1. Introduction
Bulk protein crystallization for preparation or formulation requires new and adapted approaches in the field of process engineering and in the pharmaceutical-chemical industry. Hekmat [
1] discussed the use of large scale protein crystallization as a replacement for chromatography and formulation steps, which reduce the number of downstream processing unit operations and costs. However, protein crystallization is still challenging especially when crystallizing from solutions containing impurities, because most proteins are sensitive to temperature, pH and ion strength changes. If these parameters vary too much, the protein can denature, which typically means that the tertiary structure is irreversibly altered and thus the function of the protein is lost. Furthermore, protein crystals, have lower mechanical strength compared to conventional ones, which makes further handling of the suspension more difficult [
2]. To tackle these challenges, researchers alter proteins to enhance the crystallizabilty [
3] and modify the crystals to improve stability [
4].
The required supersaturation for crystallization is either achieved by reducing the solubility or by increasing the concentration of the target molecule. This is done by cooling, pH shift, addition of a precipitation agent or by removal, e.g., evaporation of solvent. As a result of the aforementioned challenges in the case of bulk protein crystallization, the typical method to enable protein crystallization is the use of a precipitation agent. These agents can be salts, organic solvents or polymers [
5]. Crystallization using a precipitation agent, however, does not scale well because larger batches make it increasingly difficult to ensure a homogeneous distribution of the precipitation agent. Additionally, there are always high gradients at the inlet of the precipitation agent. Groß and Kind [
6] therefore introduced a low temperature vacuum approach for protein crystallization. Their method relies on the boiling temperature reduction at lower ambient pressures which allows to use moderate temperatures for evaporating solvent and is hence suitable for proteins and other temperature-sensitive molecules. In further studies, Barros Groß and Kind [
7] investigated the influence of seeding on the crystal size distribution of lysozyme. They found that seeding improved the reproducibility of the crystal size distribution for isometric lysozyme crystals. Hubbuch et al. [
5] outlined the path of finding the right crystallization conditions from microscale phase screening to bulk protein crystallization and the final filtration step.
Filtration is the separation of a colloidal (e.g., particles) from a continuous phase using a porous filter medium [
8]. In cake forming dead end filtration the particles are retained on the filter medium based on the particle size. In the case of protein crystallization this enables to capture the target crystals from the mother liquor. Typically, the experimental setup to design a filtration process requires a large amount of sample. This amount is not available in early product development or in microscale screening. Additionally, not all possible crystal shapes exhibit the same mechanical strength and filterability. Therefore, to investigate the filtration properties early in process development, Radel et al. [
9] developed a small scale filtration device. It allows to determine the filtration properties with amounts of sample as small as 300
. Radel et al. [
10] applied this to isometric, rod-like and needle shaped lysozyme crystals and found that isometric and rod-like lysozyme crystals are easy to filter. Needle shaped lysozyme crystals, on the contrary, might break and have poorer filtration properties.
State of the art vacuum crystallization of proteins takes place in batches, which entails some disadvantages compared to a continuous mode of operation. This includes the down and cleaning times between the charges as well as the high energy consumption for start-up and shut-down sequences [
11,
12]. Besides the aspects mentioned, continuous processes offer a more constant product quality, an increased production capacity and easier controllable process conditions than batch manufacturing [
12,
13,
14].
Conventional production techniques are characterized by the fact that almost every step is carried out on a different plant. On the one hand, this demands transport equipment such as pumps or pipelines, and on the other hand, increases the space requirement and the risk of undesirable product contamination during transfer between the individual units [
15]. As a result, integrated plants become more and more important. Already established examples from the field of process engineering are the Titus-Nutschen Dryer [
16], the Konfiltro [
17] and the Belt Crystallizer developed by Dobler et al. [
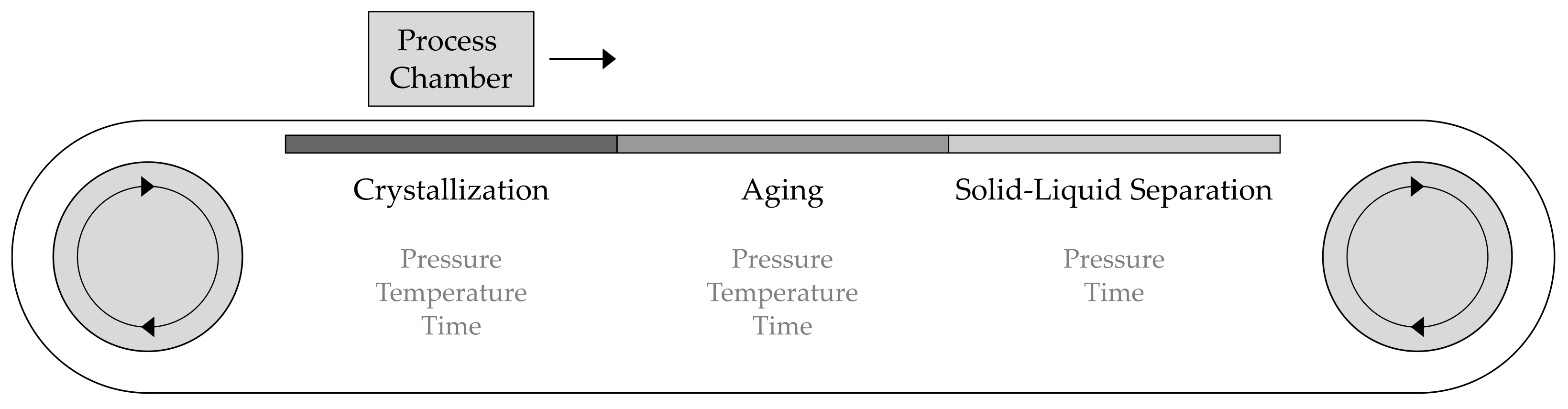
15]. The latter combines cooling crystallization, solid–liquid separation and contact drying on a belt filter and is used for quasi-continuous manufacturing of crystalline particles.
