
Assessment of Vapor Formation Rate and Phase Shift between Pressure Gradient and Liquid Velocity in Flat Mini Heat Pipes as a Function of Internal Structure

Abstract
:1. Introduction
2. Computational Details
2.1. Influence of Polysynthetic Medium Porosity on FMHP’s Surface Layer Heat Transfer
2.2. Determination of the Phase Difference between the Pressure Gradient and Liquid Velocity in the Boundary Layer of an FMHP
2.3. Darcy Flow through a Porous Medium Inside a Horizontal Micro Heat Pipe
3. Experimental Set-Up and Methodology
4. Experimental Results and Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Available online: https://www.1-act.com/resources/heat-pipe-fundamentals/different-types-of-heat-pipes/ (accessed on 12 May 2023).
- Zaghdoudi, M.C.; Maalej, S.; Mansouri, J.; Sassi, M.B.H. Flat Miniature Heat Pipes for Electronics Cooling: State of the Art, Experimental and Theoretical Analysis. Int. J. Mech. Mechatron. Eng. 2011, 5, 714–737. [Google Scholar] [CrossRef]
- Xin, F.; Lyu, Q.; Tian, W.; Xin, F.; Lyu, Q.; Tian, W. Visualization and Heat Transfer Performance of Mini-Grooved Flat Heat Pipe Filled with Different Working Fluids. Micromachines 2022, 13, 1341. [Google Scholar] [CrossRef]
- Nesterov, D.A.; Derevyanko, V.A.; Suntsov, S.B. Development of T-shaped flat heat pipes for cooling electronic equipment. In Proceedings of the 20th IHPC and 14th IHPS, Gelendzhik, Russia, 7–10 September 2021; pp. 1–10. [Google Scholar]
- Yang, K.S.; Cheng, Y.C.; Jeng, M.S.; Chien, K.H.; Shyu, J.C. An Experimental Investigation of Micro Pulsating Heat Pipes. Micromachines 2014, 5, 385–395. [Google Scholar] [CrossRef] [Green Version]
- Song, W.; Xu, Y.; Xue, L.; Li, H.; Guo, C. Visualization Experimental Study on Silicon-Based Ultra-Thin Loop Heat Pipe Using Deionized Water as Working Fluid. Micromachines 2021, 12, 1080. [Google Scholar] [CrossRef]
- Chen, X.; Ye, H.; Fan, X.; Ren, T.; Zhang, G.Q. A review of small heat pipes for electronics. Appl. Therm. Eng. 2016, 96, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Rangasamy, S.; Raghavan, R.R.V.; Elavarasan, R.M.; Kasinathan, P. Energy Analysis of Flattened Heat Pipe with Nanofluids for Sustainable Electronic Cooling Applications. Sustainability 2023, 15, 4716. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, X.; Yan, Y. A review of the state-of-the-art in electronic cooling, e-Prime-Advances in Electrical Engineering. Electron. Energy 2021, 1, 100009. [Google Scholar]
- Riffat, S.; Ma, X. Recent developments in heat pipe technology and applications: A review. Int. J. Low Carbon Technol. 2007, 2, 162–177. [Google Scholar] [CrossRef] [Green Version]
- Vasiliev, L.L. Micro and miniature heat pipes-electronic components coolers. In Proceedings of the VI Minsk International Seminar “Heat Pipes, Heat Pumps, Refrigerators”, Minsk, Belarus, 12–15 September 2005; pp. 74–86. [Google Scholar]
- Mochizuki, M.; Nguyen, T.; Mashiko, K.; Saito, Y.; Nguyen, T.; Wuttijumnong, V. A review of heat pipe application including new opportunities. Front. Heat Pipes FHP 2011, 2, 013001. [Google Scholar] [CrossRef] [Green Version]
