Pysanky to Microfluidics: An Innovative Wax-Based Approach to Low Cost, Rapid Prototyping of Microfluidic Devices

 , , and
, , and
Abstract
:1. Introduction
2. Technology Overview
3. System Analysis
3.1. Extruder Tip Size
3.2. Write Speed and Angle
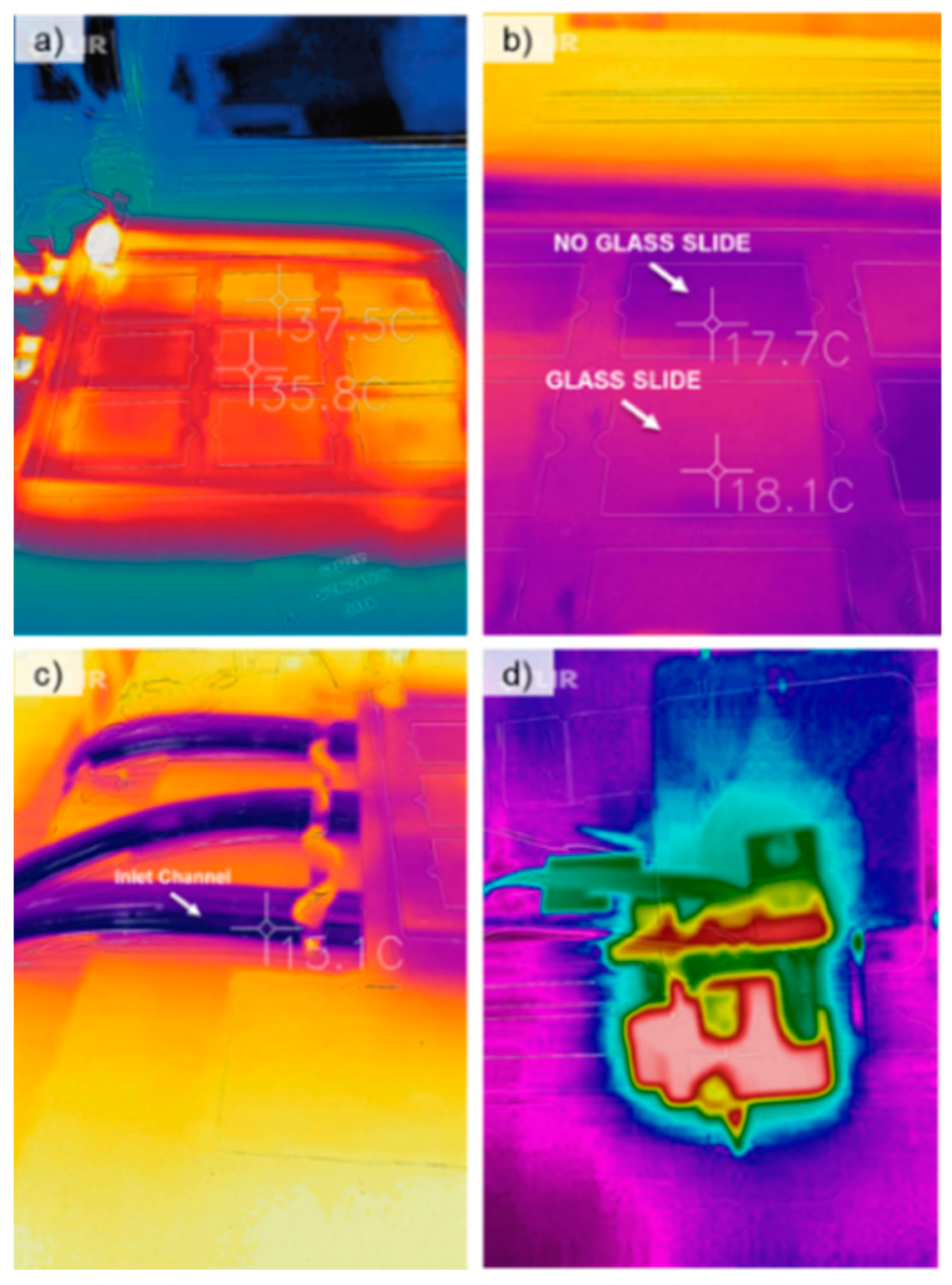
3.3. Heating and Cooling of Substrate
3.4. Software-Based Optimization
3.5. Substrate Material

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Channel Width (µm) | Surface Tension (dyne/cm) |
|---|---|---|
| Copper * | 180.6 | 1000 [35] |
| Glass | 212.9 | ~250–500 [38] |
| Plastic | 277.4 | ~30–50 [36,38] |
| Acrylic | 316.1 | 35 [38] |
| Paper | 322.6 | - |
| Wood | 380.6 | ~40–60 [39] |
4. Device Fabrication Methods
4.1. Soft Lithography Fabrication
4.2. Wax-Based Fabrication
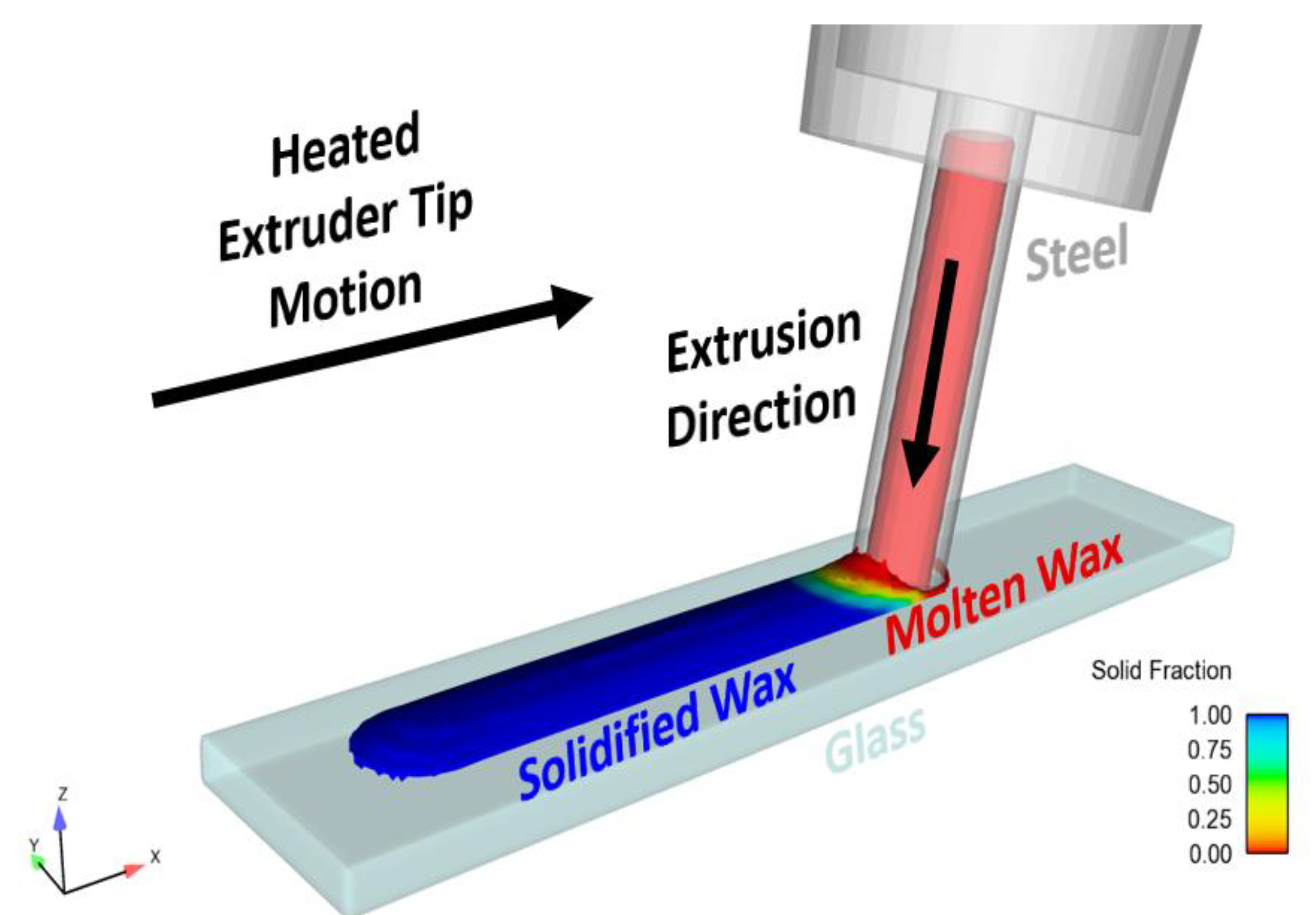
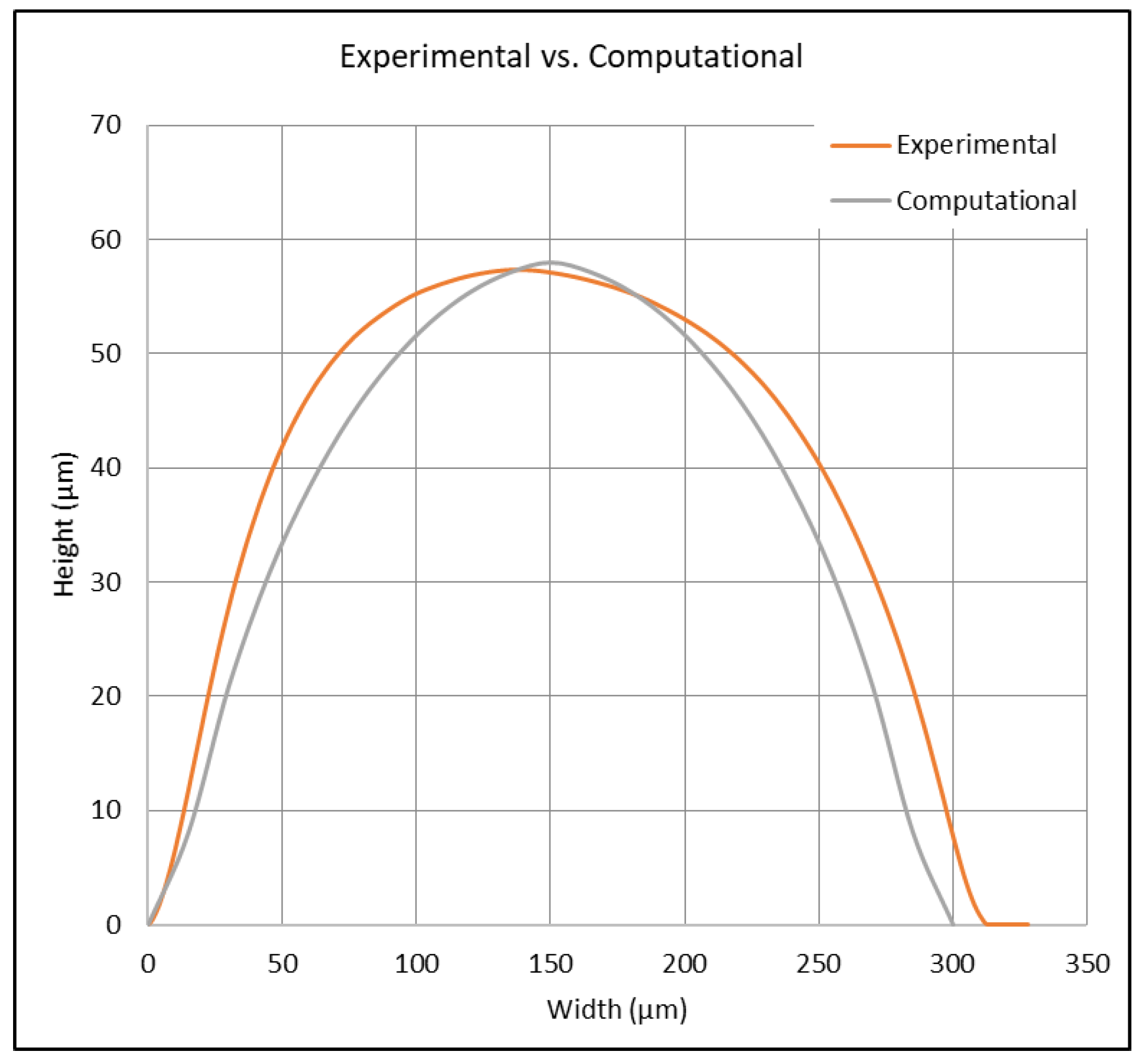
5. Computational Model
6. Wax-Based Microfluidic Chip for Passive Micromixing
6.1. Spiral Micromixer
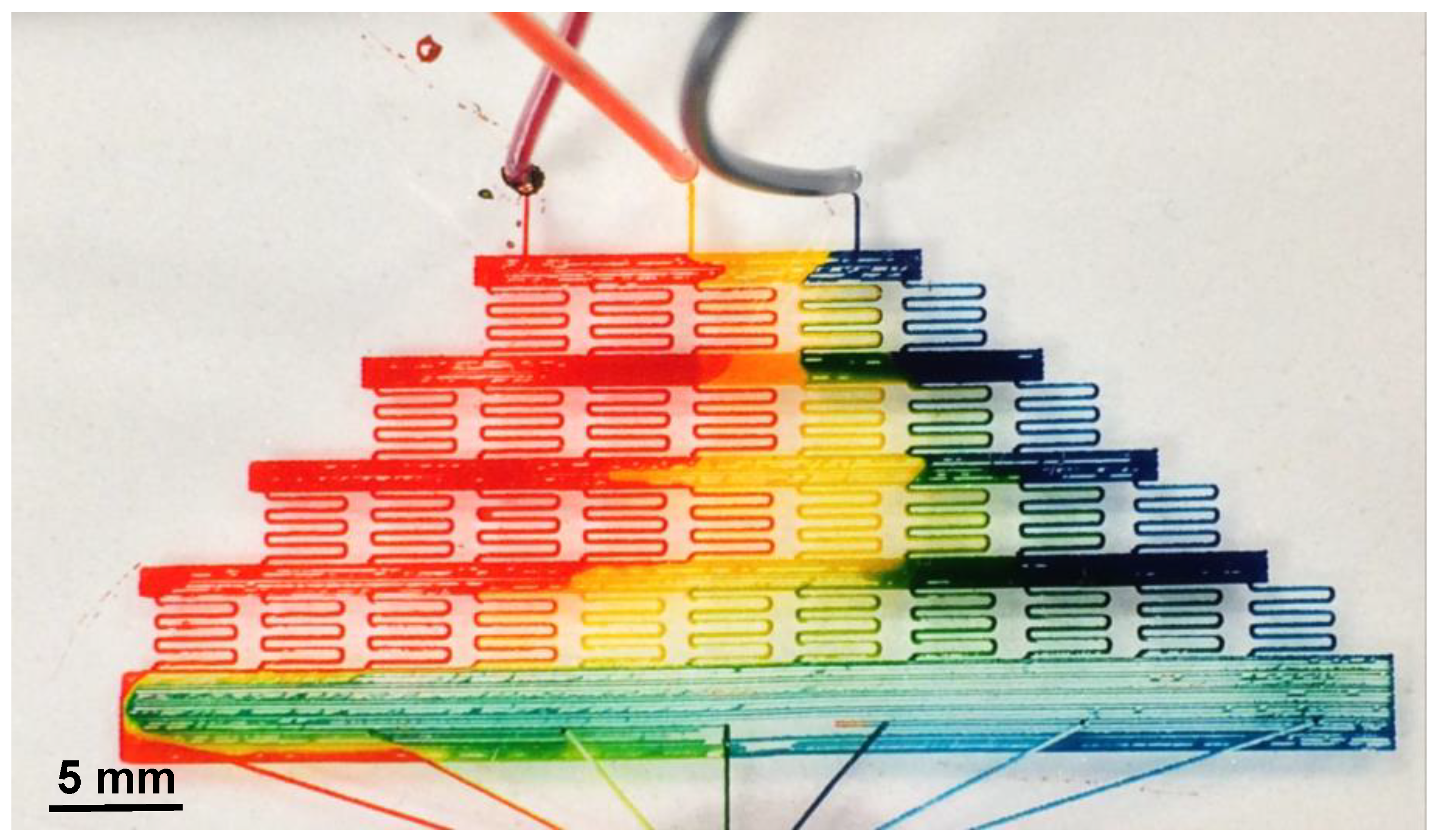
6.2. Rainbow Mixer
6.3. Serial Dilution Device
7. Discussion
8. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Brander, J. About the Pysank—It Is Written!: A Bibliography; Baba’s Beeswax: Richmond, BC, Canada, 2007; 36p, 8p of plates. [Google Scholar]
