
Microstructure, Tensile Properties, and Fracture Toughness of an In Situ Rolling Hybrid with Wire Arc Additive Manufacturing AerMet100 Steel
Abstract
:1. Introduction
2. Materials and Methods
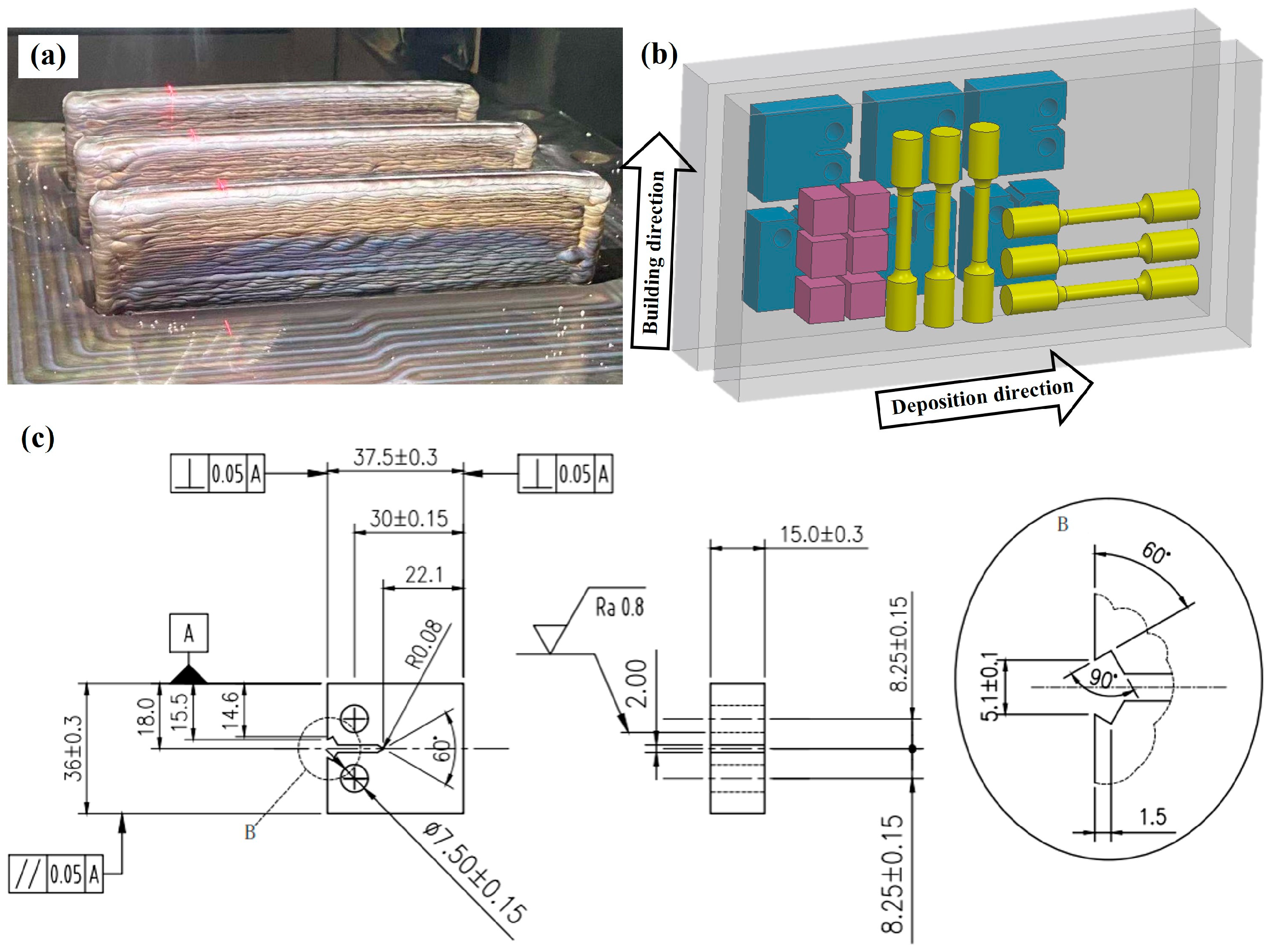
2.1. Material Manufacturing and Heat Treatment
2.2. Microstructural Characterization
2.3. Mechanical Property Tests and Fracture Analysis
3. Results
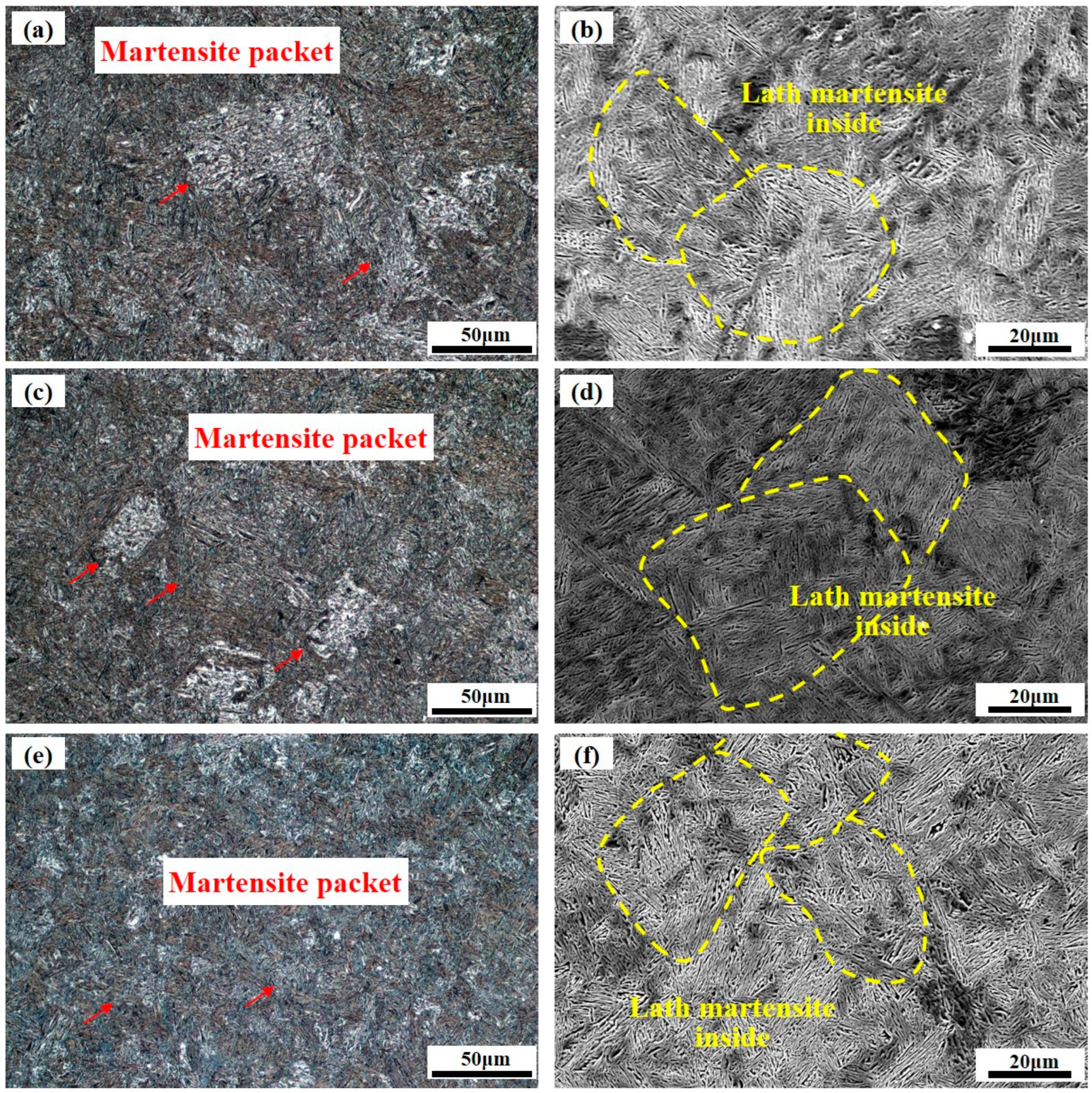
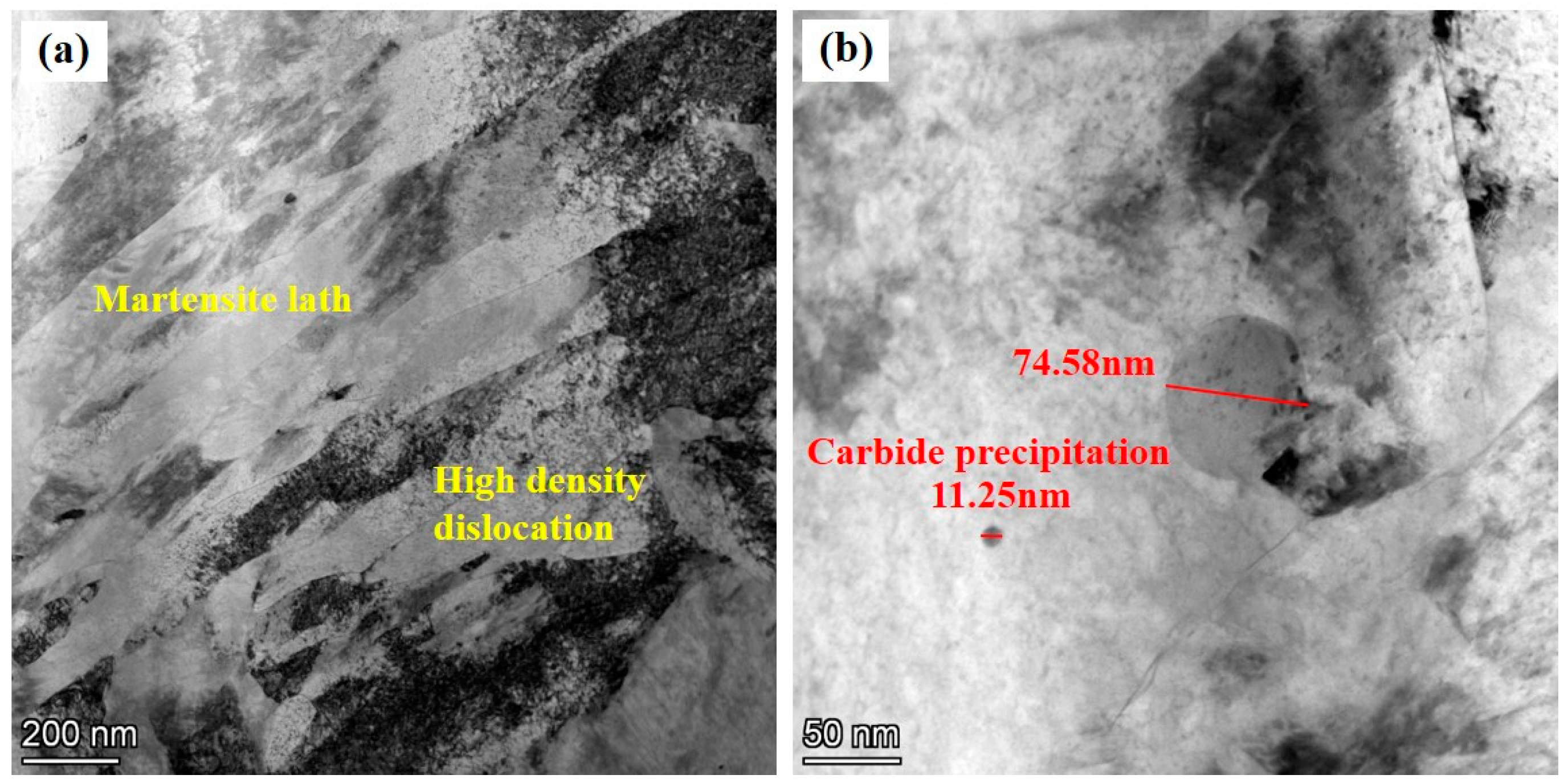
3.1. Microstructure Analysis
3.2. Tensile Properties Analysis
3.3. Plain Strain Fracture Toughness Test and Fracture
4. Discussion
4.1. Effect of Hybrid Manufacturing Process on Strengthening of Mechanical Properties
4.2. Fracture Behavior and Crack Propagation Mechanisms
5. Conclusions
- (1)
- The primary microstructure of the AerMet100 steel produced using in situ rolling hybrid with wire arc additive manufacturing is a martensite packet with lath martensite inside, and after heat treatment, the martensite, carbides precipitation, and the film-like austenite. The microstructure and mechanical properties of the AerMet100 steel show isotropy in as-deposited state and remain isotropy after heat treatment.
- (2)
- The AerMet100 steel exhibited ductile fracture, with micro-hole nucleation and coalescence being the predominant mechanisms. In addition, alloy carbide was precipitated in the matrix, and the strength of the material was enhanced by the precipitation-strengthening mechanism. This material exhibits isotropic tensile properties, where the ultimate tensile strength, yield strength, and elongation after fracture in the deposition direction are 1747.7 ± 16.3 MPa, 1615 ± 40.6 MPa, and 8.3 ± 0.2%, respectively, while the corresponding values in the building direction are 1821.3 ± 22.1 MPa, 1624 ± 84.5 MPa, and 7.6 ± 1.7%.