- Pukhovoy, M.V.; Kunts, K.A.; Spesivtsev, S.E.; Kabov, O.A. Maximum heat fluxes and features of heat transfer mechanisms with boiling during jet impingement cooling of electronics. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2021; Volume 1867, p. 012036. [Google Scholar]
- Zeghari, K.; Louahlia, H. Flat miniature heat pipe with sintered porous wick structure: Experimental and mathematical studies. Int. J. Heat Mass Transf. 2020, 158, 120021–120058. [Google Scholar] [CrossRef]
- Lv, L.C.; Li, J. Micro Flat Heat Pipes for Microelectronics Cooling: Review. Recent Pat. Mech. Eng. 2013, 6, 169–184. [Google Scholar] [CrossRef]
- Ahmed, A.A.; Gennish, R.; Bilrrazig, A.; Jolgam, S.A. Darcy Flow and Heat Transfer Through Porous Media Inside a Horizontal Fixed Packed Bed. Univ. Bull. 2021, 4, 109–122. [Google Scholar]
- de Bock, H.P.; Varanasi, K.; Chamarthy, P.; Deng, T.; Kulkarni, A.; Rush, B.M.; Russ, B.A.; Weaver, S.E.; Gerner, F.M. Experimental investigation of micro/nano heat pipe wick structures. In Proceedings of the ASME International Mechanica Engineering Congress and Exposition, Boston, MA, USA, 31 October–6 November 2008; pp. 1–6. [Google Scholar]
- Lefèvre, F.; Lips, S.; Rullière, R.; Conrardy, J.B.; Raynaud, M.; Bonjour, J. Flat plate heat pipes: From obsevation to the modeling of the capillary structure. Front. Heat Pipes 2012, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Lienhard, J.H., IV; Lienhard, J.H. A Heat Transfer Textbook, 5th ed.; Phlogiston Press: Cambridge, MA, USA, 2019; 771p. [Google Scholar]
- Heat Conduction–Chapther, P373588.tex 1/2/2007, 1–42. Available online: https://booksite.elsevier.com/samplechapters/9780123735881/9780123735881.pdf (accessed on 10 March 2023).
- Lu, X. Fluid Flow and Heat Transfer in Porous Media Manufactured by a Space Holder Method. Ph.D. Thesis, University of Liverpool, Liverpool, UK, 2020; 284p. [Google Scholar]
- Chang-Hoon, S. Application of the effective diameters of porous media to the non-Darcy low analyses. Sci. Rep. 2022, 12, 5321. [Google Scholar]
- Chang-Hoon, S. Permeability variation analysis using the superficial diameter correlation with porosity change. Phys. Fluids 2021, 33, 053108. [Google Scholar]
- Hsu, C.T. Heat conduction in porous media. In Handbook of Porous Media, 1st ed.; Vafai, K., Ed.; Marcel Dekker: New York, NY, USA, 2000; pp. 171–199. [Google Scholar]
- Petukhov, B.S. Heat Transfer and Friction in Turbulent Pipe Flow with Variable Physical Properties. In Advances in Heat Transfer; High Temperature Institute, Academy of Science of the USSR: Moscow, Russia, 1970; pp. 503–564. [Google Scholar]
- Ammar, S.M.; Park, C.W. Validation of the Gnielinski correlation for evaluation of heat transfer coefficient of enhanced tubes by non-linear regression model: An experimental study of absorption refrigeration system. Int. Commun. Heat Mass Transf. 2020, 118, 104819. [Google Scholar] [CrossRef]
