
A Study on the Reliability Evaluation of a 3D Packaging Storage Module under Temperature Cycling Ultimate Stress Conditions

Abstract
:1. Introduction
2. Reliability Enhancement Testing Technological Theory
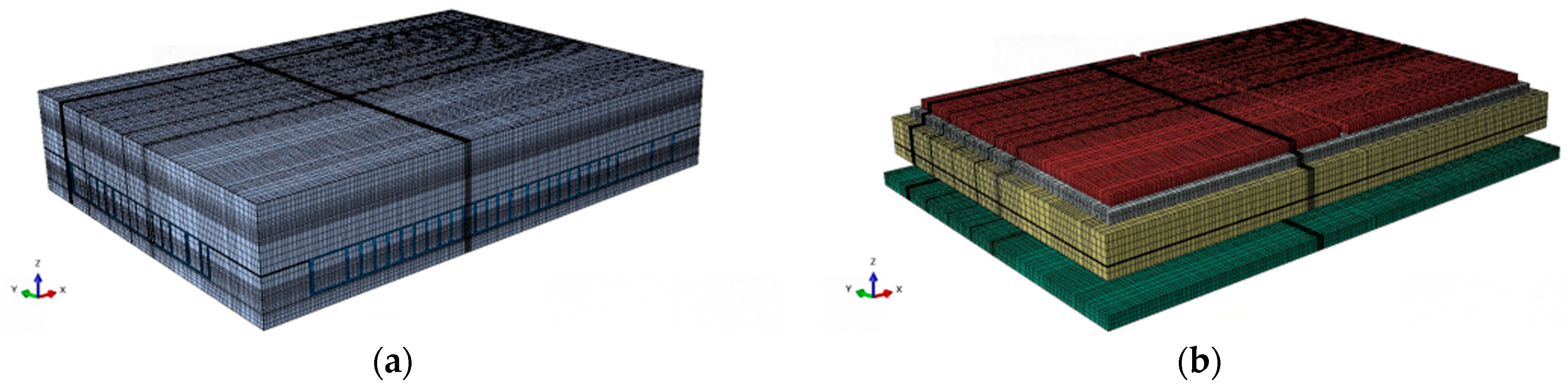
2.1. Structural Parameters and Modeling of 3D Packaging Memory