- Tang, S.K.; Whitesides, G.M. Basic microfluidic and soft lithographic techniques. In Optofluidics: Fundamentals, Devices and Applications; Fainman, Y., Lee, L., Psaltis, D., Yang, C., Eds.; McGraw-Hill: New York, NY, USA, 2010. [Google Scholar]
- Yi, X.; Kodzius, R.; Gong, X.Q.; Xiao, K.; Wen, W.J. A simple method of fabricating mask-free microfluidic devices for biological analysis. Biomicrofluidics 2010, 4, 036503. [Google Scholar] [CrossRef]
- Li, X.; Tian, J.F.; Nguyen, T.; Shen, W. Paper-Based Microfluidic Devices by Plasma Treatment. Anal. Chem. 2008, 80, 9131–9134. [Google Scholar] [CrossRef]
- Zeinali, S.; Cetin, B.; Oliaei, S.N.B.; Karpat, Y. Fabrication of continuous flow microfluidics device with 3D electrode structures for high throughput DEP applications using mechanical machining. Electrophoresis 2015, 36, 1432–1442. [Google Scholar] [CrossRef]
- He, Y.; Wu, W.B.; Fu, J.Z. Rapid fabrication of paper-based microfluidic analytical devices with desktop stereolithography 3D printer. RSC Adv. 2015, 5, 2694–2701. [Google Scholar] [CrossRef]
- Bhattacharjee, N.; Urrios, A.; Kanga, S.; Folch, A. The upcoming 3D-printing revolution in microfluidics. Lab Chip 2016, 16, 1720–1742. [Google Scholar] [CrossRef]
- Kang, K.; Oh, S.; Yi, H.; Han, S.; Hwang, Y. Fabrication of truly 3D microfluidic channel using 3D-printed soluble mold. Biomicrofluidics 2018, 12, 014105. [Google Scholar] [CrossRef]