- Nouri-Borujerdi, A. A new approach to thermo-fluid behavior through porous layer of heat pipes. Sci. Iran. B 2018, 25, 1236–1242. [Google Scholar] [CrossRef] [Green Version]
- Nojoomizadeh, M.; Karimipour, A.; Firouzi, M.; Afrand, M. Investigation of permeability and porosity effects on the slip velocity and convection heat transfer rate of Fe3O4/water nanofluid flow in a microchannel while its lower half filled by a porous medium. Int. J. Heat Mass Transf. 2018, 119, 891–906. [Google Scholar] [CrossRef]
- Rashidian, S.; Tavakoli, M.R. Using Porous Media to Enhancement of Heat Transfer in Heat Exchangers. Int. J. Adv. Eng. Manag. Sci. IJAEMS 2017, 3, 1051–1064. [Google Scholar] [CrossRef]
- Harmen; Adriansyah, W.; Abdurrachim; Pasek, A.D. Theoretical investigation of heat transfer correlations for supercritical organic fluids. In AIP Conference Proceedings, International Conference on Thermal Science and Technology (ICTST), Bali, Indonesia, 17–19 November 2017; AIP Publishing: Melville, NY, USA, 2017; pp. 020011-1–020011-13. [Google Scholar]
- Kemerli, U.; Özgür, D.; Öztürk, A.; Kahveci, K. Effect of High-Prandtl Number on Microscale Flow and Heat Transfer. In Proceedings of the World Congress on Mechanical, Chemical, and Material Engineering (MCM 2015), Barcelona, Spain, 20–21 July 2015; pp. 319-1–319-9. [Google Scholar]
- Zulfattah, Z.M.; Rafeq, S.A.; Shukri, Z.M.; Ridhwan, J.; Hanafi, M.H.M.; Norain, I.; Nazri, Z.H.; Shakinah, M.I.N.; Najib, A.M. Gnielinski Method in Calculating the Heat Transfer Coefficient for Metallic Solar Tower Absorber. Procedia Eng. 2013, 68, 293–298. [Google Scholar] [CrossRef]
- Ji, W.T.; Zhang, D.C.; He, Y.L.; Tao, W.Q. Prediction of fully developed turbulent heat transfer of internal helically ribbed tubes–An extension of Gnielinski equation. Int. J. Heat Mass Transf. 2012, 55, 1375–1384. [Google Scholar] [CrossRef]
- Delgado, J.M.P.Q. (Ed.) Heat and Mass Transfer in Porous Media, Bock; Springer: Berlin/Heidelberg, Germany; Dordrecht, The Netherlands; London, UK; New York, NY, USA, 2012; 263p. [Google Scholar]
- Hsu, C.T. Thermal dispersion in a porous medium. Int. J. Heat Mass Transf. 1990, 33, 1587–1597. [Google Scholar] [CrossRef]
- Vafai, K.; Tien, C.L. Boundary and inertia effects on flow and heat transfer in porous media. Int. J. Heat Mass Transf. 1981, 24, 195–203. [Google Scholar] [CrossRef]
- Cengel, A.Y. Heat Transfer–A practical Approach, Boock, 2nd ed.; Prentice-Hall: Hoboken, NJ, USA, 2003; 853p. [Google Scholar]
- Praks, P.; Brkić, D. Advanced Iterative Procedures for Solving the Implicit Colebrook Equation for Fluid Flow Friction. Adv. Civ. Eng. 2018, 2018, 5451034. [Google Scholar] [CrossRef] [Green Version]
- Clamond, D. Accurate and Robust Computation of the Darcy-Weisbach Friction Factor F according to the Colebrook Equation File colebrook.m, MATLAB Central File Exchange. Retrieved, 2023. Available online: https://www.mathworks.com/matlabcentral/fileexchange/21990-colebrook-m (accessed on 20 March 2023).
- ** Colebrook-White Equation. Available online: https://engineerexcel.com/colebrook-white-equation/ (accessed on 4 June 2023).