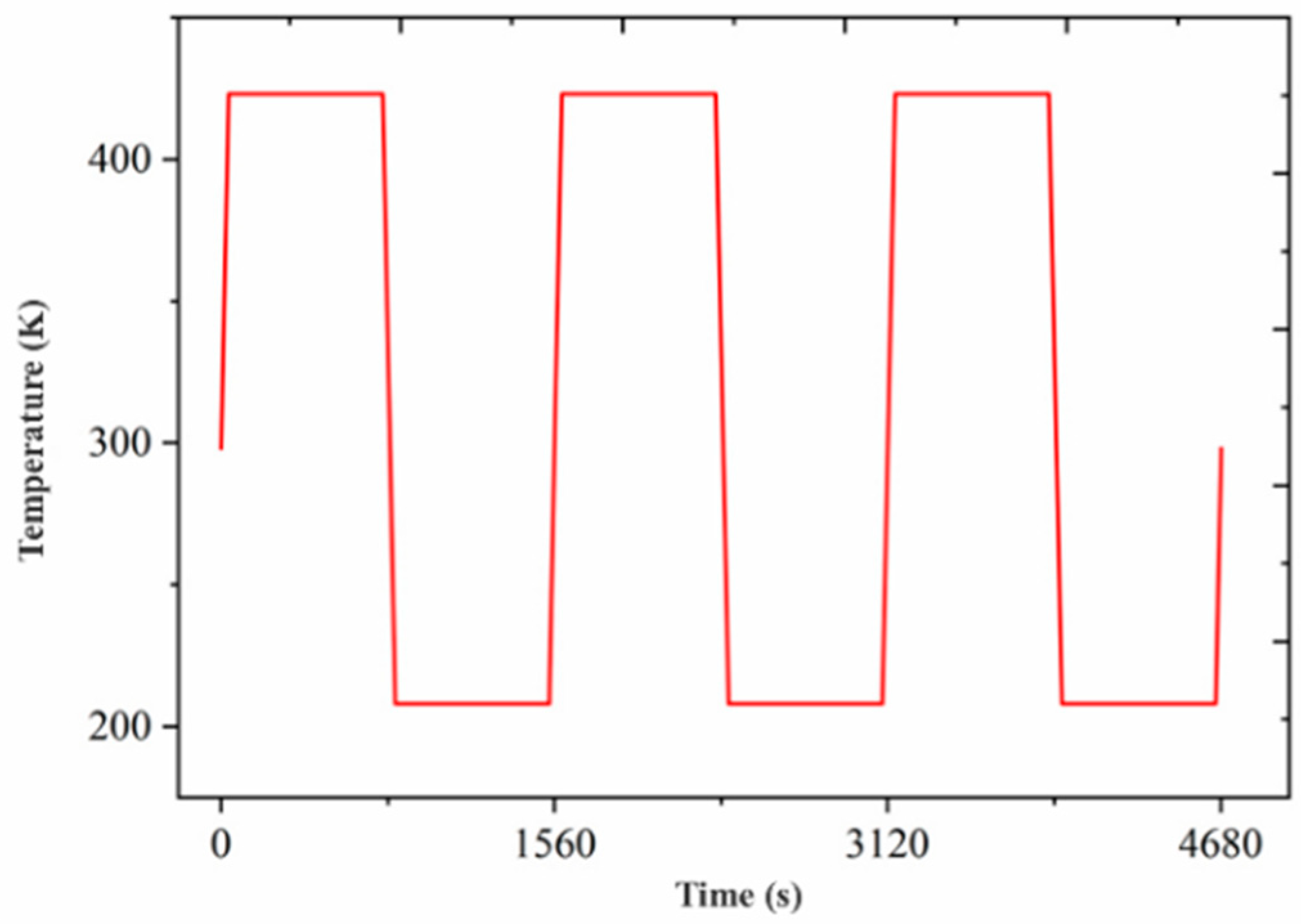
2.2. Setting and Loading of Temperature Cycling Test Conditions
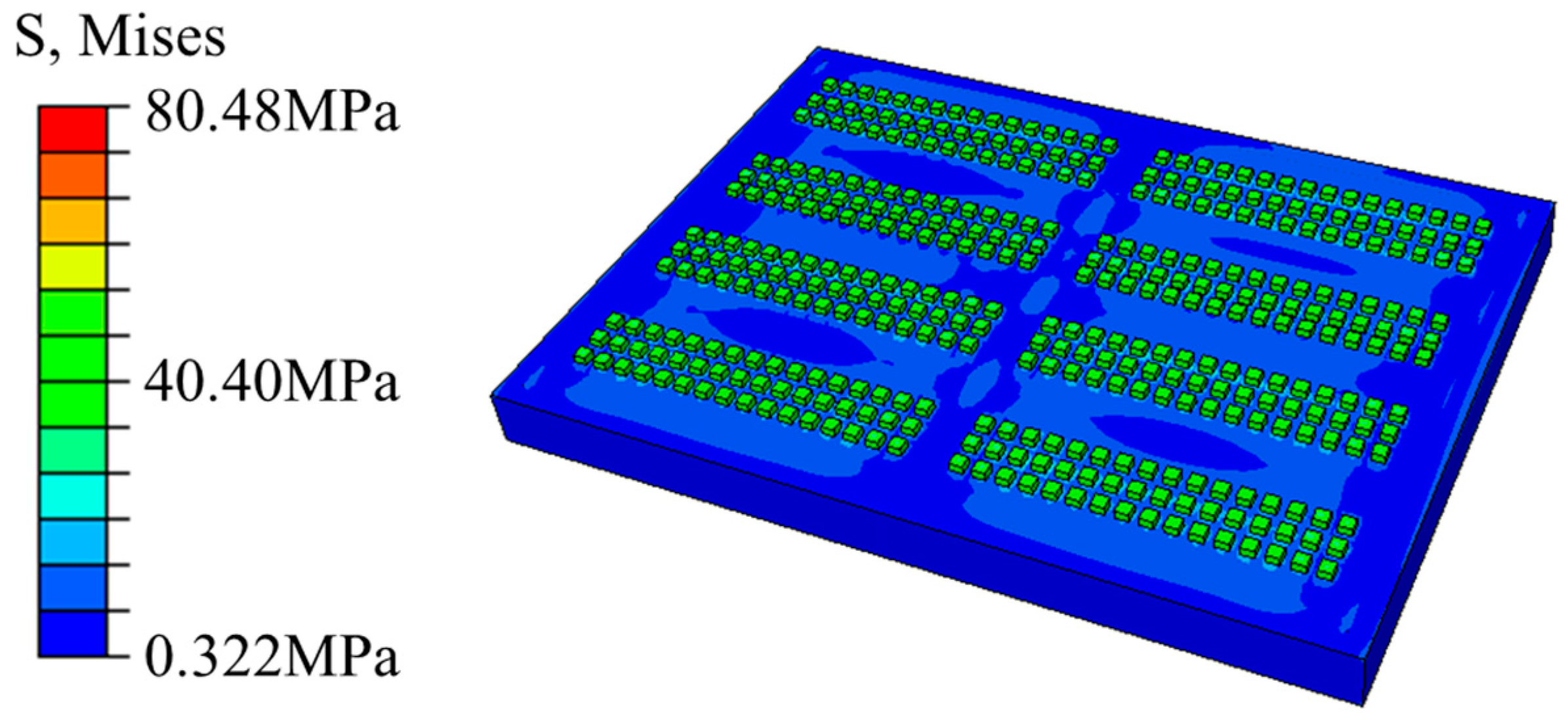
2.3. Analysis of the Simulation Results
2.3.1. Analysis of the Temperature Cycle Model
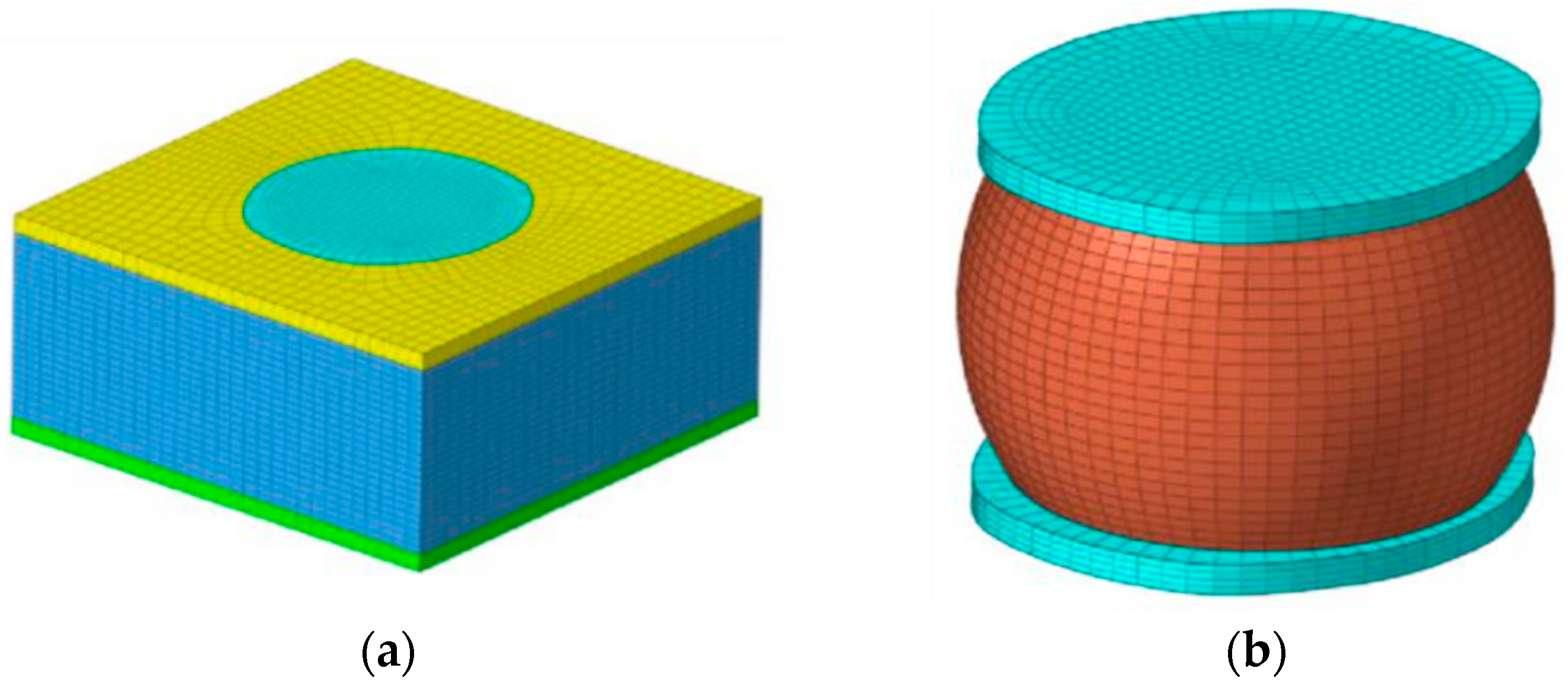
