
Study on the Evolution of the γ′ Phase and Grain Boundaries in Nickel-Based Superalloy during Interrupted Continuous Cooling

Abstract
:1. Introduction
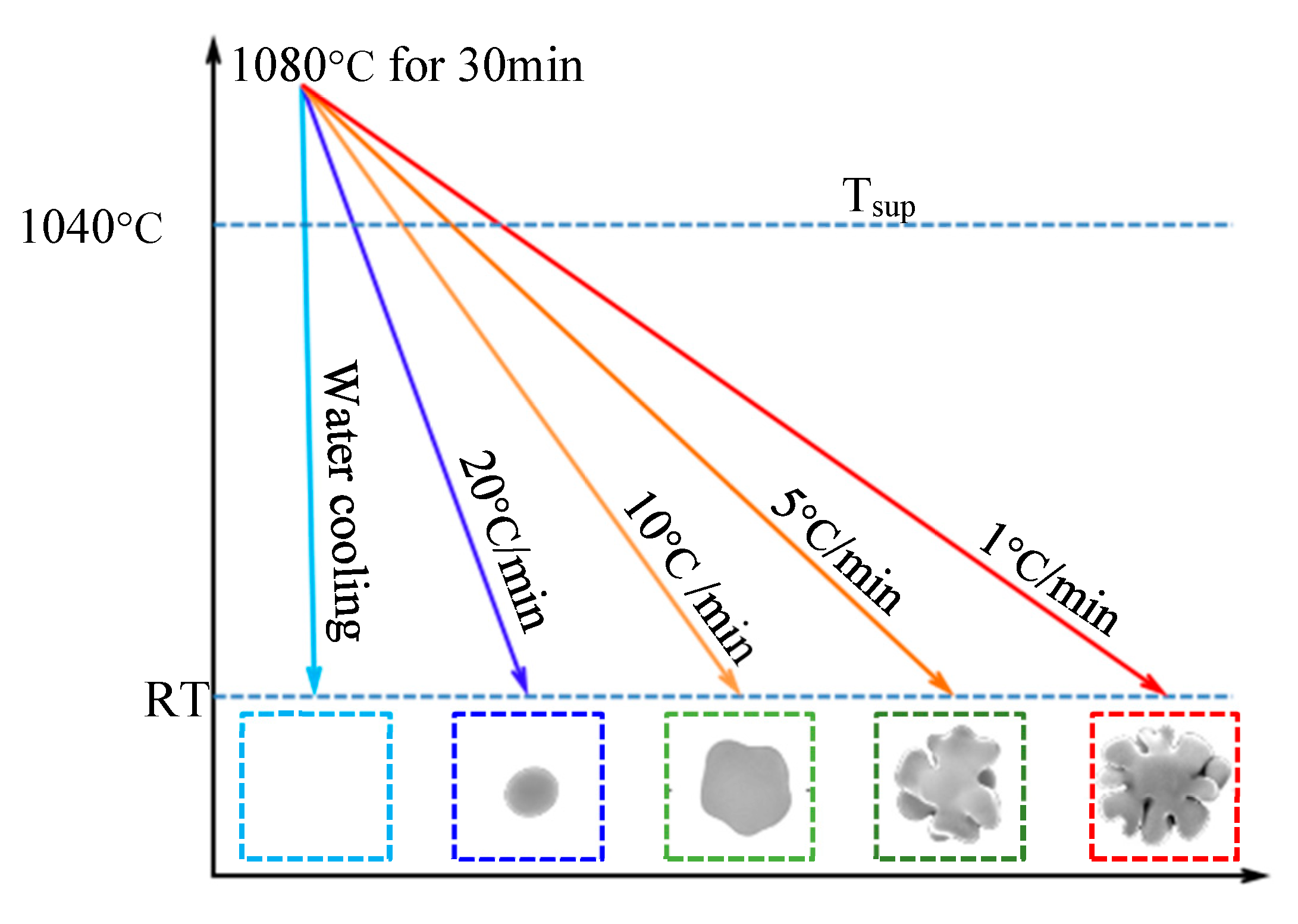