- (3)
- The austenite film, the film-like structure formed by tempering at 482 °C, is located among the martensite matrix, which can turn the crack growth path and absorb the energy consumed in the crack growth process, thus playing a role in increasing the toughness and improving the fracture toughness to 70.6 MPa/m0.5.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, W.Z.; Feng, S.S.; Li, Z.M. Microstructure and properties of micro-arc oxidation ceramic films on AerMet100 steel. J. Mater. Res. Technol. 2020, 9, 6014–6027. [Google Scholar] [CrossRef]
- Zhang, B.; He, B.; Wang, H.M. Microstructures and tensile properties of laser cladded AerMet100 steel coating on 300 M steel. Surf. Coat. Technol. 2022, 440, 128498. [Google Scholar] [CrossRef]
- Wu, H.J.; Wang, K.H.; Yang, H. Effects of gradient nanostructures on the tribological properties and projectile abrasion during high-speed penetration in AerMet100 steel. J. Mater. Res. Technol. 2023, 25, 5871–5887. [Google Scholar] [CrossRef]
- Chen, B.F.; Yan, F.Y.; Yan, M.F. Nitriding behavior and mechanical properties of AerMet100 steel and first-principles calculations of phase interfaces. J. Mater. Res. Technol. 2022, 19, 46–60. [Google Scholar] [CrossRef]
- Zhong, J.Y.; Chen, Z.; Yang, S.L. Effect of Solution and Aging Temperatures on Microstructure and Mechanical Properties of 10Cr13Co13Mo5Ni3W1VE(S280) Steel. Micromachines 2021, 12, 566. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Li, J.; Cheng, X. Effect of dilution and macrosegregation on corrosion resistance of laser clad AerMet100 steel coating on 300M steel substrate. Surf. Coat. Technol. 2017, 325, 352–359. [Google Scholar] [CrossRef]
- Ji, G.L.; Li, F.G.; Li, Q.H. Research on the dynamic recrystallization kinetics of AerMet100 steel. Mater. Sci. Eng. A 2010, 527, 2350–2355. [Google Scholar] [CrossRef]
- Ran, X.Z.; Liu, D.; Li, J. Effects of microstructures on the fatigue crack growth behavior of laser additive manufactured ultrahigh-strength AerMet100 steel. Mater. Sci. Eng. A 2018, 721, 251–262. [Google Scholar] [CrossRef]
- Ran, X.Z.; Liu, D.; Li, A. Microstructure characterization and mechanical behavior of laser additive manufactured ultrahigh-strength AerMet100 steel. Mater. Sci. Eng. A 2016, 663, 69–77. [Google Scholar] [CrossRef]
- Lu, Y.F.; Wang, G.L.; Zhang, M.B. Microstructures, heat treatments and mechanical properties of AerMet100 steel fabricated by hybrid directed energy deposition. Addit. Manuf. 2022, 56, 1028855. [Google Scholar] [CrossRef]
- Wang, Y.; Deng, T.Q.; Zheng, J. Unusual precipitation and its effect on mechanical properties for AerMet100 steel during electropulsing ageing. Mater. Sci. Eng. A 2023, 871, 144884. [Google Scholar] [CrossRef]
- Shi, L.Q.; Ran, X.Z.; Zhai, Y.M. Influence of isothermal tempering on microstructures and hydrogen-environmentally embrittlement susceptibility of laser additively manufactured ultra-high strength AerMet100 steel. Mater. Sci. Eng. A 2023, 876, 145167. [Google Scholar] [CrossRef]
- Wang, H.L.; Zhang, J.; Zhu, J.C. Structures of M2C carbides and its influence on strengthening in AerMet100 steel at the typical tempering temperature 482 °C. Vacuum 2023, 214, 112209. [Google Scholar] [CrossRef]
- Shi, X.H.; Zeng, W.D.; Zhao, Q.Y. Study on the microstructure and mechanical properties of Aermet 100 steel at the tempering temperature around 482 °C. J. Alloys Compd. 2016, 679, 184–190. [Google Scholar] [CrossRef]
