
Simulation of the Refining Process of Ultra-Low Carbon (ULC) Steel


Abstract
:1. Introduction
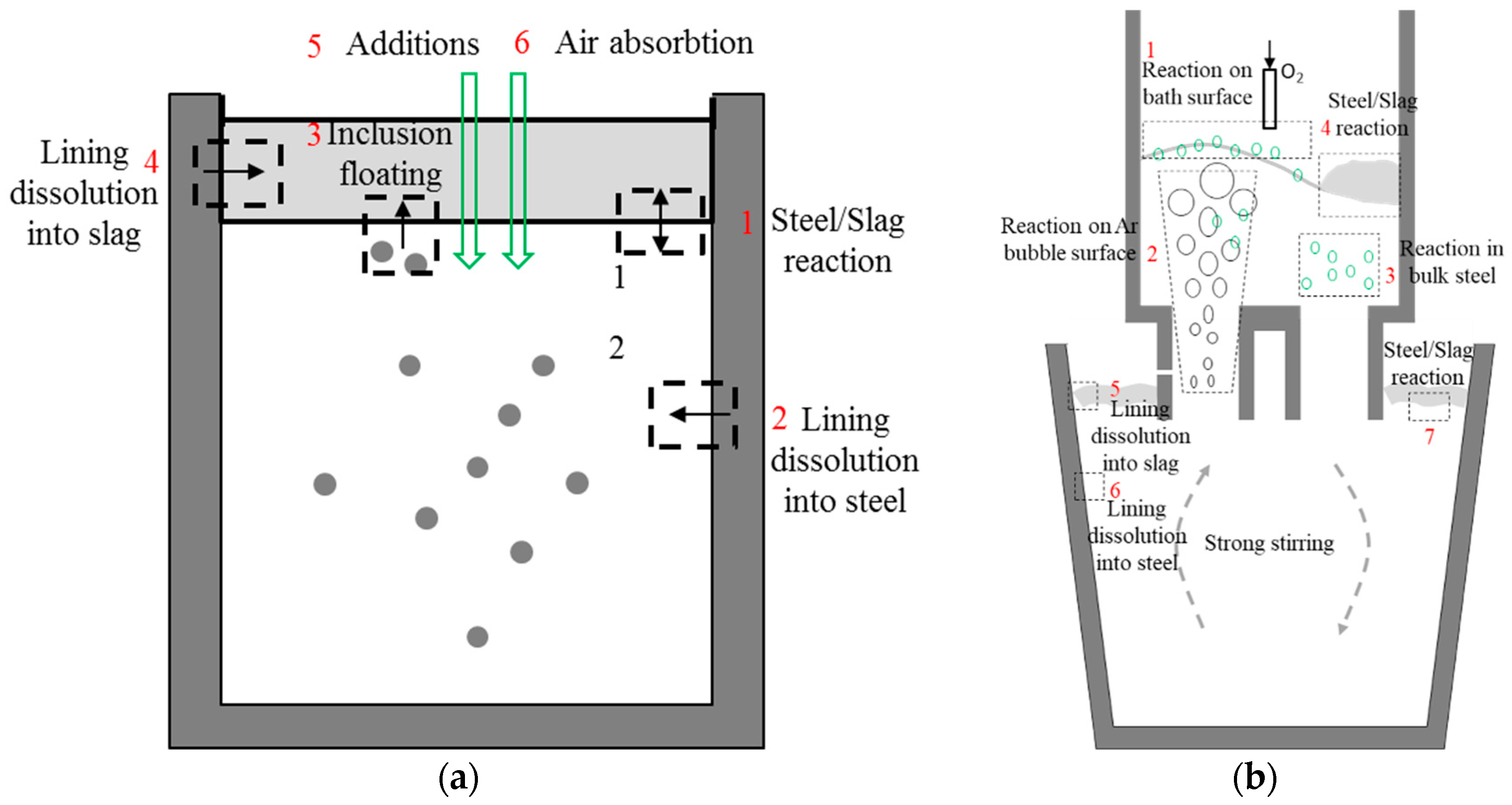
2. Model Description
3. Simulation of the Refining Process of ULC Steel
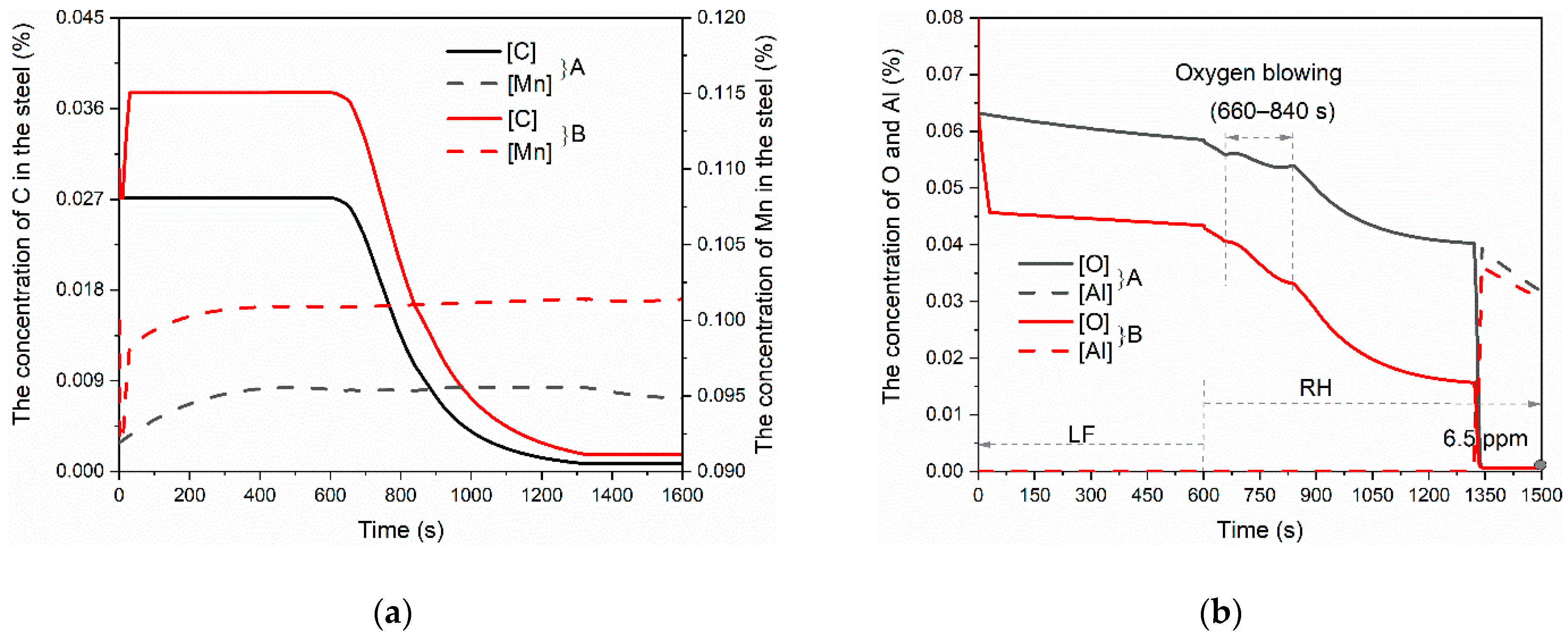
3.1. Influence of Pre-Deoxidation by Carbon
- Al deoxidizer can be replaced by pre-deoxidation carbon in the same mass to obtain similar deoxidation significance and final [Al] concentration. This indicates that, for deoxidation, it can be reduced.
- The final [C] concentration increased, which means the added mass of carbon for pre-deoxidation was limited by the required C content of UCL steel.
- The Fe loss and alloy (such as Si and Mn) loss due to the oxidation was reduced.