2. Materials and Experiment
3. Results and Discussion
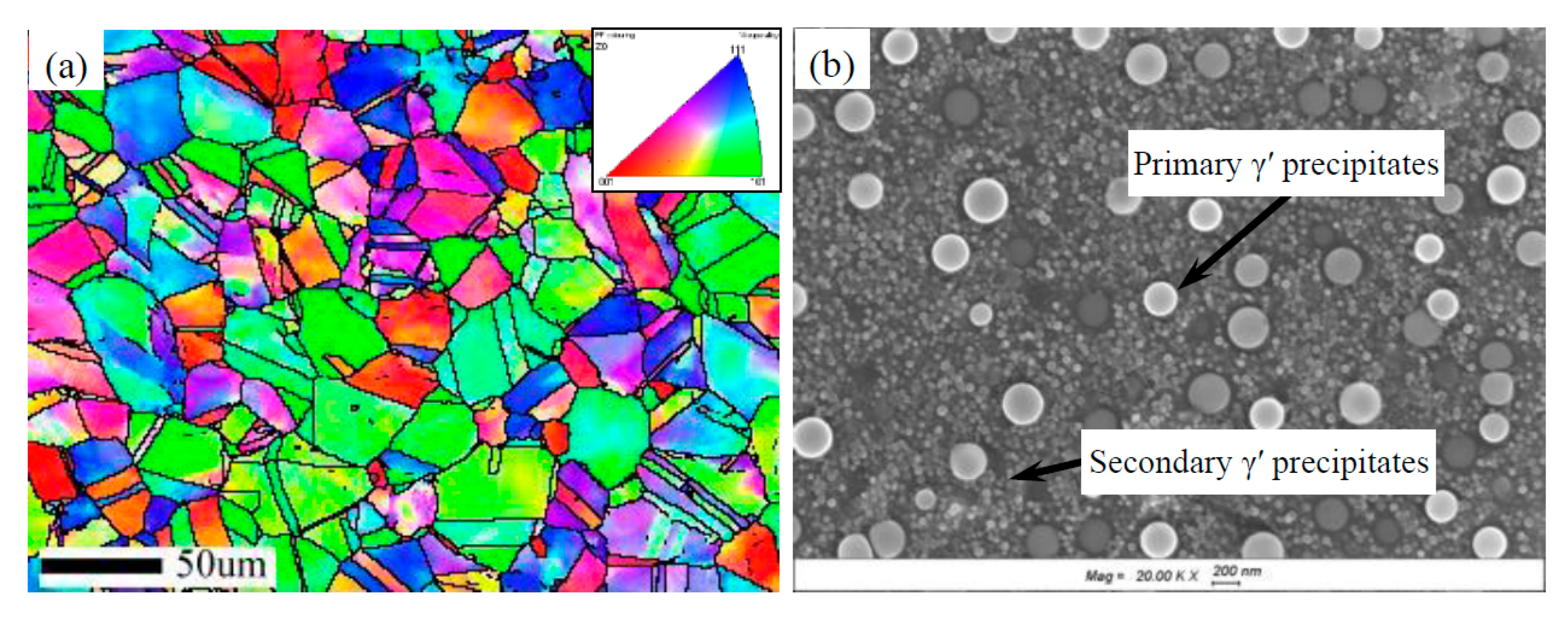
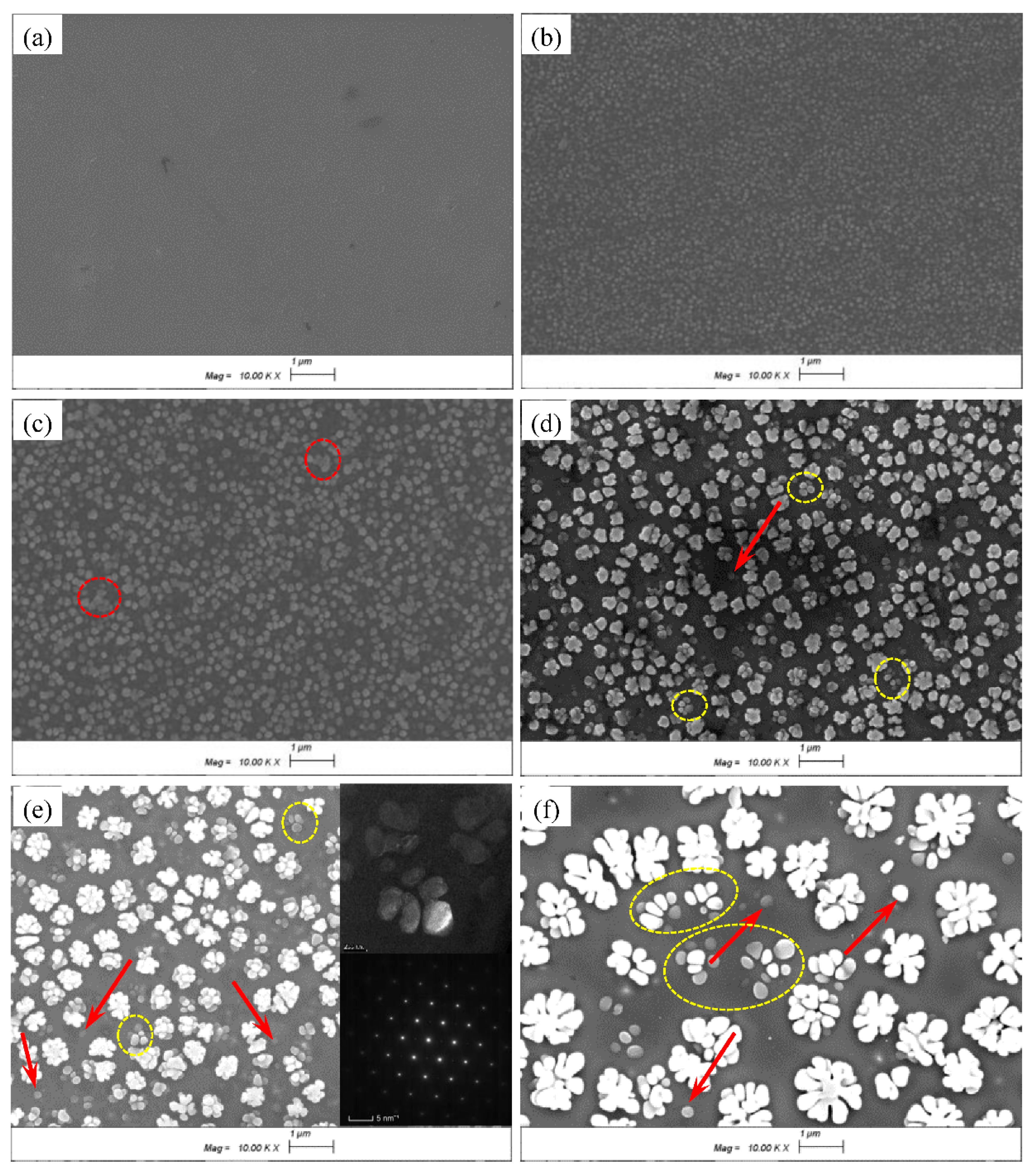
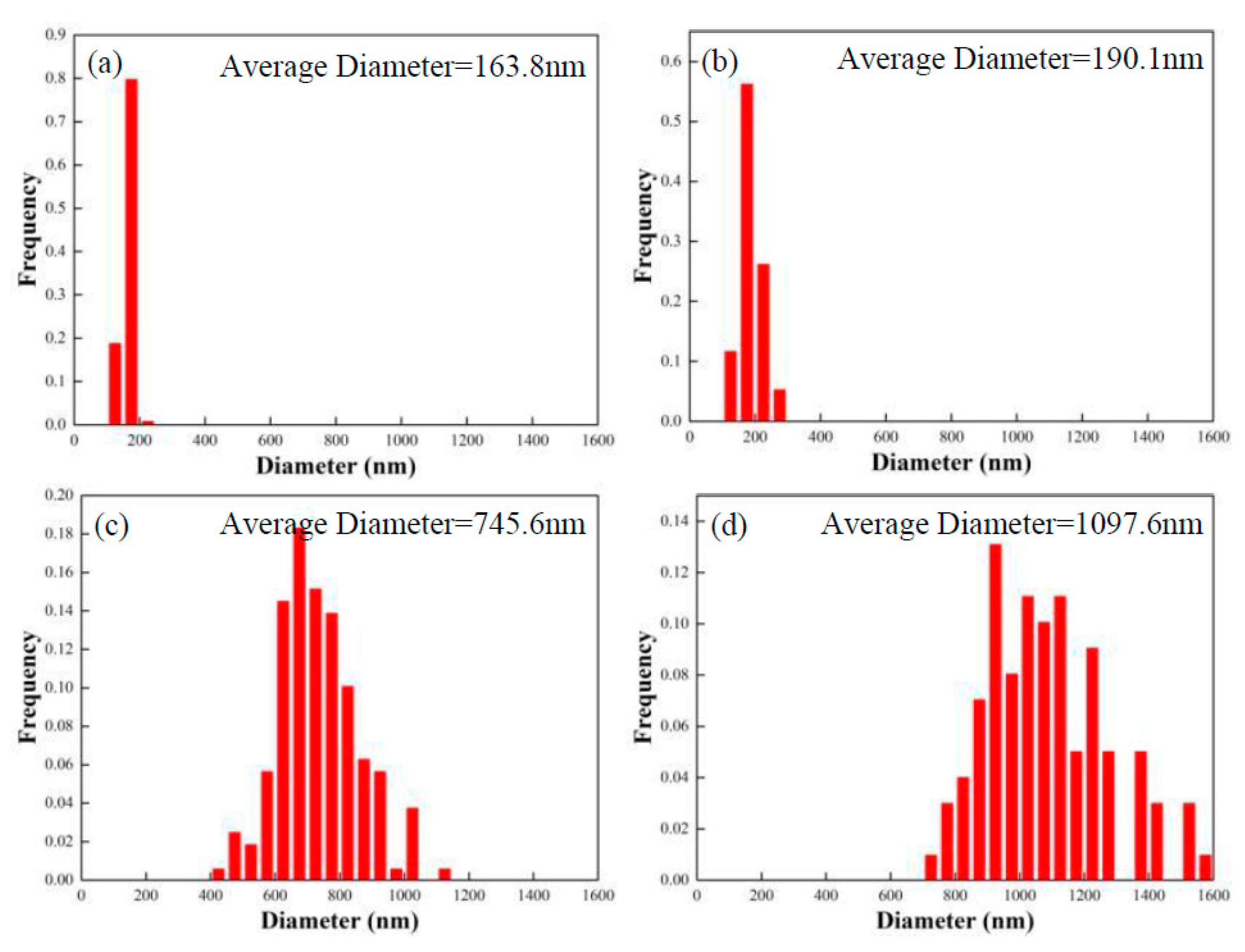