- Espinosa, A.; Diaz, J.; Vazquez, E.; Acosta, L.; Santiago, A.; Cunci, L. Fabrication of paper-based microfluidic devices using a 3D printer and a commercially-available wax filament. Talanta Open 2022, 6, 100142. [Google Scholar] [CrossRef]
- Ho, C.M.B.; Ng, S.H.; Li, K.H.H.; Yoon, Y.J. 3D printed microfluidics for biological applications. Lab Chip 2015, 15, 3627–3637. [Google Scholar] [CrossRef] [PubMed]
- Diaz-Gonzalez, M.; Baldi, A. Fabrication of Biofunctionalized Microfluidic Structures by Low-Temperature Wax Bonding. Anal. Chem. 2012, 84, 7838–7844. [Google Scholar] [CrossRef] [PubMed]
- Liang, Q.; Zhao, M.; Chiu, G.T.C.; Allebach, J.P. Design and Fabrication of Microfluidics Paper-Based Devices for Contaminant Detection Using aWax Printer. Electron. Imaging 2021, 33, 339-1–339-8. [Google Scholar] [CrossRef]
- Nishat, S.; Jafry, A.T.; Martinez, A.W.; Awan, F.R. Paper-based microfluidics: Simplified fabrication and assay methods. Sens. Actuators B Chem. 2021, 336, 129681. [Google Scholar] [CrossRef]
- Li, Z.; Yang, J.; Li, K.; Zhu, L.; Tang, W. Fabrication of PDMS microfluidic devices with 3D wax jetting. RSC Adv. 2017, 7, 3313–3320. [Google Scholar] [CrossRef]
- Diaz-Gonzalez, M.; Fernandez-Sanchez, C.; Baldi, A. Multiple actuation microvalves in wax microfluidics. Lab Chip 2016, 16, 3969–3976. [Google Scholar] [CrossRef]
