

Secondary Cooling Analysis of AZ80Y Magnesium Alloy Slab during DC Casting by Modelling and Verification Based on Experiment
 , ,
, ,
Abstract
:1. Introduction
2. Experiment
2.1. Melting and Casting during DC Process
- (1)
- The ingots of pure Mg and pure Al were melted together in an electrical resistance furnace;
- (2)
- The ingots of pure Zn, Mg-50%Y (mass fraction, the same below) and Mg-80%Mn master alloys were added to the melt at 973 K subsequently;
- (3)
- The melt was kept at the temperature between 953 K and 973 K for 10 min before casting after refinement and purification.
2.2. Temperature Measurement Arrangement during DC Casting
2.3. Water Spray Quenching on Ingot by the DC Secondary Cooling Simulator
2.4. Leidenfrost Boiling Mechanism
3. Numerical Simulation
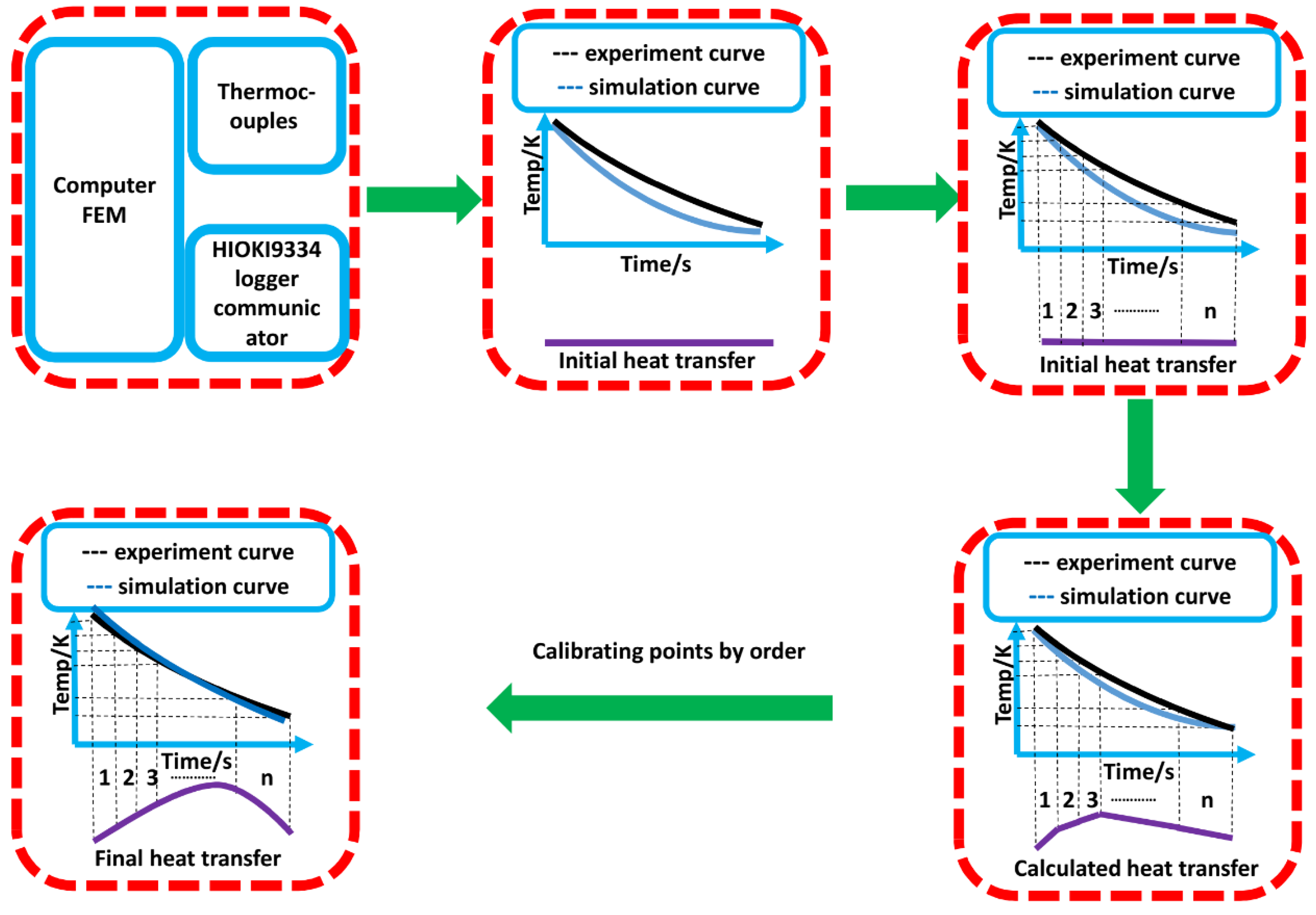
3.1. Heat Transfer Coefficient Calculated by Inverse Method
3.2. Assumptions and Boundary Conditions during Temperature Field Calculation by FVM Method
4. Discussion and Results
4.1. Discussion
4.2. Results
4.2.1. Height of Impingement Zone
