Modeling Study of EMBr Effects on the Detrimental Dynamic Distortion Phenomenon in a Funnel Thin Slab Mold

 , and
, and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedure
3. Mathematical Model
3.1. Main Assumptions and Considerations
3.2. Reynolds Stress Model (RSM)
3.3. Volume of Fluid Model
3.4. MHD Model
4. Results
4.1. Model Validation
4.2. Fluid Dynamics Analysis without EMBr Effects
4.3. Analysis of the EMBr Effects on the Mold Flow Patterns
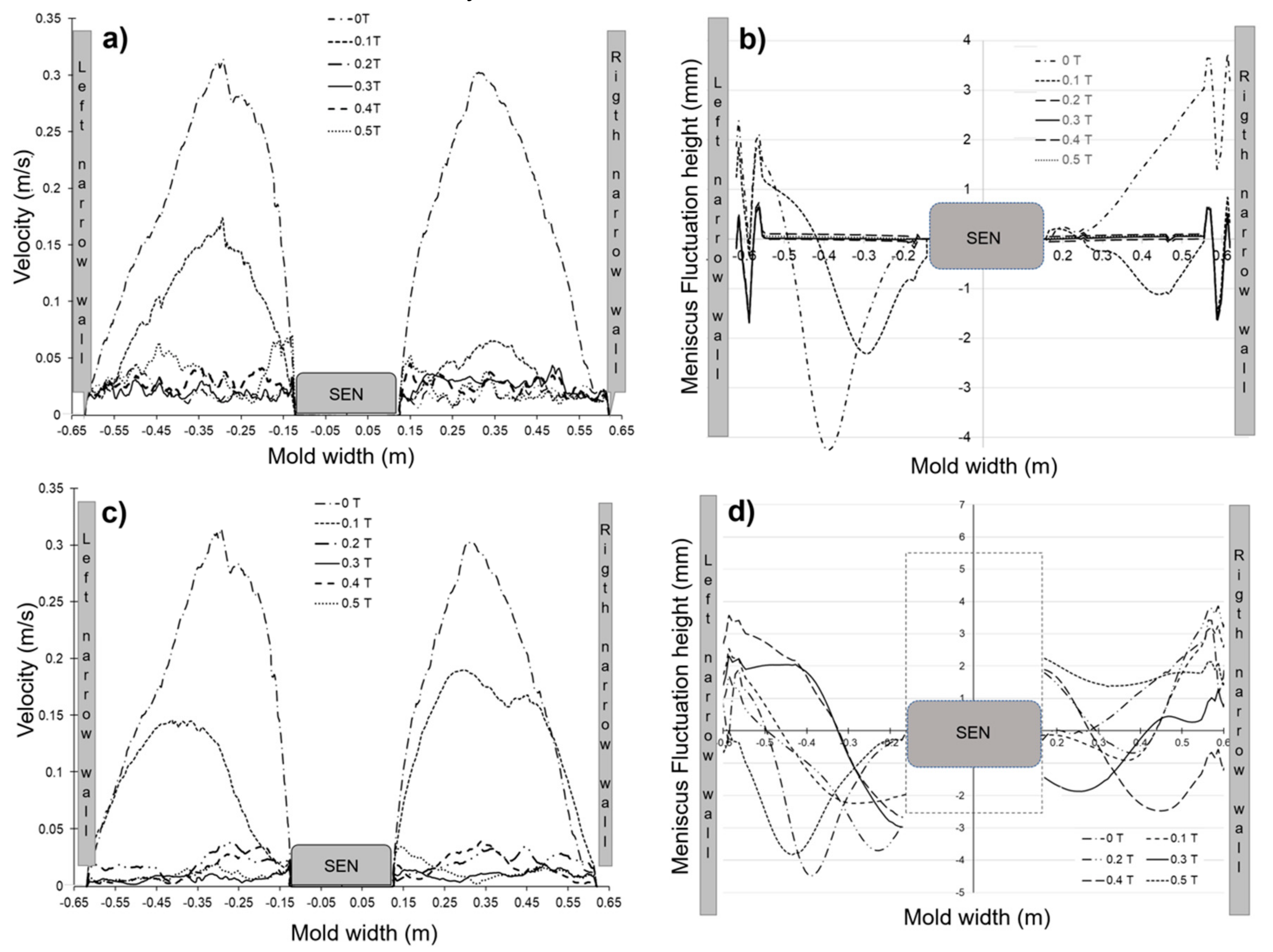
4.4. Study of the EMBr Effects on the Meniscus Behavior
5. Conclusions
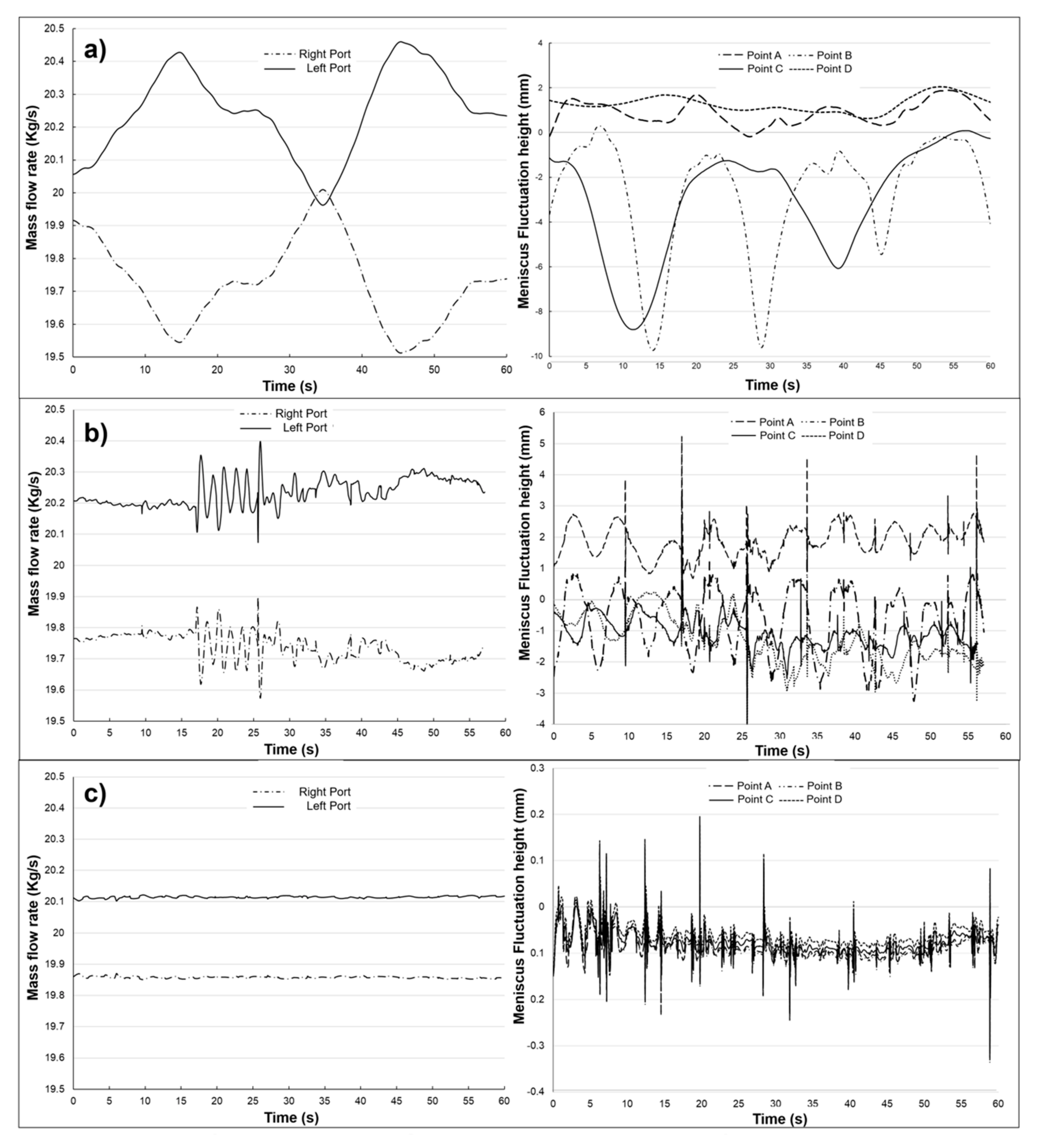
- The correct observation and analysis of the dynamic distortion phenomenon must be done transitorily by studying the flow patterns under unsteady-state conditions since its occurrence is often in funnel thin slab molds.