- Lunowa, J.K. Darcy Friction Factor Formulae in Turbulent Pipe Flow. Fluid Mech. Pap. 2011, 110727, 1–11. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
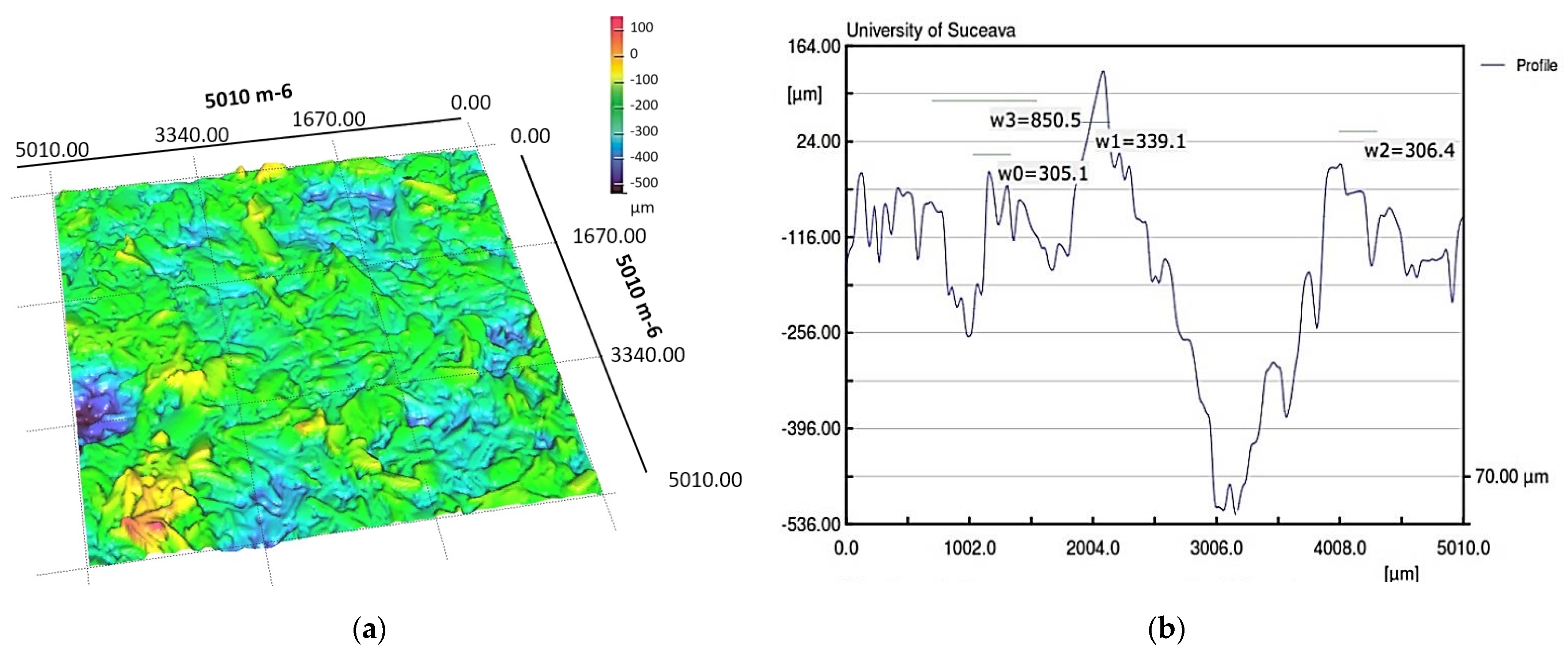
| Measured Parameter | Length | Points – | Minimum | Maximum | Mean | Std-Dev. | |
|---|---|---|---|---|---|---|---|
| Case | |||||||
| Dry porous material | 5.010 | 501 | −401.945 | 148.977 | 13.208 | 88.085 | |
| Wetted porous material | 5.010 | 501 | −522.357 | 126.796 | 156.629 | 135.783 | |
| Material | Pore Area
| Microsphere Diameter/Average Values of Copper Powder Particles
| Porosity
|
| Capillary layer of sintered copper microspheres (average values) | |||
| Porous sintered copper powder material (obtained by the authors) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mihai, I.; Suciu, C.; Picus, C.M. Assessment of Vapor Formation Rate and Phase Shift between Pressure Gradient and Liquid Velocity in Flat Mini Heat Pipes as a Function of Internal Structure. Micromachines 2023, 14, 1468. https://doi.org/10.3390/mi14071468
Mihai I, Suciu C, Picus CM. Assessment of Vapor Formation Rate and Phase Shift between Pressure Gradient and Liquid Velocity in Flat Mini Heat Pipes as a Function of Internal Structure. Micromachines. 2023; 14(7):1468. https://doi.org/10.3390/mi14071468
Chicago/Turabian StyleMihai, Ioan, Cornel Suciu, and Claudiu Marian Picus. 2023. "Assessment of Vapor Formation Rate and Phase Shift between Pressure Gradient and Liquid Velocity in Flat Mini Heat Pipes as a Function of Internal Structure" Micromachines 14, no. 7: 1468. https://doi.org/10.3390/mi14071468