Since the present concept of the Belt Crystallizer is not suitable for temperature-sensitive products like proteins, we enhance the existing design by implementing vacuum crystallization. This enables the combined fabrication of protein crystals while benefiting from the advantages of integrated and quasi-continuous equipment.
3. Results and Discussion
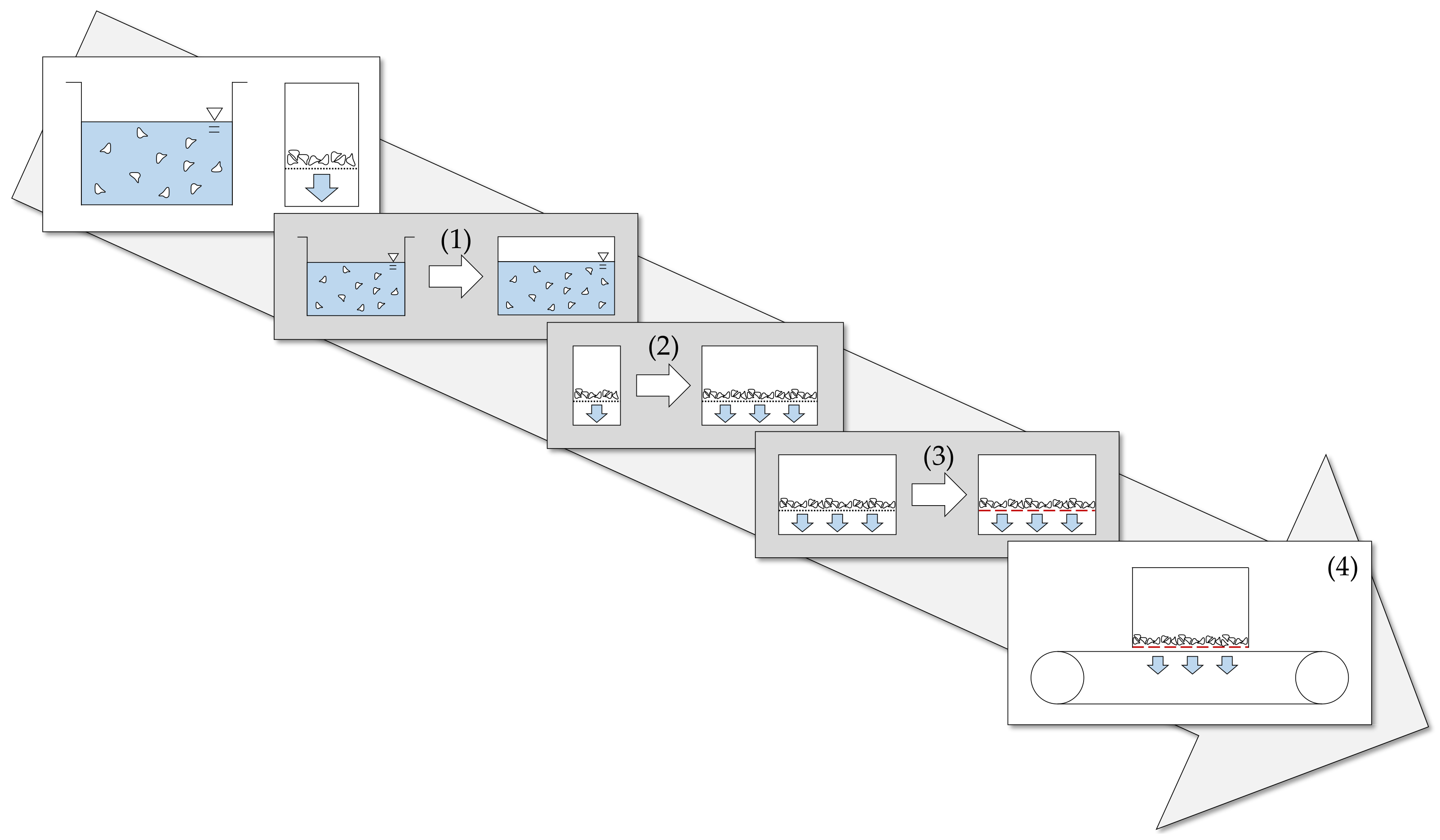
The transfer of the conventional process chain to the quasi-continuous laboratory plant occurs successively and in several individual steps as shown in
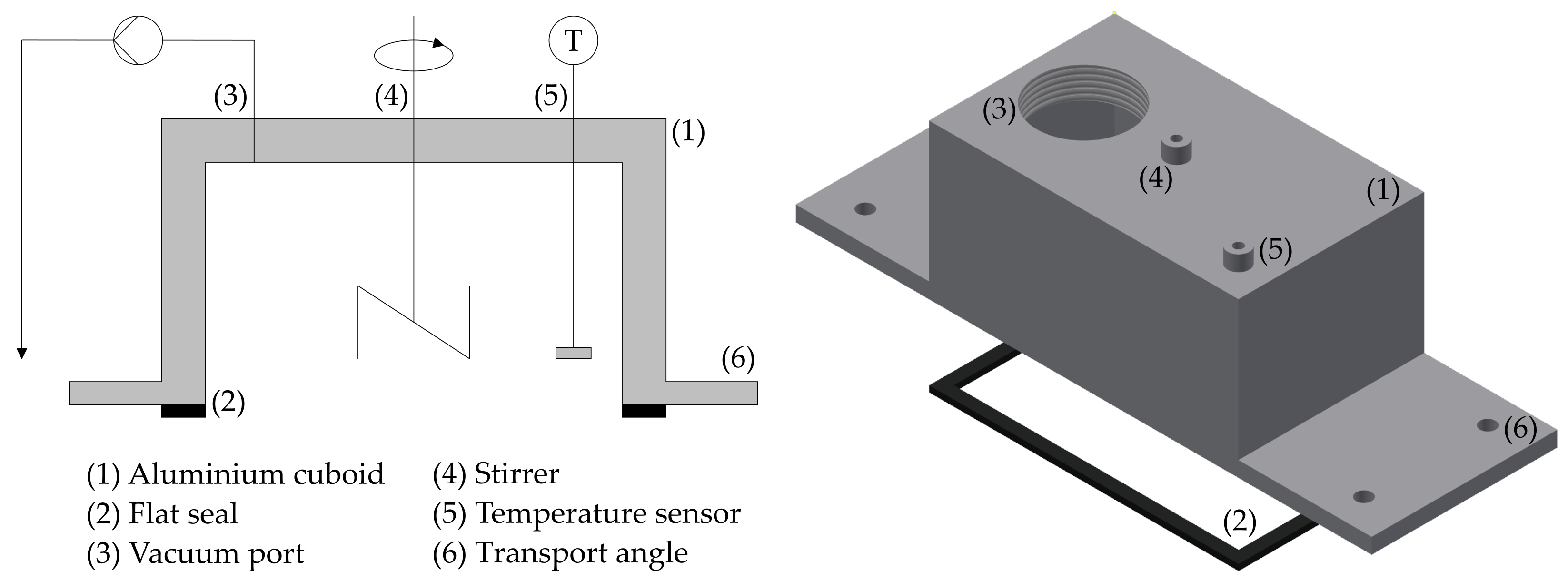
Figure 4. The starting point is the established process route. Here, the crystal suspension is generated batch-wise in a vessel and subsequently separated with the filtration cuvette. A membrane serves as the filter medium. In a first step, the batch vessel is replaced with a process chamber (1). Then, the focus is on the scale-up of the filtration process. In this context, tests are carried out on the pressure nutsche with a membrane (2) and consecutively with a monofilament filter cloth (3). Finally, the results from (1)–(3) are used to transfer the overall process to the enhanced belt crystallizer (4).