- The meniscus stability analysis in a thin slab mold must be under unsteady-state conditions due to the dynamic distortion phenomenon’s periodicity, which affects the meniscus fluctuation in different magnitudes depending on the DD intensity.
- The increment in the mass flow rate differences delivered by the SEN ports induces the start of the dynamic distortion phenomenon, which is excellently counteracted by the H-EMBr with an intensity of 0.1T and eliminated by applying higher H-EMBr magnitudes.
- The H-EMBr counteracts with effectiveness the DD phenomenon’s periodicity effects on the meniscus stability. It reduces the highest meniscus fluctuations from 10 to ± 3 mm with a field intensity of 0.1T and almost to 0 mm for higher field intensities.
- The V-EMBr effectively reduces the meniscus velocity but does not reduce the highest meniscus fluctuations with any field intensity. This EMBr configuration does not control the DD phenomenon, and even though it eliminates the upper roll flows, it induces new roll flows with small sizes close to the SEN walls.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cho, S.M.; Thomas, B.G. Electromagnetic Forces in Continuous Casting of Steel Slabs. Metals 2019, 9, 471. [Google Scholar] [CrossRef] [Green Version]
- Thomas, B.G. Modeling of Continuous Casting Defects Related to Mold Fluid Flow. Iron Steel Technol. 2006, 3, 2–17. [Google Scholar]
- Honeyands, T.; Herbertson, J. Flow dynamics in thin slab caster moulds. Steel Res. 1995, 66, 287–293. [Google Scholar] [CrossRef]
- Gebert, B.M.; Davidson, M.R.; Rudman, M.J. Computed oscillations of a confined submerged liquid jet. Appl. Math. Model. 1998, 22, 843–850. [Google Scholar] [CrossRef]
- Davidson, M.R.; Lawson, N.J. Numerical prediction of submerged oscillating jet flow. In Proceedings of the 2nd International Conference On CFD in the Minerals and Process Industries, CSIRO, Melbourne, Australia, 6–8 December 1999; pp. 223–8. [Google Scholar]
- Gupta, D.; Chakraborty, S.; Lahiri, A.K. Asymmetry and Oscillation of the Fluid Flow Pattern in a Continuous Casting Mould: A Water Model Study. ISIJ Int. 1997, 37, 654–658. [Google Scholar] [CrossRef]
- Nam, H.; Park, H.S.; Yoon, J.K. Numerical Analysis of Fluid Flow and Heat Transfer in the Funnel Type Mold of a Thin Slab Caster. ISIJ Int. 2000, 40, 886–892. [Google Scholar] [CrossRef] [Green Version]
- Park, H.S.; Nam, H.; Yoon, J.K. Numerical Analysis of Fluid Flow and Heat Transfer in the Parallel Type Mold of a Thin Slab Caster. ISIJ Int. 2001, 41, 974–980. [Google Scholar] [CrossRef]
- Shen, B.; Shen, H.; Liu, B. Instability of Fluid Flow and Level Fluctuation in Continuous Thin Slab Casting Mould. ISIJ Int. 2007, 47, 427–432. [Google Scholar] [CrossRef] [Green Version]
- Torres-Alonso, E.; Morales, R.D.; Demedices, L.G.; Nájera, A.; Palafox-Ramos, J.; Lopez, R. Flow Dynamics in Thin Slab Molds Driven by Sustainable Oscillating Jets from the Feeding SEN. ISIJ Int. 2007, 47, 679–688. [Google Scholar] [CrossRef] [Green Version]
- Torres-Alonso, E.; Morales, R.D.; Palafox-Ramos, J.; Lopez, R. Oscillating Jet Flows in a Thin Slab Mold and their Influence on Meniscus Stability. Steel Res. Int. 2008, 79, 553–563. [Google Scholar] [CrossRef]