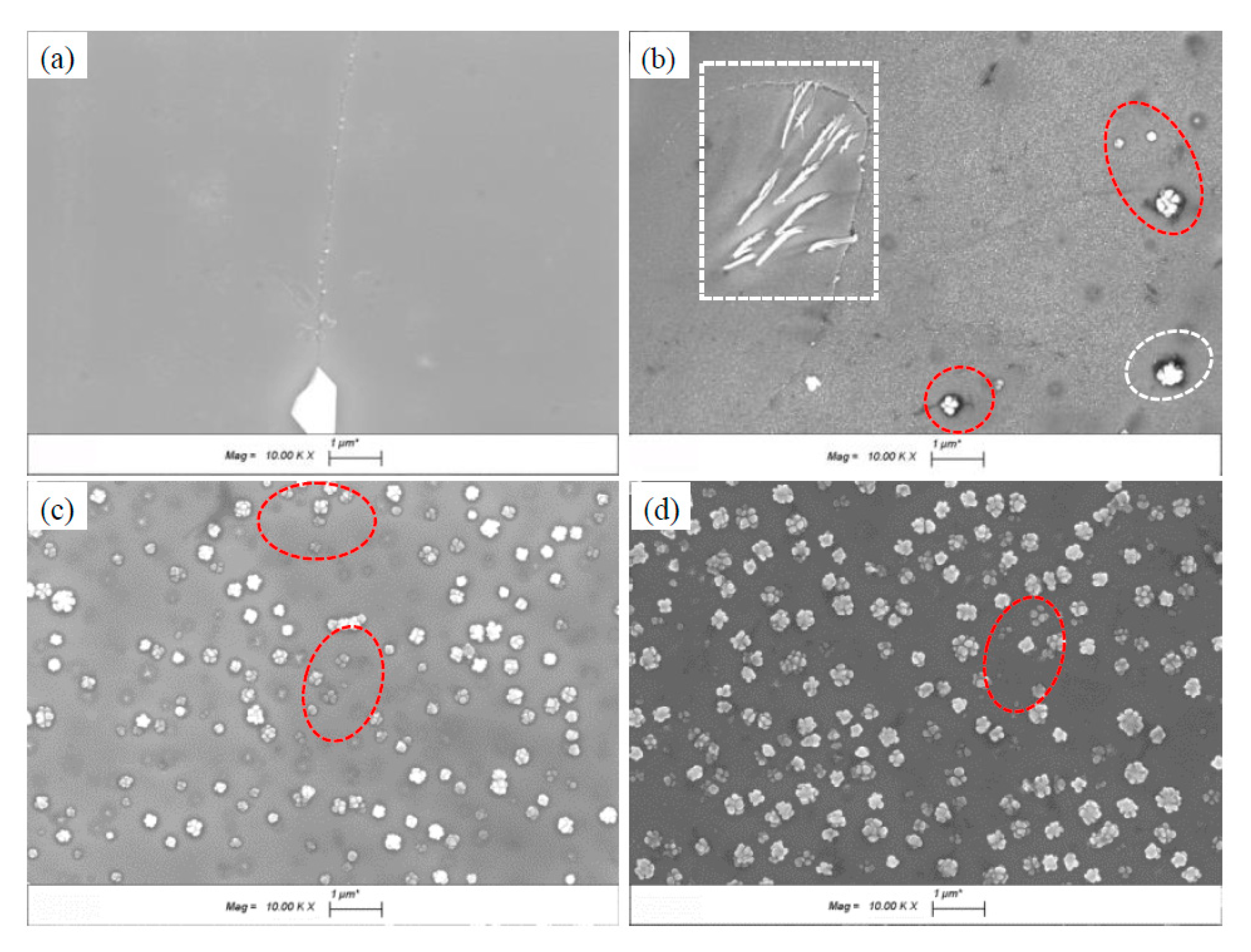
3.1. The Morphology of the γ′ Precipitates under Different Cooling Rates
3.2. The Morphology of the γ′ Precipitates at Different Interrupt Temperatures