- Zeng, H.H.; Hu, X.T.; Yang, D. Analytical modeling of residual stresses in laser-assisted milling AerMet100 steel. Opt. Laser Technol. 2023, 158, 108931. [Google Scholar] [CrossRef]
- Yao, C.W.; Pang, X.T.; Gong, Q.F. Effect of laser remelting on the microstructure and mechanical properties of AerMet100 steel fabricated by laser cladding. Mater. Sci. Eng. A 2022, 840, 142951. [Google Scholar] [CrossRef]
- Ran, X.Z.; Zhang, S.Q.; Liu, D. Role of Microstructural Characteristics in Combination of Strength and Fracture Toughness of Laser Additively Manufactured Ultrahigh-Strength AerMet100 Steel. Metall. Mater. Trans. A 2021, 52, 1248. [Google Scholar] [CrossRef]
- Lu, J.Y.; Li, W.Y. Effects of friction stir processing on strength and ductility of laser directed energy deposited AerMet100 steel. Mater. Sci. Eng. A 2023, 886, 145740. [Google Scholar] [CrossRef]
- Hu, Y.N.; Ao, N.; Wu, S.C. Influence of in situ micro-rolling on the improved strength and ductility of hybrid additively manufactured metals. Eng. Fract. Mech. 2021, 253, 107868. [Google Scholar] [CrossRef]
- Xie, C.; Wu, S.C.; Yu, Y.K. Defect-correlated fatigue resistance of additively manufactured Al-Mg4.5Mn alloy with in situ micro-rolling. J. Mater. Process. Technol. 2021, 291, 117039. [Google Scholar] [CrossRef]
- Zhao, W.D.; Liu, D.D.; Yang, J. Improving plain and fretting fatigue resistance of A100 steel using ultrasonic nanocrystal surface modification. Int. J. Fatigue 2021, 148, 106204. [Google Scholar] [CrossRef]
- Zhi, Y.L.; Zhang, X.H.; Liu, X. Improvement of traction-traction fatigue properties of A100 steel plate-hole-structure by double shot peening. Int. J. Fatigue 2022, 162, 106925. [Google Scholar] [CrossRef]
- Becker, T.H.; Kumar, P.; Ramamurty, U. Fracture and fatigue in additively manufactured metals. Acta Mater. 2021, 219, 117240. [Google Scholar] [CrossRef]
- Zhu, X.K.; James, A.J. Review of fracture toughness (G, K, J, CTOD, CTOA) testing and standardization. Eng. Fract. Mech. 2012, 85, 1–46. [Google Scholar] [CrossRef]
- Neelakantha, V.L.; Jayaraju, T.; Naik, P. Determination of fracture toughness and fatigue crack growth rate using circumferentially cracked round bar specimens of Al2014T651. Aerosp. Sci. Technol. 2015, 47, 92–97. [Google Scholar] [CrossRef]
- Ramadas, H.; Nath, A.K.; Sarkar, S. Fatigue crack growth rate and fracture toughness evaluation of 15-5 precipitation hardening stainless steel fabricated by laser powder bed fusion process. Mater. Sci. Eng. A 2022, 861, 144356. [Google Scholar] [CrossRef]
- Abdelwahed, M.; Bengtsson, S.; Boniardi, M. An investigation on the plane-strain fracture toughness of a water atomized 4130 low-alloy steel processed by laser powder bed fusion. Mater. Sci. Eng. A 2022, 855, 143941. [Google Scholar] [CrossRef]
- Jiang, C.M.; Ho, J.R.; Tung, P.C. Anisotropic fracture toughness of a selective laser melted martensitic stainless steel. Eng. Fract. Mech. 2023, 287, 109348. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.G.; Ramamurty, U. Tensile, fracture, and fatigue crack growth properties of a 3D printed maraging steel through selective laser melting. J. Alloys Compd. 2017, 725, 355–364. [Google Scholar] [CrossRef]
- GB/T 228.1-2010; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. Standards Press of China: Beijing, China, 2011.
- ASTM E399-20a; Standard Test Method for Linear-Elastic Plane-Strain Fracture Toughness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 1996.