- Jeon, Y.J.; Sung, H.J.; Lee, S. Flow Oscillations and Meniscus Fluctuations in a Funnel-Type Water Mold Model. Metall. Mater. Trans. B 2010, 41, 121–130. [Google Scholar] [CrossRef] [Green Version]
- Torres-Alonso, E.; Morales, R.D.; Garcia-Hernandez, S.; Palafox-Ramos, J. Cyclic Turbulent Instabilities in a Thin Slab Mold. Part I: Physical Model. Metall. Mater. Trans. B 2010, 41, 583–597. [Google Scholar] [CrossRef]
- Zarea, M.H.; Meysami, A.H.; Mahmoudi, Sh.; Hajisafari, M.; MazarAtabaki, M. Simulation of Fluid Flow and Solidification in the Funnel Type Crystalizer of Thin Slab Continuous Cast. Orient. J. Chem. 1325, 29, 1325–337. [Google Scholar] [CrossRef] [Green Version]
- Arcos-Gutiérrez, H.; Barrera-Cardiel, G.; de Barreto, J.J. Simulación Física y Matemática para la Optimización del Diseño de una Buza para el Molde de Colada Continua de Planchón Delgado. Foro Ing. Investig. Mater. Morelia México 2011, 8, 373–379. [Google Scholar]
- Morales, R.D.; Tang, Y.; Nitzl, G.; Eglsaeer, C.; Hackl, G. Design of a Submerged Entry Nozzle for Thin Slab Molds Operating at High Casting Speeds. ISIJ Int. 2012, 52, 1607–1615. [Google Scholar] [CrossRef] [Green Version]
- Zarea, M.H.; Meysami, A.H.; Mahmoudi, Sh.; Hajisafari, M.; Atabaki, M.M. Simulation of flow field and steel/slag interface in the mold region of a thin slab steel continuous caster with tetra-furcated nozzle. J. Manuf. Process. 2013, 15, 307–317. [Google Scholar] [CrossRef]
- Arcos-Gutierrez, H.; Barrera-Cardiel, G.; de Jesus Barreto, J.; Garcia-Hernandez, S. Numerical Study of Internal SEN Design Effects on Jet Oscillations in a Funnel Thin Slab Caster. ISIJ Int. 2014, 54, 1304–1313. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Li, B.; Tsukihashi, F. Instability and Periodicity of Asymmetrical Flow in a Funnel Thin Slab Continuous Casting Mold. ISIJ Int. 2015, 55, 805–813. [Google Scholar] [CrossRef] [Green Version]
- Hwang, Y.S.; Cha, P.R.; Nam, H.S.; Moon, K.H.; Yoon, J.K. Numerical Analysis of the Influences of Operational Parameters on the Fluid Flow and Meniscus Shape in Slab Caster with EMBR. ISIJ Int. 1997, 37, 659–667. [Google Scholar] [CrossRef]
- Ha, M.Y.; Lee, H.G.; Seong, S.H. Numerical simulation of three-dimensional flow, heat transfer, and solidification of steel in continuous casting mold with electromagnetic brake. J. Mater. Process. Technol. 2003, 133, 322–339. [Google Scholar] [CrossRef]
- Takatani, K. Effects of Electromagnetic Brake and Meniscus Electromagnetic Stirrer on Transient Molten Steel Flow at Meniscus in a Continuous Casting Mold. ISIJ Int. 2003, 43, 915–922. [Google Scholar] [CrossRef]
- Yu, H.; Wang, B.; Li, H.; Li, J. Influence of electromagnetic brake on flow field of liquid steel in the slab continuous casting mold. J. Mater. Process. Technol. 2008, 202, 179–187. [Google Scholar] [CrossRef]
- Wang, H.; Zhu, M.; Yu, H. Numerical Analysis of Electromagnetic Field and Flow Field in High Casting Speed Slab Continuous Casting Mold with Traveling Magnetic Field. J. Iron Steel Res. Int. 2010, 17, 25–30. [Google Scholar] [CrossRef]
- Garcia-Hernandez, S.; Morales, R.D.; Torres-Alonso, E. Effects of EMBr position, mould curvature and slide gate on fluid flow of steel in slab mould. Ironmak. Steelmak. 2010, 37, 360–368. [Google Scholar] [CrossRef]