3.1. From Batch Vessel to Process Chamber
The following chapter deals with particle production, which takes place in batch vessels in the conventional manufacturing procedure [
6]. To transfer the entire process chain to the integrated laboratory system, however, the application of a process chamber is necessary. Therefore, we investigate whether the production process is feasible into this assembly.
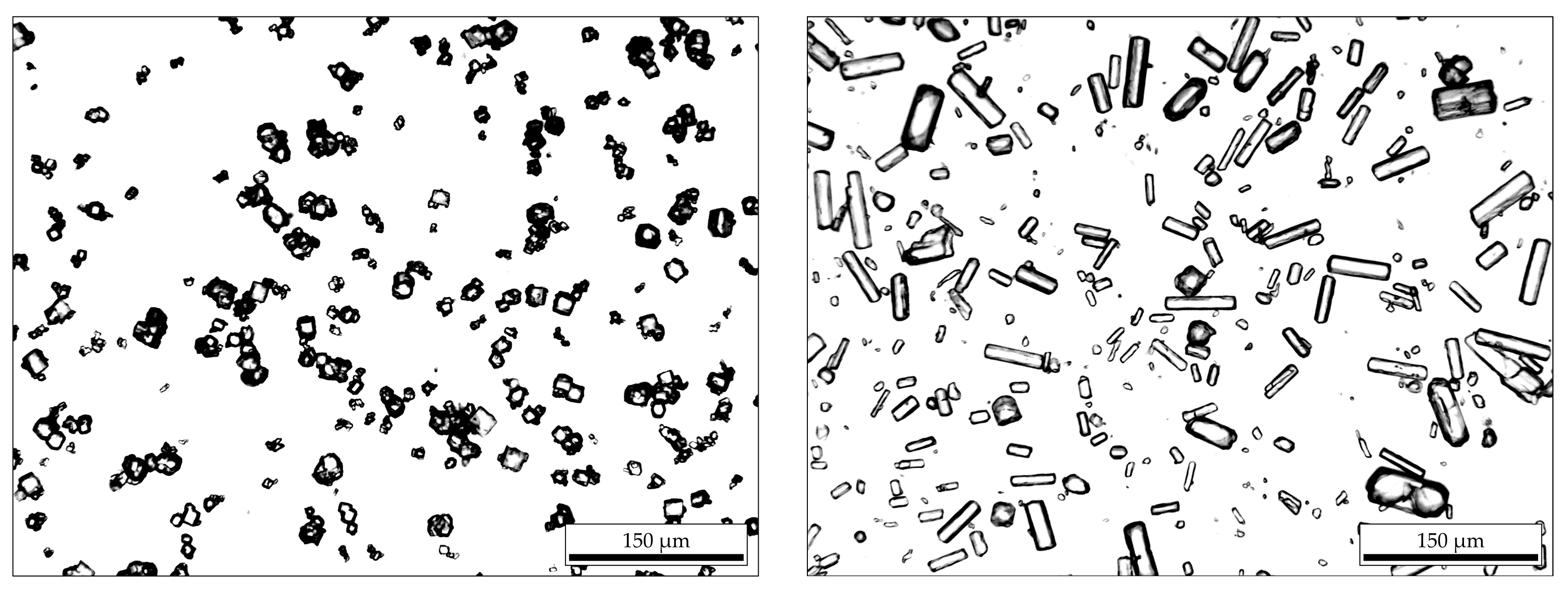
Figure 5 shows microscopy images of the crystals obtained. The picture proves that both isometric (left) and rod-shaped particles (right) can be formed in the process chamber. In addition to the successful demonstration of the device’s functionality, it is also noticeable that the isometric crystals tend to agglomerate and form cluster-like structures. This agglomeration leads to undefined particle properties and complicates the optical evaluation of the microscopy data. In the case of the rods, such behavior is not detectable.