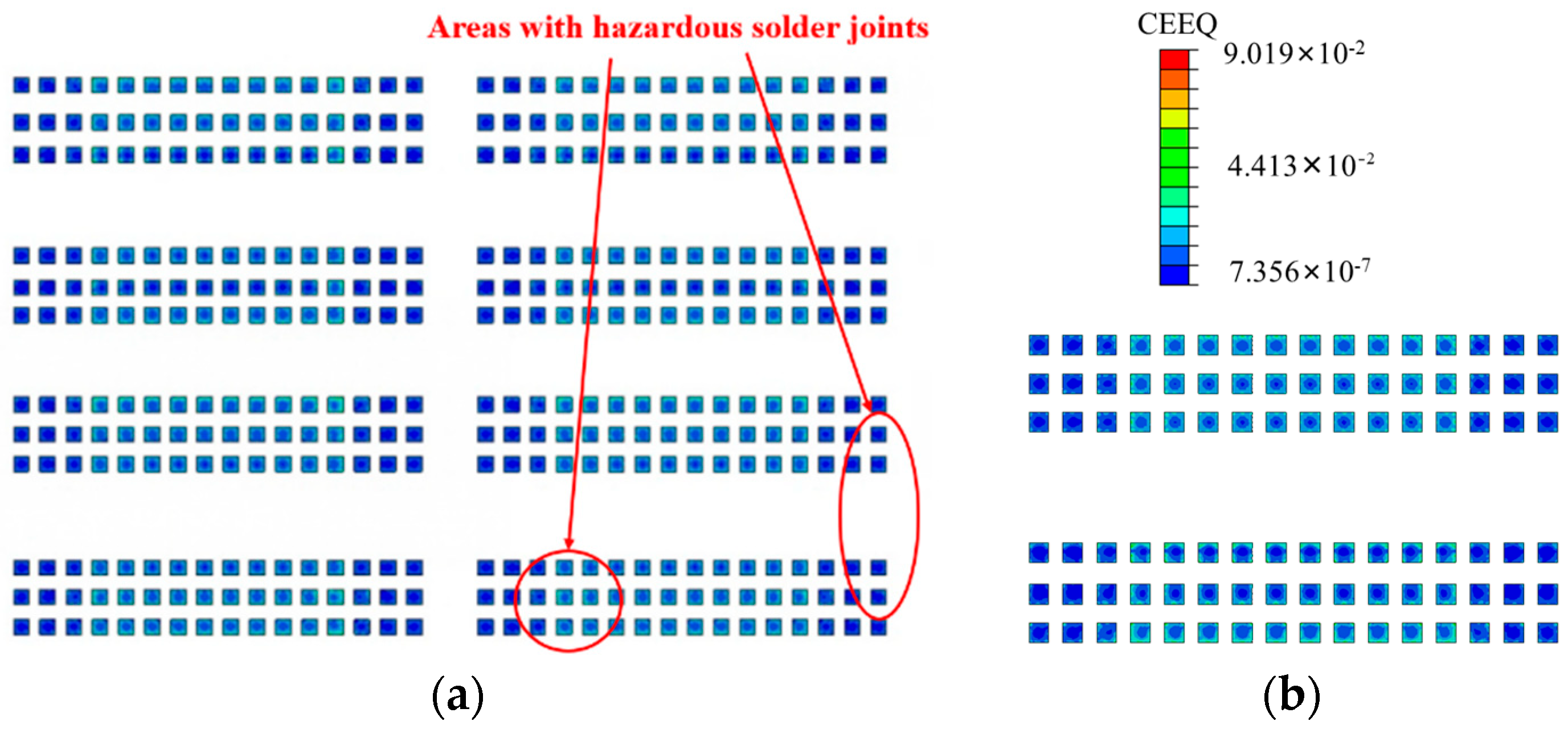
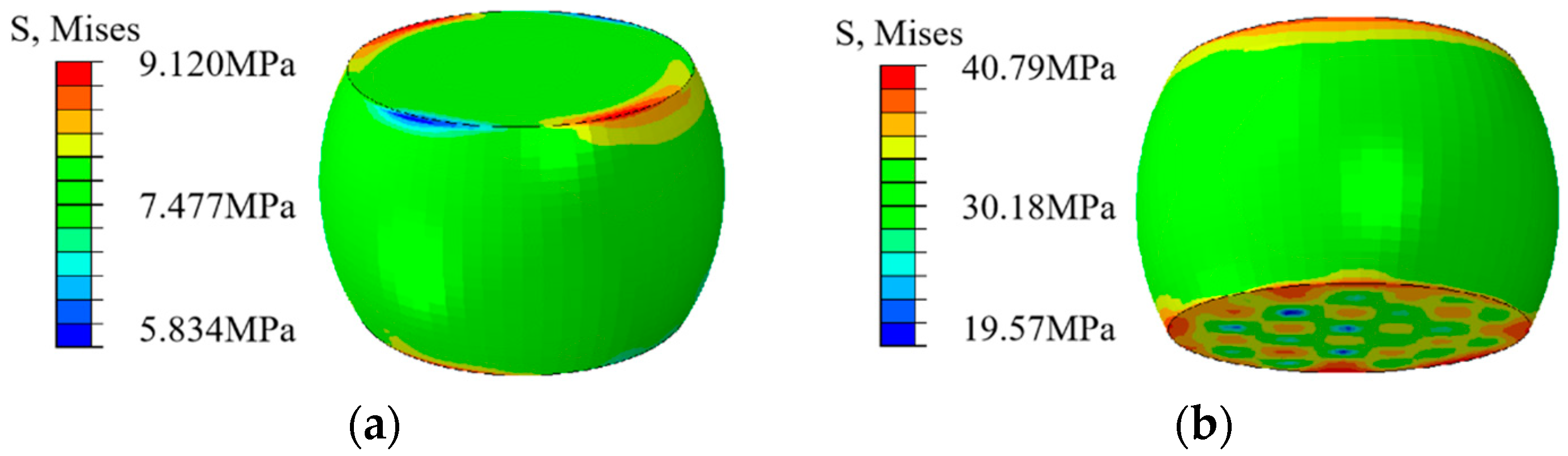
2.3.2. Analysis of Temperature Cycle Sub-Models
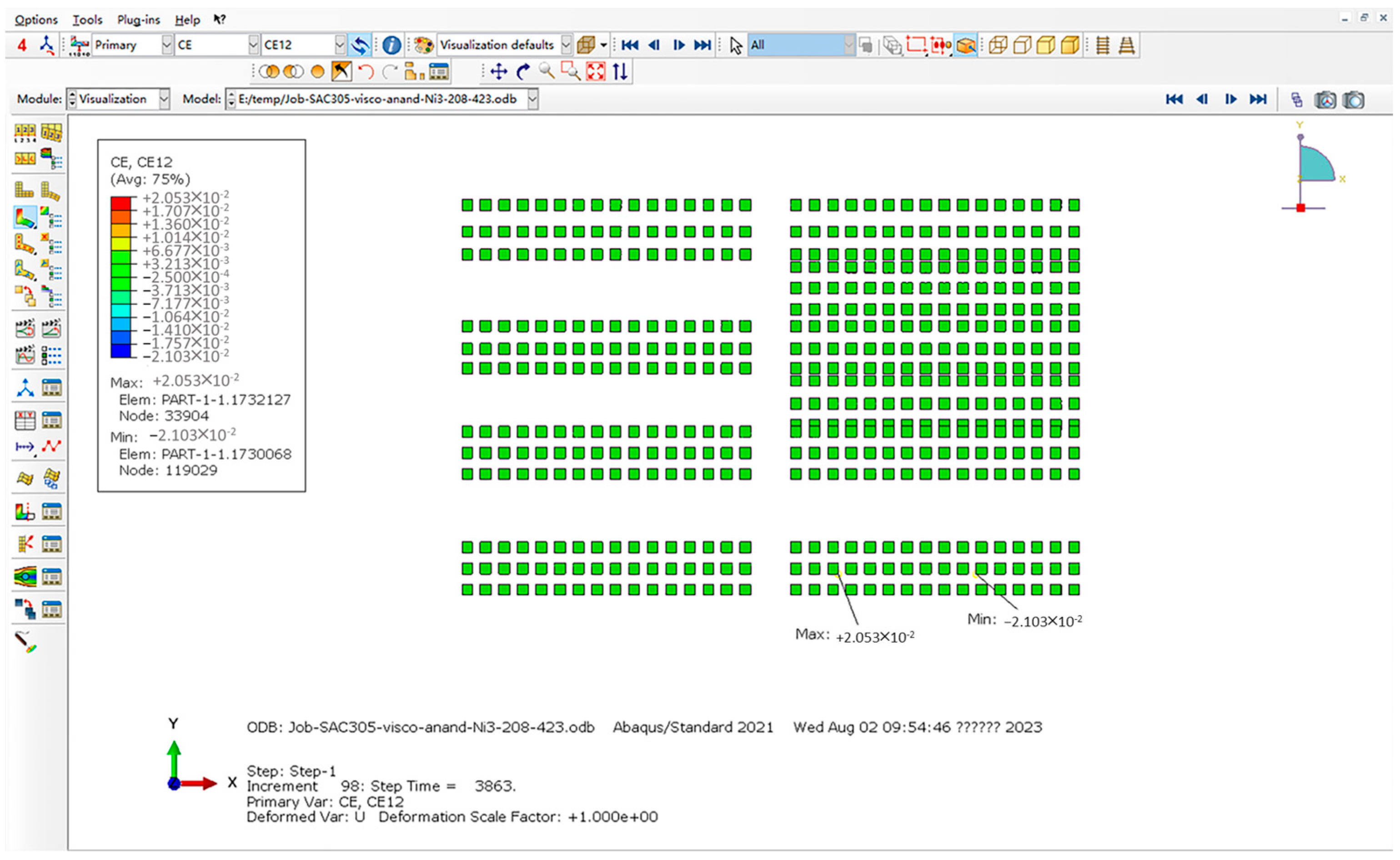
2.3.3. Data Analysis of the Temperature Cycling Model
3. Fatigue Lifetime Prediction