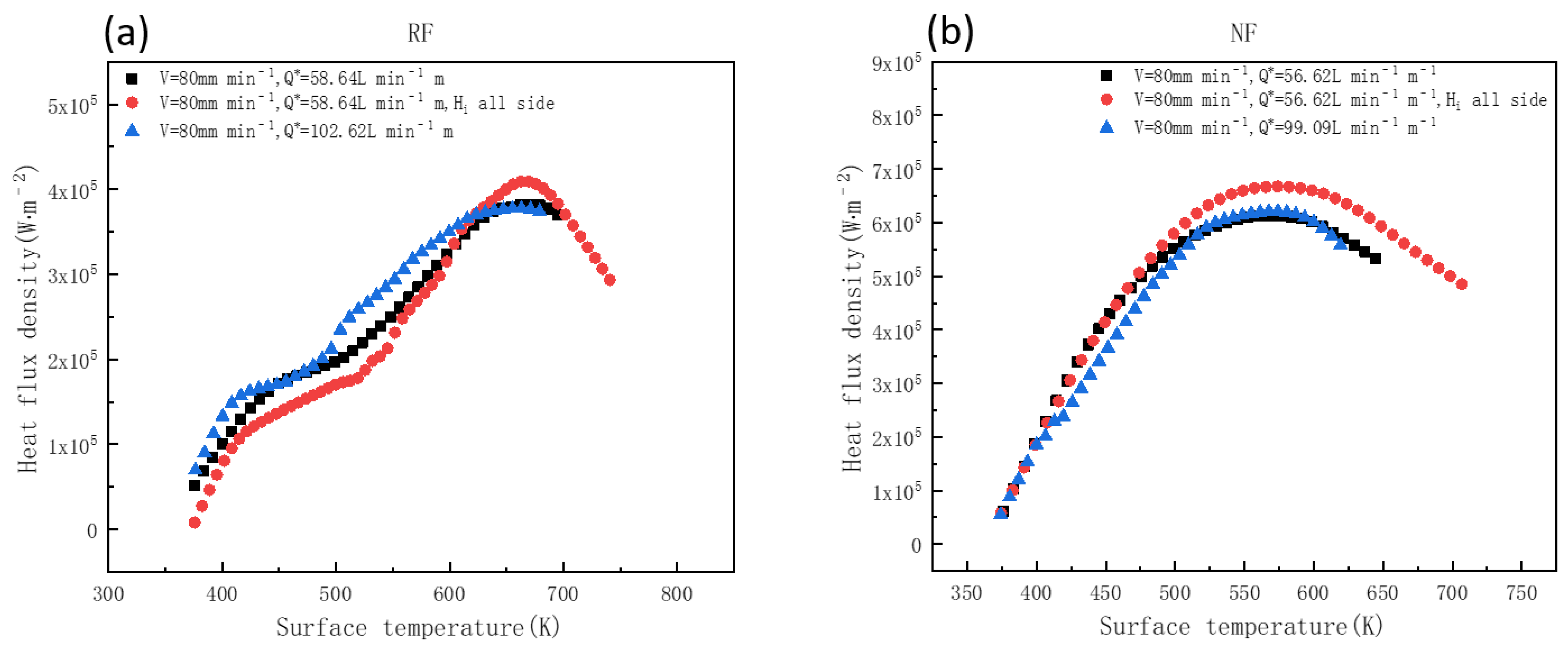
4.2.2. Heat Flux Density of Nucleate Boiling Calculated by Inverse Method
4.2.3. Simplify the Transition Boiling
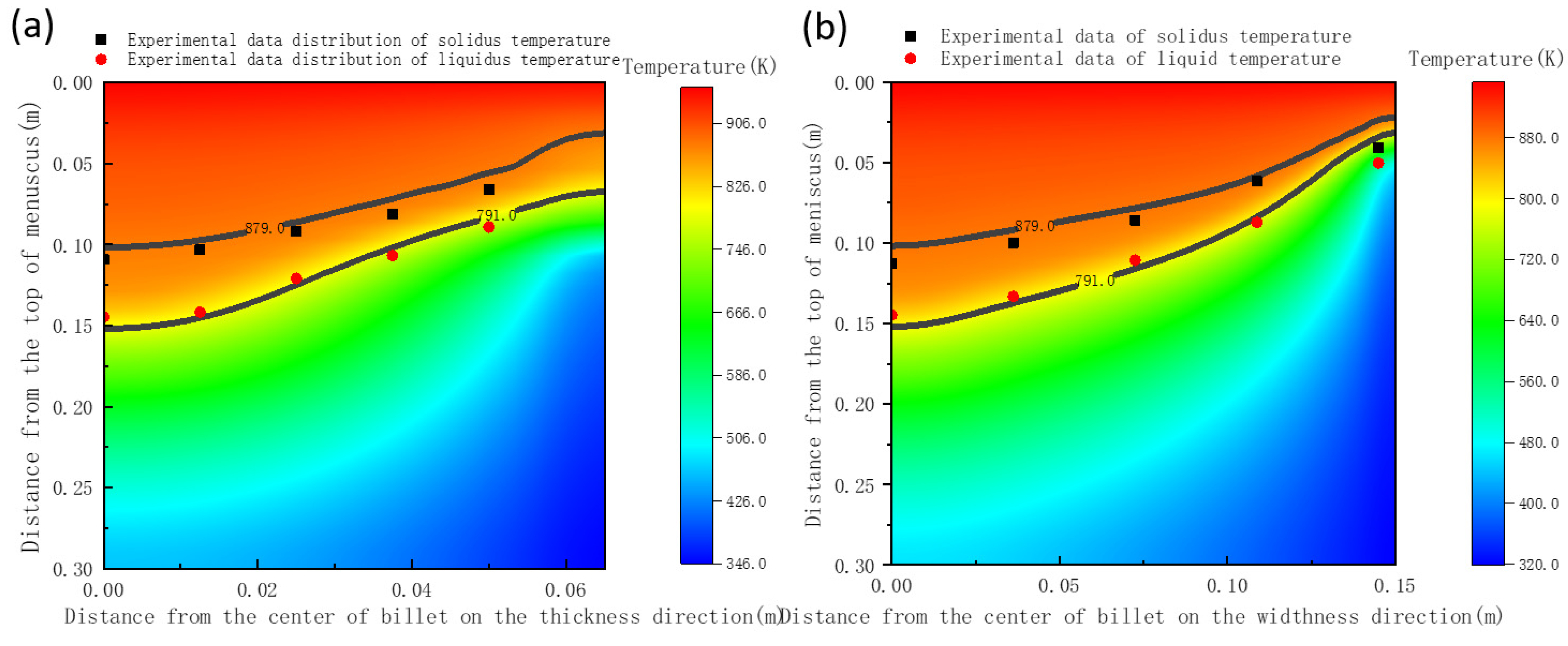
5. Verification and Comparison with Experimental Results by Numerical Method
6. Summary
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Endo, S. Studies on the Prevention of Corrosion of Metallic Magnesium and Magnesium Alloy by Methanol. 1945. Available online: https://www.osti.gov/biblio/5954349 (accessed on 23 September 2022).
