
User-Tailored Orthosis Design for 3D Printing with PLACTIVE: A Quick Methodology




Abstract
:1. Introduction
2. Materials and Methods
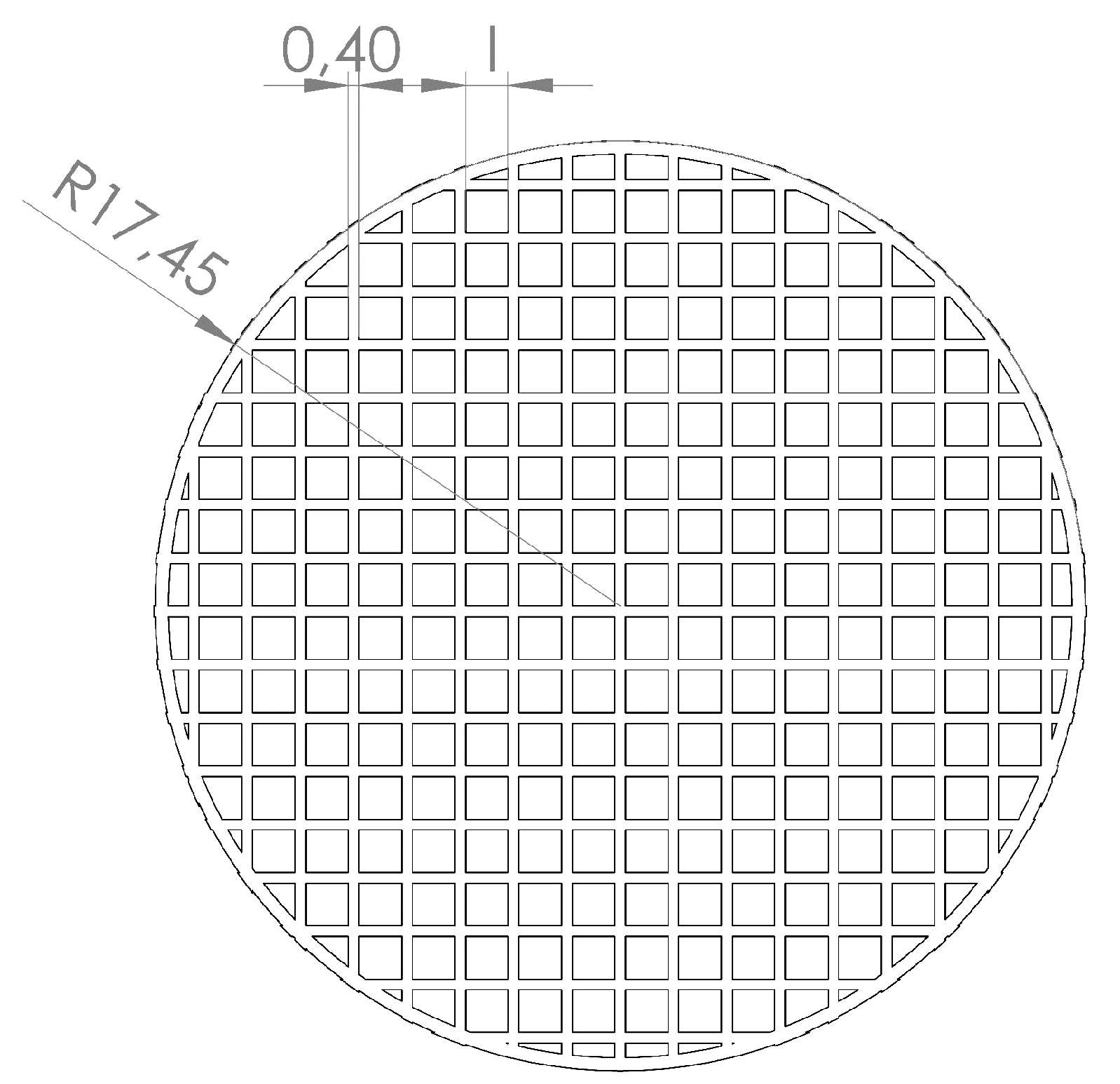
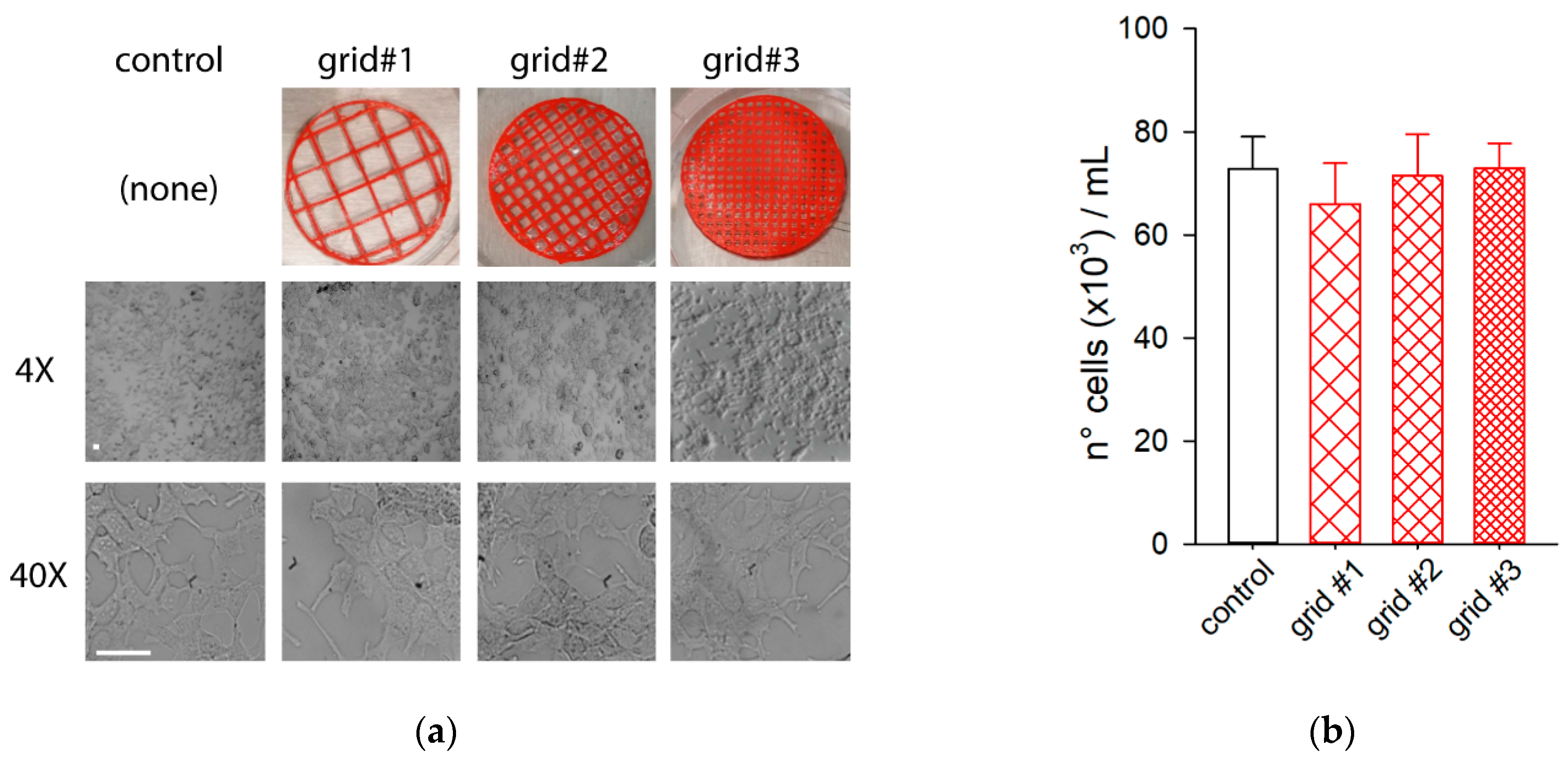
2.1. Biocompatibility Test of the PLACTIVE™ Filament after Extrusion