3.1. Introduction to the Solder Joint Fatigue Lifetime Prediction
3.2. Introduction to the Solder Joint Fatigue Lifetime Prediction
4. Results and Discussion
4.1. Analysis of the Test Results
4.1.1. Temperature Cycling Test Results
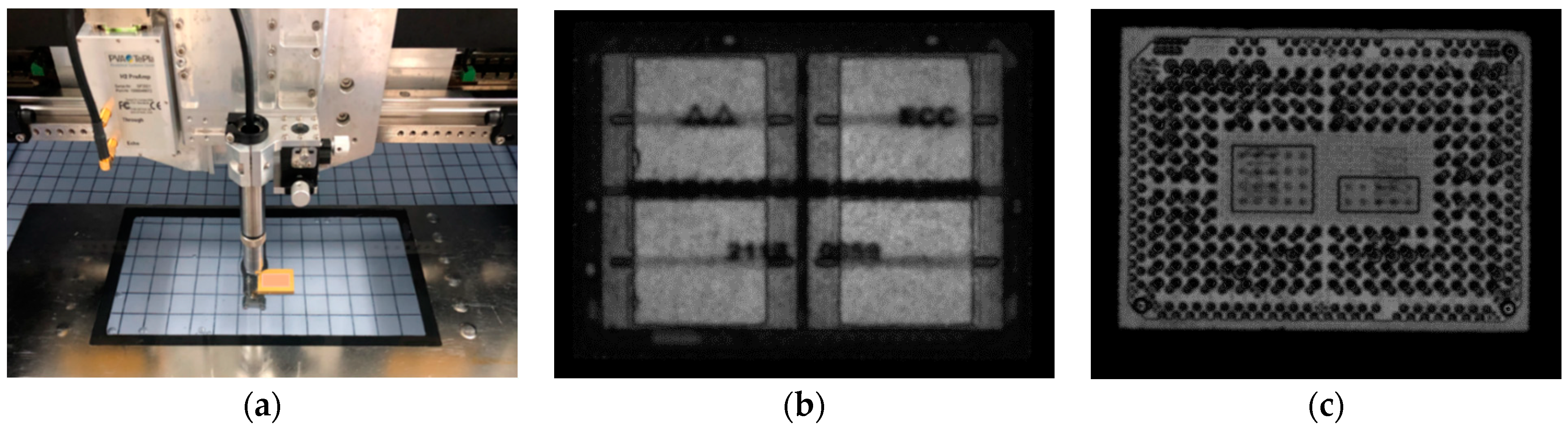
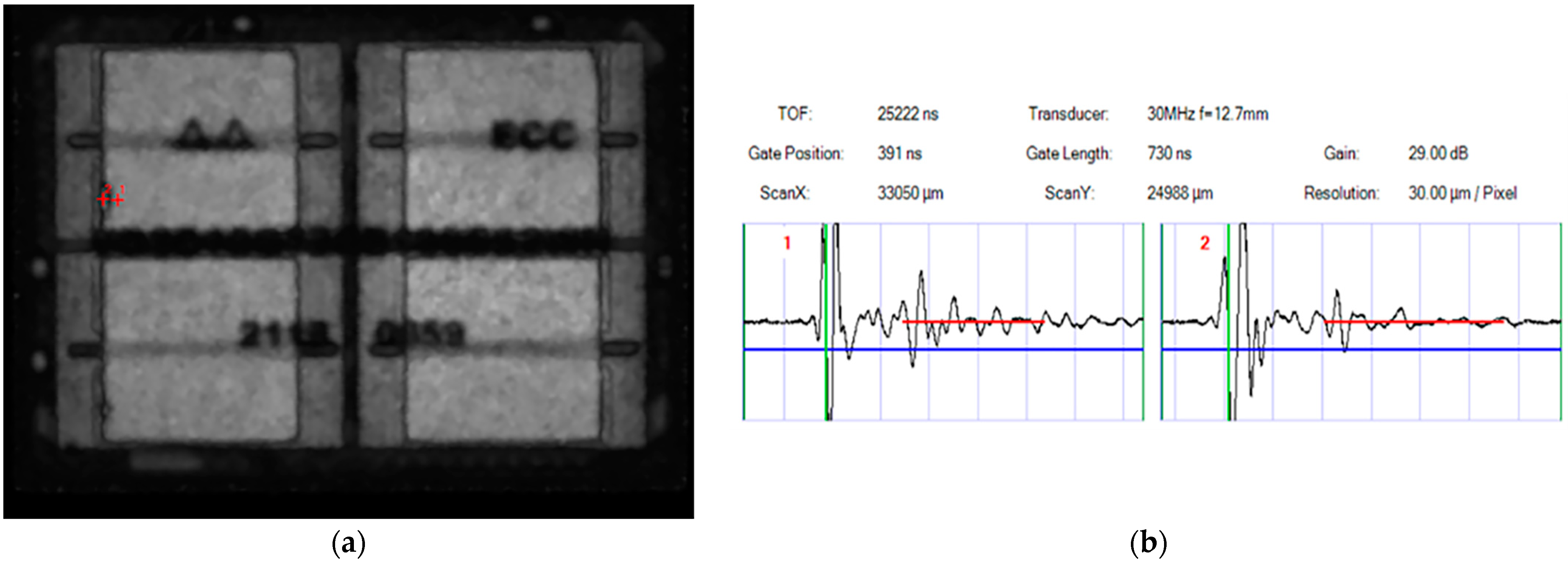