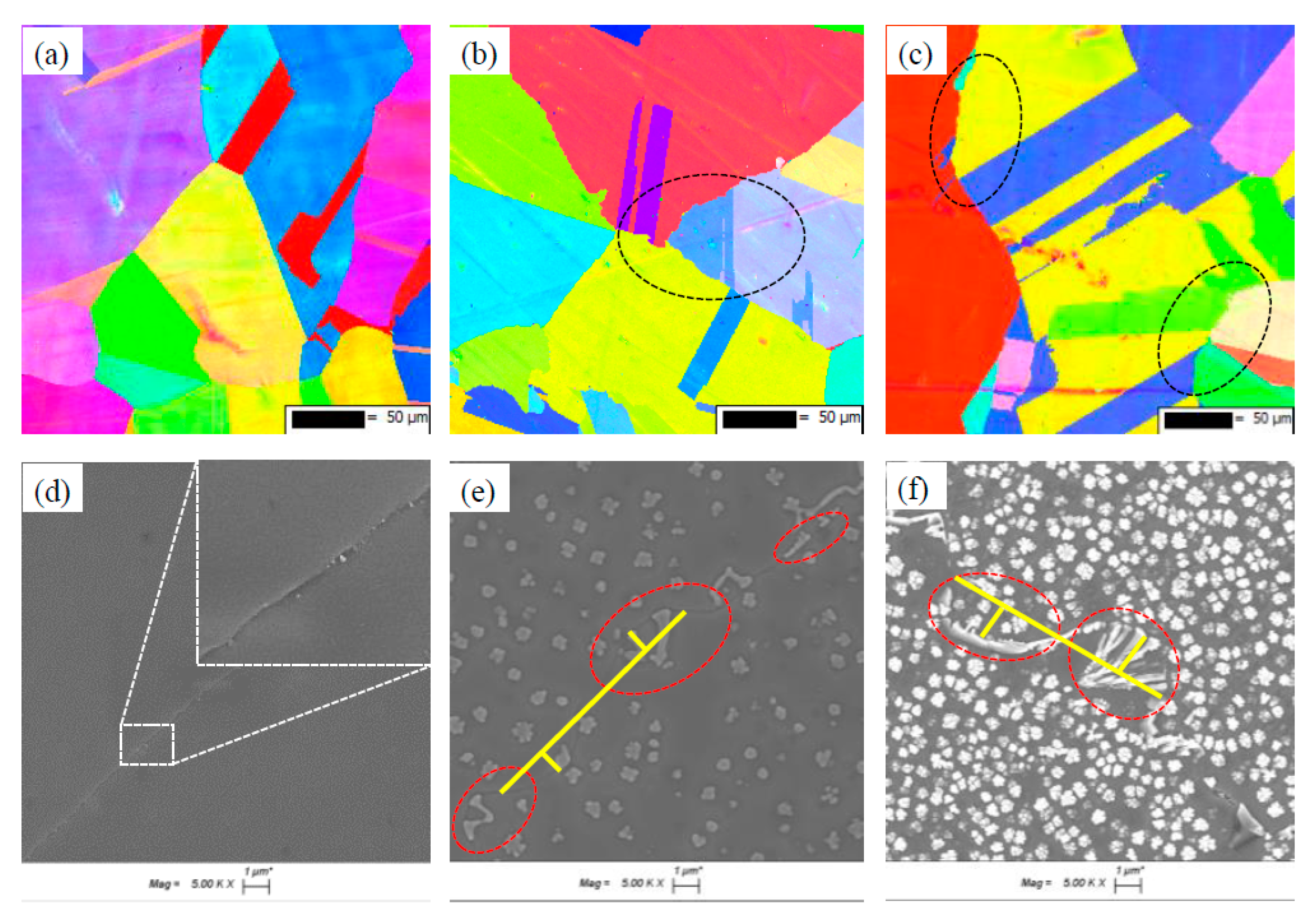
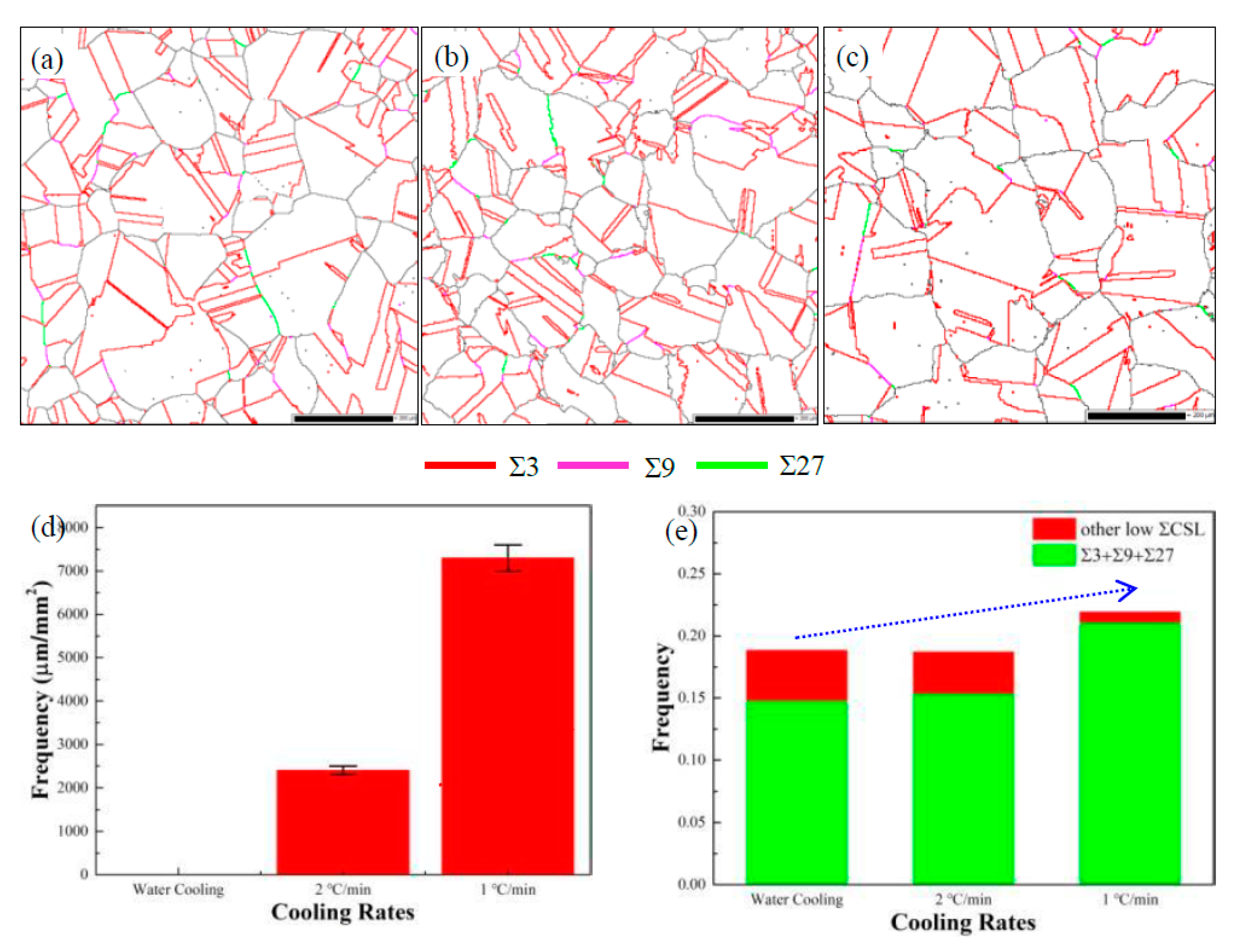
3.3. The Morphology of the Grain Boundaries under Different Cooling Rates
4. Conclusions
- The morphology of the γ′ precipitates was strongly dependent on the cooling rates; the sphere γ′ precipitates were formed under the fast cooling rates, while flower-like ones under the slower cooling rates.