- Thomas, B.G.; Shing, R.; Chaudhary, R.; Vanka, P. Flow Control with Ruler Electromagnetic Braking (EMBr) in Continuous Casting of Steel Slabs. In Proceedings of the Fifth Baosteel Biennial Academic Conference, Shanghai, China, 4–6 June 2013. [Google Scholar]
- Cho, S.M.; Kim, S.H.; Thomas, B.G. Transient Fluid Flow during Steady Continuous Casting of Steel Slabs: Part II. Effect of Double-Ruler Electro-Magnetic Braking. ISIJ Int. 2014, 54, 855–864. [Google Scholar] [CrossRef]
- Singh, R.; Thomas, B.G.; Vanka, S.P. Large Eddy Simulations of Double-Ruler Electromagnetic Field Effect on Transient Flow During Continuous Casting. Metall. Mater. Trans. B 2014, 45B, 1098–1115. [Google Scholar] [CrossRef] [Green Version]
- Xu, C.J.; Zhang, X.J.; Li, J.; Wang, Z.Y.; Zhang, L.W. Magnetic field distribution in the electromagnetic feeding riser of rectangle steel ingot. Metallurgical 2016, 55, 317–320. [Google Scholar]
- Sarkar, S.; Singh, V.; Ajmani, S.K.; Ranjan, R.; Rajasekar, K. Effect of Double Ruler Magnetic Field in Controlling Meniscus Flow and Turbulence Intensity Distribution in Continuous Slab Casting Mold. ISIJ Int. 2016, 56, 2181–2190. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Li, L.; Li, B. Large Eddy Simulation of Transient Flow and Inclusions Transport in Continuous Casting Mold under Different Electromagnetic Brakes. Miner. Met. Mater. Soc. 2016, 2180–2190. [Google Scholar] [CrossRef]
- Li, F.; Wang, E.; Feng, M.; Li, Z. Simulation Research of Flow Field in Continuous Casting Mold with Vertical Electromagnetic Brake. ISIJ Int. 2015, 55, 814–820. [Google Scholar] [CrossRef] [Green Version]
- Xu, L.; Wang, E.; Karcher, C.; Deng, A.; Xu, X. Numerical Simulation of the Effects of Horizontal and Vertical EMBr on Jet Flow and Mold Level Fluctuation in Continuous Casting. Metall. Mater. Trans. B 2018, 49B, 2779–2793. [Google Scholar] [CrossRef]
- Li, F.; Wang, E.; Feng, M. Numerical Simulation of Magnetic Field and Flow Control in Mold with Vertical Combination Electromagnetic Brake. La Metallurgia Italiana 2016, 7, 17–25. [Google Scholar]
- Yavuz, M.M. The Effects of Electromagnetic Brake on Liquid Steel Flow in Thin Slab Caster. Steel Res. Int. 2011, 82, 809–818. [Google Scholar] [CrossRef]
- Tian, X.Y.; Li, B.W.; He, J.C. Electromagnetic Brake Effects on the Funnel Shape Mold of a Thin Slab Caster Based on a New Type Magnet. Metall. Mater. Trans. B 2009, 40B, 596–604. [Google Scholar] [CrossRef]
- Liu, H.; Yang, C.; Zhang, H.; Zhai, Q.; Gan, Y. Numerical Simulation of Fluid Flow and Thermal Characteristics of Thin Slab in the Funnel-Type Molds of Two Casters. ISIJ Int. 2011, 51, 392–401. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.S.; Zhang, X.F.; Wang, B.; Liu, Q.; Hu, Z.G. Numerical Analysis of the Influences of Operational Parameters on the Braking Effect of EMBr in a CSP Funnel-Type Mold. Metall. Mater. Trans. B 2014, 45B, 295–306. [Google Scholar] [CrossRef]
- Kunstreich, S.; Gautreau, T.; Ren, J.Y.; Codutti, A.; Guastini, F.; Petronio, M. Experimental approach to develop Multi-Mode® EMB, an advanced electromagnetic brake for thin slab casters. In Proceedings of the 8th International Conference on Electromagnetic Processing of Materials, Cannes, France, 12–16 October 2015; pp. 369–372. [Google Scholar]
