
Control of Crystallographic Texture and Mechanical Properties of Hastelloy-X via Laser Powder Bed Fusion

 , ,
, ,  , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication of Hastelloy-X Samples via LPBF Process
2.2. Microstructure Characterization
2.3. Mechanical Property Tests
3. Results
3.1. Microstructure Characterization
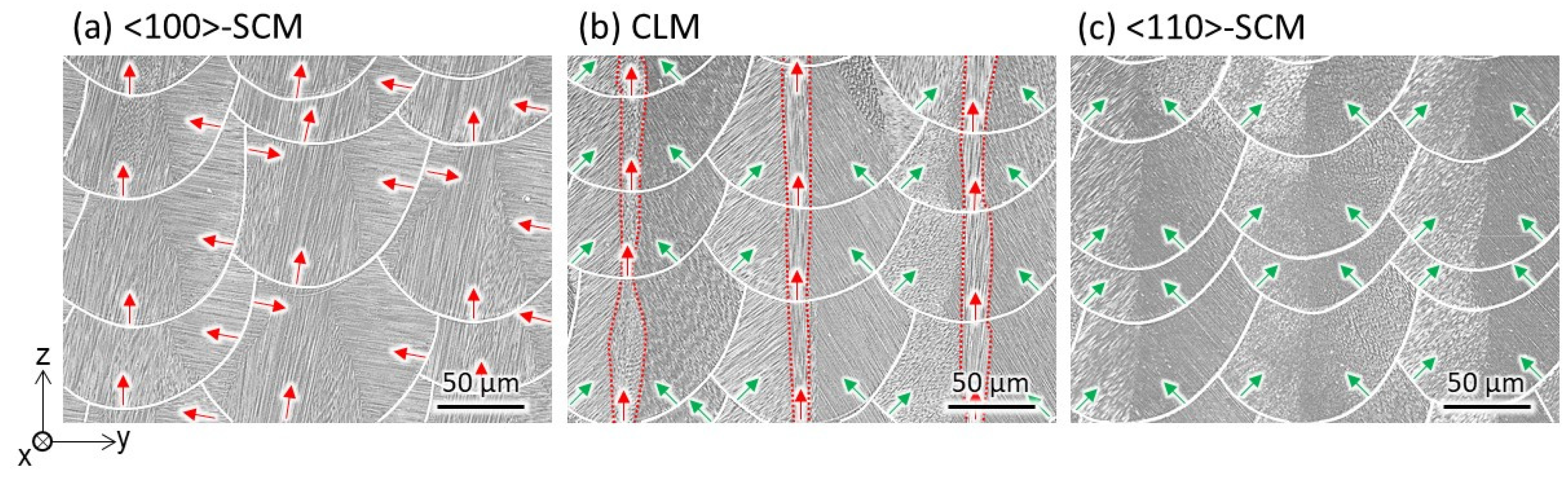
- (A)
- <100>-SCM has a crystallographic texture in which <100> orients in the x, y, and z directions.
- (B)
- CLM contains alternating layers of <110>//BD oriented main layers and <001>//BD oriented sub-layers. The period of lamellar structure is 0.08–0.10 mm, corresponding to the hatch distance.
- (C)
- <110>-SCM contains crystallographic textures with <110> orientation in the y and z directions, and <100> orientation in the x direction.
- (D)
- PCM has a randomized crystallographic orientation, and contains smaller and less elongated grains compared to the other microstructures.
3.2. Effect of Crystallographic Texture on the Young’s Modulus
3.3. Impact of Crystallographic Textures on Tensile Properties
4. Discussion
4.1. Microstructure Evolution during LPBF
4.2. Expectations for the Crystallographic Textures on Mechanical and Oxidation Properties
5. Conclusions
- (1)
- Among a wide range of process parameters, dense samples were obtained at a volumetric energy density of 35–95 J/mm3. They were classified into four groups, <100>-SCM, CLM, <110>-SCM, and PCM, based on the crystallographic textures.
- (2)
- The Young’s modulus of the samples constructed via the LPBF process showed anisotropy close to the theoretical value depending on the degree of orientation. It was suggested that the desired mechanical properties could be obtained by controlling the process parameters.
- (3)
- The tensile properties were affected not only by the SF, but also by the grain size and the presence of grain boundaries (lamellar boundaries). PCM with smaller grains showed a higher 0.2% proof stress than the other groups. Grain boundaries at the interface between the <110>//BD main layers and the <100>//BD sub-layers of CLM played a role in the resistance to slip transmission and contributed to the increase in proof stress.