- Zhang, C.Y.; Wang, Q.F.; Ren, J.X. Effect of martensitic morphology on mechanical properties of an as-quenched and tempered 25CrMo48V steel. Mater. Sci. Eng. A 2012, 534, 339–346. [Google Scholar] [CrossRef]
- Zhang, Y.P.; Zhan, D.P.; Qi, X.W. Austenite and precipitation in secondary-hardening ultra-high-strength stainless steel. Mater. Charact. 2018, 144, 393–399. [Google Scholar] [CrossRef]
- Ran, X.Z.; Liu, D.; Li, J. Effects of post homogeneity heat treatment processes on microstructure evolution behavior and tensile mechanical properties of laser additive manufactured ultrahigh-strength AerMet100 steel. Mater. Sci. Eng. A 2018, 723, 8–21. [Google Scholar] [CrossRef]
- Tian, X.N.; Zhu, Y.M.; Lim, C.V.S. Isotropic and improved tensile properties of Ti-6Al-4V achieved by in-situ rolling in direct energy deposition. Addit. Manuf. 2021, 46, 102151. [Google Scholar] [CrossRef]
- Yuan, D.; Shao, S.; Guo, C.; Jiang, F.; Wang, J. Grain refining of Ti-6Al-4V alloy fabricated by laser and wire additive manufacturing assisted with ultrasonic vibration. Ultrason. Sonochem. 2021, 73, 105472. [Google Scholar] [CrossRef]
- Le, V.T.; Mai, D.S.; Doan, T.K. Wire and arc additive manufacturing of 308L stainless steel components: Optimization of processing parameters and material properties. Eng. Sci. Technol. Int. J. 2021, 24, 1015–1026. [Google Scholar] [CrossRef]
- Morito, S.; Huang, X.; Furuhara, T. The morphology and crystallography of lath martensite in alloy steels. Acta Mater. 2006, 54, 5323–5331. [Google Scholar] [CrossRef]
- Liu, Z.D.; Du, Z.X.; Jiang, H.Y. Controlling the microstructure and fracture toughness of the Ti–5Al–5Mo–5V–1Cr–1Fe alloy by multiple heat treatments. J. Mater. Res. Technol. 2022, 17, 2528–2539. [Google Scholar] [CrossRef]
- Li, H.F.; Wang, S.G.; Zhang, P. Crack propagation mechanisms of AISI 4340 steels with different strength and toughness. Mater. Sci. Eng. A 2018, 729, 130–140. [Google Scholar] [CrossRef]
- Vaughan, M.W.; Samimi, P.; Gibbons, S.L. Exploring performance limits of a new martensitic high strength steel by ausforming via equal channel angular pressing. Scr. Mater. 2020, 184, 63–69. [Google Scholar] [CrossRef]
- Li, X.; Li, X.T. A modified Hall-Petch relation for predicting size-induced weakening effect on yield strength of coarse-grained thin films and wires. Mater. Lett. 2023, 344, 134461. [Google Scholar] [CrossRef]
- Xu, G.; Song, C.C.; Zhang, H.M. Spatially heterogeneous microstructure in in-situ TiO-reinforced Ti6Al4V/316L. Addit. Manuf. 2022, 59, 103178. [Google Scholar]
- Zhu, J.; Lin, G.T.; Zhang, Z.H. The martensitic crystallography and strengthening mechanisms of ultra-high strength rare earth H13 steel. Mater. Sci. Eng. A 2020, 797, 140139. [Google Scholar] [CrossRef]
- Wei, H.; Chen, Y.L.; Li, Z.L. Microstructure evolution and dislocation strengthening mechanism of Cu–Ni–Co–Si alloy. Mater. Sci. Eng. A 2021, 826, 142023. [Google Scholar] [CrossRef]
- Nong, X.D.; Zhou, X.L.; Li, J.H. Selective laser melting and heat treatment of precipitation hardening stainless steel with a refined microstructure and excellent mechanical properties. Scr. Mater. 2020, 178, 7–12. [Google Scholar] [CrossRef]
- Dong, D.D.; Wang, J.; Chen, Y. Influence of Aging Treatment Regimes on Microstructure and Mechanical Properties of Selective Laser Melted 17-4 PH Steel. Micromachines 2023, 14, 871. [Google Scholar] [CrossRef] [PubMed]
- Fan, H.D.; Zhu, Y.X.; Awady, J.A. Precipitation hardening effects on extension twinning in magnesium alloys. Int. J. Plast. 2018, 106, 186–202. [Google Scholar] [CrossRef]