- Oh, K.W.; Namkoong, K.; Chinsung, P. A phase change microvalve using a meltable magnetic material: Ferro-wax. Micro Total Anal. Syst. 2005, 1, 554–556. [Google Scholar]
- Wang, W.; Zhao, S.; Pan, T. Lab-on-a-print: From a single polymer film to three-dimensional integrated microfluidics. Lab Chip 2009, 9, 1133–1137. [Google Scholar] [CrossRef]
- Martinez, A.W.; Phillips, S.T.; Whitesides, G.M.; Carrilho, E. Diagnostics for the developing world: Microfluidic paper-based analytical devices. Anal. Chem. 2010, 82, 3–10. [Google Scholar] [CrossRef]
- Carrilho, E.; Martinez, A.W.; Whitesides, G.M. Understanding wax printing: A simple micropatterning process for paper-based microfluidics. Anal. Chem. 2009, 81, 7091–7095. [Google Scholar] [CrossRef] [PubMed]
- Tesfaye, T.; Hussen, A. Microfluidic paper-based analytical device (µPAD) fabricated by wax screen printing technique for the determination of nitrite and nitrate ion in water samples. Microfluid. Nanofluid. 2022, 26, 22. [Google Scholar] [CrossRef]
- Yetisen, A.K.; Akram, M.S.; Lowe, C.R. Paper-based microfluidic point-of-care diagnostic devices. Lab Chip 2013, 13, 2210–2251. [Google Scholar] [CrossRef]
- Songjaroen, T.; Dungchai, W.; Chailapakul, O.; Laiwattanapaisal, W. Novel, simple and low-cost alternative method for fabrication of paper-based microfluidics by wax dipping. Talanta 2011, 85, 2587–2593. [Google Scholar] [CrossRef] [PubMed]