- (4)
- By controlling the radius of curvature at the bottom of the melt pool using the process parameters, it is possible to control a wide range of microstructures, including <100>-SCM, <110>-SCM, and CLM, which is a microstructure uniquely obtained via the LPBF process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Plocher, J.; Panesar, A. Review on design and structural optimisation in additive manufacturing: Towards next-generation lightweight structures. Mater. Des. 2019, 183, 108164. [Google Scholar] [CrossRef]
- Bai, L.; Gong, C.; Chen, X.H.; Sun, Y.X.; Zhang, J.F.; Cai, L.C.; Zhu, S.Y.; Xie, S.Q. Additive manufacturing of customized metallic orthopedic implants: Materials, structures, and surface modifications. Metals 2019, 9, 1004. [Google Scholar] [CrossRef] [Green Version]
- Wang, P.; Li, X.W.; Jiang, Y.; Nai, M.L.S.; Ding, J.; Wei, J. Electron beam melted heterogeneously porous microlattices for metallic bone applications: Design and investigations of boundary and edge effects. Addit. Manuf. 2020, 36, 101566. [Google Scholar] [CrossRef]
- Ikeo, N.; Fukuda, H.; Matsugaki, A.; Inoue, T.; Serizawa, A.; Matsuzaka, T.; Ishimoto, T.; Ozasa, R.; Gokcekaya, O.; Nakano, T. 3D puzzle in cube pattern for anisotropic/isotropic mechanical control of structure fabricated by metal additive manufacturing. Crystals 2021, 11, 959. [Google Scholar] [CrossRef]
- Mower, T.M.; Long, M.J. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]
- Garibaldi, M.; Ashcroft, I.; Simonelli, M.; Hague, R. Metallurgy of high-silicon steel parts produced using selective laser melting. Acta Mater. 2016, 110, 207–216. [Google Scholar] [CrossRef]
- Stornelli, G.; Faba, A.; di Schino, A.; Folgarait, P.; Ridolfi, M.; Cardelli, E.; Montanari, R. Properties of additively manufactured electric steel powder cores with increased Si content. Materials 2021, 14, 1489–1506. [Google Scholar] [CrossRef]
- Tsutsumi, Y.; Ishimoto, T.; Oishi, T.; Manaka, T.; Chen, P.; Ashida, M.; Doi, K.; Katayama, H.; Hanawa, T.; Nakano, T. Crystallographic texture- and grain boundary density-independent improvement of corrosion resistance in austenitic 316L stainless steel fabricated via laser powder bed fusion. Addit. Manuf. 2021, 45, 102066. [Google Scholar] [CrossRef]
- Ishimoto, T.; Wu, S.; Ito, Y.; Sun, S.-H.; Amano, H.; Nakano, T. Crystallographic orientation control of 316L austenitic stainless steel via selective laser melting. ISIJ Int. 2019, 60, 1758–1764. [Google Scholar] [CrossRef] [Green Version]
- Liu, M.; Wada, T.; Suzuki, A.; Takata, N.; Kobashi, M.; Kato, M. Effect of annealing on anisotropic tensile properties of Al-12%Si alloy fabricated by laser powder bed fusion. Crystals 2020, 10, 1007. [Google Scholar] [CrossRef]
- Takase, A.; Ishimoto, T.; Suganuma, R.; Nakano, T. Lattice distortion in selective laser melting (SLM)-manufactured unstable β-type Ti-15Mo-5Zr-3Al alloy analyzed by high-precision X-ray diffractometry. Scr. Mater. 2021, 201, 113953. [Google Scholar] [CrossRef]
- Takase, A.; Ishimoto, T.; Suganuma, R.; Nakano, T. Surface residual stress and phase stability in unstable β-type Ti-15Mo-5Zr-3Al alloy manufactured by laser and electron beam powder bed fusion technologies. Addit. Manuf. 2021, 47, 102257. [Google Scholar] [CrossRef]
- Takase, A.; Ishimoto, T.; Morita, N.; Ikeo, N.; Nakano, T. Comparison of phase characteristics and residual stresses in Ti-6Al-4V alloy manufactured by laser powder bed fusion (L-PBF) and electron beam powder bed fusion (EB-PBF) techniques. Crystals 2021, 11, 796. [Google Scholar] [CrossRef]
- Tian, Z.H.; Zhang, C.Q.; Wang, D.Y.; Liu, W.; Fang, X.Y.; Wellmann, D.; Zhao, Y.T.; Tian, Y.T. A Review on laser powder bed fusion of Inconel 625 Nickel-based alloy. Appl. Sci. 2020, 10, 81. [Google Scholar] [CrossRef] [Green Version]