- The liquid slag amount was decreased, which lowers the risk of slag line erosion [25].
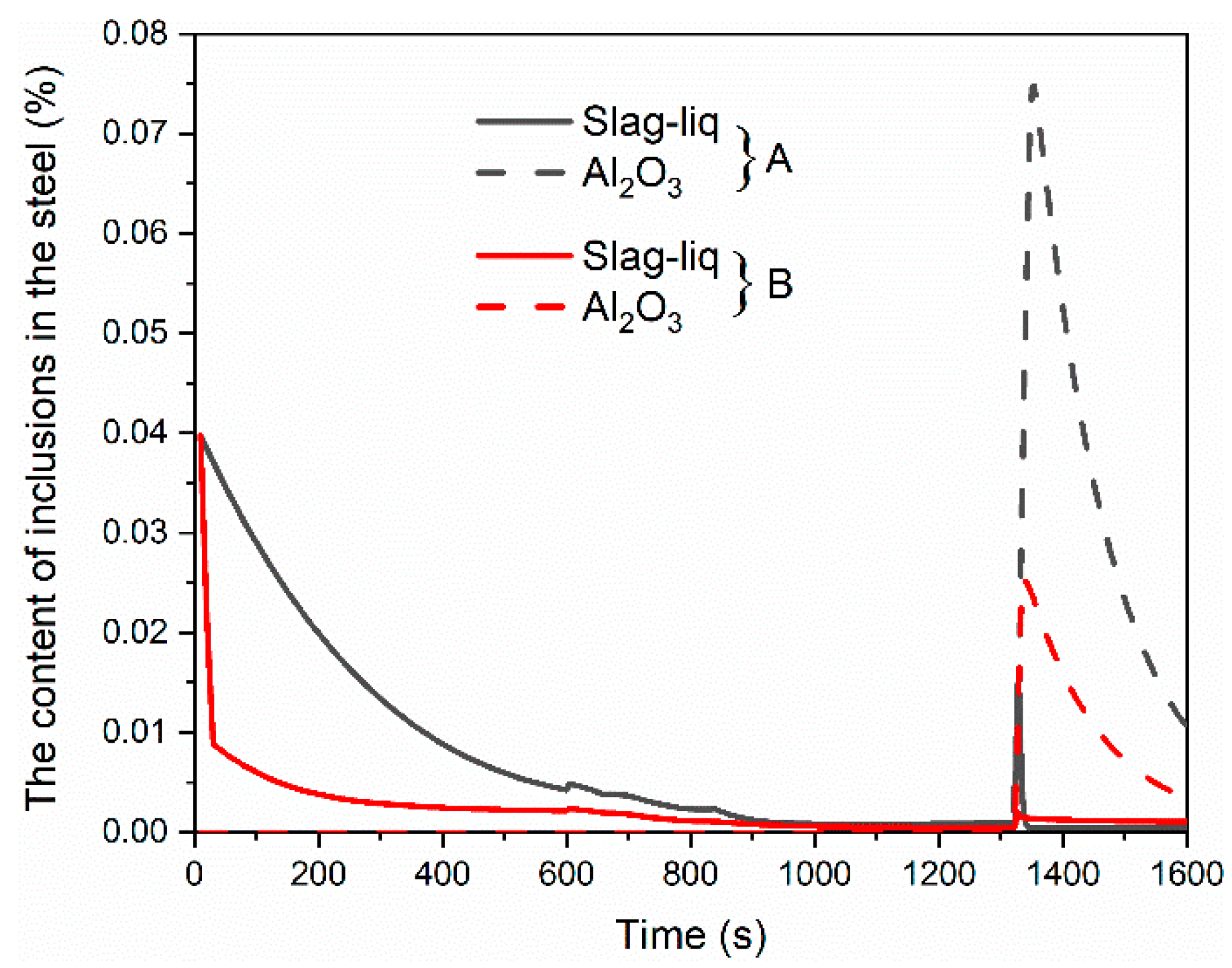
- The inclusion content in steel was significantly reduced because of the pre-deoxidation and lower oxygen content.