2.2. Proposed Methodology to Design a User-Tailored Orthosis.
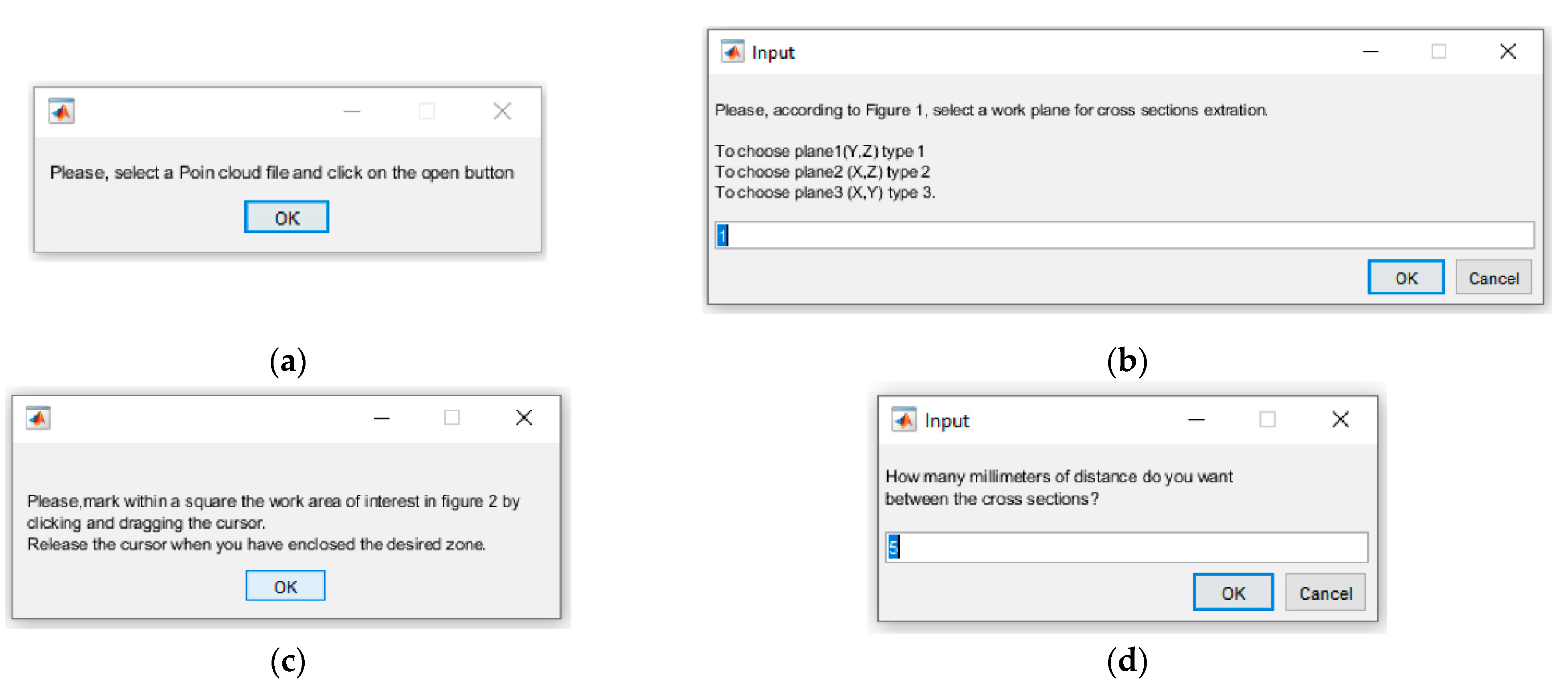
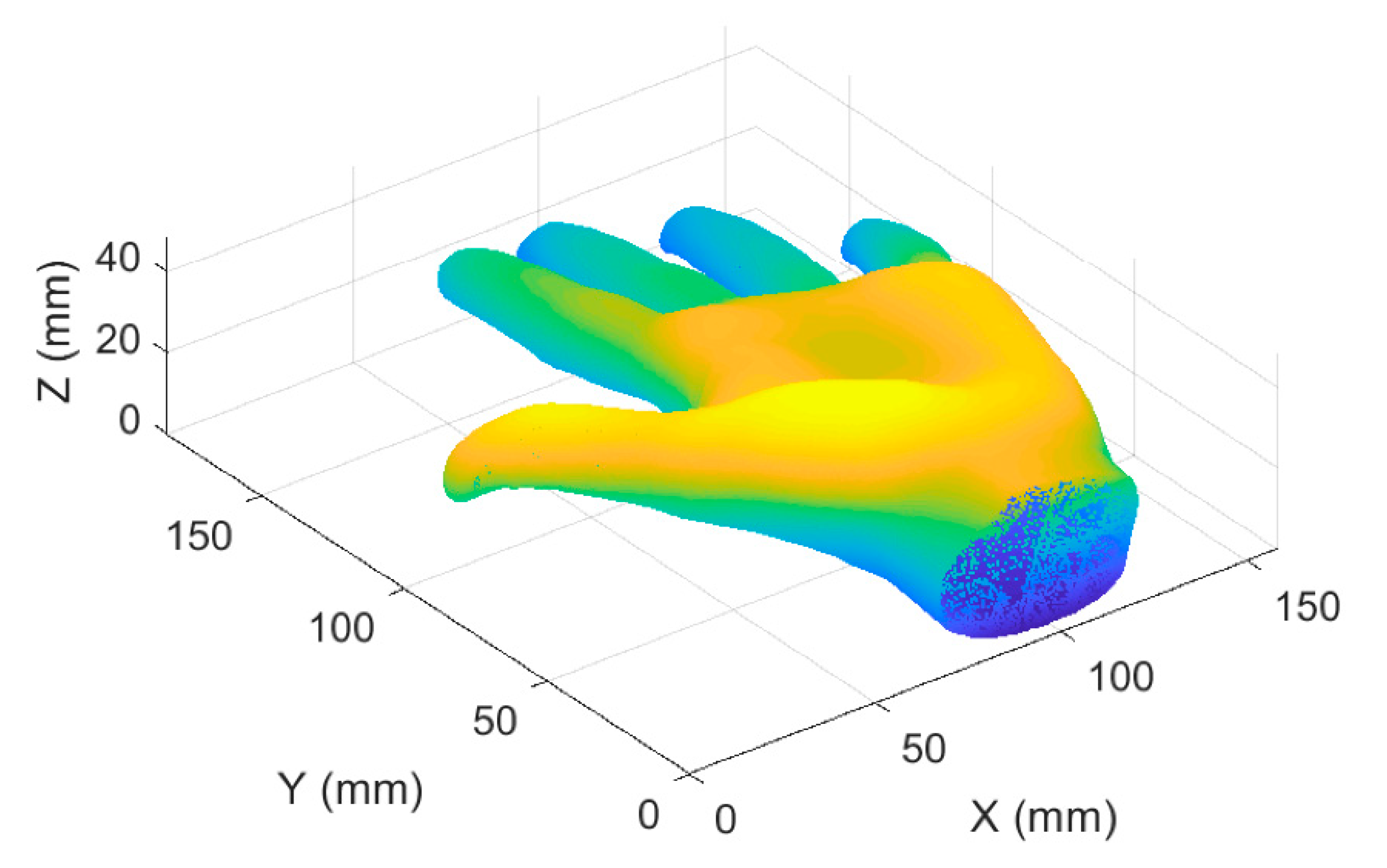
- First, a 3D-point cloud (coming from a 3D scan) of the selected body part for the orthosis design is loaded and 3D-plotted in Matlab software;
