dev |
| Y1 | 66.21 | 68 | 67.02 | 0.5 |
| Y2 | 1.43 | 1.7 | 1.56 | 0.07 |
| Y3 | 4.3 | 5.2 | 4.7 | 0.299 |
| Y4 | 0.22 | 1.3 | 0.7 | 0.36 |
| Tristimulus Values | Processing Factors | F-Statistic Value | Probability Values | R2 | Adjacent R2 | Predicted R2 | Adequate Precision |
|---|---|---|---|---|---|---|---|
| L* | Model | 193.82 | 0.0001 | 0.9463 | 0.9414 | 0.9318 | 34.082 |
| A | 5.21 | 0.029 | |||||
| D | 288.12 | 0.0001 | |||||
| a* | Model | 37.71 | 0.0001 | 0.901 | 0.8771 | 0.8385 | 20.869 |
| A | 0.24 | 0.626 | |||||
| C | 3.46 | 0.073 | |||||
| D | 122.62 | 0.0001 | |||||
| CD | 5.2 | 0.0117 | |||||
| A2 | 3.32 | 0.079 | |||||
| b* | Model | 75.96 | 0.0001 | 0.9245 | 0.9124 | 0.8553 | 23.831 |
| C | 1.05 | 0.3126 | |||||
| D | 185.69 | 0.0001 | |||||
| CD | 2.98 | 0.0654 | |||||
| dE* | Model | 184.47 | 0.0001 | 0.9736 | 0.9683 | 0.9532 | 35.528 |
| C | 10.63 | 0.0028 | |||||
| D | 538.19 | 0.0001 | |||||
| CD | 3.13 | 0.0583 | |||||
| C2 | 21.44 | 0.0001 |
| Response | Regression Model | ||
|---|---|---|---|
| Grade 1 | Grade 2 | Grade 3 | |
| L* | 68.04585 − 3.931478 × 103 × Temp…………………(2) | 67.41030 − 3.93147 × 103 × Temp……….……(6) | 68.59188 − 3.93147 × 103 × Temp…………………………(10) |
| a* | 3.97525 − 0.017160 × Temp − 0.013080 × Feed Rate + 3.399968 × 105 × Temp2…………..…(3) | 3.67696 − 0.017160 × Temp + 1.82759 × 103 × Feed Rate + 3.39996 × 105 × Temp2……………(7) | 3.82467 − 0.017160 × Temp − 6.02931 × 104 × Feed rate + 3.39996 × 103 × Temp2…(11) |
| b* | 5.26525 − 0.031351 × Feed Rate……………(4) | 4.62909 + 3.03966 × 103 × Feed Rate.………………(8) | 5.00853 + 5.54586 × 103 × Feed Rate………………………(12) |
| dE* | −3.68725 + 0.30417 × Feed Rate − 5.409068 × 103 × Feed Rate2…………(5) | −2.44834 + 0.28225 × Feed Rate − 5.409068 × 103 × Feed Rate2……………(9) | −3.04190 + 0.27459 × Feed Rate − 5.409068 × 103 × Feed Rate2………………….…(13) |
| Grade | Process. Parameters | Tristimulus Values | |||||
|---|---|---|---|---|---|---|---|
| Temp | Screw Speed | Feed Rate | L* | a* | b* | dE* | |
| °C | rpm | kg/h | Black/White | Red/Green | Yellow/Blue | Color O.P. | |
| 1 | 250.9 | 750 | 25.16 | 67.15 | 1.48 | 4.47 | 0.54 |
| 2 | 243.56 | 750 | 21.21 | 66.9 | 1.55 | 4.69 | 1.1 |
| 3 | 257.34 | 750 | 24.38 | 67.58 | 1.64 | 5.14 | 0.43 |
| Optimum Processing Values for the Three Grades | ||||||||
|---|---|---|---|---|---|---|---|---|
| Feed Rate Parameter at Fixed Temp and Screw Speed (RPM) | Temp at Fixed RPM and kg/h | Screw Speed at Fixed Temp and Feed Rate | ||||||
| GRADES | Feed Rate | dE* | Feed Rate | dE* | Temp | dE* | Speed | dE* |
| GRADE 1 | 20 | 0.22 | 30 | 0.53 | 270 | 0.4 | 750 | 0.54 |
| GRADE 2 | 20 | 1.08 | 30 | 1.11 | 280 | 1.23 | 725 | 1.16 |
| GRADE 3 | 20 | 0.34 | 30 | 0.38 | 270 | 0.38 | 800 | 0.39 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alsadi, J.; Ismail, R.; Trrad, I. An Integrative Simulation for Mixing Different Polycarbonate Grades with the Same Color: Experimental Analysis and Evaluations. Crystals 2022, 12, 423. https://doi.org/10.3390/cryst12030423
Alsadi J, Ismail R, Trrad I. An Integrative Simulation for Mixing Different Polycarbonate Grades with the Same Color: Experimental Analysis and Evaluations. Crystals. 2022; 12(3):423. https://doi.org/10.3390/cryst12030423
Chicago/Turabian StyleAlsadi, Jamal, Rabah Ismail, and Issam Trrad. 2022. "An Integrative Simulation for Mixing Different Polycarbonate Grades with the Same Color: Experimental Analysis and Evaluations" Crystals 12, no. 3: 423. https://doi.org/10.3390/cryst12030423