- The addition of MgO can be reduced because of the lower liquid slag amount and the lower solubility in the liquid slag.
3.2. Influence of FeTi Addition on Inclusions
4. Summary
- Applying a carbon pre-deoxidation at the beginning of LF treatment can effectively reduce the deoxidizer (Al) consumption and alloy loss. The addition amount of carbon is limited to the required final [C] content in ULC steel.
- The FeO and MnO content in the liquid slag is decreased by the pre-deoxidation, which lowers the risk of reoxidation.
- The volume fraction of inclusions is lowered because of carbon deoxidation and less Al2O3 formation.
- FeTi addition acts as an oxygen source for additional inclusion nucleation. The newly generated and transformed inclusions are smaller and in a larger number density, and hence, they have a higher tendency to attach to the refractory. This can be the reason for the generally high clogging sensitivity of Ti-stabilized ULC steel.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- You, D.; Michelic, S.K.; Bernhard, C. Modeling of Ladle Refining Process Considering Mixing and Chemical Reaction. Steel Res. Int. 2020, 91, 1–9. [Google Scholar] [CrossRef] [Green Version]
- van Ende, M.-A.; Kim, Y.-M.; Cho, M.-K.; Choi, J.; Jung, I.-H. A Kinetic Model for the Ruhrstahl Heraeus (RH) Degassing Process. Metall. Mater. Trans. B 2011, 42, 477–489. [Google Scholar] [CrossRef]
- Kuwabara, T.; Umezawa, K.; Mori, K.; Watanabe, H. Investigation of Decarburization Behavior in RH-reactor and Its Operation Improvement. ISIJ Int. 1988, 28, 305–314. [Google Scholar] [CrossRef]
- Yamaguchi, K.; Kishimoto, Y.; Sakuraya, T.; Fujii, T.; Aratani, M.; Nishikawa, H. Effect of Refining Conditions for Ultra Low Carbon Steel on Decarburization Reaction in RH Degasser. ISIJ Int. 1992, 32, 126–135. [Google Scholar] [CrossRef]
- Kitamura, S.; Yano, M.; Harashima, M.; Tsutsumi, N. Decarburization Model for Vacuum Degasser. Tetsu-to-Hagane 1994, 80, 213–218. [Google Scholar] [CrossRef] [Green Version]
- Takahashi, M.; Matsumoto, H.; Saito, T. Mechanism of Decarburization in RH Degasser. ISIJ Int. 1995, 35, 1452–1458. [Google Scholar] [CrossRef] [Green Version]
- Kitamura, T.; Miyamoto, K.; Tsujino, R.; Mizoguchi, S.; Kato, K. Mathematical Model for Nitrogen Desorption and Decarburization Reaction in Vacuum Degasser. ISIJ Int. 1996, 36, 395–401. [Google Scholar] [CrossRef] [Green Version]
- Kleimt, B.; Köhle, S.; Jungreithmeier, A. Dynamic model for on-line observation of the current process state during RH degassing. Steel Res. 2001, 72, 337–345. [Google Scholar] [CrossRef]
- Park, Y.; Yi, K. A New Numerical Model for Predicting Carbon Concentration during RH Degassing Treatment. ISIJ Int. 2003, 43, 1403–1409. [Google Scholar] [CrossRef]
- Pirker, S.; Forstner, K. Analytical and Numerical Approaches in Studying Immersed De-carbonization in RH-plants. Steel Res. Int. 2008, 79, 591–599. [Google Scholar] [CrossRef]