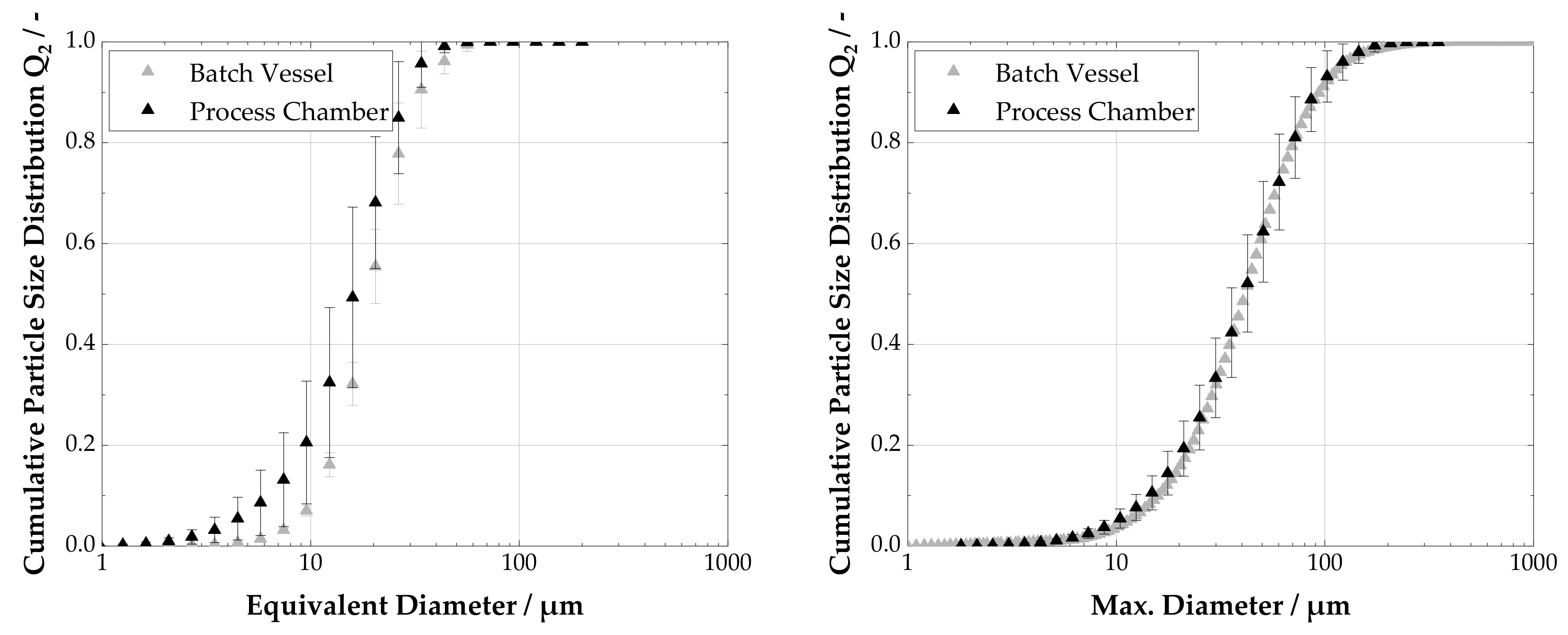
The particle size distributions determined from the microscopy images are illustrated in
Figure 6. The left side refers to the isometric and the right side to the rod-like crystals. In batch-wise production, we obtain a median particle size of
for the isometric and
for the rod-shaped ones. The corresponding distribution widths are 1.18 ± 0.21 and 1.89 ± 0.02. In the process chamber, isometric crystals with a median size of
and rods with
are formed. The span amounts to 1.21 ± 0.16 and 1.81 ± 0.19.
In summary,
Figure 6 verifies that particles with almost identical size properties as in conventional production may be manufactured using the process chamber. However, the plots also reveal that reproducibility with isometric particles is low, which can be seen by the large variations in the particle size distribution. These deviations are due to agglomeration and the absence of seed crystals [
7] and prevent consistent product quality. Thus, only rod-like particles are used in the further studies.
3.2. From Small to Lab-Scale Filtration
The filtration setup described in Radel et al. [
9] is useful to determine filtration properties early in product development because it only requires low sample volumes of 300
per experiment. Results for rod-like lysozyme crystals produced by Groß and Kind [
6] and filtered with the filtration cuvette are published in Radel et al. [
10] and shown in
Figure 7 (“Cuvette”). The objective is now to compare these results with data from crystals produced in the process chamber and filtered with a VDI 2762 [
23] lab scale pressure nutsche (
Figure 7, “Nutsche”) to see if there are differences due to the different filtration scale.