- Then, the user is asked to select an appropriate work plane (plane1 (Y, Z); plane2 (X, Z); plane3 (X, Y)) for cross section extraction. Cross sections will be extracted using the chosen work plane as reference;
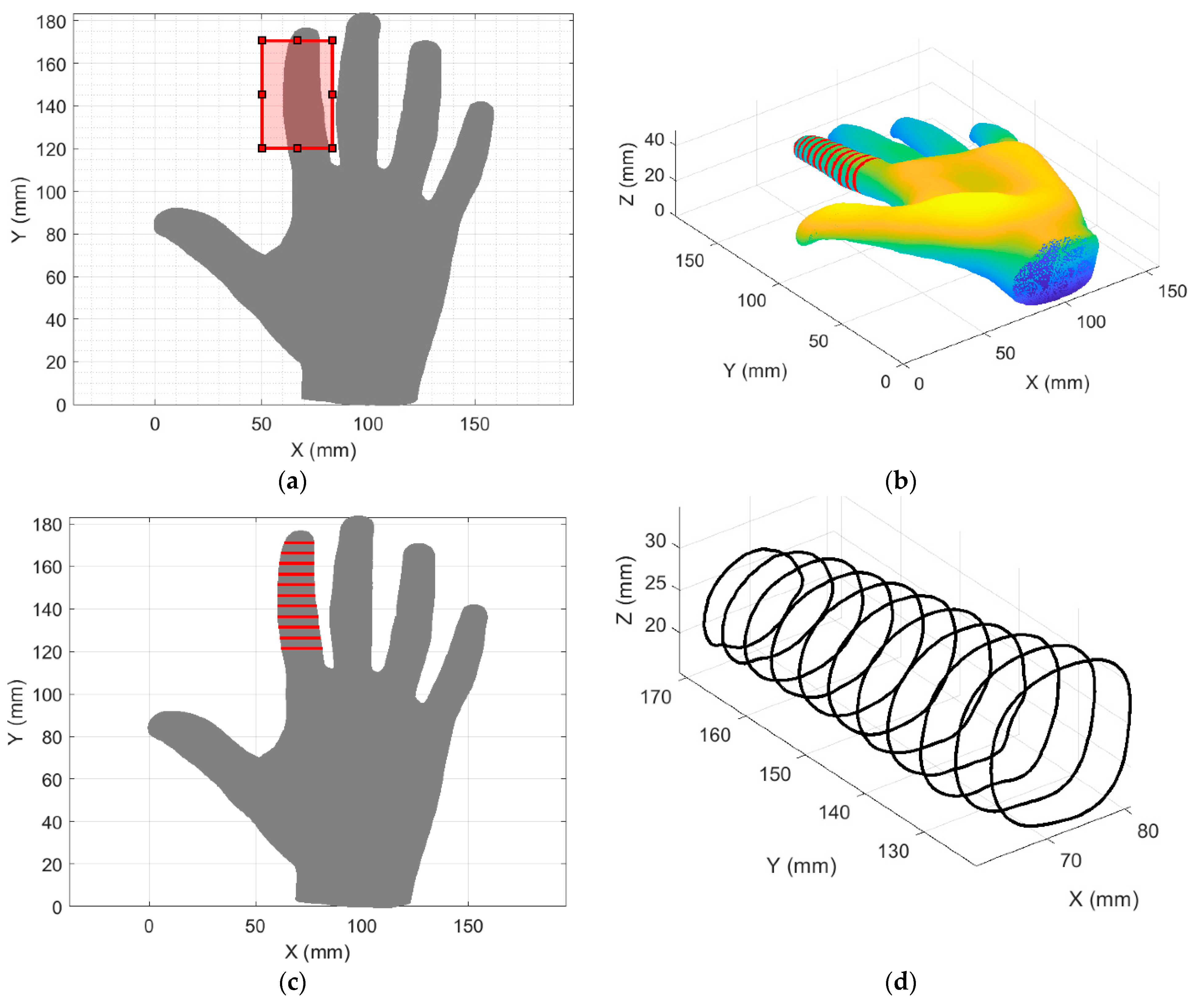
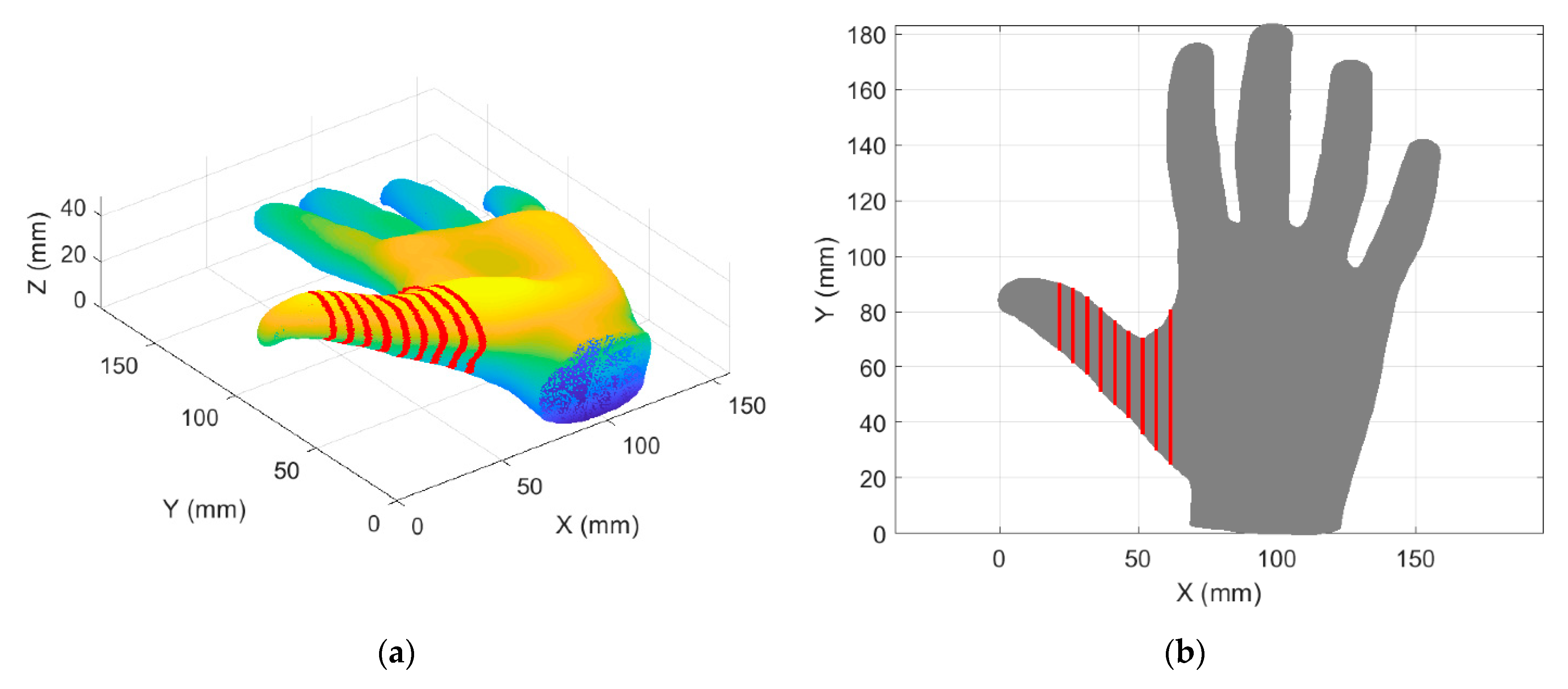
- After this, an appropriate view of the 3D point cloud is presented to the user and the user is asked to mark within a square the zone of interest. From the drawn square, the limits of a work zone are defined. For example, one finger of a human hand can be selected instead of the entire hand.