4.1.2. Examination Results Using a Scanning Acoustic Microscope
4.1.3. Test Results of the Functional Performance
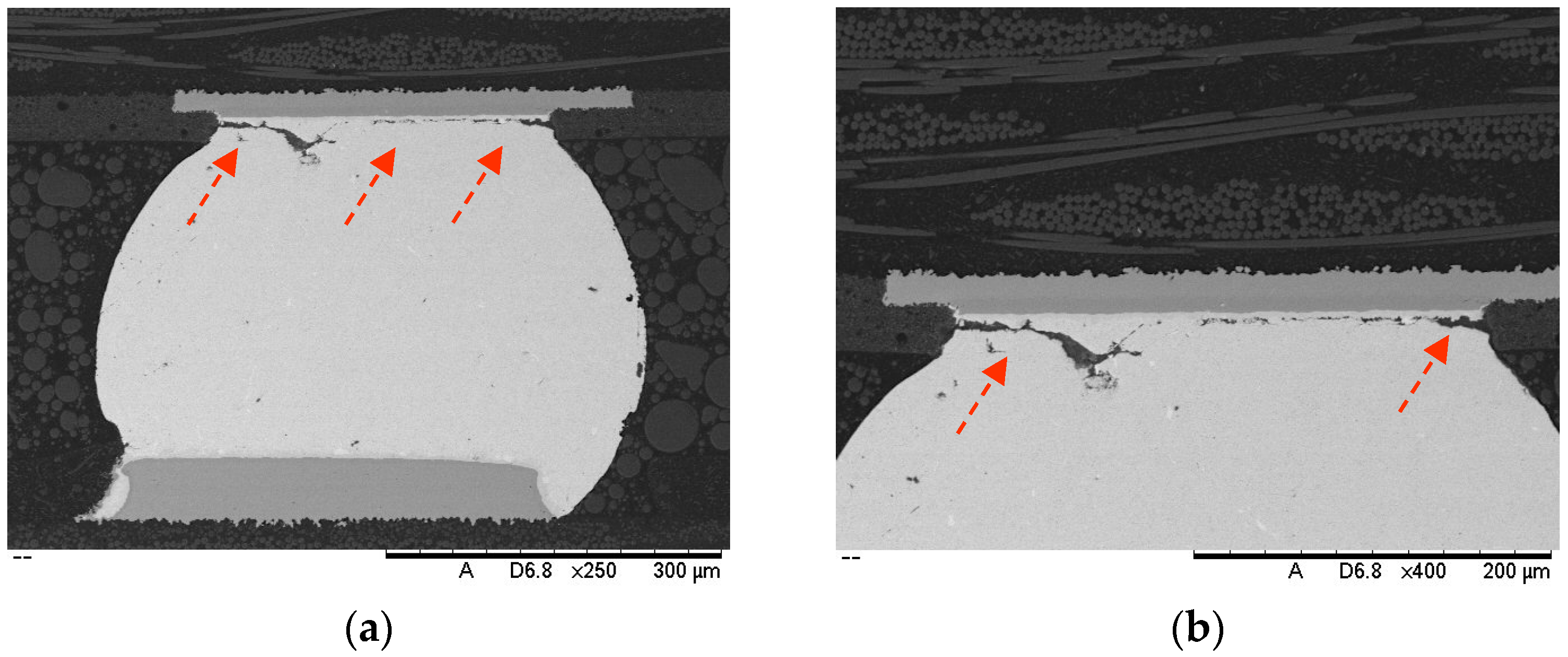
4.1.4. Results of the Cross-Section Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Martin, P.L. Electronic Failure Analysis Handbook: Techniques and Applications for Electronic and Electrical Packages, Components, and Assemblies; McGraw-Hill Education: New York, NY, USA, 1999; ISBN 0070410445. [Google Scholar]
- MIL-STD-883K; Test Method Standard Microcircuits. United States Department of Defense: Arlington, VA, USA, 2018.