- You, D.; Michelic, S.K.; Bernhard, C. Modeling of the secondary refining process of steel. In Proceedings of the METEC & 4th ESTAD, The Steel Institute VDEh, Düsseldorf, Germany, 24–28 June 2019; pp. 1–6. [Google Scholar]
- Petersen, S.; Hack, K. The thermochemistry library ChemApp and its applications. Int. J. Mater. Res. 2007, 98, 935–945. [Google Scholar] [CrossRef]
- You, D.; Bernhard, C.; Michelic, S.; Wieser, G.; Presoly, P. On the modelling of microsegregation in steels involving thermodynamic databases. IOP Conf. Ser. Mater. Sci. Eng. 2016, 119, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Graham, K.J.; Irons, G.A. The behavior of non-metallic inclusion during ladle refining. In Proceedings of the AISTech 2009, Association for Iron & Steel Technology, Warrendale, Pittsburgh, PA, USA, 4–7 May 2009; pp. 1003–1014. [Google Scholar]
- Graham, K.J.; Irons, G.A. Toward integrated ladle metallurgy control. Iron Steel Technol. 2009, 6, 164–173. [Google Scholar]
- Galindo, A. Kinetic Modelling for the Formation of Magnesium Aluminate Inclusions in the Ladle Metallurgy Furnace. Master’s Thesis, McMaster University, Hamilton, ON, Canada, 2015. [Google Scholar]
- Jungreithmeier, A.; Pissenberger, E.; Burgstaller, K. Production of ULC IF steel grades at Voest-Alpine Stahl GmbH. Iron Steel Technol. 2004, 4, 41–48. [Google Scholar]
- Basu, S.; Choudhary, S.; Girase, N. Nozzle Clogging Behaviour of Ti-bearing Al-killed Ultra Low Carbon Steel. ISIJ Int. 2004, 44, 1653–1660. [Google Scholar] [CrossRef]
- Cui, H.; Bao, Y.; Wang, M.; Wu, W. Clogging behavior of submerged entry nozzles for Ti-bearing IF steel. Int. J. Miner. Metall. Mater. 2010, 17, 154–158. [Google Scholar] [CrossRef]
- Jeong, W.C. Strength and formability of ultra-low-carbon Ti-IF Steels. Metall. Mater. Trans. A 2000, 31, 1305–1307. [Google Scholar] [CrossRef]
- Park, J.M.; Lee, K.K. Reaction Equilibria between Liquid Iron and CaO-Al2O3-MgOsat-SiO2-FetO-MnO-P2O5 Slag. In Proceedings of the 79th Steelmaking Conference proceedings, Iron and Steel Society, Pittsburgh, PA, USA, 24–27 March 1996; pp. 165–172. [Google Scholar]
- Lee, K.K.; Park, J.M.; Chung, J.Y.; Choi, S.H.; Ahn, S.B. The secondary refining technologies for improving the cleanliness of ultra-low carbon steel at Kwangyang Works. Rev. Met. 1996, 93, 503–509. [Google Scholar] [CrossRef]
- Lee, K.Y.; Park, J.M.; Park, C. Rate of reoxidation of ultra-low carbon steel in contact with slag of various compositions. In Proceedings of the VII International Conference on Molten Slags Fluxes and Salts, The South African Institute of Mining and Metallurgy, Cape Town, South Africa, 25–28 January 2004; pp. 601–606. [Google Scholar]
- Hara, Y.; Idogawa, A.; Sakuraya, T.; Hiwasa, S.; Nishikawa, H. Development of prevention method of steel reoxidation to produce clean steel. In Proceedings of the 75th Steelmaking Conference proceedings, Iron and Steel Society, Toronto, Canada, 5–8 April 1992; pp. 513–519. [Google Scholar]
- Pistorius, P.C. Slag carry-over and the production of clean steel. J. S. Afr. Inst. Min. Metall. 2019, 119, 557–561. [Google Scholar] [CrossRef]