- Dungchai, W.; Chailapakul, O.; Henry, C.S. A low-cost, simple, and rapid fabrication method for paper-based microfluidics using wax screen-printing. Analyst 2011, 136, 77–82. [Google Scholar] [CrossRef]
- Dungchai, W.; Chailapakul, O.; Henry, C.S. Electrochemical Detection for Paper-Based Microfluidics. Anal. Chem. 2009, 81, 5821–5826. [Google Scholar] [CrossRef]
- Liu, J.; Kong, X.; Wang, H.; Zhang, Y.; Fan, Y. Roll-to-roll wax transfer for rapid and batch fabrication of paper-based microfluidics. Microfluid. Nanofluid. 2019, 24, 6. [Google Scholar] [CrossRef]
- Anshori, I.; Heriawan, E.V.; Suhayat, P.Y.; Wicaksono, D.H.B.; Kusumocahyo, S.P.; Satriawan, A.; Shalannanda, W.; Dwiyanti, L.; Setianingsih, C.; Handayani, M. Fabric-Based Electrochemical Glucose Sensor with Integrated Millifluidic Path from a Hydrophobic Batik Wax. Sensors 2023, 23, 5833. [Google Scholar] [CrossRef]
- Chung, C.; Chen, Y.J.; Chen, P.C.; Chen, C.Y. Fabrication of PDMS passive micromixer by lost-wax casting. Int. J. Precis. Eng. Manuf. 2015, 16, 2033–2039. [Google Scholar] [CrossRef]
- Lu, Y.; Shi, W.; Qin, J.; Lin, B. Fabrication and Characterization of Paper-Based Microfluidics Prepared in Nitrocellulose Membrane By Wax Printing. Anal. Chem. 2010, 82, 329–335. [Google Scholar] [CrossRef]
- Lu, Y.; Shi, W.W.; Jiang, L.; Qin, J.H.; Lin, B.C. Rapid prototyping of paper-based microfluidics with wax for low-cost, portable bioassay. Electrophoresis 2009, 30, 1497–1500. [Google Scholar] [CrossRef]