- Once the zone of interest has been defined, the user is asked to indicate how many millimeters of separation there should be between each cross section. The spacing distance between cross sections depends on the precision required for the orthosis design.
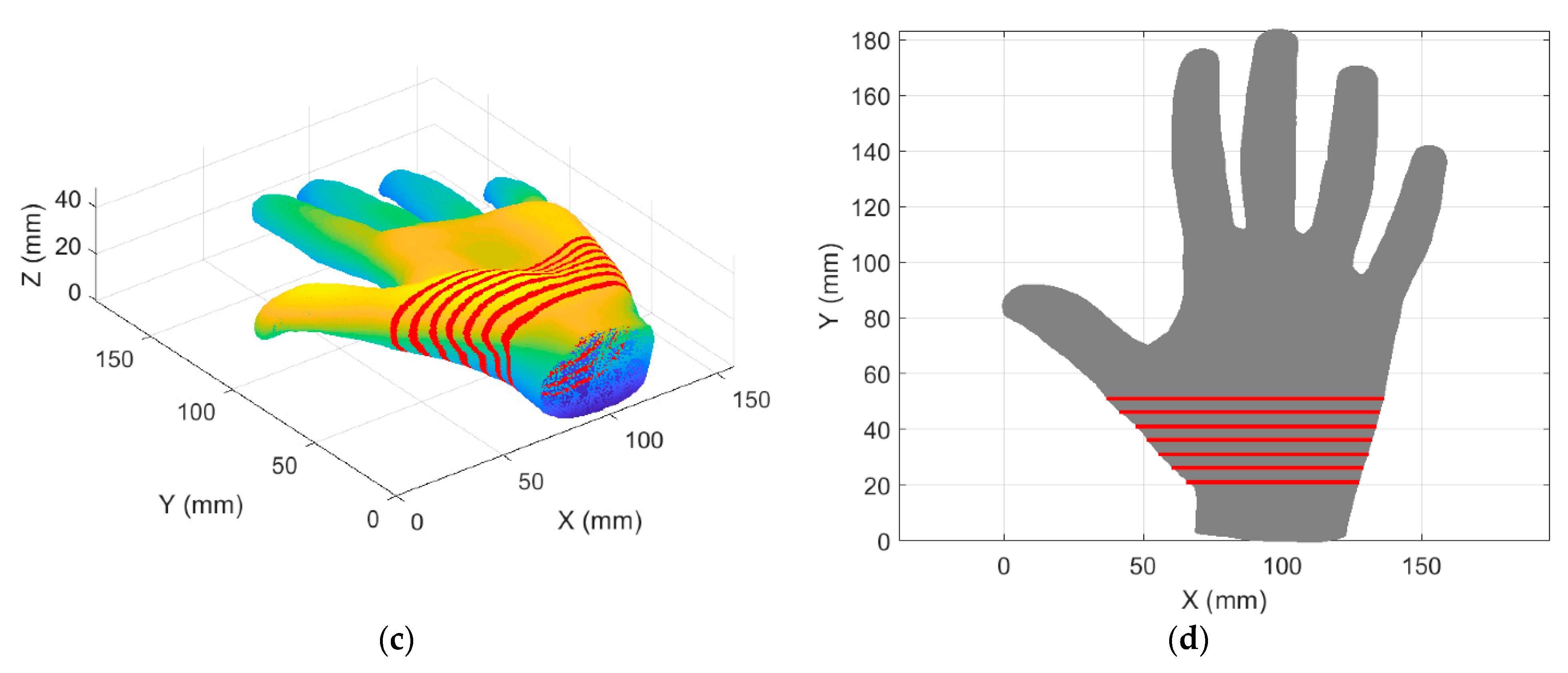
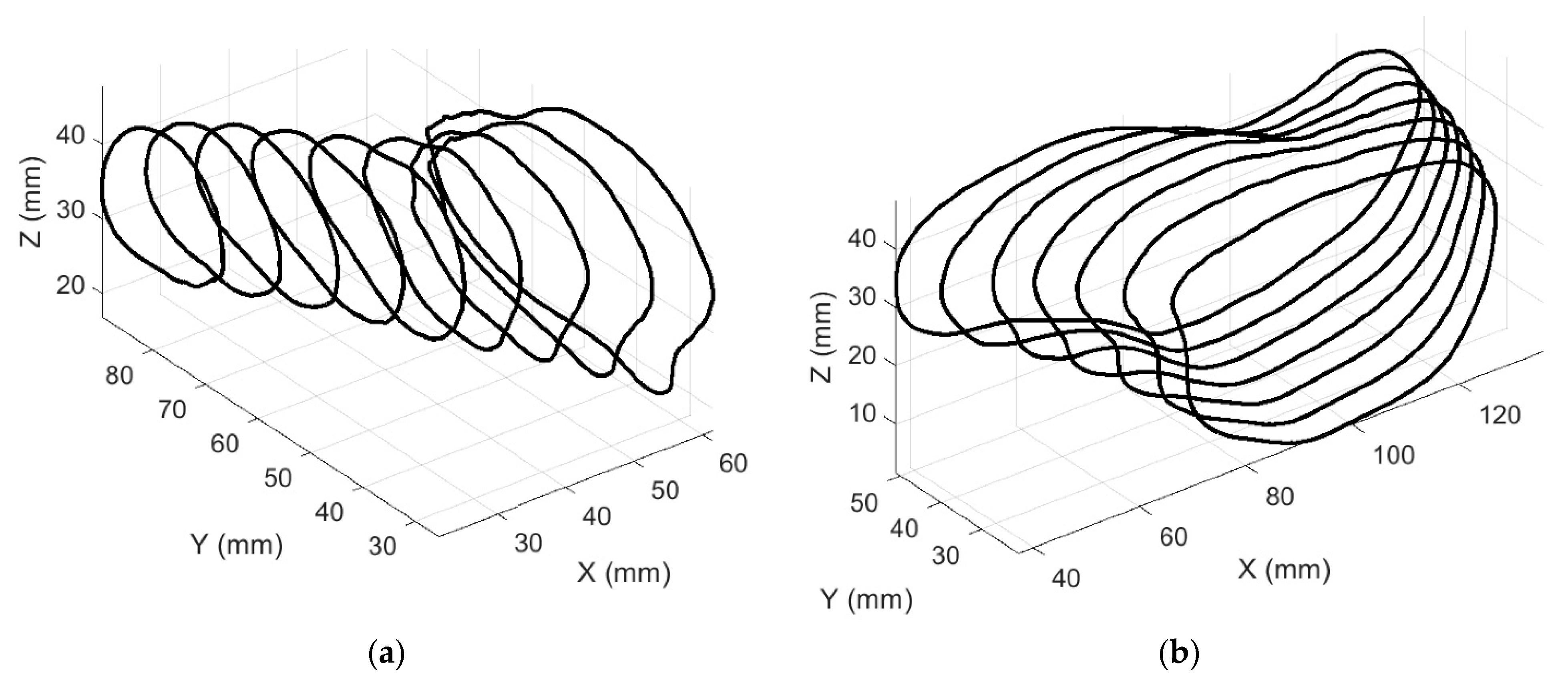
- The information previously requested from the user is enough to define the XYZ limits of the cross sections. Therefore, once the user performs the previous steps, the cross sections are automatically extracted from the 3D-point cloud and are shown to the user.
- After, the boundaries from the cross sections are automatically stored in text files containing XYZ values and are shown to the user.
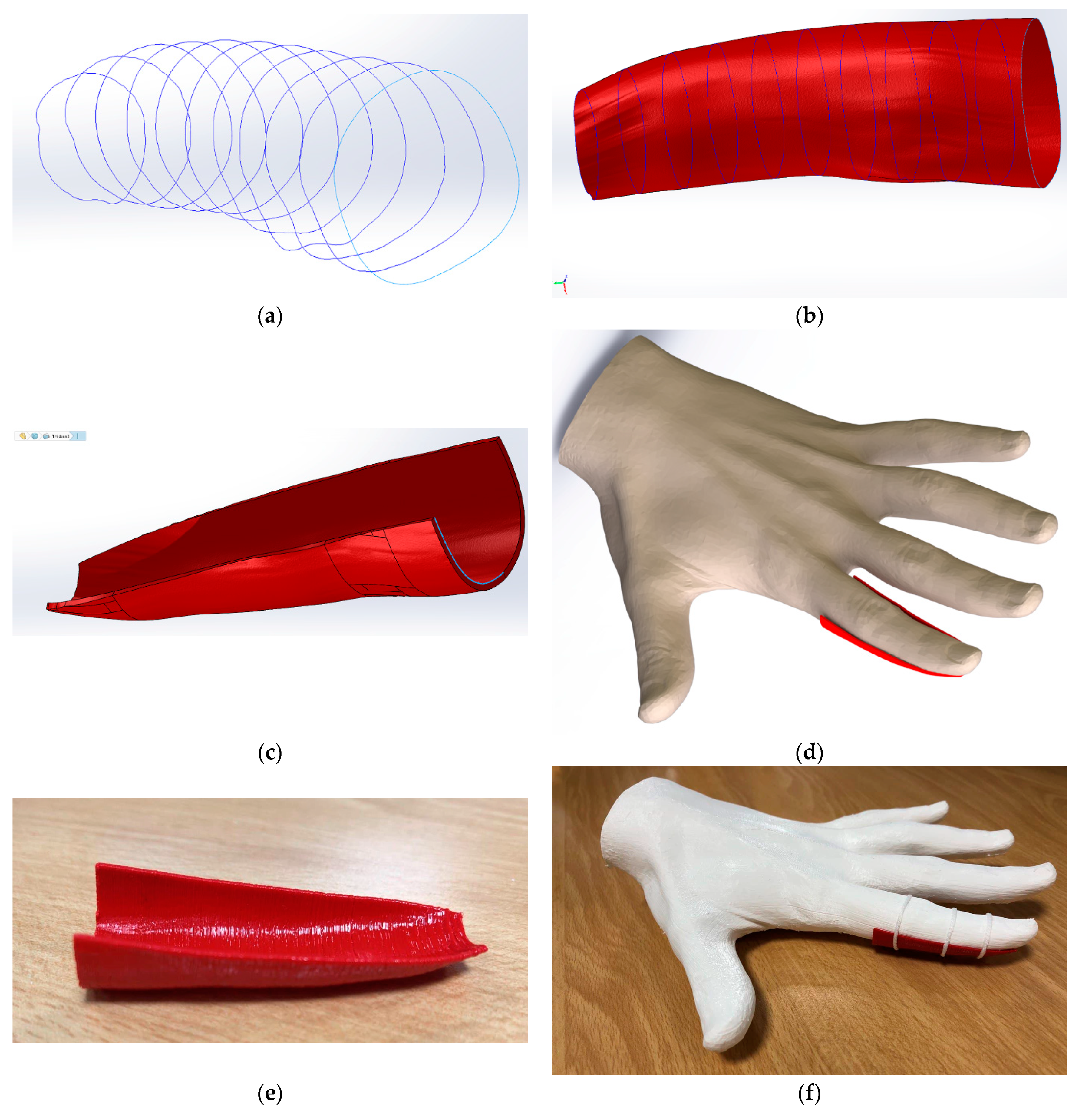
- Subsequently, the boundaries can be uploaded to SolidWorks software (SolidWorks version 2018, Dassault Systèmes, S.A., Suresnes, France).
- By selecting the boundaries, a boundary surface can be fairly easily generated using the ‘boundary surface’ feature in SolidWorks.
- Finally, the boundary surface can be trimmed or cut so that the orthosis is easily wearable. The boundary surface becomes a solid body using the ‘thicken’ feature in SolidWorks. The solid body can be exported as an STL file for 3D-printing.