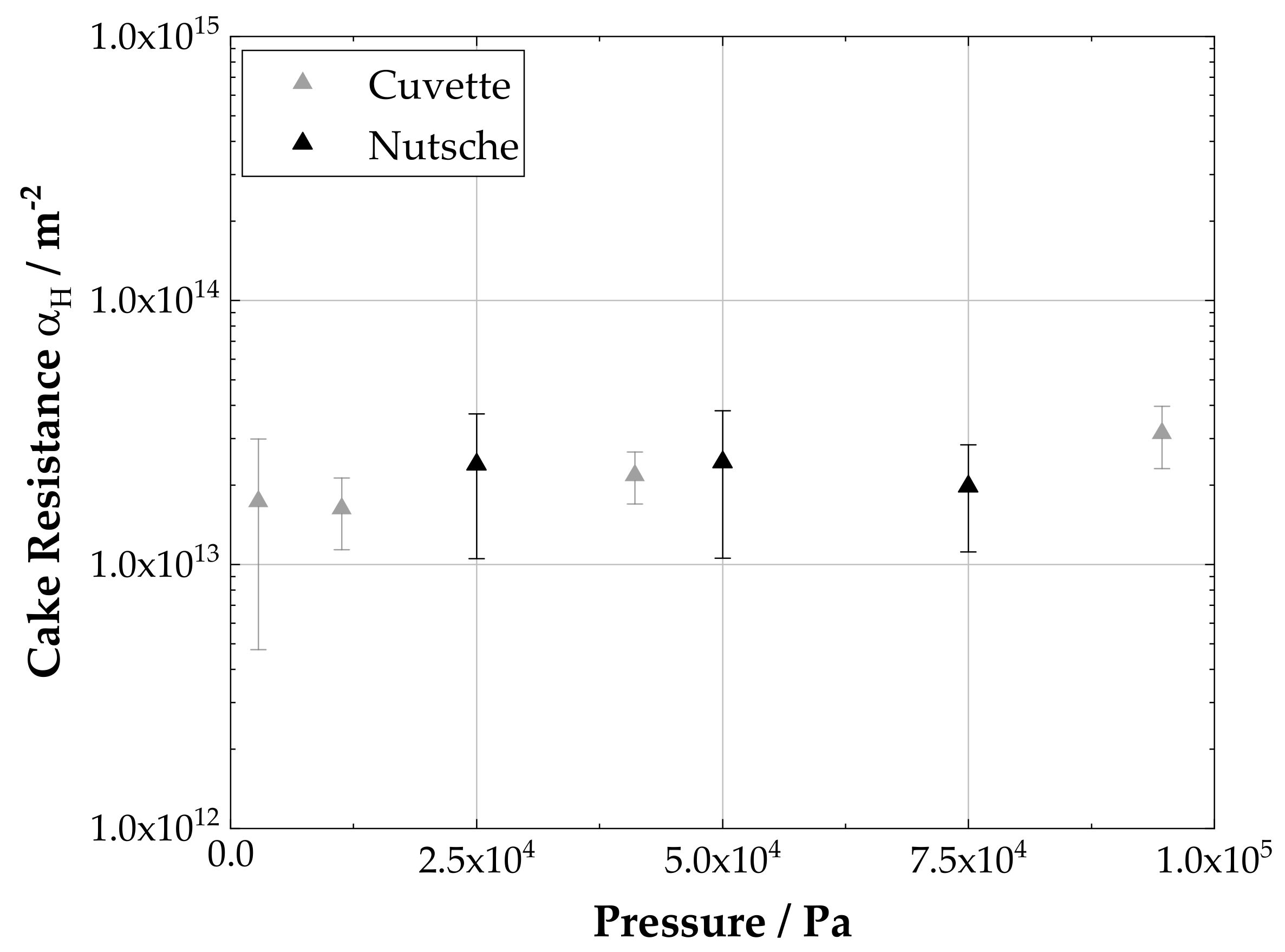
As can be seen in
Figure 7, the height specific cake resistance from the filtration cuvette and pressure nutsche are in good agreement. All data shown result from permeation experiments using the same membrane (Ultipor
® , Pall GmbH, Dreieich, Germany) as filter medium. For the cuvette the height specific cake resistance lies between
–
in a pressure range of
–
. In the case of the nutsche filter the cake resistances are similar, ranging between
–
for permeation pressures of
,
and
. Hence, the transformation from the batch vessel into the process chamber on a quasi-continuous apparatus did not affect the overall cake resistance. Additionally, the small scale filter setup is suitable to correctly characterize filtration resistances with low sample volumes.
However, a membrane as filter medium is not suitable for the enhanced belt crystallizer because it would be too expensive and too fragile for the mechanical stress on the apparatus. Therefore, the next step for the filtration is the use of a cheaper and reusable filter cloth with a larger pore size that can handle the requirements of the laboratory apparatus.
3.3. From Filter Membrane to Filter Cloth
An ideal filter medium exhibits low resistance and high mechanical stability. Lower resistance often correlates with bigger pore sizes, increasing the chance of turbid filtrate at the beginning of the process. Later on, the filter cake itself retains particles smaller than the particles held back by the filter medium. Typically, the resistance of a filter cake is much bigger than the resistance of the medium, which means one is able to neglect the filter medium resistance for the design of the filtration process [
8].
To investigate the suitability of a filter cloth, we replaced the membrane and carried out tests using the pressure nutsche. The expected result would be almost equal cake resistance and similar filter cake heights when using a filter cloth.