- Chiang, C.K.; Kurniawan, A.; Kao, C.Y.; Wang, M.J. Single step and mask-free 3D wax printing of microfluidic paper-based analytical devices for glucose and nitrite assays. Talanta 2019, 194, 837–845. [Google Scholar] [CrossRef]
- Salih, N.M.; Hashim, U.; Nafarizal, N.; Soon, C.F.; Sahdan, M.Z. Surface Tension Analysis of Cost-Effective Paraffin Wax and Water Flow Simulation for Microfluidic Device. Adv. Mater. Res. 2014, 832, 773–777. [Google Scholar] [CrossRef]
- Kaigala, G.V.; Ho, S.; Penterman, R.; Backhouse, C.J. Rapid prototyping of microfluidic devices with a wax printer. Lab Chip 2007, 7, 384–387. [Google Scholar] [CrossRef]
- Eadie, N.M. Manufacturing and Optimization of a Wax-Based Microfluidic Fabrication System; State University of New York at Buffalo: Buffalo, NY, USA, 2018. [Google Scholar]
- Washburn, E.W. The Dynamics of Capillary Flow. Phys. Rev. 1921, 17, 273–283. [Google Scholar] [CrossRef]
- Adhesives. The Physics Behind Wetting. Wetting. Available online: http://www.adhesives.org/adhesives-sealants/science-of-adhesion/wetting (accessed on 11 December 2023).
- Hild, F. Surface Energy of Plastics Tech Talk Blog. 2009. Available online: https://www.tstar.com/blog/bid/33845/surface-energy-of-plastics (accessed on 11 December 2023).