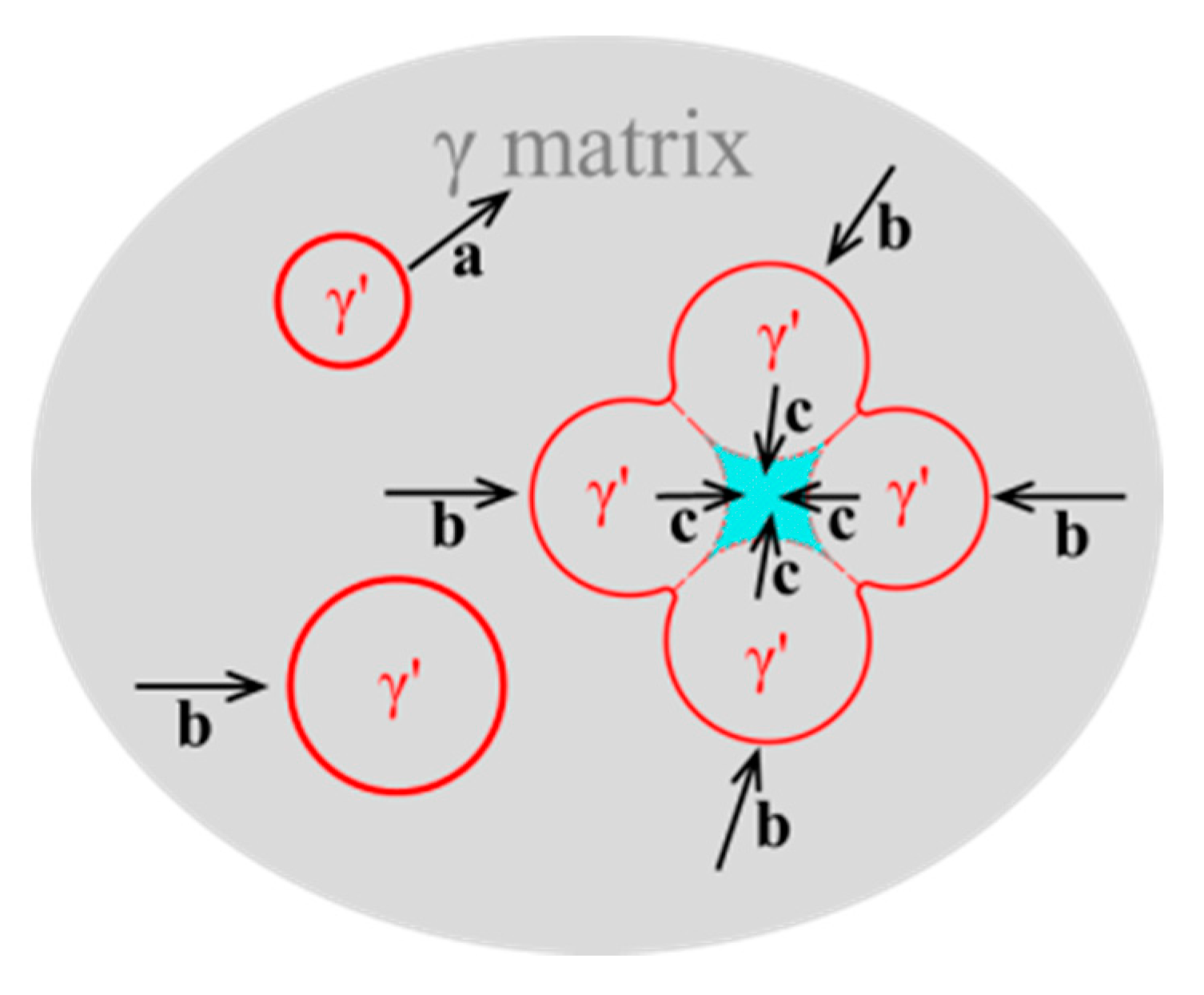
- The solute atoms that constitute the γ′ precipitates may involve the process of dissolution from the small γ′ precipitates to the γ matrix, diffusing to the large γ′ precipitates from the matrix, and the short distance among γ′ precipitates close to each other.