- Chen, H.M.; Hwang, W.S. Effects of Electromagnetic Braking on the Fluid Flow inside a Thin Slab, Continuous Casting Mold through Numerical Simulations. In Proceedings of the 23rd Conference on Metallurgy and Materials, Brno, Czech Republic, 21–23 May 2014. [Google Scholar]
- Li, B.; Tsukihashi, F. Effects of Electromagnetic Brake on Vortex Flows in Thin Slab Continuous Casting Mold. ISIJ Int. 2006, 46, 1833–1838. [Google Scholar] [CrossRef] [Green Version]
- Wilcox, D.C. Turbulence Modeling for CFD; Industries Inc.: La Cañada Flintridge, CA, USA, 2000; p. 103. [Google Scholar]
- Anderson, J.D. Computational Fluid Dynamics; McGraw Hill Inc.: New York, NY, USA, 1995; p. 261. [Google Scholar]
- Chung, T.J. Computational Fluid Dynamics; Cambridge University Press: London, UK; New York, NY, USA, 2002; pp. 937–956. [Google Scholar]
- Ferziger, J.H.; Peric, M. Computational Methods for Fluid Dynamics; Springer: New York, NY, USA, 2002; pp. 1–71. [Google Scholar]
- Pope, S.B. Turbulent Flows; Cambridge Press: New York, NY, USA, 2000; pp. 387–419. [Google Scholar]
- ANSYS Inc. Fluent 6.2 User’s Guide, Centerra Resource Park 10 Cavendish Court Lebanon. NH 2005, 3766, 1–4. [Google Scholar]
- Daly, B.J.; Harlow, F.H. Transport Equations in Turbulence. Phys. Fluids 1970, 2634–2649. [Google Scholar] [CrossRef]
- Rotta, J.C. Statistische Theorie nichthomogener Turbulenz. Z. Phys. 1951, 547–572. [Google Scholar] [CrossRef]
- Hirt, C.W.; Nichols, B.D. Volume of fluid (VOF) method for the dynamics of free boundaries. J. Comp. Phys. 1981, 39, 201–225. [Google Scholar] [CrossRef]
- Liovic, P.; Liow, J.L.; Rudman, M. A Volume of Fluid (VOF) Method for the Simulation of Metallurgical Flows. ISIJ Int. 2001, 41, 225–233. [Google Scholar] [CrossRef] [Green Version]
- Abraham, M.; Becker, R. The Classical Theory of Electricity and Magnetism; Blackie and Sons: London, UK, 1938; pp. 123–139. [Google Scholar]
- Hughes, W.F.; Young, F.J. The electromagnetodynamics of fluids. J. Fluid Mech. 1989, 820–823. [Google Scholar] [CrossRef]
- Hughes, W.F. Discussion of the magnetohydrodynamic finite step slider bearing. J. Basic Eng. Trans. ASME 1963, 85, 129. [Google Scholar] [CrossRef]
- Garcia-Hernandez, S.; Morales, R.D.; Torres-Alonso, E.; Najera-Bastida, A. Effects of Electromagnetic Brake, Mold Curvature and Slide Gate on Fluid Flow of Steel in a Slab Mold. Steel Research Int. 2009, 80, 816–823. [Google Scholar] [CrossRef]












Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garcia-Hernandez, S.; Gonzalez-Guzman, C.H.; Morales Davila, R.; Barreto, J.d.J.; Gutierrez, E.; Calderon-Ramos, I. Modeling Study of EMBr Effects on the Detrimental Dynamic Distortion Phenomenon in a Funnel Thin Slab Mold. Crystals 2020, 10, 958. https://doi.org/10.3390/cryst10110958
Garcia-Hernandez S, Gonzalez-Guzman CH, Morales Davila R, Barreto JdJ, Gutierrez E, Calderon-Ramos I. Modeling Study of EMBr Effects on the Detrimental Dynamic Distortion Phenomenon in a Funnel Thin Slab Mold. Crystals. 2020; 10(11):958. https://doi.org/10.3390/cryst10110958
Chicago/Turabian StyleGarcia-Hernandez, Saul, Carlos Humberto Gonzalez-Guzman, Rodolfo Morales Davila, Jose de Jesus Barreto, Enif Gutierrez, and Ismael Calderon-Ramos. 2020. "Modeling Study of EMBr Effects on the Detrimental Dynamic Distortion Phenomenon in a Funnel Thin Slab Mold" Crystals 10, no. 11: 958. https://doi.org/10.3390/cryst10110958