- Chrusciel, R.W. Radiation and life test procedures for military and aerospace memory components. In Proceedings of the Records of the 1993 IEEE International Workshop on Memory Testing, San Jose, CA, USA, 9–10 August 1993; pp. 114–118. [Google Scholar]
- Pecht, M.; Dasgupta, A.; Evans, J.W.; Evans, J.Y. Quality Conformance and Qualification of Microelectronic Packages and Interconnects; John Wiley & Sons: Hoboken, NJ, USA, 1994; ISBN 0471594369. [Google Scholar]
- Zhang, J.; Sun, X.F.; Zhang, B.B.; Chen, Y.; Zhang, X.; Fei, J. Effects of extreme temperature on the performance of electronic materials and components in deep space. Spacecr. Environ. Eng. 2018, 35, 547–554. [Google Scholar]
- Spulak, N. Fracture and Deformation of Materials under Extreme Conditions; University of Alabama in Huntsville: Huntsville, AL, USA, 2023. [Google Scholar]
- Hassan, A.; Savaria, Y.; Sawan, M. Electronics and packaging intended for emerging harsh environment applications: A review. IEEE Trans. Very Large Scale Integr. Syst. 2018, 26, 2085–2098. [Google Scholar] [CrossRef]
- Walls, L.; Quigley, J.; Marshall, J. Modeling to support reliability enhancement during product development with applications in the UK aerospace industry. IEEE Trans. Eng. Manag. 2006, 53, 263–274. [Google Scholar] [CrossRef]
- Park, J.W. The Action of the Reliability Enhancement in Test and Evaluation of the Weapon Systems. J. Appl. Reliab. 2015, 15, 108–123. [Google Scholar]
- Kumar, S.; Saket, R.K.; Dheer, D.K.; Holm Nielsen, J.B.; Sanjeevikumar, P. Reliability enhancement of electrical power system including impacts of renewable energy sources: A comprehensive review. IET Gener. Transm. Distrib. 2020, 14, 1799–1815. [Google Scholar] [CrossRef]
- Guan, S.; Wan, B.; Zhang, Z.; Zuo, J. The Optimization Method of Component Multi-stress Reliability Enhancement Test Based on Fuzzy Theory. In Proceedings of the 2019 Prognostics and System Health Management Conference (PHM-Qingdao), Qingdao, China, 25–27 October 2019; pp. 1–7. [Google Scholar]
- Gray, K.A.; Paschkewitz, J.J. Next Generation HALT and HASS: Robust Design of Electronics and Systems; John Wiley & Sons: Hoboken, NJ, USA, 2016; ISBN 1118700236. [Google Scholar]
- Suhir, E. HALT, FOAT and their role in making a viable device into a reliable product. In Proceedings of the 2014 IEEE Aerospace Conference, Big Sky, MT, USA, 1–8 March 2014; pp. 1–9. [Google Scholar]
- Sonker, P.K.; Kumar, M.; Saroj, A. Stress–strength reliability models on power-Muth distribution. Int. J. Syst. Assur. Eng. Manag. 2023, 14, 173–195. [Google Scholar] [CrossRef]
- Barbero, E.J. Finite Element Analysis of Composite Materials Using Abaqus®; CRC Press: Boca Raton, FL, USA, 2023; ISBN 1003108156. [Google Scholar]
- Lall, P.; Yadav, V.; Suhling, J.; Locker, D. Evolution of Anand Parameters for Thermally Aged Sn-Ag-Cu Lead-Free Alloys at Low Operating Temperature. J. Electron. Packag. 2022, 144, 211. [Google Scholar] [CrossRef]
- Calabretta, M.; Sitta, A.; Messina, A.A.; Oliveri, S.M.; Sequenzia, G. Mechanical characterization of power electronics solder materials. In Design Tools and Methods in Industrial Engineering II: Proceedings of the Second International Conference on Design Tools and Methods in Industrial Engineering, ADM 2021, Rome, Italy, 9–10 September 2021; Springer: Berlin/Heidelberg, Germany, 2022; pp. 712–720. [Google Scholar]
- Kim, H.; Hwang, J.Y.; Kim, S.E.; Joo, Y.; Jang, H. Thermo-Mechanical Challenges of 2.5 D Packaging: A Review of Warpage and Interconnect Reliability. IEEE Trans. Compon. Packag. Manuf. Technol. 2023, 13, 1624–1641. [Google Scholar] [CrossRef]
- Gabriel, O.E.; Huitink, D.R. Failure Mechanisms Driven Reliability Models for Power Electronics: A Review. J. Electron. Packag. 2023, 145, 20801. [Google Scholar] [CrossRef]
- Ren, X.L.; Wang, Y.P.; Liu, X.Y.; Zou, L.J.; Zhao, N. Process dependence and nucleus models of β-Sn grains in SAC305 freestanding solder balls and BGA solder joints. J. Mater. Process. Technol. 2022, 302, 117468. [Google Scholar] [CrossRef]
- Thompson, P.B.; Johnson, R.; Nadimpalli, S.P. Effect of temperature on the fracture behavior of Cu/SAC305/Cu solder joints. Eng. Fract. Mech. 2018, 199, 730–738. [Google Scholar] [CrossRef]
- Zhang, Q.; Deng, K.; Wilkens, L.; Reith, H.; Nielsch, K. Micro-thermoelectric devices. Nat. Electron. 2022, 5, 333–347. [Google Scholar] [CrossRef]
- Kwon, D.; Yoon, J. A model-based prognostic approach to predict interconnect failure using impedance analysis. J. Mech. Sci. Technol. 2016, 30, 4447–4452. [Google Scholar] [CrossRef]