- Hosseini, E.; Popovich, V.A. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Ishimoto, T.; Ozasa, R.; Nakano, K.; Weinmann, M.; Schnitter, C.; Stenzel, M.; Matsugaki, A.; Nagase, T.; Matsuzaka, T.; Todai, M.; et al. Development of TiNbTaZrMo bio-high entropy alloy (BioHEA) super-solid solution by selective laser melting, and its improved mechanical property and biocompatibility. Scr. Mater. 2021, 194, 113658. [Google Scholar] [CrossRef]
- Ikeda, T.; Yonehara, M.; Ikeshoji, T.T.; Nobuki, T.; Hatate, M.; Kuwabara, K.; Otsubo, Y.; Kyogoku, H. Influences of process parameters on the microstructure and mechanical properties of CoCrFeNiTi based high-entropy alloy in a laser powder bed fusion process. Crystals 2021, 11, 549. [Google Scholar] [CrossRef]
- Liu, H.S.; Jiang, Q.; Huo, J.T.; Zhang, Y.; Yang, W.M.; Li, X.P. Crystallization in additive manufacturing of metallic glasses: A review. Addit. Manuf. 2020, 36, 101568. [Google Scholar] [CrossRef]
- Cho, K.; Kawabata, H.; Hayashi, T.; Yasuda, H.; Nakashima, H.; Takeyama, M.; Nakano, T. Peculiar microstructural evolution and tensile properties of β-containing γ-TiAl alloys fabricated by electron beam melting. Addit. Manuf. 2021, 46, 102091. [Google Scholar]
- Hagihara, K.; Ishimoto, T.; Suzuki, M.; Ozasa, R.; Matsugaki, A.; Wang, P.; Nakano, T. Factor which governs the feature of texture developed during additive manufacturing; clarified from the study on hexagonal C40-NbSi2. Scr. Mater. 2021, 203, 114111. [Google Scholar] [CrossRef]
- Nie, P.L.; Ojo, O.A.; Li, Z.G. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Ishimoto, T.; Hagihara, K.; Hisamoto, K.; Sun, S.H.; Nakano, T. Crystallographic texture control of beta-type Ti-15Mo-5Zr-3Al alloy by selective laser melting for the development of novel implants with a biocompatible low Young’s modulus. Scr. Mater. 2017, 132, 34–38. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Sun, S.H.; Ishimoto, T.; Hagihara, K.; Tsutsumi, Y.; Hanawa, T.; Nakano, T. Excellent mechanical and corrosion properties of austenitic stainless steel with a unique crystallographic lamellar microstructure via selective laser melting. Scr. Mater. 2019, 159, 89–93. [Google Scholar] [CrossRef]
- Sun, S.H.; Hagihara, K.; Nakano, T. Effect of scanning strategy on texture formation in Ni-25 at.% Mo alloys fabricated by selective laser melting. Mater. Des. 2018, 140, 307–316. [Google Scholar] [CrossRef]
- Gokcekaya, O.; Ishimoto, T.; Hibino, S.; Yasutomi, J.; Narushima, T.; Nakano, T. Unique crystallographic texture formation in Inconel 718 by laser powder bed fusion and its effect on mechanical anisotropy. Acta Mater. 2021, 212, 116876. [Google Scholar] [CrossRef]
- Gokcekaya, O.; Ishimoto, T.; Todo, T.; Suganuma, R.; Fukushima, R.; Narushima, T.; Nakano, T. Effect of scan length on densification and crystallographic texture formation of pure chromium fabricated by laser powder bed fusion. Crystals 2021, 11, 9. [Google Scholar] [CrossRef]
- Tomus, D.; Tian, Y.; Rometsch, P.A.; Heilmaier, M.; Wu, X.H. Influence of post heat treatments on anisotropy of mechanical behaviour and microstructure of Hastelloy-X parts produced by selective laser melting. Mater. Sci. Eng. A 2016, 667, 42–53. [Google Scholar] [CrossRef]
- Kanagarajah, P.; Brenne, F.; Niendorf, T.; Maier, H.J. Inconel 939 processed by selective laser melting: Effect of microstructure and temperature on the mechanical properties under static and cyclic loading. Mater. Sci. Eng. A 2013, 588, 188–195. [Google Scholar] [CrossRef]
- HASTELLOY® X Alloy. Available online: https://www.haynesintl.com/alloys/alloy-portfolio_/High-temperature-Alloys/HASTELLOY-X-alloy (accessed on 25 July 2021).