- The formation of serrated grain boundaries was mainly associated with the presence of fan-type γ′ precipitates and the heterogeneous phases located on the grain boundaries. The degree of serration of grain boundaries is more apparent with the decreasing of the cooling rates.
- The linear density of serrated grain boundaries is increasing with the decreasing cooling rates, and the fraction of overall low ΣCSL grain boundaries was enhanced with the decreasing of the cooling rates which is of benefit in improving the creep property.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fox-Rabinovich, G.S.; Kovalev, A.I.; Aguirre, M.H.; Beake, B.D.; Yamamoto, K.; Veldhuis, S.C.; Endrino, J.L.; Wainstein, D.L.; Rashkovskiy, A.Y. Design and performance of AlTiN and TiAlCrN PVD coatings for machining of hard to cut materials. Surf. Coatings Technol. 2009, 204, 489–496. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Evolution of flow stress and microstructure during isothermal compression of Waspaloy. Mater. Sci. Eng. A 2014, 615, 497–510. [Google Scholar] [CrossRef]
- Amiri, A.; Bruschi, S.; Sadeghi, M.H.; Bariani, P. Investigation on hot deformation behavior of Waspaloy. Mater. Sci. Eng. A 2013, 562, 77–82. [Google Scholar] [CrossRef]
- Jia, C.; Zhang, F.; Kang, W.; Lv, S. Effective solution treatment can result in improved creep performance of superalloys. J. Alloy. Compd. 2019, 770, 166–174. [Google Scholar] [CrossRef]
- Chang, K.M.; Liu, X. Effect of γ′ content on the mechanical behavior of the WASPALOY alloy system. Mater. Sci. Eng. A 2001, 308, 1–8. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yue, S. Mechanical Property and Microstructure of Linear Friction Welded WASPALOY. Met. Mater. Trans. A 2011, 42, 729–744. [Google Scholar] [CrossRef]
- Zhao, S.Q.; Xie, X.S. Mechanical Properties and Microstructure Evolution of WASPALOY after Long Exposure. Mater. Mech. Eng. 2006, 30, 62–65. [Google Scholar]
- Wang, L.; Yang, G.; Lei, T.; Liu, Q. Microstructure and mechanical properties of waspaloy alloy as steam turbine blade after long-term thermal exposure. Trans. Mater. Heat Treat. 2014, 35, 60–64. [Google Scholar]
- Kelekanjeri, G.; Gerhardt, R.A. Effect of High Temperature Exposure on the Microstructure of Waspaloy. Microsc. Microanal. 2004, 10, 688–689. [Google Scholar] [CrossRef]
- Hwang, J.Y.; Banerjee, R.; Tiley, J.; Srinivasan, R.; Viswanathan, G.B.; Fraser, H.L. Nanoscale Characterization of Elemental Partitioning between Gamma and Gamma Prime Phases in René 88 DT Nickel-Base Superalloy. Met. Mater. Trans. A 2008, 40, 24–35. [Google Scholar] [CrossRef]
- Babu, S.S.; Miller, K.M.; Vitek, M.J.; David, S.A. Characterization of the microstructure evolution in a nickel base superalloy during continuous cooling conditions. Acta Mater. 2001, 49, 4149–4160. [Google Scholar] [CrossRef]
- Sarosi, P.M.; Wang, B.; Simmons, J.P.; Wang, Y.; Mills, M.J. Formation of multimodal size distributions of γ′ in a nickel-base superalloy during interrupted continuous cooling. Scr. Mater. 2007, 57, 767–770. [Google Scholar] [CrossRef]
- Wen, Y.H.; Simmons, J.P.; Shen, C.; Woodward, C.; Wang, Y. Phase-field modeling of bimodal particle size distributions during continuous cooling. Acta Mater. 2003, 51, 1123–1132. [Google Scholar] [CrossRef]
- Wang, H.; Liu, D.; Shi, Y.; Wang, J.; Qin, W. Matrix-Diffusion-Controlled Coarsening of the γ′ Phase in Waspaloy. Met. Mater. Int. 2019, 25, 1410–1419. [Google Scholar] [CrossRef]
- Wen, Y.H.; Wang, B.; Simmons, J.P.; Wang, Y. A phase-field model for heat treatment applications in Ni-based alloys. Acta Mater. 2006, 54, 2087–2099. [Google Scholar] [CrossRef]
- Balikci, E.; Raman, A. Characteristics of the γ′ precipitates at high temperatures in Ni-base polycrystalline superalloy IN738LC. J. Mater. Sci. 2000, 35, 3593–3597. [Google Scholar] [CrossRef]
- Arabi, H.; Rastegari, S.; Mirhosseini, M.; Sadeghi, B.M. Effect of cooling rates from partial solution temperature and aging on γ′ precipitation in IN792 superalloy. Mater. Sci. Technol. 2013, 29, 1513–1517. [Google Scholar] [CrossRef]