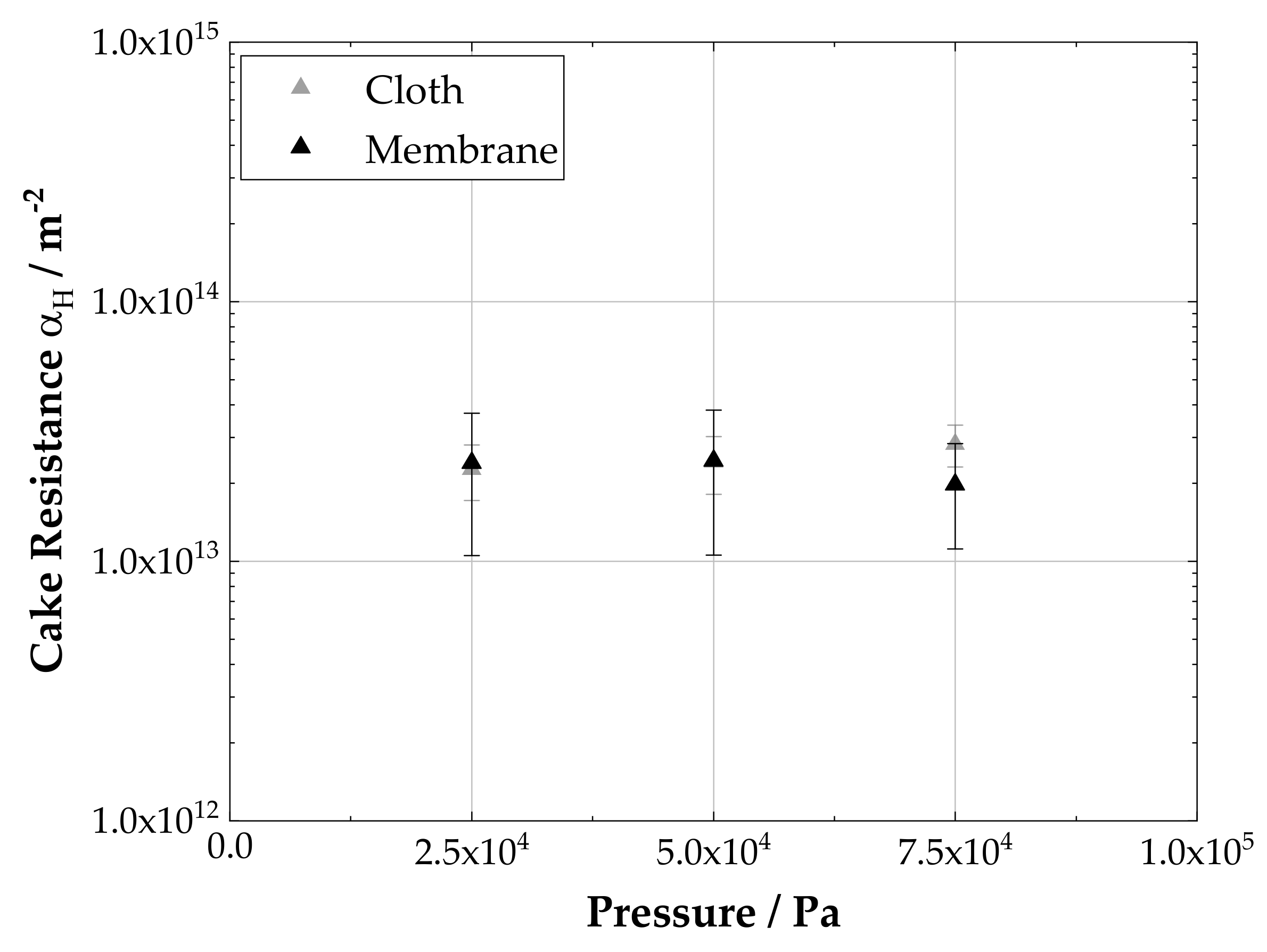
Figure 8 shows the determined cake resistances for rod-like lysozyme crystals using a membrane with a pore size of
and a woven filter cloth with a pore size of 12
. As can be seen, the resulting cake resistances with a filter cloth are very close to the resistances obtained with a membrane.
The resistance of the two filter media against permeation with supernatant is for the membrane and for the filter cloth. This indicates a much lower filter medium resistance for the cloth than for the membrane. It should be noted that determining medium resistance with particle free supernantant leads to underestimation of the actual medium resistance when using a suspension. However, the resistance of the cloth with particle free supernatant is three magnitudes smaller than the total resistance of the filter cake and is negligible, even with particles present. Comparing the cake heights between the two filter media leads to for the filtration setup with a membrane and to for the filter cloth. Thus, neither the cake height nor the resistance show a significant change when using a filter cloth instead of a membrane.
The successful transition from a membrane to a filter cloth is a prerequisite for transferring the process to the integrated belt crystallizer in a next step. In this final setup the unit operations crystallization, aging and filtration take place quasi-continuously on the same apparatus.
3.4. Process Transfer to the Laboratory Plant
Based on the results of the previous sections, we finally transfer the process chain to the laboratory plant. Therefore, a crystal suspension is produced and subsequently separated into its solid and liquid components by the filter cloth integrated in the process chamber. The remaining cake is then permeated with saturated lysozyme solution and the required time is detected. All experiments take place at a pressure difference of . Moreover, the filter area is and the viscosity in each case. To establish the theoretical permeation time , the previously determined media resistance of and cake resistance of are deployed.
Table 1 shows the permeation times calculated with Equation (
3) and the ones received experimentally. It is apparent that both durations differ only marginally and almost coincide with each other. The occurring difference is due to the fact that the cake height is not constant over the entire cake surface.
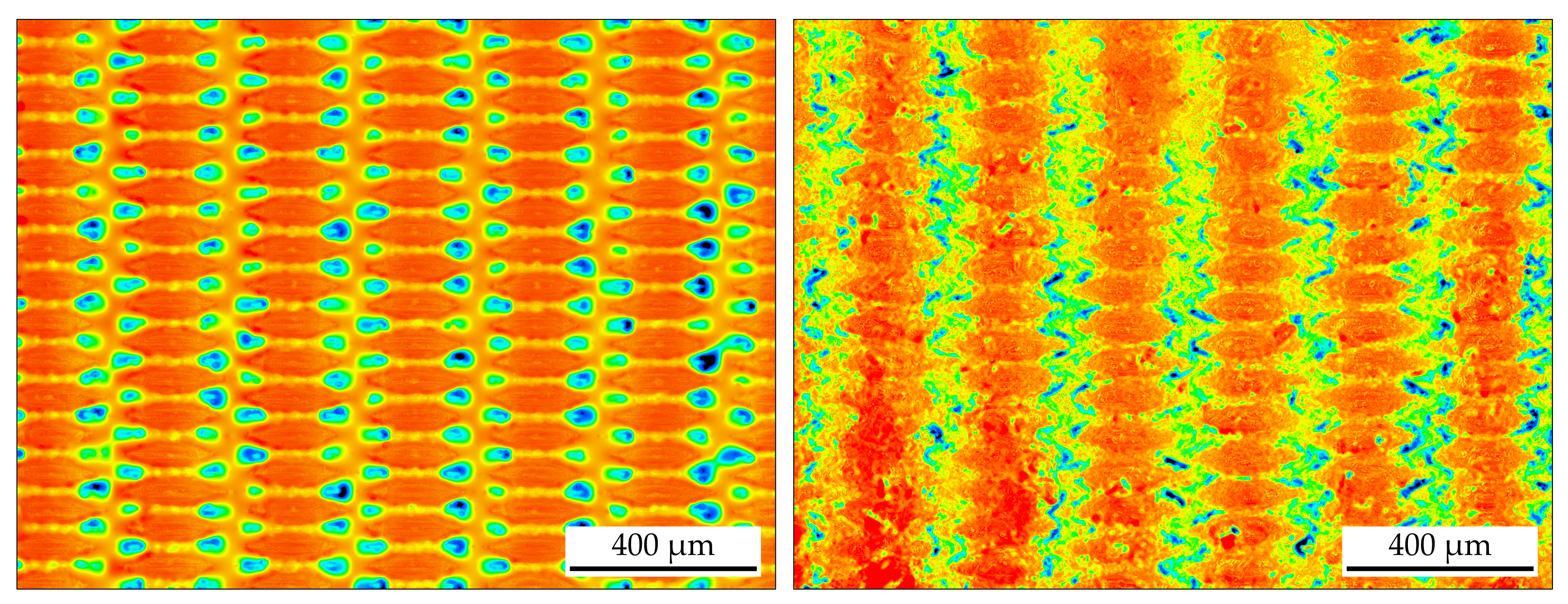
In addition to the permeation time, we also observe the influence of the crystallization and aging step on the filter cloth. For this purpose, a laser scanning microscope is applied to create a height profile of the filter medium. The color scale ranges from blue to red. Red represents elevations, such as warp and weft threads, and blue dents, like pores. The left side of
Figure 9 shows an unused filter cloth, revealing the pores and surface structure. The right side of
Figure 9 displays a filter media after the crystallization and aging procedure. In contrast to the unused one, it exhibits local contamination. However, the original surface including the pore structure is still visible, so the influence on the overall process is negligible.