3. Results
3.1. Biocompatibility
3.2. Forefinger Orthosis Design
3.3. Thumb Orthosis Design
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, R.K.; Jin, Y.A.; Wensman, J.; Shih, A. Additive manufacturing of custom orthoses and prostheses—A review. Addit. Manuf. 2016, 12, 77–89. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.; Jeong, S. Case study: Hybrid model for the customized wrist orthosis using 3D printing. J. Mech. Sci. Technol. 2015, 29, 5151–5156. [Google Scholar] [CrossRef]
- Cafolla, D. A personalized flexible exoskeleton for finger rehabilitation: A conceptual design. In Advances in Mechanism and Machine Science, Proceedings of the IFToMM World Congress on Mechanism and Machine Science 2019, Krakow, Poland, 15–18 July 2019; Uhl, T., Ed.; Springer: Cham, Switzerland, 2019; Volume 73, pp. 73–82. [Google Scholar] [CrossRef]
- Ciobanu, O.; Xu, W.; Ciobanu, G. The Use of 3D Scanning and Rapid Prototyping in Medical Engineering. Fiabil. Durab. 2013, 1, 241–247. Available online: https://doaj.org/article/320640edd8454b6cb4995d9b11af5f77 (accessed on 9 April 2021).
- Cha, Y.H.; Lee, K.H.; Ryu, H.J.; Joo, I.W.; Seo, A.; Kim, D.H.; Kim, S.J. Ankle-Foot Orthosis Made by 3D Printing Technique and Automated Design Software. Appl. Bionics Biomech. 2017, 2017, 9610468. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Baronio, G.; Harran, S.; Signoroni, A. A critical analysis of a hand orthosis reverse engineering and 3D printing process. Appl. Bionics Biomech. 2016, 2016, 8347478. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Paterson, A.M.J.; Bibb, R.J.; Campbell, R.I. A review of existing anatomical data capture methods to support the mass customisation of wrist splints. Virtual Phys. Prototyp. 2010, 5, 201–207. [Google Scholar] [CrossRef] [Green Version]
- Bibb, R.; Freeman, P.; Brown, R.; Sugar, A.; Evans, P.; Bocca, A. An investigation of three-dimensional scanning of human body surfaces and its use in the design and manufacture of prostheses. Proc. Inst. Mech. Eng. H 2000, 214, 589–594. [Google Scholar] [CrossRef] [Green Version]
- Tzou, C.H.J.; Artner, N.M.; Pona, I.; Hold, A.; Placheta, E.; Kropatsch, W.G.; Frey, M. Comparison of three-dimensional surface-imaging systems. J. Plast. Reconstr. Aesthet. Surg. 2014, 67, 489–497. [Google Scholar] [CrossRef] [PubMed]
- Autodesk Meshmixer. Available online: http://www.meshmixer.com/ (accessed on 9 April 2021).
- PLACTIVE Antimicrobial Nanocomposite. Cooper3D Antibacterial Innovations. Available online: https://copper3d.com/booklet/booklet__plactive2.pdf (accessed on 8 April 2021).