- Qiu, C.L.; Andrewsb, P. On the formation of irregular-shaped gamma prime and serrated grain boundaries in a nickel-based superalloy during continuous cooling. Mater. Charact. 2013, 76, 28–34. [Google Scholar] [CrossRef]
- Doi, M.; Miyazaki, T.; Wakatsuki, T. The effect of elastic interaction energy on the morphology of γ′precipitates in nickel-based alloys. Mater. Sci. Eng. 1984, 67, 247–253. [Google Scholar] [CrossRef]
- Lee, J.K. Splitting of coherent precipitates caused by elastic non-equilibrium. Theor. Appl. Fract. Mech. 2000, 33, 207–217. [Google Scholar] [CrossRef]
- Tiley, J.; Viswanathan, G.B.; Hwang, J.Y.; Shiveley, A.; Banerjee, R. Evaluation of gamma prime volume fractions and lattice misfits in a nickel base superalloy using the external standard X-ray diffraction method. Mater. Sci. Eng. A 2010, 528, 32–36. [Google Scholar] [CrossRef]
- Singh, A.R.P.; Nag, S.; Hwang, J.Y.; Viswanathan, G.B.; Tiley, J.; Srinivasan, R.; Fraser, H.L.; Banerjee, R. Influence of cooling rate on the development of multiple generations of γ′ precipitates in a commercial nickel base superalloy. Mater. Charact. 2011, 62, 878–886. [Google Scholar] [CrossRef]
- Tiley, J.; Viswanathan, G.B.; Srinivasan, R.; Banerjee, R.; Dimiduk, D.M.; Fraser, H.L. Coarsening kinetics of c0 precipitates in the commercial nickel base Superalloy Rene´ 88 DT. Acta Mater. 2009, 57, 2538–2549. [Google Scholar] [CrossRef]
- Viswanathan, G.B.; Banerjee, R.; Singh, A.; Nag, S.; Tiley, J.; Fraser, H.L. Precipitation of ordered phases in metallic solid solutions: A synergistic clustering and ordering process. Scr. Mater. 2011, 65, 485–488. [Google Scholar] [CrossRef]
- Picasso, A.; Somoza, A.; Tolley, A. Nucleation, growth and coarsening of γ′-precipitates in a Ni–Cr–Al-based commercial superalloy during artificial aging. J. Alloys Compd. 2009, 479, 129–133. [Google Scholar] [CrossRef]
- Doherty, R.D. Role of interfaces in kinetics of internal shape changes. Met. Sci. 1982, 16, 1–14. [Google Scholar] [CrossRef]
- Hong, H.U.; Kim, I.S.; Choi, B.G.; Kim, M.Y.; Jo, C.Y. The effect of grain boundary serration on creep resistance in a wrought nickel-based superalloy. Mater. Sci. Eng. A 2009, 517, 125–131. [Google Scholar] [CrossRef]
- Randle, N. Twinning-related grain boundary engineering. Acta Mater. 2004, 52, 4067–4081. [Google Scholar] [CrossRef]
- Kumar, M.; Schwartz, A.J.; King, W.E. Microstructural evolution during grain boundary engineering of low to medium stacking fault energy fcc materials. Acta Mater. 2002, 50, 2599–2612. [Google Scholar] [CrossRef]
- Yeh, A.-C.; Lu, K.-W.; Kuo, C.-M.; Bor, H.-Y.; Wec, C.-N. Effect of serrated grain boundaries on the creep property of Inconel 718 superalloy. Mater. Sci. Eng. A 2011, 530, 525–529. [Google Scholar] [CrossRef]
- Hong, H.U.; Jeong, H.W.; Kim, I.S.; Choi, B.G.; Yoo, Y.S.; Jo, C.Y. A Study on the Formation of Serrated Grain Boundaries and Its Applications in Nimonic 263. Mater. Sci. Forum 2010, 638, 2245–2250. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Qu, H.L.; Wang, M.M.; Wu, H.; Zhu, K.Y. Thermal stability and creep behavior of Ti–V–Cr burn-resistant alloys. J. Alloy. Compd. 2006, 407, 118–124. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Ti | Co | Cr | Mo | C | Ni |
|---|---|---|---|---|---|---|---|
| Wt % | 1.46 | 3.18 | 13.9 | 19.15 | 4.75 | 0.05 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Liu, D.; Wang, J.; Yang, Y.; Rao, H.; Wang, H.; Nan, J.; Wang, L. Study on the Evolution of the γ′ Phase and Grain Boundaries in Nickel-Based Superalloy during Interrupted Continuous Cooling. Crystals 2021, 11, 1464. https://doi.org/10.3390/cryst11121464
Wang H, Liu D, Wang J, Yang Y, Rao H, Wang H, Nan J, Wang L. Study on the Evolution of the γ′ Phase and Grain Boundaries in Nickel-Based Superalloy during Interrupted Continuous Cooling. Crystals. 2021; 11(12):1464. https://doi.org/10.3390/cryst11121464
Chicago/Turabian StyleWang, Haiping, Dong Liu, Jianguo Wang, Yanhui Yang, Haodong Rao, Hai Wang, Jungang Nan, and Longxiang Wang. 2021. "Study on the Evolution of the γ′ Phase and Grain Boundaries in Nickel-Based Superalloy during Interrupted Continuous Cooling" Crystals 11, no. 12: 1464. https://doi.org/10.3390/cryst11121464