- Schwartz, R.T.; Martell, G.M. Mechanical Properties of Magnesium-Alloy Tubing. J. Aeronaut. Sci. 1945, 12, 31–38. [Google Scholar] [CrossRef]
- Cui, Q.; Ohori, K. Grain refinement of an AZ31 magnesium alloy by asymmetric rolling. J. Exp. Educ. 1934, 2, 278–282. [Google Scholar]
- Chen, X.; Wang, H.; Zou, Q.; Le, Q.; Wen, C.; Atrens, A. The influence of heat treatment on discharge and electrochemical properties of Mg-Gd-Zn magnesium anode with long period stacking ordered structure for Mg-air battery. Electrochim. Acta 2020, 367, 137518. [Google Scholar] [CrossRef]
- Chen, X.; Ning, S.; Wang, A.; Le, Q.; Liao, Q.; Jia, Y.; Cheng, C.; Li, X.; Atrens, A.; Yu, F. Microstructure, mechanical properties and corrosion behavior of quasicrystal-reinforced Mg-Zn-Y alloy subjected to dual-frequency ultrasonic field. Corros. Sci. 2019, 163, 108289. [Google Scholar] [CrossRef]
- Bai, Y.; Wei, R.; Le, Q.; Zhang, H. Effect of Start-Up Levels on the Stress–Strain Field and Cracking Tendency during Direct-Chill Casting of Magnesium Alloy AZ80. Adv. Eng. Mater. 2016, 18, 1600–1608. [Google Scholar] [CrossRef]
- Chen, X.; Jia, Y.; Le, Q.; Ning, S.; Li, X.; Yu, F. The interaction between in situ grain refiner and ultrasonic treatment and its influence on the mechanical properties of Mg–Sm–Al magnesium alloy. J. Mater. Res. Technol. 2020, 9, 9262–9270. [Google Scholar] [CrossRef]
- Sengupta, J.; Cockcroft, S.L.; Maijer, D.; Wells, M.A.; Larouche, A. The effect of water ejection and water incursion on the evolution of thermal field during the start-up phase of the direct chill casting process. J. Light Met. 2002, 2, 137–148. [Google Scholar] [CrossRef]
- Hu, W.; Le, Q.; Zhang, Z.; Bao, L.; Liu, X.; Shao, Z.; Cui, J. The effect of low frequency-electromagnetic field on temperature field and microstructure during magnesium slab casting process. Cast Met. 2016, 29, 228–235. [Google Scholar] [CrossRef]
- Combeau, H.; Zalonik, M.; Bedel, M. Predictive Capabilities of Multiphysics and Multiscale Models in Modeling Solidification of Steel Ingots and DC Casting of Aluminum. JOM 2018, 68, 2198–2206. [Google Scholar] [CrossRef] [Green Version]
- Jensen E, K. “Mathematical Model Calculations in Level Pour, D.C. Casting of Aluminum Extrusion Ingots”, Light Metals 1980; The Minerals, Metals and Materials Society: Warrendale, PA, USA, 1980; pp. 631–642. [Google Scholar]
- Bao, L.; Zhang, Z.Q.; Le, Q.C.; Ru, L.-I.; Cui, J.-Z. Heat transfer behavior of AZ80–1%Y alloy during low-frequency electromagnetic casting. Trans. Nonferrous Met. Soc. China 2015, 25, 3618–3624. [Google Scholar] [CrossRef]
- Lu, E.H.; Maijer, D.M.; Hao, H.; Sediako, D. A Mathematical Model of Heat Transfer and Fluid Flow in the Direct Chill Casting of AZ31 Magnesium Billets//Magnesium Technology 2005; Department of Materials Engineering, The University of British Columbia: Vancouver, BC, Canada, 2005. [Google Scholar]
- Sengupta, J.; Cockcroft, S.L.; Weckman, D.M.; Larouche, A. Quantification of temperature, stress, and strain fields during the start-up phase of direct chill casting process by using a 3D fully coupled thermal and stress model for AA5182 ingots. Mater. Sci. Eng. A Struct. Mater. 2005, 397, 157–177. [Google Scholar] [CrossRef]
- Drezet, J.M.; Rappaz, M.; Carrupt, B.; Plata, M. Experimental investigation of thermomechanical effects during direct chill and electromagnetic casting of aluminum alloys. Metall. Mater. Trans. B 1995, 26, 821–829. [Google Scholar] [CrossRef]
- Podowski, M.Z.; Alajbegovic, A.; Kurul, N.; Dreaw, D.A.; Lahey, R.T., Jr. Mechanistic modeling of CHF in forced-convection subcooled boiling. Off. Sci. Tech. Inform. Tech. Rep. 1997, 30, 30035947. [Google Scholar]
- Etienne, C. Secondary Cooling in the Direct-Chill Casting of Light Metals; University of British Columbia: Vancouver, BC, Canada, 2008. [Google Scholar]
- Weckman, D.C. A numerical simulation of the D.C. continuous casting process including nucleate boiling heat transfer. Metall. Mater. Trans. B 1982, 13, 593–602. [Google Scholar] [CrossRef]