- Zuniga, J.M. 3D Printed Antibacterial Prostheses. Appl. Sci. 2018, 8, 1651. [Google Scholar] [CrossRef] [Green Version]
- Mathew, E.; Gilmore, B.F.; Larrañeta, E.; Lamprou, D.A. Antimicrobial 3D Printed Objects in the Fight Against Pandemics. 3D Print. Addit. Manuf. 2021, 8, 79–86. [Google Scholar] [CrossRef]
- Copper3D: Hack the Pandemic. Available online: https://copper3d.com/hackthepandemic/ (accessed on 9 April 2021).
- Rao, D.; Thoke, J. COVID-19 Crisis-A paradigm shift in the development of Facemasks. J. Innov. Dev. Pharm. Tech. Sci. (JIDPTS) 2020, 3, 8–13. [Google Scholar]
- Dudley, D.R.; Knarr, B.A.; Siu, K.-C.; Peck, J.; Ricks, B.; Zuniga, J.M. Testing of a 3D printed hand exoskeleton for an individual with stroke: A case study. Disabil. Rehabil. Assist. Technol. 2019, 16, 209–213. [Google Scholar] [CrossRef] [PubMed]
- Palza, H. Antimicrobial Polymers with Metal Nanoparticles. Int. J. Mol. Sci. 2015, 16, 2099–2116. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Godymchuk, A.; Frolov, G.; Gusev, A.; Zakharova, O.; Yunda, E.; Kuznetsov, D.; Kolesnikov, E. Antibacterial Properties of Copper Nanoparticle Dispersions: Influence of Synthesis Conditions and Physicochemical Characteristics. IOP Conf. Ser. Mater. Sci. Eng. 2015, 98, 012033. [Google Scholar] [CrossRef]
- Han, J.; Chen, L.; Duan, S.; Yang, Q.; Yang, M.; Gao, C.; Zhang, B.Y.; He, H.; Dong, X.P. Efficient and quick inactivation of SARS coronavirus and other microbes exposed to the surfaces of some metal catalysts. Biomed. Environ. Sci. 2005, 18, 176–180. [Google Scholar] [PubMed]
- Borkow, G.; Zhou, S.S.; Page, T.; Gabbay, J. A novel anti-influenza copper oxide containing respiratory face mask. PLoS ONE 2010, 5, e11295. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Borkow, G.; Sidwell, R.W.; Smee, D.F.; Barnard, D.L.; Morrey, J.D.; Lara-Villegas, H.H.; Shemer-Avni, Y.; Gabbay, J. Neutralizing Viruses in Suspensions by Copper Oxide-Based Filters. Antimicrob. Agents Chemother. 2007, 51, 2605–2607. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Flashforge 3D Printer. Dreamer. Available online: https://www.flashforge.com/product-detail/5 (accessed on 20 April 2021).
- HEK-293 Cells, ATCC®, CRL-1573™. Available online: https://www.lgcstandards-atcc.org/products/all/crl-1573.aspx?geo_country=it (accessed on 13 April 2021).
- Esposito, T.; Magliocca, S.; Formicola, D.; Gianfrancesco, F. piR_015520 belongs to Piwi-associated RNAs regulates expression of the human melatonin receptor 1A gene. PLoS ONE 2011, 6, e22727. [Google Scholar] [CrossRef] [PubMed]
- Creative Commons Attribution 3.0 Unported License. Available online: https://creativecommons.org/licenses/by/3.0/ (accessed on 8 April 2021).
- Artec Group Inc. Hand. Available online: https://www.artec3d.com/3d-models/hand (accessed on 8 April 2021).
- Bretz, K.; Jobbagy, A.; Bretz, K. Force measurement of hand and fingers. Biomech. Hung. 2010, 3, 61–66. [Google Scholar] [CrossRef]
- Golovin, M.A.; Marusin, N.V.; Golubeva, Y.B. Use of 3D Printing in the Orthopedic Prosthetics Industry. Biomed. Eng. 2018, 52, 100–105. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Material Name | PLACTIVE AN1™ |
| Color | Red |
| Density | 1.24 g/cm3 |
| Relative Viscosity | 4.0 |
| Filament Diameter | 1.75 mm |
| Nano-Additive Concentration | 1% |
| Peak Melt Temperature | 145–160 °C |
| Glass Transition Temperature | 55–60 °C |
| Tensile Yield Strength | 60 MPa |
| Tensile Strength at Break | 53 MPa |
| Flexural Strength | 83 MPa |
| Parameter | Value |
|---|---|
| Layer height | 0.08 mm |
| Shell thickness: | 0.40 mm |
| Infill | 100% |
| Print speed | 20 mm/s |
| Travel speed: | 70 mm/s |
| Extruder Temperature | 248 °C |
| Platform Temperature | 64 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaparro-Rico, B.D.M.; Martinello, K.; Fucile, S.; Cafolla, D. User-Tailored Orthosis Design for 3D Printing with PLACTIVE: A Quick Methodology. Crystals 2021, 11, 561. https://doi.org/10.3390/cryst11050561
Chaparro-Rico BDM, Martinello K, Fucile S, Cafolla D. User-Tailored Orthosis Design for 3D Printing with PLACTIVE: A Quick Methodology. Crystals. 2021; 11(5):561. https://doi.org/10.3390/cryst11050561
Chicago/Turabian StyleChaparro-Rico, Betsy D. M., Katiuscia Martinello, Sergio Fucile, and Daniele Cafolla. 2021. "User-Tailored Orthosis Design for 3D Printing with PLACTIVE: A Quick Methodology" Crystals 11, no. 5: 561. https://doi.org/10.3390/cryst11050561