- Pande, M.M.; Guo, M.; Guo, X.; Geysen, D.; Devisscher, S.; Blanpain, B.; Wollants, P. Ferroalloy quality and steel cleanliness. Ironmak. Steelmak. 2010, 37, 502–511. [Google Scholar] [CrossRef]
- Bernhard, C.; Dorrer, P.; Michelic, S.K.; Penz, A.; Rössler, R. The role of FeTi addition to micro-inclusions in the production. In Proceedings of the METEC & 4th ESTAD, The Steel Institute VDEh, Düsseldorf, Germany, 24–28 June 2019; pp. 1–6. [Google Scholar]
- Dorrer, P.; Michelic, S.K.; Bernhard, C.; Penz, A.; Rössler, R. Study on the Influence of FeTi-Addition on the Inclusion Population in Ti-Stabilized ULC Steels and Its Consequences for SEN-Clogging. Steel Res. Int. 2019, 90, 1–13. [Google Scholar] [CrossRef]
- Lyons, C.; Kaushik, P. Inclusion Characterization of Titanium Stabilized Ultra Low Carbon Steels: Impact of Oxygen Activity before Deoxidation. Steel Res. Int. 2011, 82, 1394–1403. [Google Scholar] [CrossRef]
- Kaushik, P.; Pielet, H.; Yin, H. Inclusion characterization: A tool for measurement of steel cleanliness and process control. Iron Steel Technol. 2009, 6, 82–99. [Google Scholar]
- Karasangabo, A.; Bernhard, C. Investigation of Alumina Wetting Fe-Ti, Fe-P and Fe-Ti-P Alloys. J. Adhes. Sci. Technol. 2012, 26, 1141–1156. [Google Scholar] [CrossRef]
- Sasai, K.; Mizukami, Y. Mechanism of Alumina Adhesion to Continuous Caster Nozzle with Reoxidation of Molten Steel. ISIJ Int. 2001, 41, 1331–1339. [Google Scholar] [CrossRef] [Green Version]
- Salgado, U.; Weiß, C.; Michelic, S.K.; Bernhard, C. Fluid Force-Induced Detachment Criteria for Nonmetallic Inclusions Adhered to a Refractory/Molten Steel Interface. Metall. Mater. Trans. B 2018, 49, 1632–1643. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Al | O |
| 0.03 | 0.01 | 0.10 | 0.003 | 0.005 | 0.00 | 0.08 | |
| Slag | CaO | MgO | SiO2 | Al2O3 | MnO | FeO | Fe2O3 |
| 40.0 | 12.5 | 11.0 | 24.0 | 3.5 | 8.5 | 0.5 |
| Simulations | Steel (kg) | Slag (kg) | LF (s) | RH (s) | Carbon (kg) | Al (kg) | FeTi (kg) |
|---|---|---|---|---|---|---|---|
| A | 270,000 | 1620 | 600 | 1000 | 0 | 220 | 0 |
| B | 270,000 | 1620 | 600 | 1300 | 80 | 140 | 0 |
| C | 270,000 | 1620 | 600 | 1300 | 80 | 140 | 120 |
| Simulation | Slag-liq | Corundum |
|---|---|---|
| B | 77%Al2O3-10%CaO-13%MgO | Al2O3 |
| C | 59%Al2O3-5%CaO-12%MgO-17%Ti2O3-7TiO2 | 99.2%Al2O3-0.8%Ti2O3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
You, D.; Bernhard, C.; Viertauer, A.; Linzer, B. Simulation of the Refining Process of Ultra-Low Carbon (ULC) Steel. Crystals 2021, 11, 893. https://doi.org/10.3390/cryst11080893
You D, Bernhard C, Viertauer A, Linzer B. Simulation of the Refining Process of Ultra-Low Carbon (ULC) Steel. Crystals. 2021; 11(8):893. https://doi.org/10.3390/cryst11080893
Chicago/Turabian StyleYou, Dali, Christian Bernhard, Andreas Viertauer, and Bernd Linzer. 2021. "Simulation of the Refining Process of Ultra-Low Carbon (ULC) Steel" Crystals 11, no. 8: 893. https://doi.org/10.3390/cryst11080893