- Rohsenow, W.M. Heat Transfer with Boiling. In Developments in Heat Transfer; The M.I.T. Press: Cambridge, MA, USA, 1964; pp. 169–260. [Google Scholar]
- Rohsenow, W.M. Heat Transfer with Boiling. In Modem Developments in Heat Transfer; Ibele, W., Ed.; Academic Press: New York, NY, USA, 1963; pp. 85–158. [Google Scholar]
- Rohsenow, W.M. Boiling. In Handbook of Heat Transfer; Rohsenow, W.M., Hamett, J.P., Eds.; McGraw-Hill Book Comp.: New York, NY, USA, 1973; pp. 13–133 to 13–74. [Google Scholar]
- Caron, E.; Wells, M.A. Secondary Cooling in the Direct-Chill Casting of Magnesium Alloy AZ31. Metall. Mater. Trans. B 2009, 40, 585–595. [Google Scholar] [CrossRef]
- Rohsenow, W.M. Heat Exchangers—Theory and Practice. Nucl. Technol. 1984, 65, 170–171. [Google Scholar] [CrossRef]
- Grandfield, J.F.; Hoadley, A.; Instone, S. Water Cooling in Direct Chill Casting: Part 1, Boiling Theory and Control. In Proceedings of the Technical Session on Light Metals Held at the TMS Annual Meeting 1997, Orlando, FL, USA, 9–13 February 1997. [Google Scholar]
- Li, D. Boiling Water Heat Transfer Study during DC Casting of Aluminum Alloys. Master’s Thesis, University of British Columbia, Vancouver, BC, Canada, 1961. [Google Scholar]
- Wells, M.A.; Li, D.; Cockcroft, S.L. Influence of surface morphology, water flow rate, and sample thermal history on the boiling-water heat transfer during direct-chill casting of commercial aluminum alloys. Metall. Mater. Trans. B 2001, 32, 929. [Google Scholar] [CrossRef]
- Sengupta, J.; Thomas, B.G.; Wells, M.A. Understanding the role water-cooling plays during continuous casting of steel and aluminum alloys. Metall. Sci. Technol. 2004, 2, 179–193. [Google Scholar]
- Caron, E.J.F.R.; Wells, M.A. Effect of Advanced Cooling Front (ACF) Phenomena on Film Boiling and Transition Boiling Regimes in the Secondary Cooling Zone during the Direct-Chill Casting of Aluminum Alloys. Mater. Sci. Forum 2006, 519–521, 1687–1692. [Google Scholar] [CrossRef]
- Brimacombe, J.K.; Agarwal, P.K.; Hibbins, S.; Prabhakar, B.; Baptista, L.A. Continuous Casting Vol. II: Heat Flow, Solidflcation and Crack Formation; Iron and Steel Society of AIME: Warrendale, PA, USA, 1984; pp. 109–123. [Google Scholar]
- Mok, J. Application of the Modified Equivalent Specific Method to the Phase Change Heat Transfer. Trans. Korean Soc. Mech. Eng. B 2005, 29, 814–819. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Zn | Mn | Y | Mg |
|---|---|---|---|---|---|
| Nominal composition | 8.0 | 0.7 | 0.48 | 1 | Bal. |
| Withdrawal Speed V/mm/min | Q* atRF L min−1 m−1 | Q* atNF L min−1 m−1 | PF (Heat Insulation Film) | Tp K |
|---|---|---|---|---|
| 80 | 58.64 | 56.62 | All surface | 923 |
| 80 | 102.62 | 99.09 | None | |
| 80 | 58.64 | 56.62 | None |
| Tchf RF(K) | Tchf NF(K) | V (mm min−1) | Q*, RF (L min−1 m−1) | Q*, NF (L min−1 m−1) | Hi |
|---|---|---|---|---|---|
| 670.91 | 567.83 | 80 | 58.64 | 56.62 | None |
| 669.25 | 573.82 | 80 | 58.64 | 56.62 | RF, NF |
| 663.18 | 574.18 | 80 | 102.62 | 99.09 | None |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hou, J.; Le, Q.; Chen, X.; Hu, W.; Ning, F.; Guo, R.; Yu, X.; Fu, L. Secondary Cooling Analysis of AZ80Y Magnesium Alloy Slab during DC Casting by Modelling and Verification Based on Experiment. Crystals 2022, 12, 1515. https://doi.org/10.3390/cryst12111515
Hou J, Le Q, Chen X, Hu W, Ning F, Guo R, Yu X, Fu L. Secondary Cooling Analysis of AZ80Y Magnesium Alloy Slab during DC Casting by Modelling and Verification Based on Experiment. Crystals. 2022; 12(11):1515. https://doi.org/10.3390/cryst12111515
Chicago/Turabian StyleHou, Jian, Qichi Le, Xingrui Chen, Wenyi Hu, Fangkun Ning, Ruizhen Guo, Xiaoqiang Yu, and Li Fu. 2022. "Secondary Cooling Analysis of AZ80Y Magnesium Alloy Slab during DC Casting by Modelling and Verification Based on Experiment" Crystals 12, no. 11: 1515. https://doi.org/10.3390/cryst12111515