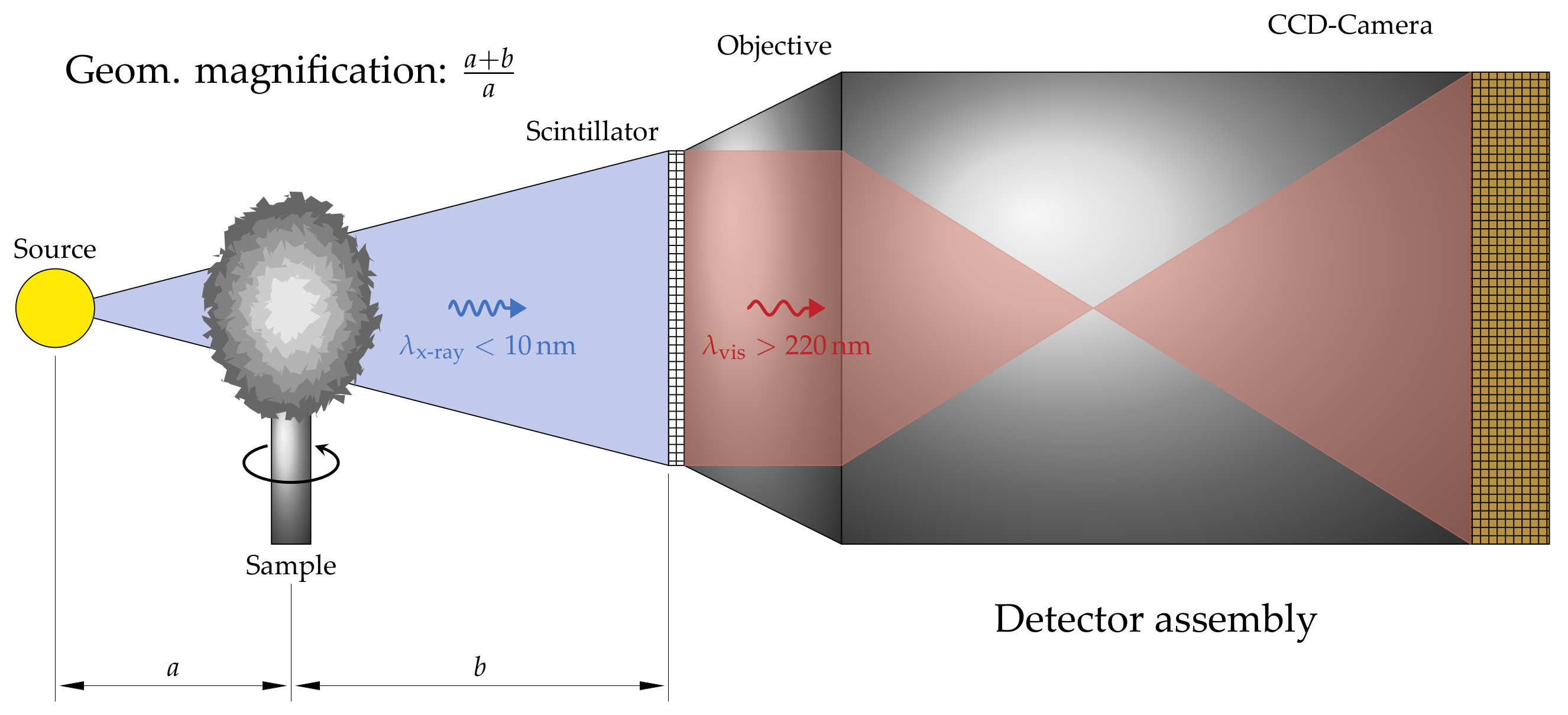
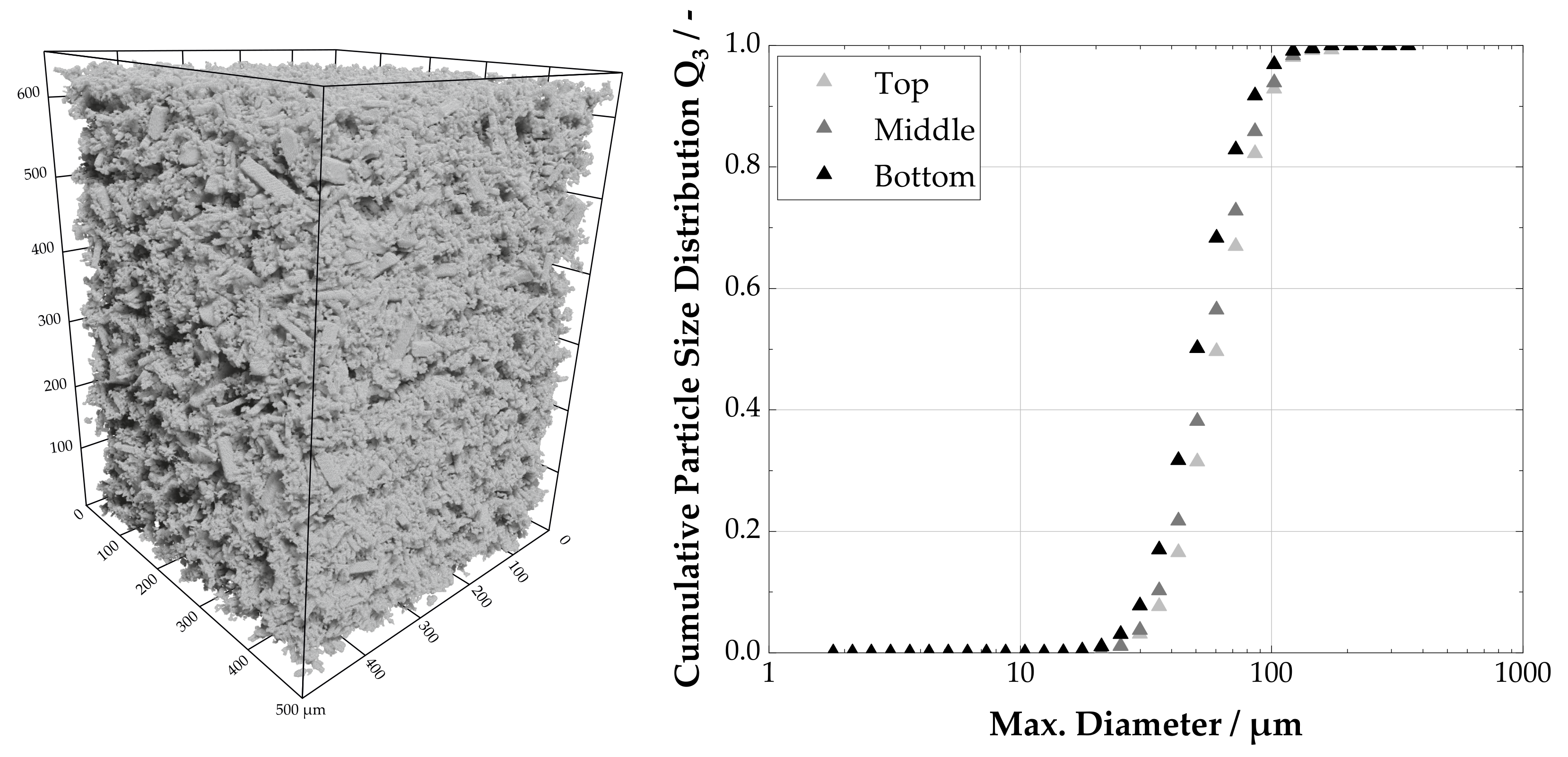
To exclude the possibility of segregation effects, the filter cake is finally analyzed with µCT. Therefore, we determine the particle size distributions in a top, middle and bottom scan of the cake.
Figure 10left, shows as an example the bottom scan of the filter cake. The 3D rendering already indicates homogeneity over the cake height. To further quantify this impression the
distributions obtained from the µCT scan are shown on the right-hand side of
Figure 10. It is noticeable that the particle properties in the individual layers are almost identical, which in turn suggests the formation of a homogeneous cake. The same observations can be made when analyzing the particle size distribution of a filter cake from the pressure nutsche with the µCT (data not shown). Those distributions are nearly identical to the ones from the enhanced belt crystallizer.
In summary, the executed experiments demonstrate that it is possible to transfer the experiments originally carried out in multi-stage batch process to an integrated, quasi-continuous laboratory plant.
4. Conclusions
For the production or purification of temperature-sensitive materials, a vacuum crystallization followed by a solid–liquid separation is commonly suitable. Typically, the process steps are carried out batch-wise and on different plants, which leads to a number of disadvantages. For instance, there are deficits in process efficiency, the risk of product contamination during transfer between the individual units and the requirement for energy-intensive transport facilities like pumps. To reduce these negative aspects, it is possible to apply integrated, quasi-continuous equipment.
In a first step of the successive transfer from a multi-stage to an integrated process, the batch vessel used for conventional preparation is replaced by a process chamber that enables the production of particles with almost equal size characteristics as the original one. Subsequently, the focus is on solid–liquid separation. Initially, the filtration scale is increased from small to laboratory dimensions. The resistance values obtained here are nearly the same, which means that experiments with the cuvette on a small scale are suitable to successfully characterize filtration characteristics for a laboratory filter. Afterwards, the membrane originally utilized is substituted by a filter cloth. Analogous to the previous experiments, the resistance values are almost identical and prove that both the enlargement of the scale and the replacement of the filter medium are feasible without influencing the filtration process. In a final step, the complete process chain is transferred to the integrated laboratory system. For this purpose, crystals are produced in the process chamber and subsequently separated by an integrated filter cloth. It is shown that the calculated permeation time corresponds approximately to the actually determined duration. This proves that the multi-stage lysozyme production procedure is transferable to a combined, quasi-continuous plant, which offers advantages compared to conventional manufacturing, e.g., in terms of efficiency and energy.
The following abbreviations are used in this manuscript:
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}