- Su, S.; Akkara, F.J.; Thaper, R.; Alkhazali, A.; Hamasha, M.; Hamasha, S. A state-of-the-art review of fatigue life prediction models for solder joint. J. Electron. Packag. 2019, 141, 40802. [Google Scholar] [CrossRef]
- Gao, J.; Kwak, J.B. Reliability and thermal fatigue life prediction of solder joints for advanced automotive microelectronics. J. Mech. Sci. Technol. 2021, 35, 3633–3641. [Google Scholar] [CrossRef]
- Qiu, B.; Xiong, J.; Wang, H.; Zhou, S.; Yang, X.; Lin, Z.; Liu, M.; Cai, N. Survey on fatigue life prediction of BGA solder joints. Electronics 2022, 11, 542. [Google Scholar] [CrossRef]
- Zhou, S.; Ma, K.; Wu, Y.; Liu, P.; Hu, X.; Nie, G.; Ren, Y.; Qiu, B.; Cai, N.; Xu, S. Survey of Reliability Research on 3D Packaged Memory. Electronics 2023, 12, 2709. [Google Scholar] [CrossRef]
- Alcaide, A.M.; Buticchi, G.; Chub, A.; Dalessandro, L. Design and control for high reliability power electronics: State of the art and future trends. IEEE J. Emerg. Sel. Top. Ind. Electron. 2023, 5, 50–61. [Google Scholar] [CrossRef]
- Hill, I.; Chanawala, P.; Singh, R.; Sheikholeslam, S.A.; Ivanov, A. CMOS reliability from past to future: A survey of requirements, trends, and prediction methods. Ieee Trans. Device Mater. Reliab. 2021, 22, 1–18. [Google Scholar] [CrossRef]
- Wileman, A.J.; Aslam, S.; Perinpanayagam, S. A road map for reliable power electronics for more electric aircraft. Prog. Aeosp. Sci. 2021, 127, 100739. [Google Scholar] [CrossRef]
































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Components | Dimensions |
|---|---|---|
| Solder ball | Diameter | 0.45 mm |
| Spacing | 0.80 mm | |
| Number of single rows | 16 each | |
| Number of rows for a single substrate | 3 rows | |
| Total number of rows for a single chip | 6 rows | |
| Height | 0.3 mm | |
| PCB (1) | Quantity | 10 each |
| Length × Width × Height | 13 × 4.15 × 0.20 mm | |
| Die | Quantity | 5 each |
| Length × Width × Height | 8.50 × 8.00 × 0.20 mm | |
| Storage | Length × Width × Height | 13.00 × 9.00 × 0.50 mm |
| Quantity | 5 each | |
| PCB (2) | Length × Width × Height | 29.00 × 20.50 × 2.00 mm |
| Storage module | Length × Width × Height | 30.00 × 22.00 × 0.70 mm |
| Physical Indicators | Compound Category and Numerical Value | |||||
|---|---|---|---|---|---|---|
| PCB | Plastic Package Layer | Resin Sealing Layer | Chip | Substrate | SAC305 Solder | |
| Elastic modulus | 27 GPa | 16 GPa | 16 GPa | 131 GPa | 22 GPa | 39.5 GPa |
| Poisson’s ratio | 0.18 | 0.25 | 0.25 | 0.30 | 0.28 | 0.3 |
| Coefficient of thermal expansion (CTE) | X: 10 × 10−6·K−1 Y: 10 × 10−6·K−1 Z: 23 × 10−6·K−1 | 15 × 10−6·K−1 | 21 × 10−6·K−1 | 2.7 × 10−6·K−1 | 16 × 10−6·K−1 | 28 × 10−6·K−1 |
| Analyzing Unit Size | K1 | K2 | K3 | K4 |
|---|---|---|---|---|
| 0.5 | 71,000 | −1.62 | 2.76 | 1.05 |
| 1.0 | 56,300 | −1.62 | 3.34 | 1.04 |
| 1.5 | 48,300 | −1.64 | 3.80 | 1.04 |
| Model | Cycle Index | |
|---|---|---|
| A-side | 0.21733 | 1637 |
| B-side | 0.20833 | 1821 |
| Loading Conditions | Simulation Predicts the Number of Cyclic Failures | Number of Actual Test Failure Cycles |
|---|---|---|
| Temperature range of −65 °C~+150 °C, switching time of 1 min, and residence time of 12 min | 1637 cycles | 1500 cycles |
| Lead-Out Arrangement | Technical Parameters | Testing Conditions (VDD = 1.575 V and 1.283 V, VREF = 0.50 × VDD, VIH = VREF + 0.16 V, VIL = VREF − 0.16 V) | Minimum | Maximum | Unit | Allowed Deviation |
|---|---|---|---|---|---|---|
| Pin | passVolt | / | 200 | 900 | mV | ±0.5 |
| DQ2 | passVolt | / | 2077.047 | mV | / | |
| DQ9 | passVolt | 8334.295 | mV | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, S.; Ma, K.; Wu, Y.; Wang, S.; Cai, N. A Study on the Reliability Evaluation of a 3D Packaging Storage Module under Temperature Cycling Ultimate Stress Conditions. Micromachines 2024, 15, 428. https://doi.org/10.3390/mi15040428
Zhou S, Ma K, Wu Y, Wang S, Cai N. A Study on the Reliability Evaluation of a 3D Packaging Storage Module under Temperature Cycling Ultimate Stress Conditions. Micromachines. 2024; 15(4):428. https://doi.org/10.3390/mi15040428
Chicago/Turabian StyleZhou, Shuai, Kaixue Ma, Yugong Wu, Shizhao Wang, and Nian Cai. 2024. "A Study on the Reliability Evaluation of a 3D Packaging Storage Module under Temperature Cycling Ultimate Stress Conditions" Micromachines 15, no. 4: 428. https://doi.org/10.3390/mi15040428