- Cui, Y.N.; Po, G.; Ghoniem, N.M. A coupled dislocation dynamics-continuum barrier field model with application to irradiated materials. Int. J. Plast. 2018, 104, 54–67. [Google Scholar] [CrossRef]
- Jung, J.G.; Farkoosh, A.R.; Seidman, D.N. Microstructure and mechanical properties of a precipitation-strengthened Al-Zr-Sc-Er-Si alloy with a very small Sc content. Acta Mater. 2023, 257, 119167. [Google Scholar] [CrossRef]
- Li, Y.; Li, W.; Liu, W.Q. The austenite reversion and co-precipitation behavior of an ultra-low carbon medium manganese quenching-partitioning-tempering steel. Acta Mater. 2018, 146, 126–141. [Google Scholar] [CrossRef]
- Tan, C.L.; Zhou, K.S.; Ma, W.Y. Microstructural evolution, nanoprecipitation behavior and mechanical properties of selective laser melted high-performance grade 300 maraging steel. Mater. Des. 2017, 134, 23–34. [Google Scholar] [CrossRef]
- Queyreau, S.; Monnet, G.; Devincre, B. Orowan strengthening and forest hardening superposition examined by dislocation dynamics simulations. Acta Mater. 2010, 58, 5586–5595. [Google Scholar] [CrossRef]
- Yang, G.; Deng, F.B.; Zhou, S.Y. Microstructure and mechanical properties of a novel Cu-reinforced maraging steel for wire arc additive manufacturing. Mater. Sci. Eng. A 2021, 825, 141894. [Google Scholar] [CrossRef]
- Liu, B.G.; Li, W.; Lu, X.W. The effect of retained austenite stability on impact-abrasion wear resistance in carbide-free bainitic steels. Wear 2019, 428–429, 127–136. [Google Scholar] [CrossRef]
- Wang, C.C.; Zhang, C.; Yang, Z.G. Multi-scale simulation of hydrogen influenced critical stress intensity in high Co-Ni secondary hardening steel. Mater. Des. 2015, 87, 501–506. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Preheating temperature (°C) | 100 |
| Roll force (KN) | 10 |
| Wire feed speed (m/min) | 1.3 |
| Travel speed (mm/min) | 120 |
| Voltage (V) | 23 |
| Current (A) | 200 |
| Gas flow (L/min) | 15 |
| Process | Parameter |
|---|---|
| Normalizing | 900 °C × 1 h, Air cooling |
| High-temperature tempering | 680 °C × 16 h, Air cooling |
| Quenching | 885 °C × 1 h, Oil cooling |
| Cryogenic treatment | −73 °C × 1 h, Warming in the air |
| Tempering | 482 °C × 5 h, Air cooling |
| Elements | C | S | P | Si | Mo | Cr | Ni |
|---|---|---|---|---|---|---|---|
| Content (wt.%) | 0.21 | 0.019 | 0.010 | 0.04 | 1.16 | 2.94 | 10.57 |
| Elements | Ti | Al | Mn | Co | O | N | Fe |
| Content (wt.%) | 0.01 | 0.01 | 0.03 | 14.13 | 0.001 | 0.0004 | Balance |
| Sample Direction | KIC (MPa/m0.5) |
|---|---|
| Deposition direction | 70.6 |
| 66.4 | |
| Building direction | 58.5 |
| 60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lei, L.; Ke, L.; Xiong, Y.; Liu, S.; Du, L.; Chen, M.; Xiao, M.; Fu, Y.; Yao, F.; Yang, F.; et al. Microstructure, Tensile Properties, and Fracture Toughness of an In Situ Rolling Hybrid with Wire Arc Additive Manufacturing AerMet100 Steel. Micromachines 2024, 15, 494. https://doi.org/10.3390/mi15040494
Lei L, Ke L, Xiong Y, Liu S, Du L, Chen M, Xiao M, Fu Y, Yao F, Yang F, et al. Microstructure, Tensile Properties, and Fracture Toughness of an In Situ Rolling Hybrid with Wire Arc Additive Manufacturing AerMet100 Steel. Micromachines. 2024; 15(4):494. https://doi.org/10.3390/mi15040494
Chicago/Turabian StyleLei, Lei, Linda Ke, Yibo Xiong, Siyu Liu, Lei Du, Mengfan Chen, Meili Xiao, Yanfei Fu, Fei Yao, Fan Yang, and et al. 2024. "Microstructure, Tensile Properties, and Fracture Toughness of an In Situ Rolling Hybrid with Wire Arc Additive Manufacturing AerMet100 Steel" Micromachines 15, no. 4: 494. https://doi.org/10.3390/mi15040494