- Koh, D.; Wang, A.; Schneider, P.; Bosinski, B.; Oh, K. Introduction of a Chemical-Free Metal PDMS Thermal Bonding for Fabrication of Flexible Electrode by Metal Transfer onto PDMS. Micromachines 2017, 8, 280. [Google Scholar] [CrossRef]
- Holmes, S. How Easily Does Silicone Stick to Different Surfaces? 2017. Available online: http://silicone.co.uk/blog/how-does-silicone-stick-to-different-surfaces/ (accessed on 11 December 2023).
- Mantanis, G.I.; Young, R.A. Wetting of wood. Wood Sci. Technol. 1997, 31, 339–353. [Google Scholar] [CrossRef]
- Duffy, D.C.; McDonald, J.C.; Schueller, O.J.A.; Whitesides, G.M. Rapid Prototyping of Microfluidic Systems in Poly(dimethylsiloxane). Anal. Chem. 1998, 70, 4974–4984. [Google Scholar] [CrossRef]
- Philip Schneider, V.S.; Siskar, T.; Christie, L.; Karampelas, I.; Furlani, E.P.; Oh, K.W. Additive Manufacturing of Microfluidic Components via Wax Extrusion. In Proceedings of the NSTI Nanotech Conference, Anaheim, CA, USA, 13–16 May 2018. [Google Scholar]
- Hirt, C.W.; Nichols, B.D. Volume of fluid (VOF) method for the dynamics of free boundaries. J. Comput. Phys. 1981, 39, 201–225. [Google Scholar] [CrossRef]
- Lew, D. Physical Properties of Beeswax and Paraffin. 2018. Available online: https://www.drdarrinlew.us/global-warming/physical-properties-of-beeswax-and-paraffin-wax.html (accessed on 11 December 2023).