- Paulonis, F.D.; Schirra, J.J. Alloy 718 at Pratt & Whitney: Historical Perspective and Future Challenges. In International Symposium on Superalloys 718, 625, 706 and Various Derivatives, Pittsburgh, PA, USA, 17–20 June 2001; The Minerals, Metals & Materials Society (TMS): Pittsburgh, PA, USA, 2001; pp. 13–23. [Google Scholar]
- Versnyde, F.; Shank, M.E. Development of columner grain and single crystal high temperature materials through directional solidification. Mater. Sci. Eng. 1970, 6, 213–247. [Google Scholar] [CrossRef]
- Esmaeilizadeh, E.; Keshavarzkermani, A.; Ali, U.; Mahmoodkhani, Y.; Behravesh, B.; Jahed, H.; Bonakdar, A.; Toyserkani, E. Customizing mechanical properties of additively manufactured Hastelloy X parts by adjusting laser scanning speed. J. Alloy. Compd. 2020, 812, 152097. [Google Scholar] [CrossRef]
- Esmaeilizadeh, R.; Keshavarzkermani, A.; Ali, U.; Behravesh, B.; Bonakdar, A.; Jahed, H.; Toyserkani, E. On the effect of laser powder-bed fusion process parameters on quasi-static and fatigue behaviour of Hastelloy X: A microstructure/defect interaction study. Addit. Manuf. 2021, 38, 101805. [Google Scholar] [CrossRef]
- Wang, H.; Chen, L.; Dovgyy, B.; Xu, W.Y.; Sha, A.X.; Li, X.W.; Tang, H.P.; Liu, Y.; Wu, H.; Pham, M.S. Micro-cracking, microstructure and mechanical properties of Hastelloy-X alloy printed by laser powder bed fusion: As-built, annealed and hot-isostatic pressed. Addit. Manuf. 2021, 39, 101853. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.L.; Liu, Z.Z.; Bautmans, L.; Nardone, S.; Ji, G.; Kruth, J.P.; Van Humbeeck, J.; Vanmeensel, K. Effect of temperature on the microstructure and tensile properties of micro-crack free Hastelloy X produced by selective laser melting. Addit. Manuf. 2020, 31, 100995. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Esmaeilizadeh, R.; Enrique, P.D.; Asgari, H.; Zhou, N.R.Y.; Bonakdar, A.; Toyserkani, E. Static recrystallization impact on grain structure and mechanical properties of heat-treated Hastelloy X produced via laser powder-bed fusion. Mater. Charact. 2021, 173, 110969. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of micro-cracking in nickel superalloys processed by Selective Laser Melting: A fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef] [Green Version]
- Tomus, D.; Rometsch, P.A.; Heilmaier, M.; Wu, X.H. Effect of minor alloying elements on crack-formation characteristics of Hastelloy-X manufactured by selective laser melting. Addit. Manuf. 2017, 16, 65–72. [Google Scholar] [CrossRef]
- Han, Q.Q.; Mertens, R.; Montero-Sistiaga, M.L.; Yang, S.F.; Setchi, R.; Vanmeensel, K.; Van Hooreweder, B.; Evans, S.L.; Fan, H.Y. Laser powder bed fusion of Hastelloy X: Effects of hot isostatic pressing and the hot cracking mechanism. Mater. Sci. Eng. A 2018, 732, 228–239. [Google Scholar] [CrossRef]
- Marchese, G.; Basile, G.; Bassini, E.; Aversa, A.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Study of the microstructure and cracking mechanisms of Hastelloy X produced by laser powder bed fusion. Materials 2018, 11, 106. [Google Scholar] [CrossRef] [Green Version]
- Han, Q.Q.; Gu, Y.C.; Setchi, R.; Lacan, F.; Johnston, R.; Evans, S.L.; Yang, S.F. Additive manufacturing of high-strength crack-free Ni-based Hastelloy X superalloy. Addit. Manuf. 2019, 30, 100919. [Google Scholar] [CrossRef]
- Guraya, T.; Singamneni, S.; Chen, Z.W. Microstructure formed during selective laser melting of IN738LC in keyhole mode. J. Alloy. Compd. 2019, 792, 151–160. [Google Scholar] [CrossRef]
- Canistraro, H.A.; Jordan, E.H.; Shi, S.X.; Favrow, L.H.; Reed, F.A. Elastic constants of single crystal Hastelloy X at elevated temperatures. J. Eng. Mater. Technol. 1998, 120, 242–247. [Google Scholar] [CrossRef]
- Voigt, W. Ueber die Beziehung zwischen den beiden Elasticitätsconstanten isotroper Körper. Ann. Der Phys. 1889, 274, 573–587. [Google Scholar] [CrossRef] [Green Version]
- Reuss, A. Account of the liquid limit of mixed crystals on the basis of the plasticity condition for single crystal. Z. Fur Angew. Math. Mech. 1929, 9, 49–58. [Google Scholar] [CrossRef]
- Hill, R. The elastic behaviour of a crystalline aggregate. Proc. Phys. Soc. A 1952, 65, 349–355. [Google Scholar] [CrossRef]
- Ishimoto, T.; Hagihara, K.; Hisamoto, K.; Nakano, T. Stability of crystallographic texture in laser powder bed fusion: Understanding the competition of crystal growth using a single crystalline seed. Addit. Manuf. 2021, 43, 102004. [Google Scholar] [CrossRef]
- Takeuchi, T. Work-hardening of copper single-crystals with multiple glide orientations. Trans. Jpn. Inst. Met. 1975, 16, 629–640. [Google Scholar] [CrossRef] [Green Version]
- Luis, Z.-R.; Alexander, S.; Tomas, O.; Nicolas, B.; Nathan, B.; Rodrigo, F.; Vasily, B. Metal Hardening in Atomistic Detail. 2019. Available online: https://www.researchgate.net/publication/335651166 (accessed on 9 August 2021).
- Zhang, L.; Zhao, L.G.; Roy, A.; Silberschmidt, V.V.; McColvin, G. Low-cycle fatigue of single crystal nickel-based superalloy mechanical testing and TEM characterisation. Mater. Sci. Eng. A 2019, 744, 538–547. [Google Scholar] [CrossRef]
- Gokcekaya, O.; Hayashi, N.; Ishimoto, T.; Ueda, K.; Narushima, T.; Nakano, T. Crystallographic orientation control of pure chromium via laser powder bed fusion and improved high temperature oxidation resistance. Addit. Manuf. 2020, 36, 101624. [Google Scholar] [CrossRef]
- Livingston, J.D.; Chalmers, B. Multiple slip in bicrystal deformation. Acta Metall. 1957, 5, 322–327. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Fe | Mo | W | Co | C | Si | Mn | B | O | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Composition (mass%) | Bal. | 20.93 | 17.89 | 8.73 | 0.84 | 1.46 | 0.01 | 0.18 | 0.01 | <0.003 | 0.019 | 0.009 |
| Microstructure Type | 0.2% Proof Stress [MPa] | Ultimate Tensile Stress [MPa] | Plastic Elongation [%] |
|---|---|---|---|
| <100>-SCM | 419.2 ± 3.5 | 582.1 ± 10.7 | 36.8 ± 0.3 |
| CLM | 434.1 ± 12.2 | 604.8 ± 22.4 | 56.8 ± 1.8 |
| <110>-SCM | 419.9 ± 13.5 | 563.8 ± 23.4 | 49.6 ± 0.05 |
| PCM | 493.1 ± 13.3 | 683.8 ± 21.2 | 39.6 ± 1.5 |
| Castings (AMS5390) | >240 | >379 | >8 |
| Sheets (ASTM B435-06) | >240 | >655 | >35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hibino, S.; Todo, T.; Ishimoto, T.; Gokcekaya, O.; Koizumi, Y.; Igashira, K.; Nakano, T. Control of Crystallographic Texture and Mechanical Properties of Hastelloy-X via Laser Powder Bed Fusion. Crystals 2021, 11, 1064. https://doi.org/10.3390/cryst11091064
Hibino S, Todo T, Ishimoto T, Gokcekaya O, Koizumi Y, Igashira K, Nakano T. Control of Crystallographic Texture and Mechanical Properties of Hastelloy-X via Laser Powder Bed Fusion. Crystals. 2021; 11(9):1064. https://doi.org/10.3390/cryst11091064
Chicago/Turabian StyleHibino, Shinya, Tsubasa Todo, Takuya Ishimoto, Ozkan Gokcekaya, Yuichiro Koizumi, Kenichiroh Igashira, and Takayoshi Nakano. 2021. "Control of Crystallographic Texture and Mechanical Properties of Hastelloy-X via Laser Powder Bed Fusion" Crystals 11, no. 9: 1064. https://doi.org/10.3390/cryst11091064