- Ramnanan-Sigh, R. Formulation & Thermophysical Analysis of a Beeswax Microemulsion & the Experimental Calculation of Its Heat Transfer Coefficient. Master’s Thesis, City University of New York, New York, NY, USA, 2012. [Google Scholar]
- Jesumathy, S.P.; Udayakumar, M.; Suresh, S. Heat transfer characteristics in latent heat storage system using paraffin wax. J. Mech. Sci. Technol. 2012, 26, 959–965. [Google Scholar] [CrossRef]
- Ettouney, H.; El-Dessouky, H.; Al-Kandari, E. Heat Transfer Characteristics during Melting and Solidification of Phase Change Energy Storage Process. Ind. Eng. Chem. Res. 2004, 43, 5350–5357. [Google Scholar] [CrossRef]
- Dhanekar, S.; Chandra, S.; Balasubramaniam, R. Micro-mixer device with deep channels in silicon using modified RIE process: Fabrication, packaging and characterization. Microsyst. Technol. 2016, 22, 515–522. [Google Scholar] [CrossRef]
- Grimes, A.; Breslauer, D.N.; Long, M.; Pegan, J.; Lee, L.P.; Khine, M. Shrinky-Dink microfluidics: Rapid generation of deep and rounded patterns. Lab Chip 2008, 8, 170–172. [Google Scholar] [CrossRef]
- Oh, K.W.; Lee, K.; Ahn, B.; Furlani, E.P. Critical Review: Design of pressure-driven microfluidic networks using electric circuit analogy. Lab Chip 2012, 12, 515–545. [Google Scholar] [CrossRef]
- Lee, K.; Kim, C.; Ahn, B.; Panchapakesan, R.; Full, A.R.; Nordee, L.; Kang, J.Y.; Oh, K.W. Generalized serial dilution module for monotonic and arbitrary microfluidic gradient generators. Lab Chip 2009, 9, 709–717. [Google Scholar] [CrossRef] [PubMed]
















| Property | Paraffin Wax |
|---|---|
| Melting Temperature | 52 °C |
| Latent Heat | 210 kJ/kg |
| Solid Density | 860 kg/mm3 |
| Liquid Density | 780 kg/m3 |
| Solid Specific Heat | 2.9 kJ/kg K |
| Liquid Specific Heat | 2.1 kJ/kg K |
| Solid Thermal Conductivity | 0.24 W/m K |
| Liquid Thermal Conductivity | 0.15 W/m K |
| Viscosity | 0.205 Ns/m2 |
| Parameter | Computational Model | Physical Model | Error (%) |
|---|---|---|---|
| Wax Height (µm) | 57.98 | 57.31 | 1.18% |
| Cross-Sectional Area (µm2) | 11,568 | 12,951 | 10.67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schneider, P.J.; Christie, L.B.; Eadie, N.M.; Siskar, T.J.; Sukhotskiy, V.; Koh, D.; Wang, A.; Oh, K.W. Pysanky to Microfluidics: An Innovative Wax-Based Approach to Low Cost, Rapid Prototyping of Microfluidic Devices. Micromachines 2024, 15, 240. https://doi.org/10.3390/mi15020240
Schneider PJ, Christie LB, Eadie NM, Siskar TJ, Sukhotskiy V, Koh D, Wang A, Oh KW. Pysanky to Microfluidics: An Innovative Wax-Based Approach to Low Cost, Rapid Prototyping of Microfluidic Devices. Micromachines. 2024; 15(2):240. https://doi.org/10.3390/mi15020240
Chicago/Turabian StyleSchneider, Philip J., Liam B. Christie, Nicholas M. Eadie, Tyler J. Siskar, Viktor Sukhotskiy, Domin Koh, Anyang Wang, and Kwang W. Oh. 2024. "Pysanky to Microfluidics: An Innovative Wax-Based Approach to Low Cost, Rapid Prototyping of Microfluidic Devices" Micromachines 15, no. 2: 240. https://doi.org/10.3390/mi15020240